DOI: 10.11817/j.issn.1672-7207.2020.09.002

萃取精馏与变压精馏分离甲醇/乙酸异丙酯工艺优化及节能
杨金杯1,黄辉1,余美琼1,林茂兹1,颜福裕2
(1. 福建师范大学福清分校 海洋与生化工程学院,福建 福州,350300;
2. 福建医工设计院有限公司,福建 福州,350013)
摘要:基于甲醇/乙酸异丙酯的二元共沸性质分析,探究萃取精馏和变压精馏工艺分离该共沸物的可行性,以年总费用最小作为经济评价指标、CO2排放量作为环境评价指标,采用序贯迭代法,经Aspen Plus对上述2种工艺开展模拟优化及节能研究。首先,基于无限稀释相对挥发度筛选萃取精馏的萃取剂,考察操作压力、萃取剂流量、理论板数和进料位置等因素对萃取精馏工艺年总费用的影响;其次,基于能量集成、公用工程费用最低原则确定了变压精馏工艺的操作压力,考察理论板数、进料位置与回流比等因素对变压精馏年总费用的影响;最后,对2种分离工艺进行综合对比。研究结果表明:双塔萃取精馏或变压精馏工艺均能高效地实现甲醇和乙酸异丙酯共沸物的分离。热集成变压精馏分离工艺由于热集成使得年总费用比常规变压精馏工艺的年总费用降低47.2%,二氧化碳排放量减少42.5%,这主要是因为热量集成使再沸器负荷降低,操作费用节省。与热集成变压精馏分离工艺相比,萃取精馏分离工艺的总设备折旧费和总操作费用均显著降低,萃取精馏工艺年总费用降低61.3%,且CO2排放量减少68.1%,故萃取精馏工艺更适合甲醇和乙酸异丙酯的分离。
关键词:变压精馏;萃取精馏;甲醇;乙酸异丙酯;节能
中图分类号:TQ028 文献标志码:A 开放科学(资源服务)标识码(OSID)
文章编号:1672-7207(2020)09-2379-10
Optimization and energy-saving for methanol + isopropyl acetate separation by extractive distillation and pressure swing distillation
YANG Jinbei1, HUANG Hui1, YU Meiqiong1, LIN Maozi1, YAN Fuyu2
(1. School of Ocean Science and Biochemistry Engineering, Fuqing Branch of Fujian Normal University,Fuzhou 350300, China;
2. Medical Professionals Design Institute Co. Ltd., Fuzhou 350013, China)
Abstract: The feasibility and energy-saving for the methanol and isopropyl acetate separation were studied by extractive distillation and pressure swing distillation owing to the characteristics of the binary azeotropic properties. The minimization of the total annual cost was used as the economic evaluation index, and the CO2 emission was used as the environmental evaluation index. The above two techniques were simulated and optimized by Aspen Plus via taking sequential iterative optimization procedure. Firstly, the extractant of extractive distillation was selected based on the relative volatility of infinite dilution, and the influences of the factors such as operating pressure, extractant flow rate, theoretical stages and feed position on the total annual cost were investigated. Secondly, based on the energy integration and the minimum cost of public work, the operating pressure of the pressure swing distillation was determined, and the effects of theoretical stages, feed location and reflux ratio on the total annual cost were analyzed. Finally, a comprehensive comparison of the two separation techniques were carried out. The results show that the azeotrope of methanol and isopropyl acetate can be both efficiently separated by extractive distillation and pressure swing distillation. Heat integration in pressure swing distillation leads to 47.2% reduction in the total annual cost and 42.5% reduction in CO2 emission as compared to the conventional pressure swing distillation, which is mainly owning to the reduction in reboiler load and the saving in operating cost. Compared with the heat integrated pressure swing distillation, the total equipment depreciation cost and operating cost of the extractive distillation have been both significantly reduced. The total annual cost required for the extractive distillation is 61.3% less than that of heat integrated pressure swing distillation, and the CO2 emissions have been reduced by 68.1%. Therefore, the extractive distillation is more suitable for the separation of methanol and isopropyl acetate.
Key words: pressure swing distillation; extractive distillation; methanol; isopropyl acetate; energy-saving
乙酸异丙酯(isopropyl acetate)是一种重要的有机溶剂,广泛应用于黏合剂、涂料和制药等行业[1],也可作为原料生产其他化学品,如可通过加氢或酯交换生产异丙醇等[2-4]。在以乙酸异丙酯与甲醇(MeOH)为原料制备异丙醇并副产品乙酸甲酯的反应精馏生产工艺中[5],后续产品的精制涉及产物与反应物的分离。此外,以乙酸异丙酯为溶剂的上述用途中,常添加甲醇作为混合溶剂使用,因此也产生了大量甲醇和乙酸异丙酯的废液,需要进行分离。尽管甲醇(沸点64.7 ℃)与乙酸异丙酯(沸点88.5 ℃)两者间沸点相差较大,但甲醇与乙酸异丙酯间存在较强的氢键,常压下两者会形成均相的最低共沸物,沸点为64.0 ℃,共沸组成中甲醇含71.72%(质量分数,下同)[6],因此,不能通过常规精馏分离乙酸异丙酯与甲醇混合物,必须通过各种用于共沸混合物分离的技术,如萃取蒸馏、变压蒸馏、加盐萃取精馏、共沸精馏、吸附和膜分离等[7-10]。在消除共沸物的各种分离技术中,如何选择合适的分离方法并对分离方法进行优化是一项较为复杂的任务,每种分离技术对于共沸体系的分离均有优缺点,其中,吸附和膜分离多用于低含量水分的共沸体系分离过程,共沸精馏需筛选一种共沸剂与待分离的物质形成最低非均相共沸物,也常用于含水共沸物的分离,萃取精馏或变压精馏在含醇和酯共沸体系的工业上已得到广泛应用。对指定共沸体系分离的方法,在实现产品分离要求基础上,应根据运行费用和整个系统的综合经济性选择最合适的分离方法。鉴于鲜有萃取精馏和变压精馏在甲醇/乙酸异丙酯共沸物分离对比及节能的文献报道,为了综合评价2种分离工艺,本文作者基于序贯迭代的优化算法,以年总费用最小作为经济评价指标、CO2排放量作为环境评价指标,采用Aspen Plus软件对某厂含甲醇和乙酸异丙酯混合液进行萃取精馏和变压精馏工艺模拟与优化,探索上述2种分离工艺与年总费用和CO2排放量的关系,并进行对比,得到2种工艺的优化设计参数,为甲醇和乙酸异丙酯共沸物的分离方法选择与过程节能提供依据。
1 基础数据与评价指标
1.1 基础数据
甲醇/乙酸异丙酯混合物处理量为1200 kg/h,进料温度为25 ℃,甲醇和乙酸异丙酯质量分数分别为36%和64%。经过分离,甲醇产品纯度≥99.5%,乙酸异丙酯产品纯度≥99.5%,2种产品的回收率均为99.9%。
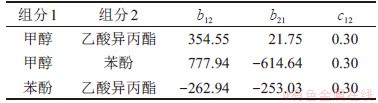
过程模拟结果的准确性在很大程度上取决于液相活度系数模型的适合情况及其二元相互参数的可靠性。变压精馏分离方法只有甲醇和乙酸异丙酯2个组分,而萃取精馏分离方法则存在3个组分,即多了1种萃取剂,后续的萃取精馏可行性分析中选用苯酚为萃取剂。甲醇和乙酸异丙酯属于高度非理想体系,基于此选择NRTL活度系数模型计算液相活度系数进行液相非理想性修正,其表达式见式(1),选择RK方程进行汽相非理想性修正。利用RESA等[6]和HU等[11]提出的方法分别测定的常压下甲醇/乙酸异丙酯、甲醇/苯酚2组汽液相平衡实验数据,拟合得到NRTL活度系数模型的二元相互参数,保证2个工艺模拟的准确性。此外,乙酸异丙酯-苯酚的二元相互参数直接采用Aspen软件里的默认值,如表1所示。
 (1)
(1)
式中:i和j为待分离的组分;xj为组分j的摩尔分数;γi为组分i的活度系数;N为组分数;k为序数,k=1~N; ;
; ;
; ;
; ;
; 为NRTL模型中相互作用参数;T为体系温度。
为NRTL模型中相互作用参数;T为体系温度。
表1 NRTL模型参数
Table 1 NRTL model parameters
为了验证NRTL模型及其拟合的参数可靠性,对比汽液相平衡实验值与模型的计算值。对于常压下甲醇/乙酸异丙酯和甲醇/苯酚2个体系,已知体系压力与液相组成2个变量,利用拟合的NRTL模型参数分别计算汽相组成和体系的温度,对比结果显示,甲醇/乙酸异丙酯体系汽相中,甲醇质量分数的平均相对误差为1.19%,体系温度的平均相对误差为0.05%;甲醇/苯酚体系汽相中,甲醇质量分数的平均相对误差为1.62%,体系温度的平均相对误差为0.19%,这表明利用NRTL模型及其拟合的参数能够较好地进行汽液相平衡预测,所选的NRTL模型适合该分离体系,所拟合的模型参数准确、可信,为甲醇/乙酸异丙酯的分离模拟提供了可靠的理论依据。
1.2 经济评价指标
为了综合评价萃取精馏和变压精馏2种分离工艺,采用综合经济效益即年总费用(TAC)最小作为评价指标,进行分离工艺优化与对比。TAC由年设备折旧费用(TE)和年操作费用(TO)构成,年设备折旧费TE包括精馏塔及其内件和换热器的折旧费用,忽略诸如回流罐、泵、阀门和管道等成本较小的设备[12],精馏塔和换热器的设备费用采用LUYBEN[13]提出的计算式进行计算;年操作费用TO包括各塔再沸器蒸汽费用和冷凝器循环水费用。年操作时间设为7 200 h,年总费用的计算过程如下:
 (2)
(2)
 (3)
(3)

 (4)
(4)
式中:TAC为年总费用,元/a;TE为年设备折旧费用,元/a,设备折旧年限设为10 a;TO为年操作费用,元/a; ,
, 和NT分别为精馏塔径、塔高和理论板数,塔高计算式为
和NT分别为精馏塔径、塔高和理论板数,塔高计算式为 ;
; 为换热器的面积,m2;冷凝器总传热系数
为换热器的面积,m2;冷凝器总传热系数 取0.852 kW/(K・m2),其他换热器取0.568 kW/(K・m2);
取0.852 kW/(K・m2),其他换热器取0.568 kW/(K・m2); 为循环水价格,取0.4元/t;
为循环水价格,取0.4元/t; 为冷凝器热量,kW;
为冷凝器热量,kW; 为水的比定容热容,4.18 kJ/(kg・℃);冷却水进出口温度分别取32 ℃和40 ℃;
为水的比定容热容,4.18 kJ/(kg・℃);冷却水进出口温度分别取32 ℃和40 ℃; 为蒸汽价格,取180 元/t;
为蒸汽价格,取180 元/t; 为再沸器热量,kW;
为再沸器热量,kW; 为饱和水蒸汽的汽化潜热,2 036 J/g(压力为1.0 MPa);
为饱和水蒸汽的汽化潜热,2 036 J/g(压力为1.0 MPa); ,b,c,d和e为各设备的造价系数,根据文献[12]分别取123 480,1.066,0.802,51 072和0.65。
,b,c,d和e为各设备的造价系数,根据文献[12]分别取123 480,1.066,0.802,51 072和0.65。
1.3 环境评价指标
CO2排放量是环境评价的一个重要目标函数,对于精馏分离过程,主要是与再沸器所需的蒸汽有关,其计算公式采用GADALLA等[14]提出的一种用于计算精馏系统二氧化碳排放量的简化模型,具体如下:
 (5)
(5)
 (6)
(6)
式中: 为单位时间二氧化碳的排放量,kg/h;
为单位时间二氧化碳的排放量,kg/h; 为燃料燃烧量,kW;
为燃料燃烧量,kW; 和
和 分别为重质燃料油的净热值和碳含量,取3 9771 J/g和86.5 g/g。
分别为重质燃料油的净热值和碳含量,取3 9771 J/g和86.5 g/g。 为
为 与
与 的摩尔质量比,即3.67;
的摩尔质量比,即3.67; 和
和 分别为加热蒸汽的汽化潜热和焓,J/g;
分别为加热蒸汽的汽化潜热和焓,J/g; 为气温,取298.15 K;
为气温,取298.15 K; 和
和 分别为锅炉烟气和烟囱的温度,取2 073.15和433.15 K。
分别为锅炉烟气和烟囱的温度,取2 073.15和433.15 K。
2 萃取精馏工艺
2.1 萃取剂选择
萃取精馏的缺点是需要引入第三组分即萃取剂到分离系统中,因此,相对于变压精馏工艺,萃取精馏应具有明显的经济优势,使其成为共沸物分离选择的工艺。鉴于萃取剂是萃取精馏的核心,萃取剂的添加显著改变待分离共沸物之间的相对挥发度,起到消除共沸实现共沸物分离的目的[15]。萃取剂的选择依据为:在萃取剂无限稀释下2种关键组分的活度系数之比(即无限稀释相对挥发度 ,其定义见式(7)),该值越大,表明该萃取剂添加后的共沸物分离难度越小。
,其定义见式(7)),该值越大,表明该萃取剂添加后的共沸物分离难度越小。
 (7)
(7)
式中: 和
和 分别为在萃取剂无限稀释下的组分i与j的活度系数。
分别为在萃取剂无限稀释下的组分i与j的活度系数。
鉴于甲醇和乙酸异丙酯间存在较强的氢键而存在共沸,消除共沸需要断裂分子间氢键,萃取剂可从沸点较高、含孤对电子对的含氧、含氮或或含硫等化合物中筛选。本文选用6种较常用的溶剂开展筛选:苯酚(PhOH)、苯胺(PhNH2)、糠醛(FD)、N,N-二甲基甲酰胺(DMF)、环丁砜(TS)和N-甲基吡咯烷酮(NMP)。首先,通过NRTL活度系数模型分别计算64 ℃下甲醇和乙酸异丙酯在萃取剂无限稀释下的活度系数,然后,通过式(7)计算出甲醇和乙酸异丙酯在上述6种萃取剂中的无限稀释相对挥发度,其计算结果见表2。从表2可知:4种萃取剂的加入使甲醇和乙酸异丙酯的无限稀释相对挥发度大于1,这表明这4种萃取剂已破坏并消除了甲醇和乙酸异丙酯二元体系的共沸,而苯酚的引入使得甲醇和乙酸异丙酯的无限稀释相对挥发度最大,并且苯酚沸点较高且热稳定性好,因此,在萃取精馏工艺中选择苯酚作为萃取剂。
表2 甲醇(1)-乙酸异丙酯(2)体系萃取剂的筛选
Table 2 Extractant selection for methanol (1) -isopropyl acetate (2) system

2.2 萃取精馏流程
图1所示为萃取精馏分离甲醇与乙酸异丙酯的工艺流程,由萃取精馏塔(T1)与萃取剂回收塔(T2)构成,待分离的原料经预热后从T1下部进入,萃取剂PhOH从T1上部进入,经萃取精馏分离塔顶得到合格的甲醇产品。PhOH与乙酸异丙酯的混合物进入T2进行PhOH回收,经分离塔顶得到乙酸异丙酯产品。塔釜PhOH经冷却后循环使用。操作压力是精馏塔中一个重要的参数,在确定萃取精馏塔的操作压力时,要考虑塔顶可使用冷却水作冷却介质,同时塔釜尽量避免使用高压蒸汽作为热源,此外操作压力的变化对分离效果、萃取剂的用量也有一定的影响[16-17]。
兼顾塔顶蒸汽物料冷凝过程避免采用低温水和塔釜避免使用高压蒸汽,在萃取精馏塔压力( )优化过程中选择60~101 kPa,塔顶为甲醇产品,顶温为51.8~64.7 ℃;在萃取剂回收塔压力(
)优化过程中选择60~101 kPa,塔顶为甲醇产品,顶温为51.8~64.7 ℃;在萃取剂回收塔压力( )优化过程中选择30~70 kPa,塔顶为乙酸异丙酯产品,顶温为54.4~77.3 ℃,釜温为142.5~168.9 ℃。在该体系两塔的压力优化过程中,固定初始模拟参数:萃取精馏塔理论板数为25,原料进料位置在第18块,萃取剂进料位置在第4块,萃取比(萃取剂和原料质量比)为1.0;萃取剂回收塔理论板数为25,进料位置在第12块,萃取剂回收塔塔釜物料与萃取精馏塔原料换热,经换热后萃取剂回收塔塔釜物料冷却至80 ℃。使用Aspen Plus的设计规定研究操作压力对年总费用的影响,调节两塔塔顶采出量(
)优化过程中选择30~70 kPa,塔顶为乙酸异丙酯产品,顶温为54.4~77.3 ℃,釜温为142.5~168.9 ℃。在该体系两塔的压力优化过程中,固定初始模拟参数:萃取精馏塔理论板数为25,原料进料位置在第18块,萃取剂进料位置在第4块,萃取比(萃取剂和原料质量比)为1.0;萃取剂回收塔理论板数为25,进料位置在第12块,萃取剂回收塔塔釜物料与萃取精馏塔原料换热,经换热后萃取剂回收塔塔釜物料冷却至80 ℃。使用Aspen Plus的设计规定研究操作压力对年总费用的影响,调节两塔塔顶采出量( )和回流比(
)和回流比( )以满足两塔顶部产品纯度和回收率,结果如图2所示。从图2可以看出:在所研究的操作压力范围内,较佳的操作压力分别是
)以满足两塔顶部产品纯度和回收率,结果如图2所示。从图2可以看出:在所研究的操作压力范围内,较佳的操作压力分别是 ,
, ,此时的年总费用最小,这是由于:对于甲醇与乙酸异丙酯共沸体系分离,随着操作压力增大,萃取精馏塔分离能力提高,达到同样分离要求所需的回流比减小,使该塔塔径与再沸器能耗均降低,这与文献报道结果一致[16, 18],而该结果与常规的精馏理论结果相反。按理,操作压力越低越有利于精馏塔各组分的分离,该理论的前提是塔的进料中各个组分均为液相。而在此工艺中,经过预热后的进料为汽液混合物,而提高精馏塔的操作压力后,由于体系中甲醇组分沸点随之升高,进料中液相分率提高,提高了精馏分离效果。而萃取剂回收塔为普通精馏,压力降低,二元组分间相对挥发度变大,分离能力提升。采用后续的其他工艺优化时,两塔操作压力分别为101和30 kPa。
,此时的年总费用最小,这是由于:对于甲醇与乙酸异丙酯共沸体系分离,随着操作压力增大,萃取精馏塔分离能力提高,达到同样分离要求所需的回流比减小,使该塔塔径与再沸器能耗均降低,这与文献报道结果一致[16, 18],而该结果与常规的精馏理论结果相反。按理,操作压力越低越有利于精馏塔各组分的分离,该理论的前提是塔的进料中各个组分均为液相。而在此工艺中,经过预热后的进料为汽液混合物,而提高精馏塔的操作压力后,由于体系中甲醇组分沸点随之升高,进料中液相分率提高,提高了精馏分离效果。而萃取剂回收塔为普通精馏,压力降低,二元组分间相对挥发度变大,分离能力提升。采用后续的其他工艺优化时,两塔操作压力分别为101和30 kPa。
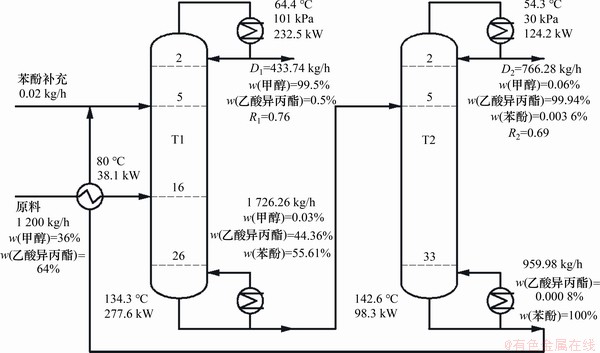
图1 萃取精馏分离流程图
Fig. 1 Flowsheet of extractive distillation
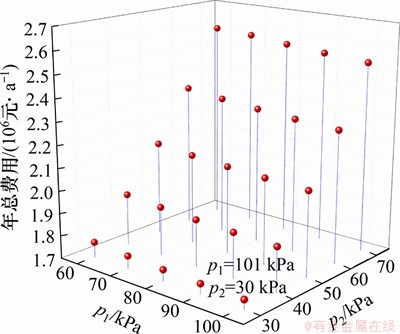
图2 萃取精馏工艺操作压力对年总费用的影响
Fig. 2 Effects of operating pressure of extractive distillation process on the total annual cost
2.3 萃取精馏优化
以年总费用最小作为经济评价指标,采用序贯迭代法分别对两塔进行优化,以确定最佳的操作变量,优化流程如图3所示[19-20]。首先,对于萃取精馏塔,选择原料进料位置( )与萃取剂进料位置(
)与萃取剂进料位置( )作为内部迭代循环评价指标,选择萃取剂流量(
)作为内部迭代循环评价指标,选择萃取剂流量( )与理论板数(
)与理论板数( )作为外部迭代循环评价指标,在优化过程中调整塔顶采出量(
)作为外部迭代循环评价指标,在优化过程中调整塔顶采出量( )和回流比(
)和回流比( )使顶部甲醇纯度与回收率达到设计规定。以再沸器能耗最小(
)使顶部甲醇纯度与回收率达到设计规定。以再沸器能耗最小( )作为内部迭代循环评价指标,以年总费用最小为外部迭代循环评价指标,经Aspen Plus优化获取萃取精馏塔最优分离工艺;其次,对于萃取剂回收塔,以原料进料位置(
)作为内部迭代循环评价指标,以年总费用最小为外部迭代循环评价指标,经Aspen Plus优化获取萃取精馏塔最优分离工艺;其次,对于萃取剂回收塔,以原料进料位置( )作为内部迭代循环评价指标,以理论板数(
)作为内部迭代循环评价指标,以理论板数( )作为外部迭代循环评价指标,调节塔顶采出量(
)作为外部迭代循环评价指标,调节塔顶采出量( )和回流比(
)和回流比( )使顶部乙酸异丙酯纯度和回收率达到设计规定,内部和外部迭代循环的评价指标与萃取精馏塔的相同,经优化获取萃取剂回收塔最优工艺,上述初始模拟参数与2.2节中的相同。工艺优化结果见图1。由图1可知:萃取剂的最优用量为960 kg/h,两塔顶部分别得到合格的产品,且萃取精馏工艺的最佳年总费用为1 217 372元/a,此外,萃取剂苯酚由于沸点较高(181.9 ℃),损耗较小,其补充量为0.02 kg/h,年损耗0.144 t,因此,萃取剂损耗造成的费用未计入年总费用中。
)使顶部乙酸异丙酯纯度和回收率达到设计规定,内部和外部迭代循环的评价指标与萃取精馏塔的相同,经优化获取萃取剂回收塔最优工艺,上述初始模拟参数与2.2节中的相同。工艺优化结果见图1。由图1可知:萃取剂的最优用量为960 kg/h,两塔顶部分别得到合格的产品,且萃取精馏工艺的最佳年总费用为1 217 372元/a,此外,萃取剂苯酚由于沸点较高(181.9 ℃),损耗较小,其补充量为0.02 kg/h,年损耗0.144 t,因此,萃取剂损耗造成的费用未计入年总费用中。
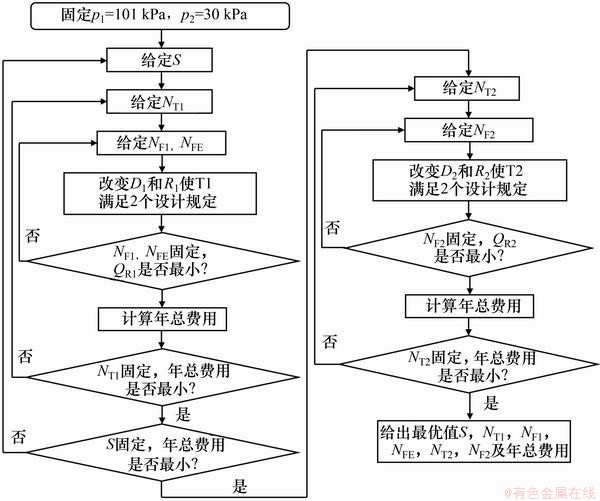
图3 萃取精馏的序贯迭代优化流程
Fig. 3 Sequential iterative optimization procedure for extractive distillation
3 变压精馏工艺
3.1 变压精馏可行性
相对于萃取精馏,变压精馏是利用共沸物组成随操作压力变化而发生显著变化的特点进行共沸物分离,它可以避免添加第三方组分而引入额外杂质的问题[21],其分离工艺是串联2个不同操作压力的精馏塔。使用表1回归得到的甲醇与乙酸异丙酯NRTL模型相互参数,经Aspen Plus V11画出不同压力下甲醇与乙酸异丙酯的汽液相图,并计算不同压力下该二元共沸物的温度与组成,如图4与表3所示,图4中x1和y1分别为液相和汽相中甲醇所占的质量分数。
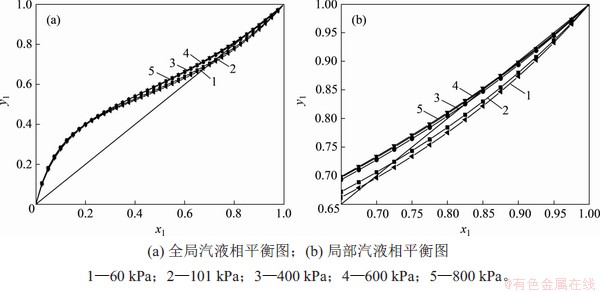
图4 甲醇(1)与乙酸异丙酯(2)不同压力下的汽液相平衡图
Fig. 4 Vapor-liquid equilibrium diagrams of methanol (1) and isopropyl acetate (2) at different pressures
表3 甲醇与乙酸异丙酯不同压力下共沸组成的计算值
Table 3 Calculated azeotropic composition of methanol and isopropyl acetate at different pressures

由图4和表3可知:常压下甲醇和乙酸异丙酯共沸组成的计算值与文献[6]中的值较吻合,这表明汽液相平衡实验数据回归的二元交互参数准确可信。二元共沸物中甲醇的含量随着压力增大而上升,图4中共沸点随着压力上升向右偏移,但当压力大于800 kPa时,共沸组成基本没有明显变化。鉴于甲醇和乙酸异丙酯形成最低非均相二元共沸物且共沸组成对压力变化灵敏,可使用两塔变压精馏工艺分离甲醇与乙酸异丙酯,两塔顶部得到相应压力下的共沸混合物、塔釜得到相应产品。
3.2 变压精馏流程
图5所示为变压精馏分离甲醇与乙酸异丙酯的工艺流程,由高压塔(T1)和低压塔(T2)构成。高压塔与低压塔之间的压差选择对设备投资与操作费用的影响很大,两塔压差越大,共沸组成差别越大,经物料衡算,低压塔循环至高压塔的物料越少,两塔达到分离要求所需的回流比也越小,同时兼顾能量集成、公用工程费用最低原则(避免塔顶采用低温水和塔釜使用高压蒸汽),低压塔优化过程中压力选择60 kPa,塔釜为甲醇产品,釜温为51.8 ℃,顶温为51.3 ℃;高压塔优化过程中压力选择800 kPa,塔釜为乙酸异丙酯产品,釜温为167.2 ℃,顶温为该压力下的共沸点128.2 ℃,高压塔顶温与低压塔釜温相差76.4 ℃。可利用高压塔塔顶物料蒸汽冷凝热量作为低压塔再沸器的热源,实现能量集成、节能降耗。同时,低压塔顶温为51.3 ℃,可直接使用循环水进行冷凝,避免使用昂贵的冷冻水;而高压塔塔釜温度为167.2 ℃,可使用1.0 MPa蒸汽作为热源,避免使用高压蒸汽。待处理的混合原料经预热后与来自T2顶部的物料进入T1,高压塔塔釜物料经冷却后即为合格的乙酸异丙酯产品;高压塔顶部蒸汽给低压塔再沸器供热,冷凝后的液体部分回流,部分作为低压塔进料(注意,当两塔热量不匹配时,高压塔额外设置冷凝器或低压塔额外设置再沸器);低压塔顶部物料冷凝后部分回流,部分循环至T1,塔釜得到合格的甲醇产品。
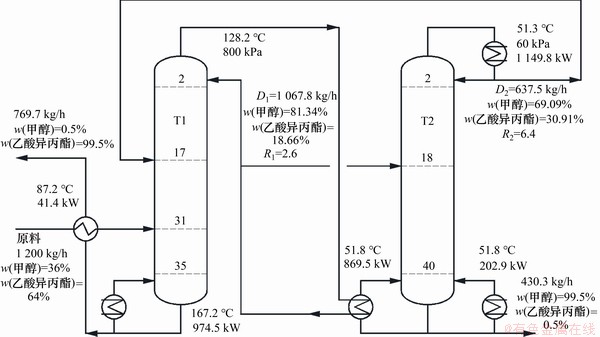
图5 热集成变压精馏分离流程图
Fig. 5 Flowsheet of heat-integrated pressure swing distillation
3.3 热集成变压精馏优化
基于序贯迭代优化算法[22],选择高压塔的原料进料位置()、循环物料进料位置( )与回流比()、低压塔的进料位置()与回流比()作为内部迭代循环评价指标,以高压塔的理论板数()和低压塔的理论板数()作为外部迭代循环评价指标,通过调整高压塔的塔顶采出量()和低压塔的塔顶采出量()以满足两塔底部产品的纯度,即达到99.5%,具体优化流程见图6。初始模拟参数如下:高压塔操作压力为800 kPa,塔顶采出为717.5 kg/h;低压塔操作压力为60 kPa,顶部流量为285.9 kg/h。两塔的理论板数(
)与回流比()、低压塔的进料位置()与回流比()作为内部迭代循环评价指标,以高压塔的理论板数()和低压塔的理论板数()作为外部迭代循环评价指标,通过调整高压塔的塔顶采出量()和低压塔的塔顶采出量()以满足两塔底部产品的纯度,即达到99.5%,具体优化流程见图6。初始模拟参数如下:高压塔操作压力为800 kPa,塔顶采出为717.5 kg/h;低压塔操作压力为60 kPa,顶部流量为285.9 kg/h。两塔的理论板数( )均设置为40;进料板位置(,和)均设置在第20块位置;回流比(和)均设置为6。
)均设置为40;进料板位置(,和)均设置在第20块位置;回流比(和)均设置为6。
以年总费用最小作为经济评价指标,使用Aspen Plus V11对热集成变压精馏工艺进行优化与节能研究,工艺优化结果见图5。由图5可知:与常规变压精馏相比,热集成变压精馏工艺可部分节省低压塔蒸汽消耗,节省蒸汽42.5%,实现能量的综合利用;当循环流股流量为637.5 kg/h时,两塔塔釜分别得到相应的产品,且热集成变压精馏工艺的最优年总费用为3 144 515元/a。从图5还可知:高压塔(T1)用于操作压力下甲醇/乙酸异丙酯共沸物与乙酸异丙酯的分离,而低压塔(T2)用于操作压力下甲醇/乙酸异丙酯共沸物与甲醇的分离,高压塔(T1)所需的回流比是低压塔(T2)的一半,这是由于操作压力下甲醇/乙酸异丙酯共沸物与甲醇的相对挥发度较小,导致需要较大的回流比。从图4所示的汽液相平衡图进一步验证了该结果。
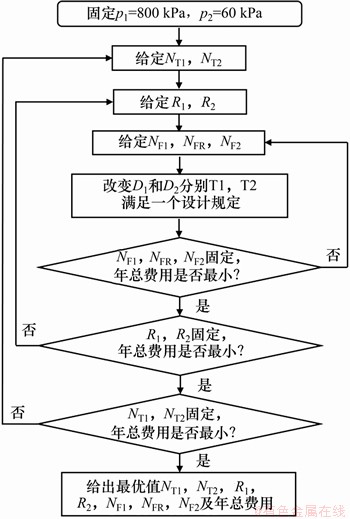
图6 变压精馏的序贯迭代优化流程
Fig. 6 Sequential iterative optimization procedure for pressure swing distillation
4 分离工艺对比
通过工艺优化得到萃取精馏和变化精馏的最优工艺。表4所示为2种工艺经济分析的优化设计参数,包括能耗、年总费用和二氧化碳排放量等,变压精馏工艺还给出未热集成即常规变压精馏的工艺参数。由表4可以看出:对于甲醇与乙酸异丙酯混合物,当达到同样的处理量和分离要求时,热集成变压精馏分离工艺由于热集成使得年总费用比常规变压精馏工艺的年总费用降低了47.2%,二氧化碳排放量减少了42.5%,这主要是由于热量集成使再沸器能耗降低、操作费用节省。而与热集成变压精馏分离工艺相比,萃取精馏分离工艺的总设备折旧费和总操作费用均显著降低,萃取精馏工艺的年总费用降低了61.3%,且二氧化碳排放量减少了68.1%,这是因为该共沸体系的变压精馏工艺中,要达到分离要求,两塔需要较大的回流比,导致两塔塔径增大且塔内汽化量高,另外,甲醇本身汽化潜热较大,致使变压精馏的总设备折旧费和总操作费用均比萃取精馏高较多,综上可见,对于甲醇与乙酸异丙酯共沸物的分离,变压精馏工艺能耗高,年总费用大以及CO2排放量大,故萃取精馏工艺更适合该体系的分离,但此工艺因有萃取剂进入系统,产品难免携带微量第三组分,也存在不足。
表4 2种分离工艺的经济分析
Table 4 Economic analysis of two separation processes

5 结论
1) 利用甲醇与乙酸异丙酯、甲醇与苯酚2组二元汽液相平衡实验数据,回归得到NRTL模型相互作用参数。甲醇与乙酸异丙酯共沸组成的实验值与模型计算值较吻合,保证了模拟优化结果的准确性。
2) 通过萃取剂的筛选,甲醇与乙酸异丙酯在苯酚中的无限稀释相对挥发度最大,适合用作萃取剂,通过萃取精馏分离甲醇与乙酸异丙酯共沸物;根据甲醇与乙酸异丙酯的共沸组成随压力变化较为灵敏的性质,可采用双塔变压精馏工艺进行共沸物提纯分离。
3) 以年总费用最小作为经济评价指标,采用序贯迭代法,经Aspen Plus对萃取精馏和变压精馏工艺模拟优化节及节能研究,确定了最佳的操作工艺。热集成变压精馏分离工艺由于热集成使得年总费用比常规变压精馏工艺的年总费用降低47.2%,二氧化碳排放量减少42.5%,这主要是由于热量集成使再沸器能耗降低、操作费用节省。
4) 与热集成变压精馏分离工艺相比,萃取精馏分离工艺的总设备折旧费和总操作费用均显著降低,萃取精馏工艺的年总费用降低61.3%,且二氧化碳排放量减少68.1%,因此,萃取精馏工艺更适合甲醇和乙酸异丙酯的分离,为该共沸体系分离的优化设计与节能提供了依据。
参考文献:
[1] 王学丽, 王富丽, 张毅, 等. 乙酸异丙酯催化合成研究进展[J]. 工业催化, 2006, 14(3): 29-33.
WANG Xueli, WANG Fuli, ZHANG Yi, et al. Advances in catalytic synthesis of isopropyl acetate[J]. Industrial Catalysis, 2006, 14(3): 29-33.
[2] 杜建钢, 张雷, 邓益平. 乙酸异丙酯的不同生产工艺研究进展[J]. 现代化工, 2017, 37(9): 52-56.
DU Jiangang, ZHANG Lei, DENG Yiping. Research progress on various processes of isopropyl acetate[J]. Modern Chemical Industry, 2017, 37(9): 52-56.
[3] 邓朝芳, 李亚楠, 孟庆伟, 等. 乙酸异丙酯加氢催化剂的制备与性能研究[J]. 现代化工, 2018, 38(3): 165-168.
DENG Chaofang, LI Yanan, MENG Qingwei, et al. Preparation and catalytic performance of catalysts for hydrogenation of isopropyl acetate[J]. Modern Chemical Industry, 2018, 38(3): 165-168.
[4] 杨恒东, 崔咪芬, 李有林, 等. 醋酸异丙酯催化加氢制双醇反应网络及动力学研究[J]. 高校化学工程学报, 2016, 30(4): 836-842.
YANG Hengdong, CUI Mifen, LI Youlin, et al. Reaction networks and dynamics of isopropyl acetate hydrogenation to produce dual alcohols[J]. Journal of Chemical Engineering of Chinese Universities, 2016, 30(4): 836-842.
[5] QIU Ting, ZHANG Pei, YANG Jinbei, et al. Novel procedure for production of isopropanol by transesterification of isopropyl acetate with reactive distillation[J]. Industrial & Engineering Chemistry Research, 2014, 53(36): 13881-13891.
[6] RESA J M, GONZALEZ C, DE LANDALUCE S O, et al. Vapor-liquid equilibrium of binary mixtures containing methanol+propyl acetate, methanol+isopropyl acetate, vinyl acetate+propyl acetate, and vinyl acetate+isopropyl acetate at 101.3 kPa[J]. Journal of Chemical & Engineering Data, 2001, 46(5): 1338-1343.
[7] QI Jun, TANG Jinlong, ZHANG Qingjun, et al. Heat-integrated azeotropic distillation and extractive distillation for the separation of heterogeneous ternary azeotropes of diisopropyl ether/isopropyl alcohol/water[J]. Industrial & Engineering Chemistry Research, 2019, 58(45): 20734-20745.
[8] GHUGE P D, MALI N A, JOSHI S S. Comparative analysis of extractive and pressure swing distillation for separation of THF-water separation[J]. Computers & Chemical Engineering, 2017, 103: 188-200.
[9] 余美琼, 杨金杯, 郑志功. 变压精馏和萃取精馏分离乙腈和水工艺模拟及优化[J]. 中南大学学报(自然科学版), 2014, 45(9): 2966-2971.
YU Meiqiong, YANG Jinbei, ZHENG Zhigong. Simulation and optimization for separation of acetonitrile and water by pressure swing distillation and extractive distillation[J]. Journal of Central South University(Science and Technology), 2014, 45(9): 2966-2971.
[10] LLADOSA E, MONTON J B, BURGUET M. Separation of di-n-propyl ether and n-propyl alcohol by extractive distillation and pressure-swing distillation: computer simulation and economic optimization[J]. Chemical Engineering and Processing: Process Intensification, 2011, 50(11/12): 1266-1274.
[11] HU Wangming, SHEN Lüming, ZHAO Lujun. Measurement of vapor-liquid equilibrium for binary mixtures of phenol-dimethyl carbonate and phenol-methanol at 101.3 kPa[J]. Fluid Phase Equilibria, 2004, 219(2): 265-268.
[12] XIA Hui, YE Qing, FENG Shenyao, et al. A novel energy-saving pressure swing distillation process based on self-heat recuperation technology[J]. Energy, 2017, 141: 770-781.
[13] LUYBEN W L. Comparison of extractive distillation and pressure-swing distillation for acetone/chloroform separation[J]. Computers & Chemical Engineering, 2013, 50: 1-7.
[14] GADALLA M, OLUJIC Z, DE RIJKE A, et al. Reducing CO2 emissions of internally heat-integrated distillation columns for separation of close boiling mixtures[J]. Energy, 2006, 31(13): 2409-2417.
[15] HEGELY L, LANG P. Optimization of entrainer feeding in batch extractive distillation[J]. Computer Aided Chemical Engineering, 2014, 33: 1177-1182.
[16] YANG Ao, SUN Shirui, SHI Tao, et al. Energy-efficient extractive pressure-swing distillation for separating binary minimum azeotropic mixture dimethyl carbonate and ethanol[J]. Separation and Purification Technology, 2019, 229: 115817.
[17] WANG Yinglong, BU Guangle, GENG Xueli, et al. Design optimization and operating pressure effects in the separation of acetonitrile/ methanol/water mixture by ternary extractive distillation[J]. Journal of Cleaner Production, 2019, 218: 212-224.
[18] YOU Xinqiang, GU Jinglian, PENG Changjun, et al. Improved design and optimization for separating azeotropes with heavy component as distillate through energy-saving extractive distillation by varying pressure[J]. Industrial & Engineering Chemistry Research, 2017, 56(32): 9156-9166.
[19] LI Lumin, GUO Lianjie, TU Yangqin, et al. Comparison of different extractive distillation processes for 2-methoxyethanol/toluene separation: design and control[J]. Computers & Chemical Engineering, 2017, 99: 117-134.
[20] AN Yi, LI Weisong, LI Ye, et al. Design/optimization of energy-saving extractive distillation process by combining preconcentration column and extractive distillation column[J]. Chemical Engineering Science, 2015, 135: 166-178.
[21] WANG Yinglong, ZHANG Zhen, XU Dongfang, et al. Design and control of pressure-swing distillation for azeotropes with different types of boiling behavior at different pressures[J]. Journal of Process Control, 2016, 42: 59-76.
[22] WANG Xiaohong, XIE Li, TIAN Peng, et al. Design and control of extractive dividing wall column and pressure-swing distillation for separating azeotropic mixture of acetonitrile/isopropyl acetate[J]. Chemical Engineering and Processing: Process Intensification, 2016, 110: 172-187.
(编辑 杨幼平)
收稿日期: 2020 -02 -23; 修回日期: 2020 -04 -20
基金项目(Foundation item):中央引导地方科技发展专项资助项目(2019L3013);福建省自然科学基金资助项目(2019J05127);福建省中青年教师教育科研资助项目(JT180625) (Project(2019L3013) supported by the Central Government Guides Local Science and Technology Development Program; Project(2019J05127) supported by the Natural Science Foundation of Fujian Province; Project(JT180625) supported by the Educational Research Program of Young and Middle-aged Teacher of Fujian Province)
通信作者:杨金杯,博士,副教授,从事化工传质与分离研究;E-mail:yangjinbei@sina.com

