网络首发时间: 2016-12-09 14:41
稀有金属 2018,42(03),265-270 DOI:10.13373/j.cnki.cjrm.xy16090037
泡沫铝三明治预制坯变形行为及复杂结构制备
王耀奇 张艳苓 闫文萱 任学平 侯红亮
北京航空制造工程研究所
塑性成形技术航空科技重点实验室
数字化塑性成形技术及装备北京市重点实验室
北京航空材料研究院
北京科技大学材料科学与工程学院
摘 要:
利用粉末包套轧制法制备出泡沫铝三明治预制坯, 通过室温与高温拉伸实验, 研究了三明治预制坯的变形行为;采用冲压成形技术进行了三明治预制坯的成形试验, 评价了其成形性能;在高温条件下进行了三明治预制坯的发泡实验, 利用光学金相对泡沫铝三明治的微观结构进行了观察, 并对孔隙特征进行了计算。结果显示, 三明治预制坯既是温度敏感型材料也是速率敏感型材料, 在450℃/0.001 s-1的条件下表现出较好的变形性能, 其峰值应力与延伸率分别为22.1 MPa和23.8%;与室温条件相比, 三明治预制坯在450℃条件下的热冲压成形精度更高, 型面弧高达27.1 mm;高温发泡后制备出泡沫铝三明治弧面结构和曲面结构, 证实了该工艺路线的可行性, 其面板与芯板之间形成了冶金结合, 且芯板的孔隙率达78%, 平均孔径为3.5 mm, 孔壁的微观组织为树枝状α铝和共晶相α+Si组成。
关键词:
粉末包套轧制;泡沫铝三明治预制坯;变形行为;冲压成形;
中图分类号: TB383.4;TG146.21
作者简介:王耀奇 (1978-) , 男, 内蒙古根河人, 硕士, 高级工程师, 研究方向:超轻多孔材料及三明治结构;电话:010-85701237;E-mail:xiaoqigh@sina.com;
收稿日期:2013-12-25
基金:国家自然科学基金项目 (50875249) 资助;
Deformation Behavior of Aluminium Foam Sandwich Precursor and Preparation of Complex Structure
Wang Yaoqi Zhang Yanling Yan Wenxuan Ren Xueping Hou Hongliang
Beijing Aeronautical Manufacturing Technology Research Institute
Aeronautical Key Laboratory for Plastic Forming Technologies
Beijing Key Laboratory of Digital Plasticity Forming Technology and Equipment
Beijing Institute of Aeronautical Materials
School of Materials Science and Engineering, University of Science and Technology Beijing
Abstract:
Aluminium foam sandwich precursor was prepared by powder pack rolling. The deformation behaviors of aluminium foam sandwich precursor were investigated by tensile test under room temperature and high temperature. The shaping properties of aluminium foam sandwich precursor were evaluated by stamping test. The foaming tests of sandwich precursor were carried out with high temperature. The microstructure of aluminium foam sandwich was observed by optical microscope, and the parameter of aluminium foam sandwich was measured. The results showed that aluminium foam sandwich precursor was not only sensitive to temperature but also sensitive to rate. Under 450 ℃/0. 001 s-1, sandwich precursor had better forming properties, and the peak strength and elongation reached22. 1 MPa and 23. 8%, respectively. The forming precision of hot stamping was higher at 450 ℃ than that at room temperature, and the height of arc reached 27. 1 mm. After foaming, the aluminium foam sandwiches were prepared with cambered face and curved face, which demonstrated the route was feasible. The metallurgy bonding between face sheet and core sheet of aluminium foam sandwich has formed. The porosity of core sheet reached 78%, and the average cell diameter was 3. 5 mm. The microstructure of cell wall was composed of dendritic α aluminium and eutectic phase α + Si.
Keyword:
powder pack rolling; aluminium foam sandwich precursor; deformation behavior; stamping;
Received: 2013-12-25
泡沫铝是铝合金基体中含有一定数量孔隙的金属材料, 虽然它在能量吸收、隔热、降噪、缓冲减震等方面具有一系列的优点, 但由于其本身强度不高, 因而在很多应用领域受到限制[1]。为了在一定载荷下能够实现泡沫铝的最佳力学性能, 通常将泡沫铝作为夹芯与传统的致密金属组成三明治复合结构[2]。
美国Eliotte于1951年探索泡沫铝的熔体发泡法制备工艺, 并在此基础上首次提出了一种以泡沫铝为夹心层的三明治结构。随着航空、航天及汽车等轻量化进程的进行, 泡沫铝三明治结构正逐渐成为前沿热点。目前, 泡沫铝三明治结构的制备方法有胶接法、扩散连接法、粉末热压复合法及粉末轧制复合法等[3,4,5,6,7,8,9,10,11], 其中粉末轧制复合法由于其工艺简单, 灵活而得到了快速发展, 且与塑性成形技术相结合, 能够制备出泡沫铝三明治复杂结构, 如亚特兰大火箭大型锥体结构等。在泡沫铝三明治复杂结构的制备过程中, 三明治预制坯的成形性能对泡沫铝三明治复杂结构的制备至关重要, 如果成形条件不适宜, 将无法实现泡沫铝三明治复杂结构的制备。国内学者虽然在泡沫铝三明治结构的制备方法方面进行了探索性的研究[12,13,14,15,16,17,18,19], 但还仅限于平面板类三明治结构, 在泡沫铝三明治复杂结构方面还未开展相关的基础性研究工作, 极大的限制了泡沫铝三明治结构的应用。
本文采用粉末包套轧制法制备三明治预制坯, 在室温与高温条件下进行三明治预制坯的拉伸实验, 对其成形性能进行评价, 并利用冲压成形对其进行验证, 通过高温发泡试验制备出模拟样件, 为泡沫铝三明治复杂结构的制造提供指导。
1 实验
本文以1060纯铝板、Al Si12粉和Ti H2粉为原始材料, 1060纯铝板的厚度为4 mm, Al Si12粉和Ti H2粉的形貌如图1, 2所示, Al Si12粉颗粒呈椭球形, Ti H2粉颗粒为多边形不规则形状, 粒度为44μm。
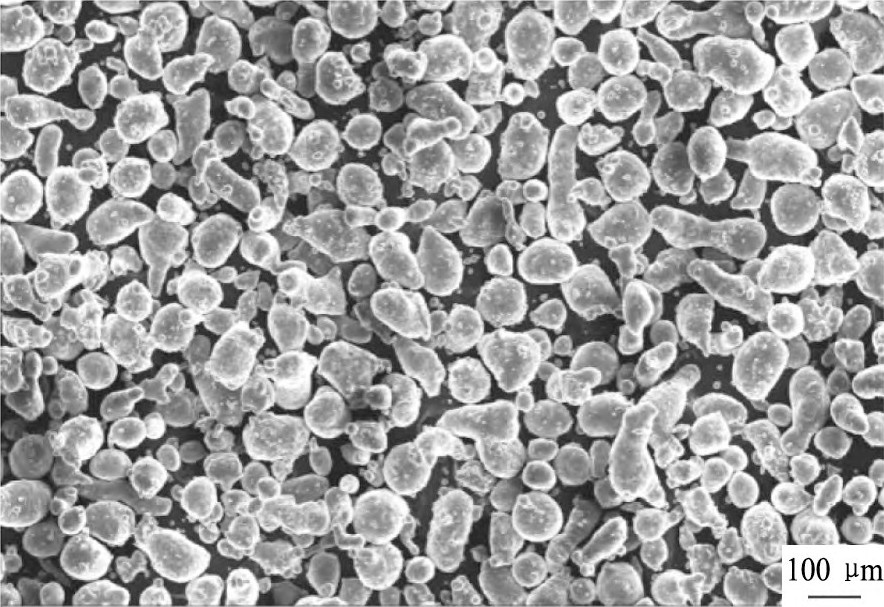
图1 Al Si12粉颗粒形貌Fig.1 Morphology of Al Si12powder
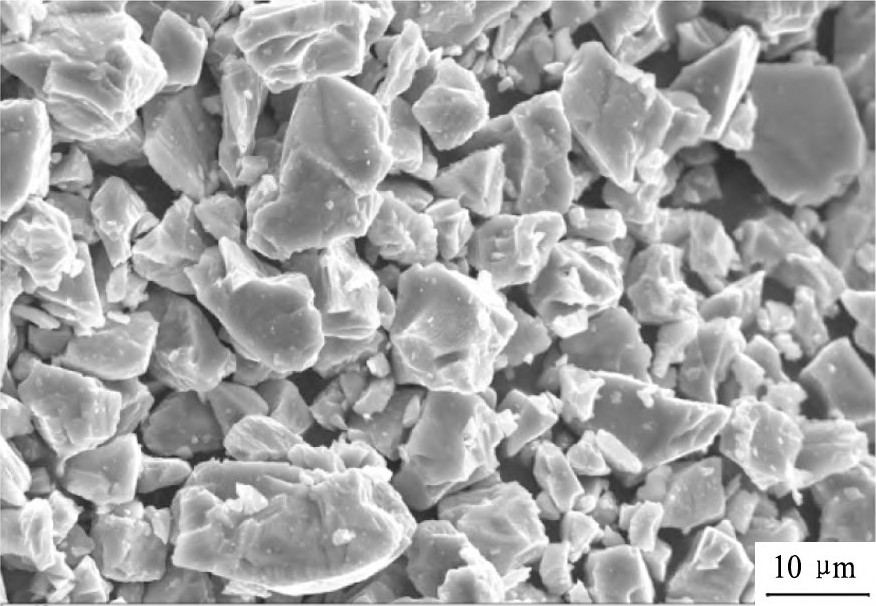
图2 Ti H2粉颗粒形貌Fig.2 Morphology of Ti H2powder
采用粉末包套轧制制备泡沫铝三明治预制坯, 其工艺过程如图3所示, 在480℃/1 h条件下进行Ti H2粉的氧化缓释处理[20,21], 利用三维混粉机将Al Si12合金粉与经氧化缓释处理的Ti H2粉进行充分混合, 采用氩弧焊将混合粉密封于1060纯铝包套内, 包套的外形尺寸为208 mm×108 mm×38 mm, 然后利用320二辊轧机在450℃条件下进行轧制致密化试验, 制备出三明治预制坯, 轧辊尺寸为Ф320 mm×200 mm, 轧制速度为0.067 m・s-1, 初道次的轧制压下量为50%, 各道次间需进行回炉退火, 退火条件为450℃/20 min, 总压下量为85%。
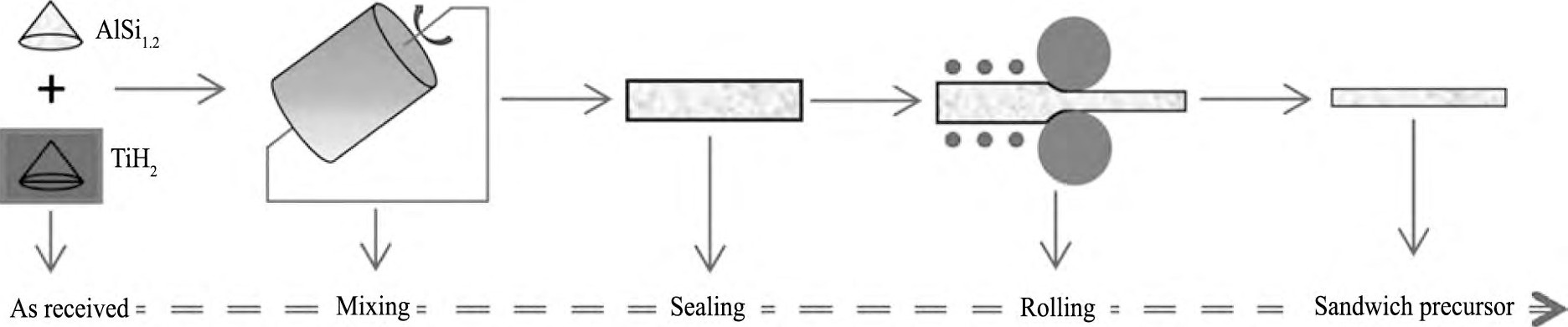
图3 泡沫铝三明治预制坯粉末包套轧制制备工艺过程Fig.3 Process of powder pack rolling for aluminium foam sandwich precursor
利用LETRY DL-20T电子万能试验机进行三明治预制坯的拉伸试验, 试样的尺寸规格如图4所示, 试验温度分别为室温, 350, 375, 400, 425和450℃, 试验过程中采用横夹头速度进行, 初始应变速率分别为0.001, 0.003, 0.010和0.030 s-1。采用冲压成形技术进行三明治预制坯的塑性变形, 以获得所需的外形尺寸, 利用高度尺测量成形后预制坯的高度, 对成形精度进行评价。将冲压成形后的预制坯放入电阻炉内, 在780℃/210 s条件下进行高温发泡[22], 制备出泡沫铝三明治曲面结构, 采用OLYMPUS BX41M光学金相显微镜 (OM) 对三明治结构的微观形貌进行观察, 采用Image J图像处理软件, 对三明治结构的孔隙特征进行评价。
2 结果与讨论
2.1 三明治预制坯的变形行为及性能评价
三明治预制坯室温拉伸变形的真应力-真应变曲线如图5所示。研究显示, 三明治预制坯在室温拉伸实验中, 加工硬化现象显著, 随着应变的增加, 应力快速增加, 到达峰值应力后, 应力快速降低直至断裂。并且可以看出, 随着应变速率的增加, 三明治预制坯的峰值应力并无显著变化, 维持在190 MPa左右, 应力水平较高, 延伸率略有增加, 但整体上处于一个较低的水平, 说明三明治预制坯在室温条件下是速度不敏感的, 且成形性能较差。
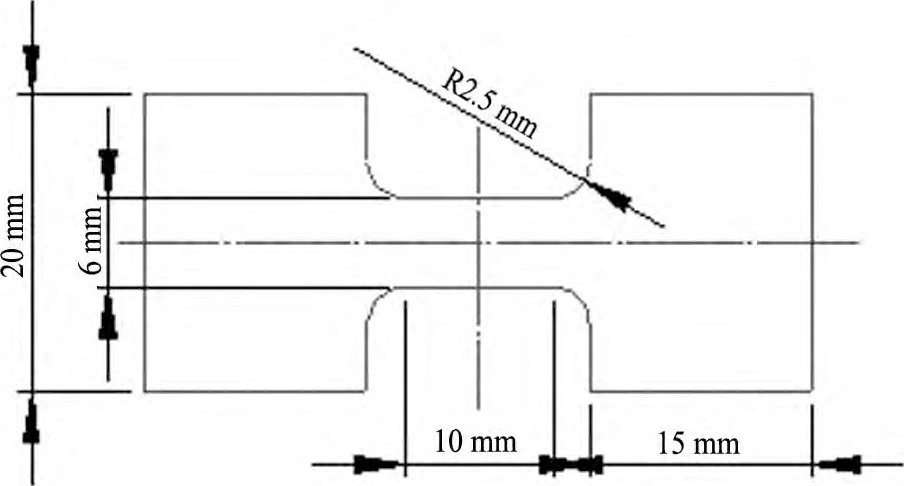
图4 拉伸试样的尺寸规格Fig.4 Dimension of tensile specimen

图5 室温拉伸真应力-真应变曲线Fig.5 True stress-true strain curves at room temperature
三明治预制坯高温拉伸变形的真应力-真应变曲线如图6所示, 对比分析可以发现, 三明治预制坯的真应力-真应变曲线大体呈现出两种形态:
(1) 加工硬化型:在低温、高应变速率条件下, 随着应变的增加, 流变应力快速增加, 当到达峰值后流变应力开始下降。
(2) 稳态型:在高温、低应变速率条件下, 随着应变的增加, 流动应力缓慢增加, 当到达峰值后真应力趋于稳定, 保持一个稳定的状态, 表现出较好的塑性变形能力, 之后材料发生断裂。
三明治预制坯的峰值应力、延伸率与变形温度的关系曲线如图7, 8所示。观察发现, 随着变形温度的升高, 峰值应力呈现单调降低的变化趋势, 而延伸率则呈现单调上升的变化趋势, 且在相同的变形温度条件下, 随着应变速率的提高, 峰值应力呈现上升的趋势, 而延伸率则呈现下降的趋势。可见, 在高温、低应变速率条件下更有利于三明治预制坯的塑性成形, 在450℃/0.001 s-1的条件下, 材料的峰值应力与延伸率分别为22.1 MPa和23.8%。
综上可知, 三明治预制坯既是温度敏感型材料也是速率敏感型材料, 因此可以通过试验温度、变形速度的控制实现成形过程的工艺优化, 从而达到最佳的成形效果。
2.2 三明治预制坯的冲压成形及高温发泡
在室温与450℃条件下进行三明治预制坯的冲压成形, 成形后结构的外观如图9所示, 观察发现, 无论在室温条件下, 还是在高温条件下, 成形后样件表面完整、无裂纹, 说明三明治预制坯具有足够的变形能力。通过高度尺的测量可知, 室温成形后弧面的高度为24.7 mm, 而高温成形后弧面的高度为27.1 mm, 说明室温成形后, 三明治预制坯发生了一定的回弹, 型面的成形精度不高。因此选用高温成形作为预制坯的成形工艺。
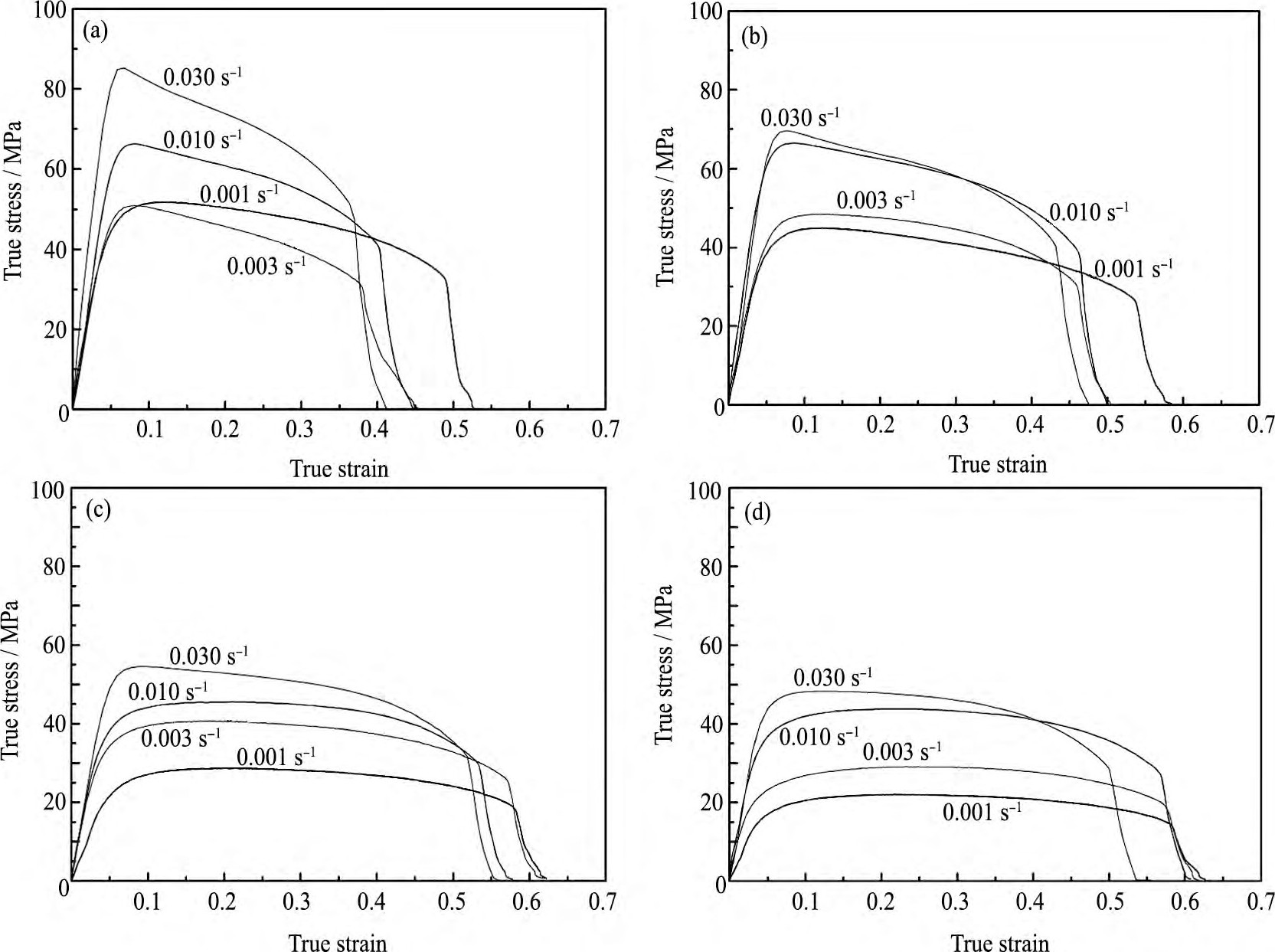
图6 高温拉伸真应力-真应变曲线Fig.6 True stress-true strain curves at high temperature (a) 375℃; (b) 400℃; (c) 425℃; (d) 450℃
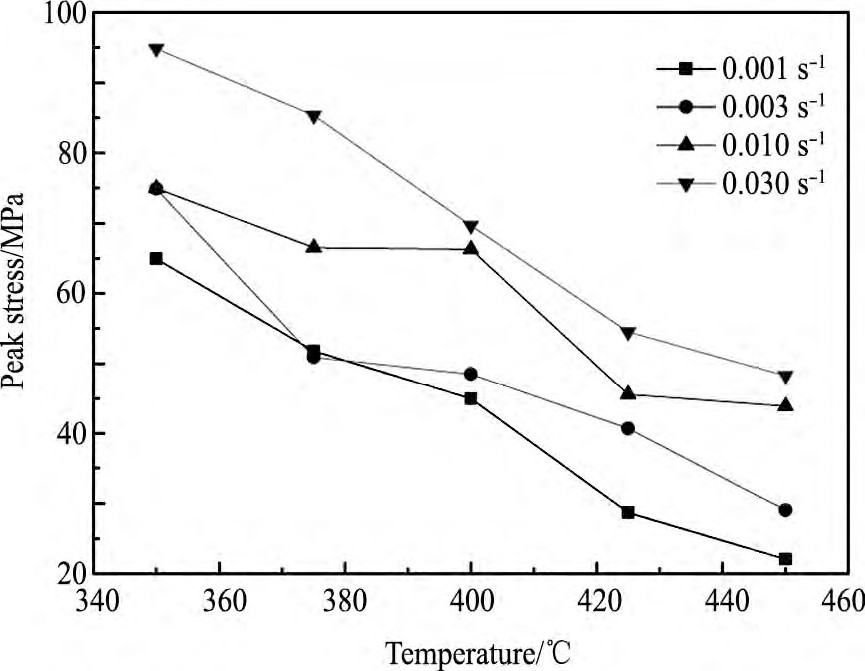
图7 峰值应力与变形温度的关系曲线Fig.7 Relationship between peak stress and deformation tem-perature
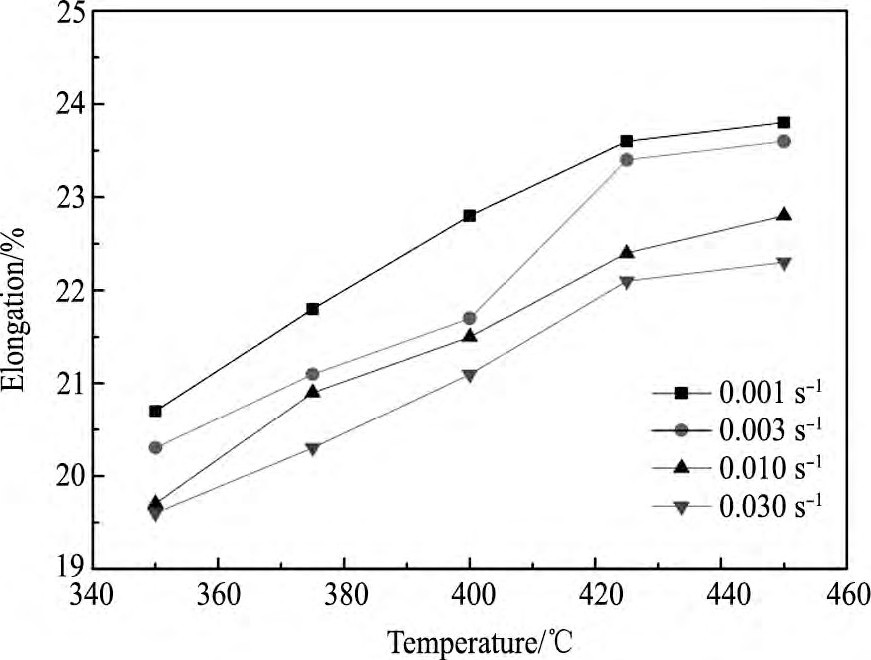
图8 延伸率与变形温度的关系曲线Fig.8Relationship between elongation and deformation tem-perature
在780℃/210 s的条件下对经热冲压成形的三明治预制坯进行发泡处理, 制备了泡沫铝三明治复杂结构, 如图10所示。
研究表明, 面板与泡沫铝芯板之间形成了紧密的结合, 未发现明显的缺陷, 泡沫铝芯板孔壁的组织是由树枝状α铝和共晶相α+Si组成, 如图10 (a) 所示。采用Image J图像处理软件对泡沫铝三明治曲面结构芯板截面面积大于1 mm2孔隙特征进行了分析, 孔隙率达78%, 孔隙尺寸与分布较为均匀, 孔隙平均直径3.5 mm, 呈正态分布。应用同样的工艺过程, 制备了更为复杂的三明治结构, 如图10 (b) 所示, 证实了该工艺过程的技术潜力。
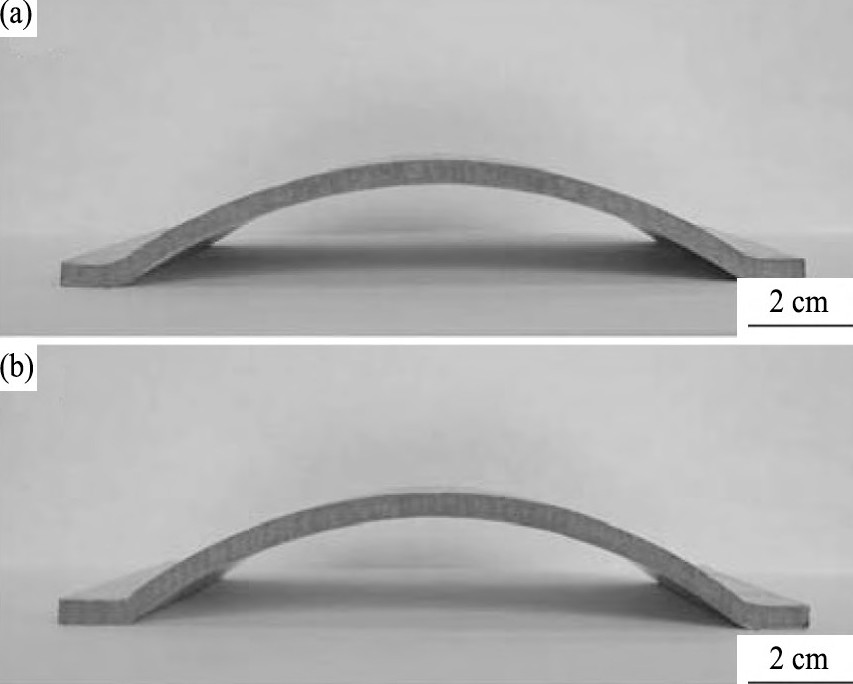
图9 三明治预制坯成形后外观形貌Fig.9 Shape of sandwich precursor after stamping (a) Room temperature; (b) 450℃
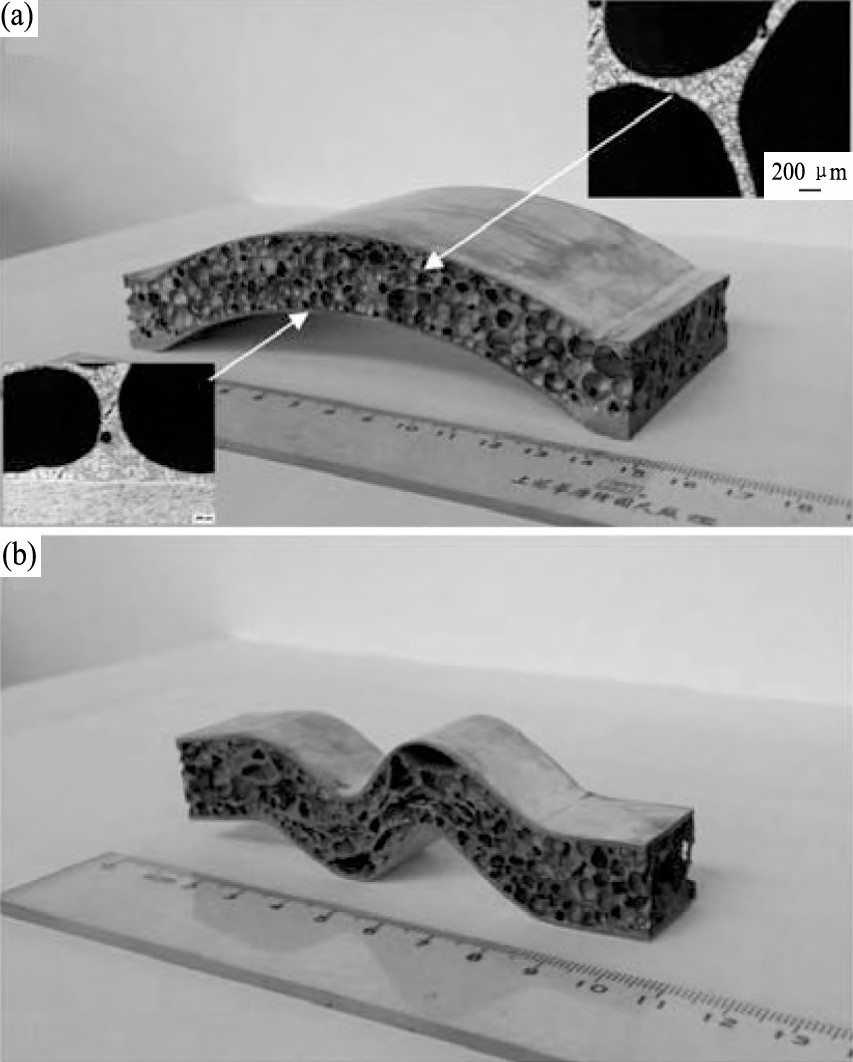
图1 0 泡沫铝三明治复杂结构Fig.10 Aluminium foam sandwich with complex face (a) Cambered face; (b) Curved face
3 结论
1.三明治预制坯既是温度敏感型材料也是速率敏感型材料, 在高温低应变速率下, 三明治预制坯具有较好的成形性能, 且成形精度较高。
2.热冲压成形预制坯高温发泡后制备出泡沫铝三明治复杂结构, 面板与芯板之间形成了冶金结合, 芯板的孔隙率达78%, 孔隙平均直径3.5 mm。
参考文献
[1] Banhart John.Manufacture, characterisation and application of cellular metals and metal foams[J].Progress in Materials Science, 2001, 46:559.
[2] Wang G, Yang H X, Jiao M W, Wei Y S, Li H, Gong Z F.Development and application of aluminum foam material in automobiles[J].Chinese Journal of Rare Metals, 2015, 39 (7) :660. (王刚, 杨红新, 焦孟旺, 魏元生, 李贺, 贡泽飞.泡沫铝在汽车上的开发应用[J].稀有金属, 2015, 39 (7) :660.)
[3] Sato Eii Chi, Kitazono Koichi, Kuribayashi Kazuhiko, Kitajima Akiko, Matsushita Jun-ichi.Sandwich panel with aluminium foam core through superplastic diffusion bonding[J].Materials Science Forum, 2004, 447-448:521.
[4] Schwingel Dirk, Seeliger Hans-Wolfgang, Vecchionacci Claude, Alwes Detlef, Dittrich Jürgen.Aluminium foam sandwich structures for space applications[J].Acta Astronautica, 2007, 61:326.
[5] Banhart John, Seeliger Hans-Wolfgang.Aluminium foam sandwich panels:manufacture, metallurgy and applications[J].Advanced Engineering Materials, 2008, 10 (9) :793.
[6] Nishida Shinichi, Tanaka Hiroto, Adachi M, Motomura M.Producing aluminum foam sandwich panel by melt drag process[J].Materials Science Forum, 2011, 706-709:367.
[7] Song B N, Yao G C, Zu G Y, Wang L, Ding H.Preparing aluminum foam sandwich panels by the pack-rolling-powder metallurgy foaming technique[J].Advanced Materials Research, 2011, 154-155:613.
[8] Matsumoto Ryo, Tsuruoka Hiroyuki, Otsu Masaaki, Utsunomiya Hiroshi.Fabrication of skin layer on alumi-num foam surface by friction stir incremental forming and its mechanical properties[J].Journal of Materials Processing Technology, 2015, 218:23.
[9] Hao Q X, Qiu S W, Hu Y B.Development on preparation technology of aluminum foam sandwich panels[J].Rare Metal Materials and Engineering, 2015, 44 (3) :0548.
[10] Luo H J, Huang W Z, Zhang X, Yao G C.Diffusion bonding in fabrication of aluminum foam sandwich panels[J].Journal of Materials Processing Technology, 2016, 230:35.
[11] Sun Q, Liu Y Q, Fan J Z, Wei S H, Ma Z L, Hao X X.Pore structure of aluminum foam prepared by powder metallurgy with alloying method of precursor[J].Chinese Journal of Rare Metals, 2017, 41 (9) :1003. (孙琦, 刘彦强, 樊建中, 魏少华, 马自力, 郝心想.前驱体合金化方式对粉末冶金泡沫铝孔结构的影响[J].稀有金属, 2017, 41 (9) :1003.)
[12] Zhang M, Zu G Y, Yao G C, Duan S L.Preparation of aluminum foam sandwich and foam cell[J].Journal of North eastern University (Natural Science) , 2006, 27 (5) :517. (张敏, 祖国胤, 姚广春, 段水亮.泡沫铝芯夹心板的制备及泡沫孔的研究[J].东北大学学报 (自然科学版) , 2006, 27 (5) :517.)
[13] Zhang M, Zu G Y, Yao G C, Duan S L.Research on preparation of aluminum foam sandwich and steel plate/foam core interfacial microstructure[J].Journal of Functional Materials, 2006, 37 (2) :281. (张敏, 祖国胤, 姚广春, 段水亮.泡沫铝夹心板的制备及其界面结合机理的研究[J].功能材料, 2006, 37 (2) :281.)
[14] Zu G Y, Zhang M, Yao G C, Li H B.Preparing aluminum foam sandwich by the roll-bonding-powder metallurgy foaming technique[J].The Chinese Journal of Process Engineering, 2006, 6 (6) :973. (祖国胤, 张敏, 姚广春, 李红斌.轧制复合-粉末冶金发泡工艺制备泡沫铝夹心板[J].过程工程学报, 2006, 6 (6) :973.)
[15] Zhang M, Cheng C J, Yao G C.Study on the interface bonding and shearing properties of aluminum alloy foam sandwich[J].Journal of Functional Materials, 2008, 39 (6) :979. (张敏, 陈长军, 姚广春.泡沫铝合金三明治结构结合界面及剪切性能的研究[J].功能材料, 2008, 39 (6) :979.)
[16] Zhang M, Chen C J, Yao G C.Manufacturing technology of Al foam sandwich[J].Materials Review, 2008, 22 (1) :85. (张敏, 陈长军, 姚广春.泡沫铝夹芯板的制备技术[J].材料导报, 2008, 22 (1) :85.)
[17] Liang X J, Zhu Y G, Chen F, He D P.Preparation of aluminium foam sandwich[J].Jiangsu Metallurgy, 2004, 32 (1) :7. (梁晓军, 朱勇刚, 陈锋, 何德坪.泡沫铝三明治结构的制备[J].江苏冶金, 2004, 32 (1) :7.)
[18] Liang X J, Zhu Y G, Chen F, He D P.Research on preparation of aluminium foam sandwich by powder metllurgical method and face plate/foam core interfacial microstructure[J].Journal of Materials Science&Engineering, 2005, 23 (1) :77. (梁晓军, 朱勇刚, 陈锋, 何德坪.泡沫铝芯三明治板的粉末冶金制备及其板芯界面研究[J].材料科学与工程学报, 2005, 23 (1) :77.)
[19] He C C, Lu W, Wang G, Yan B.Preparation methods of aluminium foams and aluminium foam sandwichs[J].Metallic Functional Materials, 2012, 19 (5) :10. (何晨冲, 陆伟, 王岗, 严彪.泡沫铝及泡沫铝夹心板的制备方法[J].金属功能材料, 2012, 19 (5) :10.)
[20] Matijasevic Biljana, Banhart John.Improvement of aluminium foam technology by tailoring of blowing agent[J].Scripta Materialia, 2006, 54:503.
[21] Wang Y Q, Ren X P, Hou H L, Zhang Y L, Zhang J G.Oxidation treatment and hot decomposition behavior of titanium hydride[J].Materials Science and Engineering of Powder Metallurgy, 2015, 20 (1) :1. (王耀奇, 任学平, 侯红亮, 张艳苓, 张建国.氢化钛氧化处理及其热分解行为[J].粉末冶金材料科学与工程, 2015, 20 (1) :1.)
[22] Wang Y Q, Ren X P, Hou H L, Zhang Y L, Yan W X.Processing and pore structure of aluminium foam sandwich[J].Powder Technology, 2015, 275:344.

