�й���ɫ����ѧ�� 2003,(04),1001-1004 DOI:10.19476/j.ysxb.1004.0609.2003.04.036
ϡ��Ԫ�ض�Sn-9Zn�Ͻ���ʪ�Ե�Ӱ��
�Խ� ����
����������ѧ���Ϲ���ϵ,����������ѧ���Ϲ���ϵ,����������ѧ���Ϲ���ϵ ����116024 ,����116024 ,����116024
ժ Ҫ��
Zn�Ļ�����ʹSn 9Zn��Ǧǥ�ϵ���ʪ�ԺͿ������Ժܲ�, ��Sn 9Zn�Ͻ��м����������ϡ��Ԫ�� (Ce, La) ���Ը�������ʪ���ܡ��ֱ���245, 260��290��ͨ����ʪƽ��ʵ���ǥ�ϵ���ʪ�Խ������о�, ����RA, RMA, R��WWR4�ֲ�ͬǥ�������˱Ƚϡ��������:�����û�������ǥ��ʱ, �����ϡ��Ԫ�ؿ����������Sn 9Zn�Ͻ���ʪ��;�����ǥ���¶�Ҳ���Ը�����ʪ���ܡ�
�ؼ��ʣ�
��Ǧǥ�� ;ϡ�� ;Sn9Zn ;��ʪ�� ;
��ͼ����ţ� TG425.1
����飺 ������ (1946) , ����;����������ѧ����ϵ;�绰:04114707636;Email:wangl@dlut.edu.cn;
�ո����ڣ� 2002-09-15
���� �����п�ί�ƻ���Ŀ���� (��ƼƷ�[2001]145);
Wetting properties of Sn-9Zn solder alloy with trace rare earth elements
Abstract��
The eutectic Sn��9Zn alloy is one of the lead��free solder alloys at the present time. Since Zn is an active element in solder, the wetting and corrosion properties of Sn��9Zn alloy are impaired. In order to improve the wetting behavior, trace rare earth elements were added into Sn��9Zn alloy. The wetting balance tests were conducted in ambient air to reveal the wetting behavior. Several types of flux, i.e. RA, RMA, R and WWR, were used to study the wetting properties of the Sn��9Zn��RE alloy system at 245, 260 and 290 ��, respectively. By using RA flux, the trace RE addition can improve the wetting behavior significantly and the increasing of the temperature can also improve the properties.
Keyword��
lead-free solder; rare earth element; Sn-9Zn; wettability;
Received�� 2002-09-15
���ڴ�ͳ����Ǧǥ�Ϻ��ж�����ͻ������м���Σ����ǦԪ��, ���������Ҫ����Ǧǥ����ȡ��Sn-Pbǥ��
[1 ,2 ]
�� ��Ǧǥ�ϺϽ������к��ʵ��۵�, ���õ���ʪ��, ���úϽ���֯�ȶ���, ��ʴ��, ����Ҫ��ԭ�Ϲ�Ӧ����, �������ҵ������Ҫ��
[3 ,4 ]
�� �ڵ�ǰ�о��Ķ�Ԫ���Ԫ�Ͻ���, Sn-Ag, Sn-Cu, Sn-Ag-Cu
[5 ]
���нϺõ�Ӧ��ǰ���� ������Щ�Ͻ���۵���216��227 ��֮��, ��Sn-37Pbǥ�ϵ�183 �������ƫ��, ���ϸߵ�ǥ���¶Ȼ�ʹ����Ԫ������·���ܵ����ˡ� Sn-9Zn�Ͻ�Ĺ����¶�Ϊ199 ��, �dz��ӽ�Sn-37Pbǥ���۵�, ����ZnԪ�ؾ��л��õĻ�ѧ����, ʹ�úϽ������Ժ���ʪ�Ժܲ�
[6 ]
�� McCormack��
[7 ]
��5%��In����Ͻ���, �õ���Sn-Zn-In�Ͻ�, ��һ���������۵㲢�����˺Ͻ����ʪ��; Suganuma��
[8 ,9 ]
�о���Sn-9Zn�Ͻ�����Cu��ǥ����ͷ������֯, �����о���ר�õ�ǥ��, �õ���Sn-9Zn�Ͻ�ĺ��ࡣ ����������Sn-9Zn�Ͻ��������������ϡ��Ԫ�� (La, Ce) , �о�����ϡ���ԺϽ���ʪ�Ե�Ӱ�졣
1 ʵ��
1.1 ʵ�����
���ô���Ϊ99.95%��Sn��99.999%��Zn���������������Sn-9Zn, Sn-9Zn-0.05%RE, Sn-9Zn-0.1%RE�Ͻ�, ���ϡ����Ҫ��Ce, LaԪ����ɡ� ��500 ��������¶��±���5 h�� ��ʪ��Ϊͨ����ʪƽ�ⷨ�о�, ����Ϊ99.9 %�ı�ͭƬ��Ϊ��Ƭ, �ߴ�Ϊ15 mm��10 mm��0.2 mm, ������ĥ����, Ȼ�����ϡ������Һ����1 min, ����þƾ���Һ��ϴ�����ɡ� ��ʪ��ʵ��ǰ, ͭƬ��պǥ����
1.2 ��ʪ��ʵ�鷽��
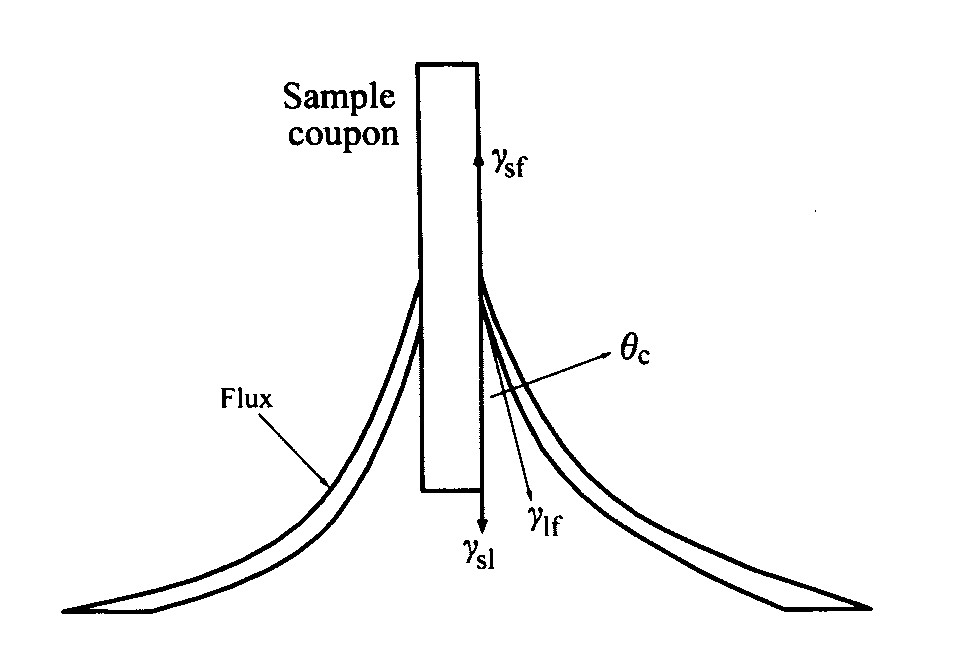
ʵ���豸��MENISCO ST 50����ʪƽ������ǡ� ͨ��������ʪ���� c ����ʪ��F w ����������ʪ�ԡ� ͼ1��ʾΪ��ͭƬ�����γ���ʪ�ǵ�ʾ��ͼ�� ƽ��״̬ʱ����ʪ�����ɽ����������������, �� sf , �� sl , �� lf ֮��Ĺ�ϵ����Yung-Dupre
[10 ]
����:
ͼ1 ��ʪʵ���л����������ʾ��ͼ
Fig.1 Forces on wetting test coupon
�� sf =�� sl +�� lf cos�� c (1)
ʽ�� cos�� c = (�� sf -�� sl ) /�� lf ; �� sf , �� lf ���� sl �ֱ�Ϊ����/ǥ�� (substrate/flux) , ǥ��/ǥ�� (liquid (solder) ) /flux) ������/ǥ�� (substrate/liquid (solder) ) �ı��������� ��ʪ��ԽС������ʪ��Խ�á�
��ʪ������Һ̬ǥ��ʩ����ͭƬ�ϵ�, ���С��ǥ����ͭƬ�ϵ������߶ȳ����ȡ� ��ͭƬ���ֽ���ʱ, ͭƬ���ܵ������ͱ��������� �����Ͷ��Եش�������ʪ���ܡ� ��������ʪ��F w ������ʽ����:
F w =l�� lf cos�� c -��gV (2)
ʽ�� l ΪͭƬ���ܳ�, �� lf Ϊǥ�Ϻ�ǥ��֮��ı�������, �� c Ϊ��ʪ��, �� Ϊǥ���ܶ�, g Ϊ�������ٶ�, V Ϊ����������
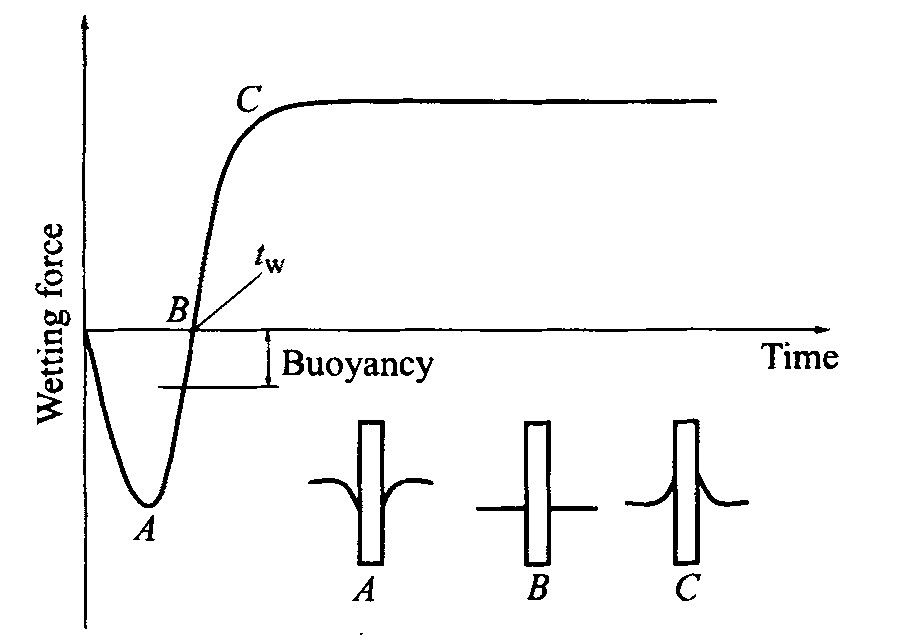
��ʪ������ʪʱ�䶼��������ʪƽ�ⷨ��á� ���͵���ʪ������ͼ2��ʾ�� ��ʪʱ��t w ��ָ����ʪ��Ϊ90��ʱ��ʱ��, ��Ӧͼ��B �㡣 ��ʪʱ��Խ��˵����ʪ��Խ�á� �ڱ�ʵ����, ͭƬ����Һ̬ǥ�ϵ����Ϊ3 mm, ����ʱ��Ϊ10 s, ���������Ϊ15 mm/s�� Sn-Zn-REҺ̬ǥ�ϵ�ʵ���¶ȷֱ�Ϊ245, 260��290 ��; ��Ϊ�Ա���235 ���Sn-37Pb�Ͻ����ʪ��Ҳ�������о��� ÿһ�������¶�����5�����ϵ�ʵ����ȷ����ʪ������ʪ�ǡ� ��ʪʵ�����õ���4�ֲ�ͬ�ɷֵ�ǥ��, �ֱ��ǻ������� (RA) �� ���Ի������� (RMA) �� ���� (R) ��ˮ�������� (WWR) ǥ���� ��Щǥ���ijɷֺ��������ڱ�1��
ͼ2 ��ʪ����ʱ��ı仯ʾ��ͼ
Fig.2 Variation of wetting force with time
2 ��������
2.1ϡ��Ԫ�ض���ʪ�Ե�Ӱ��
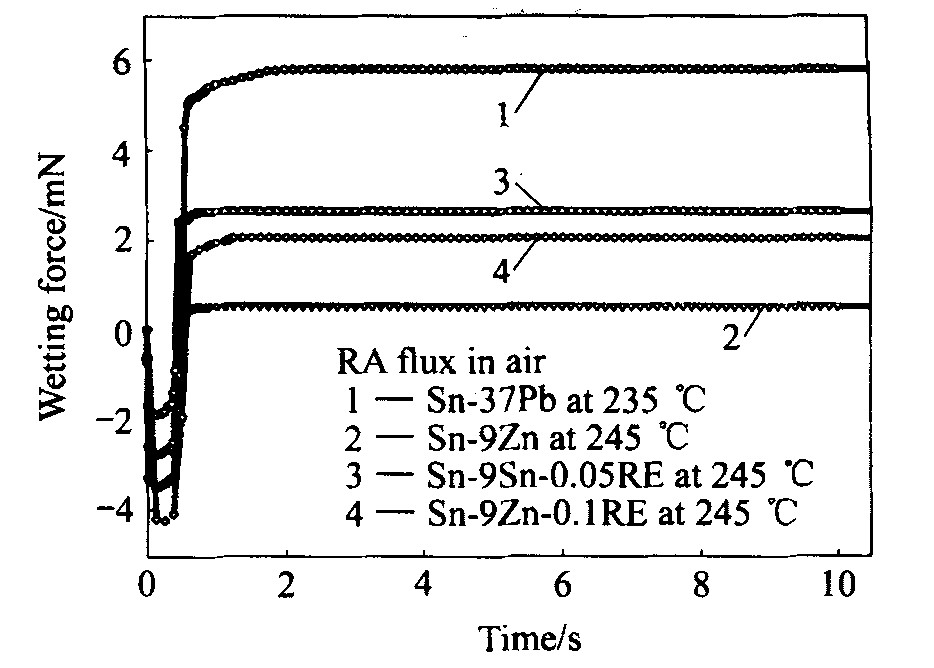
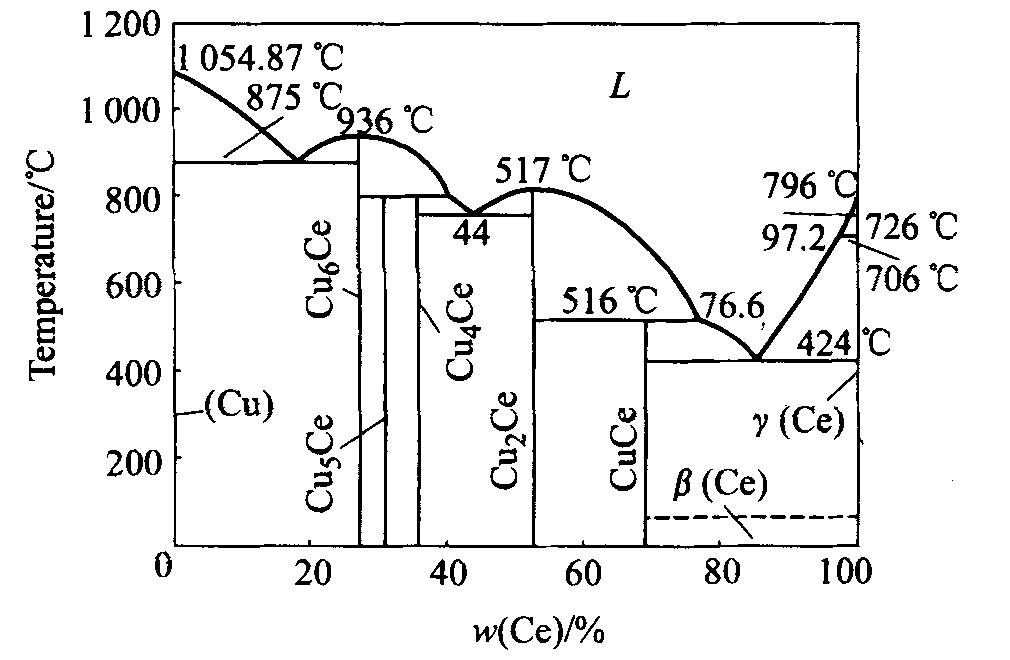
ͼ3�����˼���ǥ�ϺϽ��ڲ�ͬ�¶�ʱ����ʪ����, ǥ��ΪRA�� Sn-37Pb�Ͻ��ǥ���¶�Ϊ 235 ��, ����ǥ���¶ȵ���Sn-9Zn-RE�Ͻ�, ��Sn-37Pb�Ͻ�õ��˽ϴ����ʪ���� Sn-9Zn�Ͻ�ı�������̫��ʹ������ʪ�Ժܲ�, ����ʪ����ӽ�0�� ����0.05 %RE��0.1%RE��Sn-9Zn-RE�Ͻ���ʪ���������, �ֱ�Ϊ2.5 mN��2.2 mN���ҡ� ϡ��Ԫ�ظ��ƺϽ���ʪ�Կ���ͨ����Խ���������Ӱ����з����� ��ͼ4��ʾ��Ce-Cu��Ԫ�Ͻ���ͼ
[11 ]
��֪: �ڵ���300 ���ǥ���¶�, Ce��Cu֮����ܶȺ�С, ���Ҳ������ɻ�����, ���ϡ��Ԫ�ؽ���ǥ����ͭ����֮��ı��������� sl �Ŀ�����
��1 ʵ��������ǥ������
Table 1 Details of four types of flux
Type
Base
Surface tension/ (N��mm-1 )
RA
Alcohol
370
RMA
Alcohol
415
R
Alcohol
445
WWR
Water
425
ͼ3 ����ǥ�ϺϽ����ʪ����
Fig.3 Wetting curves of solders Sn-Zn-RE and Sn-Pb
ͼ4 Cu-Ce��Ԫ�Ͻ���ͼ
Fig.4 Cu-Ce binary phase diagram
��С�� ��RE�ǻ���Ԫ��, �����ۼ��ڽ���ͱ��档 ��Һ̬��, �ۼ��ڱ����ϡ��Ԫ��ʹ�úϽ�ı�������������, Ҳ����˵, ǥ����ǥ��֮��Ľ������� lf ����ϡ��Ԫ�صļ��������½���
2.2ǥ���¶Ⱥ�ǥ���ԺϽ���ʪ�Ե�Ӱ��
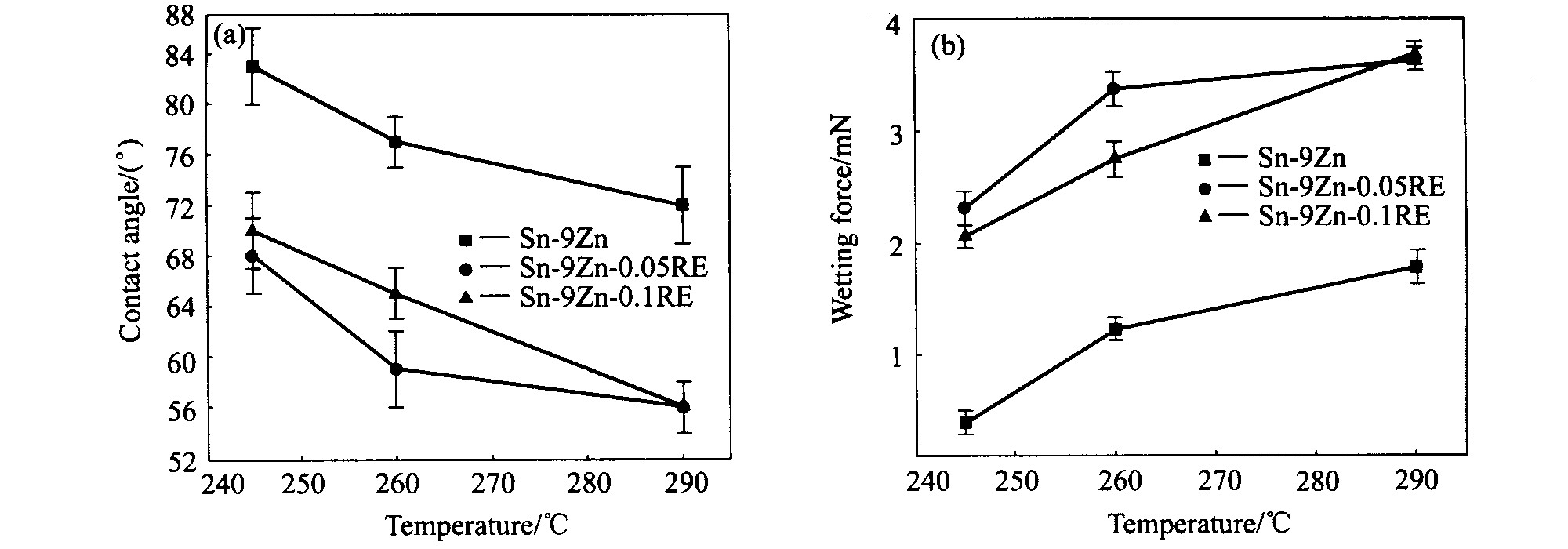
ͼ5 (a) �� (b) ��ʾ����RAǥ����, Sn-Zn-REǥ����ʪ�Ǻ���ʪ����ǥ���¶ȵı仯�� ��ͼ5 (a) ��, ��ʪ����ǥ���¶ȵ���߶��½��� ��245 ��ʱ, Sn-9Zn-0.05RE����ʪ��ԼΪ68��, Sn-9Zn-0.1REԼΪ70��, ��Sn-9ZnԼΪ83��; ����290 ��ʱ, 3�ֺϽ����ʪ�Ǿ���������, �ֱ�ԼΪ58�� , 58���74�㡣 ��ԭ���ǽϸߵ��¶ȼӴ���ǥ���¶����ۻ��¶�֮����² Sn-9Zn�Ͻ���֮ͭ����ʪ��ͨ����ɢ�γɵ�, �ڽϸߵ��¶���, Sn��Znԭ�Ӹ��ӻ���, ����ԭ����ɢ�ٶ���ǥ���¶����߶�����; ����, ǥ���¶ȵ����ή���� sl ֵ
[12 ]
, ����С���� sl �ܹ��õ��Ϻõ���ʪ�ԡ�
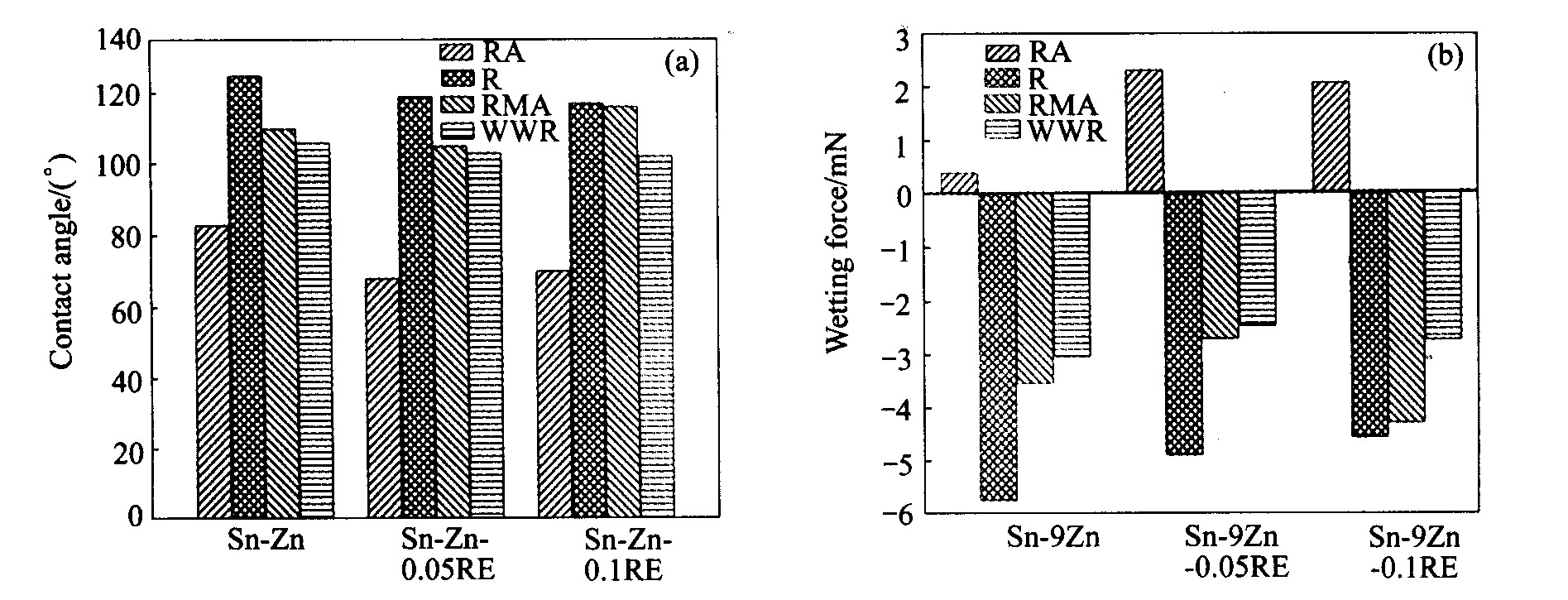
ͼ6 (a) �� (b) ��ʾ����245 ��ʱ3�ֺϽ��4��ǥ������ʪ�Ǻ���ʪ���� ��ͼ��֪, RAǥ���ܹ�ʵ����ʪ, ��RMA, R�Լ�WWRǥ��������ʹ�Ͻ���ʪ�� ��ʵ����ʹ�ú�3��ǥ��ʱ, Һ̬ǥ�ϲ��ָ���ͭ������档 �������ʹ�ڽϸߵ�ǥ���¶�260��290 ��, ��3��ǥ��Ҳ���ܲ����㹻����ʪ����
3 ����
1) ��ʹ��RAǥ����������, ����0.05%REԪ�ؼ�С����ʪ��, ��������ʪ��, ��������ʪʱ�䡣 ����0.1%REʹ��ʪ���������½�, ����Ȼ���нϺõ�Ч���� ���´˽����ԭ����ϡ��Ԫ�ؽ�����Һ̬ǥ�ϺϽ���ͭ����֮��Ľ��������� ����ǥ���¶ȵ����, �Ͻ����ʪ���������ơ�
ͼ5 �¶ȶ�Sn-Zn-RE�Ͻ���ʪ�� (a) ����ʪ�� (b) ��Ӱ�� (RAǥ��)
Fig.5 Variations of contact angle (a) and wetting force (b) of Sn-Zn-RE system with soldering temperature using RA flux
ͼ6 245 ��ʱ��ͬǥ����Sn-Zn-RE�Ͻ���ʪ�� (a) ����ʪ�� (b) ��Ӱ��
Fig.6 Variations of contact angle (a) and wetting force (b) of Sn-Zn-RE system with four different types of flux at 245 ��
2) 4��ǥ��RA, RMA, R��WWR����, ֻ��RAǥ���ܹ�ʵ��Sn-Zn-RE�Ͻ����ʪ, ������Ա��������ϴ��ǥ��, Ҫ�γ����õ���ʪ, ʹ�õ͵ı���������ǥ���DZ���ġ�
�����
[1] ��LeeNC.Lead freesoldering wheretheworldisgoing[J].AdvancingMicroelectronics, 1999, 26:2935.
[2] ��LeeNC.Gettingreadyforlead freesolders[J].SolderingSurfMountTechnol, 1997, 28:6568.
[3] ��GlazerJ.MetallurgyoflowtemperaturePb freesoldersforelectronicassembly[J].IntMaterRev, 1995, 40:6592.
[4] ��AbtewM, SelvadurayG.Lead freesoldersinmicroelectronics[J].MaterialsScinceandEngineering, 2000, 27:95
[5] ��AndersonIE, FoleyJC, CookBA, etal.Alloyingeffectsinnear eutecticSn Ag Cusolderalloysforimprovedmicrostructuralstability[J].JElectonMater, 2001, 30:1050
[6] ��VincentJH, HumpstonG.Lead freesoldersforelectronicassembly[J].GECJRes, 1994, 11:7689.
[7] ��McCormackM, JinS, ChenHS, etal.Newlead freeSnZn Insolderalloys[J].JElectronMater, 1994, 23:687
[8] ��SuganumaK, MurataT, NoguchiH, etal.HeatresistanceofSn 9Znsolder/Cuinterfacewithorwithoutcoating[J].JMaterRes, 2000, 15:884891.
[9] ��SuganumaK, NiiharaK, ShoutakuT, etal.WettingandinterfacemicrostructurebetweenSn ZnbinaryalloysandCu[J].JMaterRes, 1998, 13:285982865.
[10] ��LoomansME, VaynmanS, GhoshG, etal.Investigationofmulti componentlead freesolders[J].JElectonMater, 1994, 23:741746.
[11] ��NashP, NashA.ASMHandbook, AlloyPhaseDiagramVol.13[M].ASMInternational, MaterialsPark, OH, 1990.132.
[12] ��ParkJY, KangCS, JungJP.Theanalysisofthewithdrawforcecurveofthewettingcureusing63Sn 37Pband96.5Sn 3.5Ageutecticsolders[J].JElectronMater, 1999, 28:12561262.