稀有金属 2008,(02),180-184 DOI:10.13373/j.cnki.cjrm.2008.02.017
粉末注射成形钛铝烧结工艺研究
曲选辉 何新波 李世琼
北京科技大学材料科学与工程学院,北京科技大学材料科学与工程学院,北京科技大学材料科学与工程学院,钢铁研究总院高温材料研究所 北京100083,北京100083,北京100083,北京100081
摘 要:
利用Ti-47.5Al-2.5V-1.0Cr (%) 气雾化预合金粉末为原料, 采用注射成形工艺制备了TiAl合金材料, 研究了TiAl合金烧结工艺以及烧结工艺对烧结体显微组织、密度和性能的影响。结果表明:烧结体在超固相线液相区烧结得到密度最高。在1450℃保温30min, 烧结体的相对密度达到95%, 抗压强度为2105MPa, 压缩率达到30.9%, 接近铸态合金力学性能。烧结体在α+γ相区和α相区保温1h, 相对密度分别为73%和85%。在13001 400℃, 随着片层团的增加, 烧结体组织由双态组织逐渐变为全片层组织。在超固相液相区, 随着γ相的减少, 烧结体组织由近片层组织逐渐转变为全片层组织。
关键词:
钛铝合金 ;气雾化钛铝粉末 ;粉末注射成形 ;烧结工艺 ;
中图分类号: TF124.39
作者简介: 曲选辉 (E-mail:quxh@mater.ustb.edu.cn) ;
收稿日期: 2007-09-01
基金: 高等学校科技创新工程重大项目资助 (704008); 新世纪优秀人才项目资助 (NCET-06-0081);
Sintering of TiAl Injection Molding
Abstract:
TiAl alloy was prepared by an injection forming of gas atomized pre-alloy powders of Ti-47.5Al-2.5V-1.0Cr. The sintering processes and their effects of sintering processes on microstructure, density and compressive property of the alloy sintered were investigated. The results show that relative density of 73% and 85% of the sintered alloys were obtained at α+γ two phases field and α phase field after 60 min holding respectively. The sintered alloy of a near full density of 95% was obtained by supersolidus sintering at 1450 ℃ holding 30 min and its compression strength and compression ratio were 2105 MPa and 30.9% respectively, which are near to that of the cast alloy. With lamellar increasing, the microstructure was changed from DP microstructure to FL microstructure when the sintering temperature changed from 1300 to 1400 ℃. With the amount of γ phase decreasing gradually, the microstructure was changed from almost a lamellar microstructure to a fully lamellar microstructure at supersolidus liquid phase field.
Keyword:
TiAl alloy; PIM; atomized pre-alloy powder; sintering;
Received: 2007-09-01
由于TiAl 基合金具有良好的耐高温、 抗氧化性能和较小的密度, 而且它的抗蠕变性能与 Ni 基高温合金相近, 均比钛合金好得多, 但其密度还不到Ni基高温合金的一半, 因而成为近年来人们研究开发的热点, 被认为是一种非常有潜力的高温结构材料, 在航空、 航天、 国防、 军工等领域具有广泛的应用前景
[1 ,2 ]
。 但是, TiAl 金属间化合物的室温延性很低、 高温屈服应力高、 加工成形非常困难
[3 ,4 ,5 ]
。 目前, TiAl合金的制备工艺主要是铸锭冶金, 存在成分偏析和组织不均匀
[6 ,7 ]
。 采用粉末冶金法可制备组织均匀、 细小, 而且可实现制件的近净成形, 能有效解决TiAl金属间化合物合金难于加工成形问题
[8 ]
。 目前国内学者采用元素粉末法制备钛铝合金进行研究的偏多
[9 ,10 ]
, 其中王尔德采用高能球磨Ti/Al复合粉体的反应烧结工艺制得高致密度的钛铝合金, 也有学者采用钛铝预合金粉进行研究
[11 ]
。 粉末注射成形工艺作为一种新型粉末冶金近净成形技术, 在制备几何形状复杂产品方面, 具有明显的优势。 一些国外的学者已采用SHS制得TiAl粉末进行注射成形研究
[12 ,13 ,14 ]
。
本文主要对TiAl粉末注射成形的烧结工艺以及烧结工艺对烧结体组织、 密度和性能的影响进行了系统研究。
1 实验材料与过程
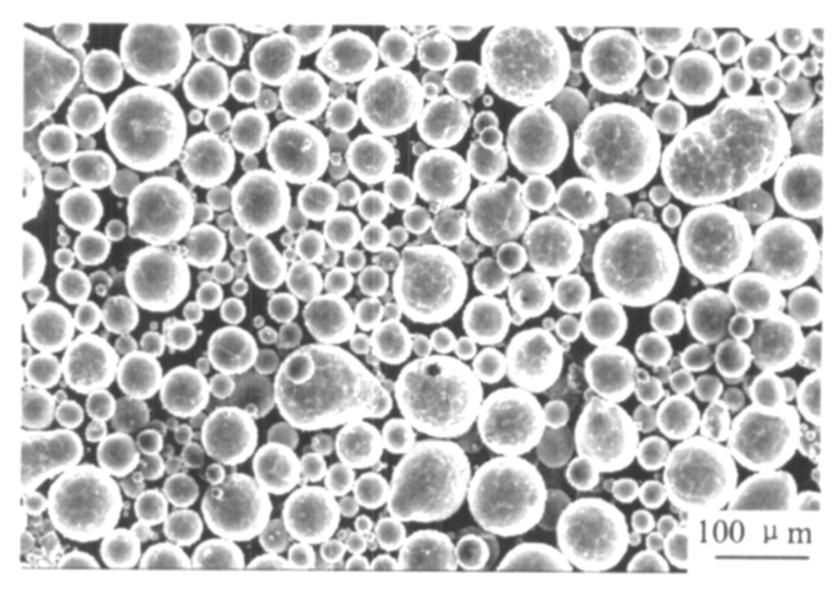
采用钢铁研究总院钛铝中心提供的Ti-47.5Al-2.5V-1.0Cr气雾化预合金粉末为原料, 粉末性能见表1。 从图1可见, TiAl粉末的球形度非常好, 非常适合用于注射成形。
表1 气雾化TiAl-V-Cr合金粉末特性
Table 1 Characteristics of GA TiAl-V-Cr alloy powders
Powder composition
Powder average
Carbon
Oxygen
60
0.027
0.1
图1 TiAl-V-Cr合金粉的宏观形貌
Fig.1 Macrostructure of TiAl-V-Cr alloy powders
采用的粘结剂为石蜡基粘结剂, 其主要成分为石蜡、 聚乙烯和聚丙烯等。 首先将TiAl粉末与粘结剂在XSK-160混炼机上于145 ℃混炼1 h, 粉末装载量为65% (体积分数) , 然后在CJ-ZZ注塑机上进行注射成形。 注射样品为Φ7.5 mm×48 mm的圆棒。
成形坯分别称重后放入三氯乙烯中进行溶剂脱脂。 注射坯可溶性粘结剂脱除后, 利用真空热脱脂方法脱除残余粘结剂后在600 ℃进行预烧结。 最后脱脂坯在高真空钼丝炉中烧结, 升温速率为8 ℃・min-1 。
采用扫描电镜 (SEM) 进行组织观察, 烧结样品中的成分通过能谱仪分析。 对烧结试样采用Philip-Xay衍射仪进行物相结构分析。 合金粉中的氧含量和碳含量分别由惰气脉冲-红外热导法和高频燃烧-红外法测量。 TiAl烧结体的密度通过液体介质测量法测定。 在CMT4305型万能材料实验机上测试材料的室温压缩性能, 加载速率1 mm・min-1 。
2 结果与讨论
2.1 烧结温度对钛铝烧结体密度的影响
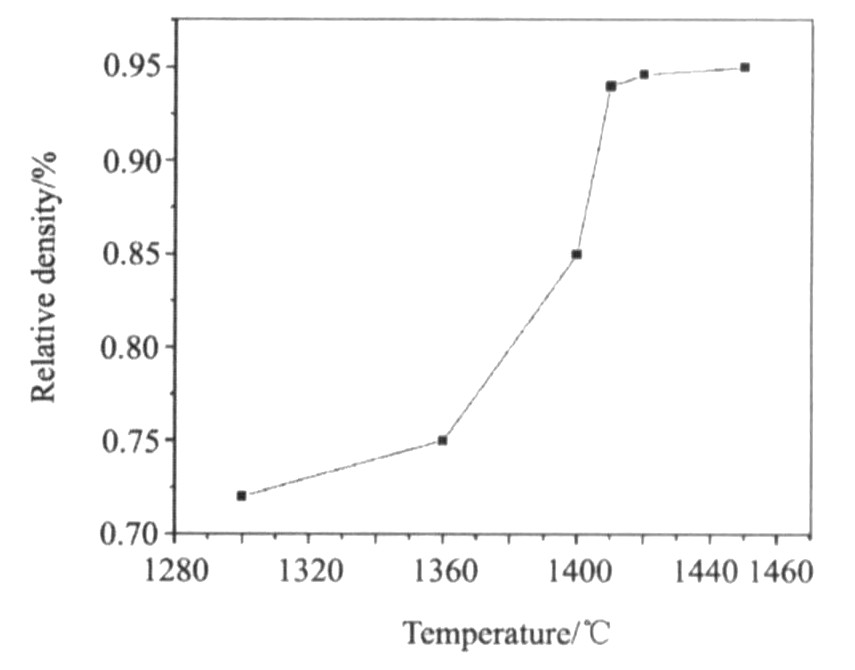
脱脂坯在1300~1450 ℃真空 (10-3 Pa) 烧结保温1 h, 烧结体相对密度随温度变化曲线如图2所示。 从图2可见, 烧结体密度随着烧结温度的升高逐渐增加, 但是在各个温度段增加的幅度不同。 在1300~1360 ℃烧结, 烧结体相对密度不高为0.75左右, 而且增加幅度平缓。 在1360~1400 ℃烧结样品密度增加幅度有所增加, 相对密度达到0.85左右。 从1400~1410 ℃烧结体密度增加幅度最大, 相对密度达到94%, 在1450 ℃烧结体的相对密度在95%左右。
从图3看到烧结体在1300 ℃保温1 h烧结体有大量孔隙, 烧结径在粉末颗粒间形成。 在保温6 h后, 烧结颈长大幅度不是很大, 烧结体孔隙并没有明显减少。 由于1300 ℃处于α+γ相区, 烧结体中的γ相还是有序相, 原子扩散速率低, 导致烧结体难以烧结致密。
从图5看到, 烧结体由1400 ℃保温1 h, 烧结体的孔隙有较大幅度的减少, 孔隙形状也变得平滑, 烧结体密度有较大幅度的增加, 但是烧结体的孔隙数量依然不容乐观。 由于在1400 ℃烧结体烧结温度处于α相区, 烧结体由有序相变为无序相, 原子扩散速率有较大幅度增加, 所以烧结体密度有较大幅度的提高。 烧结体在1400 ℃保温6 h和1400 ℃保温1 h相比, 烧结体的孔隙数量有所减少, 但减少幅度不大。 说明烧结体在α相区烧结, 原子扩散速率虽然比在α+γ相区有较大幅度增加, 但绝对值依然很小。
从图7看到从1410~1450 ℃烧结体孔隙数量大幅减少, 相对密度达到95%, 在1410~1450 ℃在这个温度区间, 相对密度在94%~95%之间。 这是由于烧结温度进入固液相区, 液相的产生大大加速了原子扩散过程, 大幅提高烧结速度, 加速了烧结体的致密化。
图2 TiAl-V-Cr相对密度与温度关系
Fig.2 Relationship between sintering temperature and relative density
图3 烧结温度1300 ℃的烧结体微观组织
Fig.3 Microstructure of specimens sintered at 1300 ℃ (a) , (b) 1300 ℃ for 1 h; (c) , (d) 1300 ℃ for 6 h
图4 TiAl-V-Cr烧结体的XRD图谱
Fig.4 XRD patterns of TiAl-V-Cr specimens (a) 1300 ℃ for 1 h; (b) 1300 ℃ for 6 h
2.2 烧结温度对烧结体组织的影响
从图3看到在1300 ℃保温1 h, 烧结体中有小的片层团和白色区域, 大部分为黑色的λ相, 保温时间延长到6 h, 片层团和白色区域所占比重有大幅增加。 由于1300 ℃处于α+γ相区, 保温1 h, 时间较短本可以转变为α相的γ相没有来得及转变, 保温6 h延长了γ相向α相转变的时间, 所以保温6 h的片层团和α2 相所占比重增加。 图4是烧结温度1300 ℃烧结体的XRD图谱, 可以看到烧结体主要是α2 相和γ相, 随着保温时间的延长α2 相的衍射峰强, 表明α2 相所占比重增加。
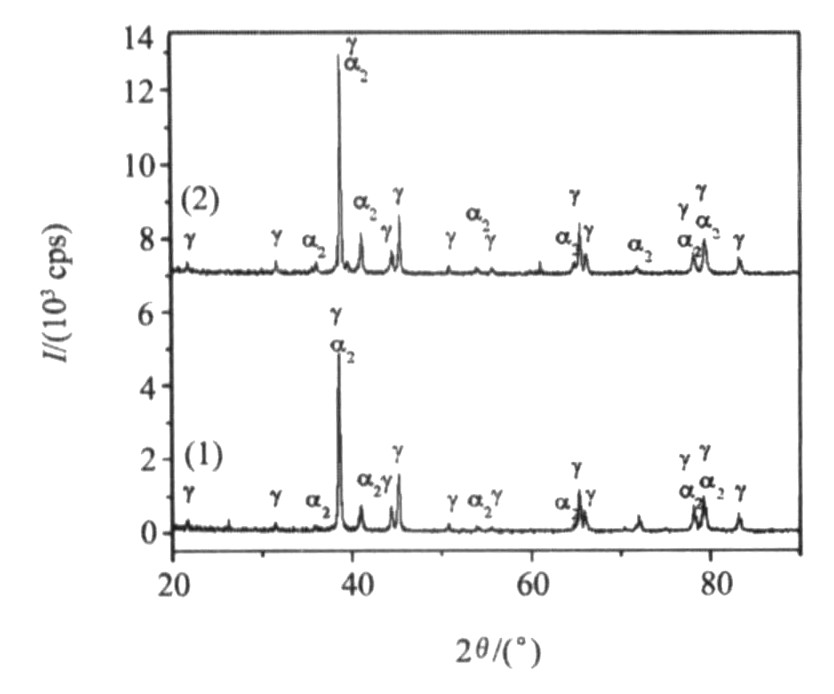
由图5可以看出在1400 ℃烧结, 烧结体中还有一定数量的空洞存在, 烧结体没有烧结致密, 在片层团的晶界处有很少量γ相, 片层团大小约有40 μm。 片层团片层间距较小, 在等轴γ晶粒和片层团交界处有α2 偏析, 在γ相内部也有α2 偏析和片层团形成, 片层团包着一层α2 相。 从图6的XRD衍射峰可以看出, 从1400 ℃保温1 h和保温6 h相比α2 的衍射强度增强γ衍射强度减弱, 说明在保温过程中γ相逐渐减少, α相逐渐增加。
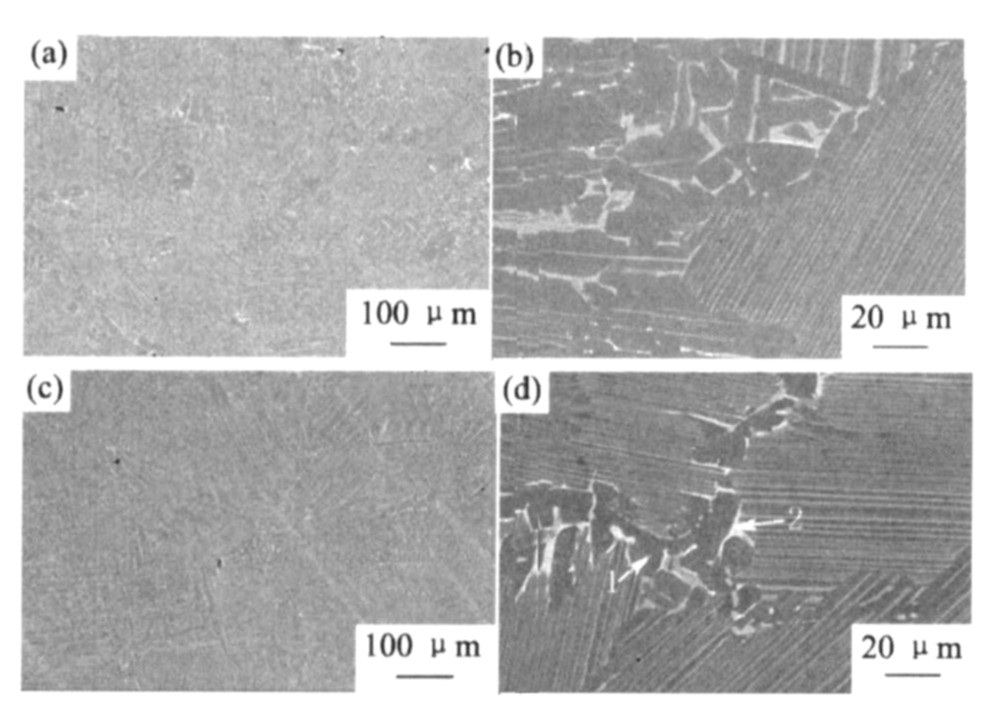
从图7看到在1410 ℃保温1 h, 烧结体已经烧致密, 有很少的小孔隙, 烧结体有等轴γ晶粒和片层团组成的近片层组织, 片层团尺寸相差较大。 在γ相内部以及γ相与片层团交界处有α2 相偏析。 在1450 ℃保温30 min, 烧结体已经烧致密, 有很少的孔隙, 烧结体由少量γ相和片层团组成的全片层组织, 在γ相内部以及γ相与片层团交界处有α2 相偏析。
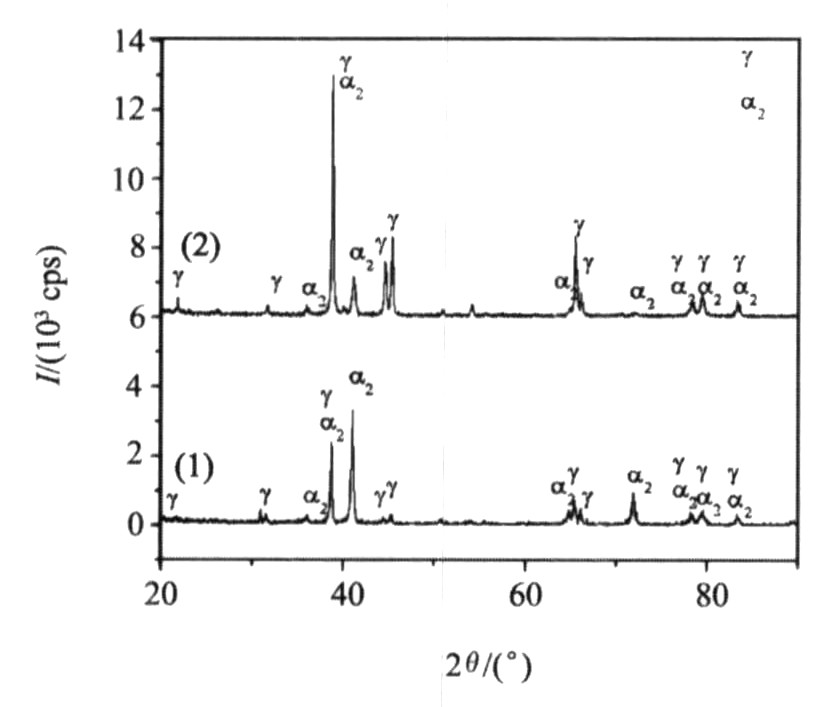
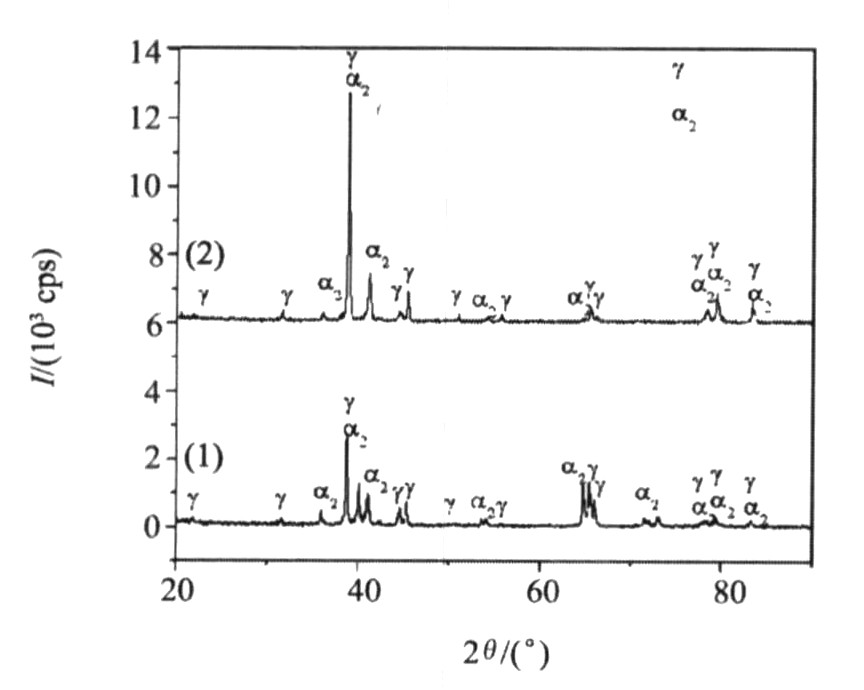
从图8的XRD和能谱分析在1410~1450 ℃, α2 的衍射强度逐渐增强γ衍射强度逐渐减弱, 说明随温度升高, γ相逐渐减少α2 相逐渐增加。
在1410~1450 ℃范围内随着温度升高, 等轴γ晶粒减少, 组织由近片层组织转变为全片层组织。 在1410~1450 ℃范围内随着温度的升高, γ相逐渐减少, 片层组织逐渐增加, 这是由于SLPS的烧结温度选择在合金相图的固相线与液相线之间, 随着温度升高, 液相体积分数增加, 在快速升温过程中, γ相逐渐转变为α相, α相晶粒长大, 在经过保温后随炉冷却, 在开始阶段降温很快, 有些没有变成α相的γ相保留了下来, 形成γ相等轴晶粒, 长大的α相在降温过程中析出γ相形成片层状结构, 由于温度越高, γ相转变成α相的速率越快, 所以, 温度越高保留下来γ相越少。 由于从高温降温, α相析出γ相时间长, 所以片层间距大。 α2 相在晶界偏析是由于晶界区域的α相再降温过程析出的γ相在晶界的γ晶粒上生长, 并未形成γ+α2 片层结构, 从而形成了α2 偏析, 在γ相内部形成的α2 相偏析也是这个原因。
图5 烧结温度1400 ℃的烧结体微观组织
Fig.5 Microstructure of specimens sintered at 1400 ℃
(a) , (b) 1400 ℃ for 1 h; (c) , (d) 1400 ℃ for 6 h
图6 TiAl-V-Cr烧结体的XRD图谱
Fig.6 XRD patterns of TiAl-V-Cr specimens
(1) 1400 ℃ for 6 h; (2) 1400 ℃ for 1 h
图7 烧结温度1410和1450 ℃的烧结体微观组织
Fig.7 Microstructure of specimens sintered at 1410 and 1450 ℃
(a) , (b) 1410℃for 1 h; (c) , (d) 1450℃for 0.5 h
图8 钛铝烧结体的XRD图谱
Fig.8 XRD patterns of TiAl-V-Cr specimens
(1) 1450 ℃ for 0.5 h; (2) 1410 ℃ for 1 h
从表2的EDS分析可以看出图7 (d) 中1为贫V的γ相, 2为富Cr, V的α2 相。
2.3 烧结温度对烧结体力学性能的影响
对注射成形钛铝在不同温度下烧结试样和铸态试样的压缩性能进行了测试, 表3列出了试验条件和检测结果。 从表3可见, 当烧结温度达到1410 ℃, 试样的抗压强度和压缩率和1400 ℃烧结的试样相比有显著提高, 试样在1410~1450 ℃之间烧结, 试样的抗压强度和压缩率略有增加。 由于试样在1410~1450 ℃之间烧结, 可有效提高试样致密度, 减少孔隙度。 气孔在材料内部通常被认为等同于裂纹且容易产生应力集中会使材料强度降低, 所以在1450 ℃烧结的试样密度最高, 其压缩性能也最好, 接近铸态力学性能。 在1400 ℃烧结的试样, 由于其相对密度仅有85%左右, 所以力学性能较差。
3 结 论
1. TiAl-V-Cr烧结体在超固相线液相区烧结得到密度最高。 在1450 ℃保温30 min烧结体的相对密度达到95%。
2. TiAl-Cr-V烧结体在1300~1400 ℃, 随着片层团的增加, 组织由双相组织逐渐变为全片层组织。 在超固相液相区, 随着γ相的减少, 烧结体组织由近片层组织逐渐转变为全片层组织。
表2 图7 (d) 中α2和γ相的EDS分析
Table 2 EDS analysis of the phases of α 2 and γ in Fig.7 (d
Ti
Al
Cr
V
γ ) 148.27
48.26
3.31
0.16
α 2 ) 52.59
32.06
9.19
6.16
表3 烧结体的室温压缩性能
Table 3 Compressive properties of the samples sintered
Sintering
Sintering
Compression
Compressibility/
Yield
6
811.49
14.5
390
1
2104.09
29.8
586.32
0.5
2105.66
30.9
590.50
-
2252.14
29.2
591.16
3. TiAl-V-Cr注射坯脱脂后在真空下烧结温度1450 ℃保温0.5 h, 抗压强度达到2105 MPa, 压缩率为30.9%, 接近铸态合金的压缩力学性能。
参考文献
[1] KimY W.Intermetallic alloys based on gamma titaniumaluminide[J].JOM, 1989, 41:24.
[2] KimY W, Dimiduk D M.Progressinthe understanding of gamma titaniumaluminides[J].JOM, 1991, 43:40.
[3] Brossmann U-Oehring M, Appel F.Microstructure and chemical homogeneity of high Nb gamma based TiAl alloys in different condi-tions of processing[A].Proceedings of the Third Symposium on Structural Intermetallics[C].Warrendale, 2001.191.
[4] 曹睿, 朱浩, 陈剑虹, 张继.TiAl基合金双态组织平板拉伸连续卸载试验的研究[J].稀有金属, 2008, 32 (1) :13.
[5] 林有智, 曹睿, 李雷, 陈剑虹, 胡大为.全层TiAl基合金室温断裂机制的研究[J].稀有金属, 2007, 31 (2) :148.
[6] Imaev R M, Imaev VM, Khismatullin TG.Refiningof the micro-structure of cast intermetallic alloy Ti-43%Al-X (Nb, Mo, B) with the help of heat treatment[J].Metal Science and Heat Treatment, 2006, 48:81.
[7] Lee T K, Mosunov EI, Hwang S K.Consolidation of a gamma TiAl-Mn-Mo alloy by elemental powder metallurgy[J].Materials Science&Engineering, 1997, (4) :128.
[8] Kato, Kiyotaka, Matsumoto, Akihiro.Tensile properties at high temperature of sintered TiAl compacts by injection molding[J].Journal of the Japan Society of Powder and Powder Metallurgy, 1997, 44:1029.
[9] 王天国, 邵刚勤, 段兴龙.高能球磨与热压烧结制备TiAl基合金[J].机械工程材料, 2007, (1) :32.
[10] 王尔德, 胡连喜, 李小强.高能球磨Ti/Al复合粉体的反应烧结致密行为[J].粉末冶金技术, 2003, (10) :259.
[11] 张绪虎, 郎泽保.TiAl金属间化合物粉末冶金制备技术研究[J].宇航材料工艺, 2007, (5) :53.
[12] Terauchi, Syuntaro Teraoka.Tsuneo development of TiAl-type in-termetallic compounds by metal powder injection molding process[J].Journal of the Japan Society of Powder and Powder Metallurgy, 2000, (47) :1283.
[13] KimYongchan, KimNackJ.Densification behavior of PlMed TiAl parts[J].Journal of the Japan Society of Powder and Powder Metal-lurgy, 1999, (46) :882.
[14] Miura H, Uemura M, Kubota Y.High-temperature properties of injection molded TiAl intermetallic compounds[A].2004Interna-tional Conference on Powder Metallurgy&Particulate Materials[C].2004, (6) :13.