������ʱ��: 2019-03-18 11:52
ϡ�н��� 2020,44(09),949-956 DOI:10.13373/j.cnki.cjrm.xy19010013
������������
����� ������ ��־�� ��һ�� ���� �Ž���
���Ĵ�ѧ���Ĺ�������ص�ʵ����
����ϡ�н��������о�Ժϡ�н������ֲ��Ϲ����ص�ʵ����
ժ Ҫ��
ͨ���Բ�ͬ��ʼ�ܶ����������е���ѹ�����飬�о��˶����ĺ���������ԣ����״θ����˶����Shimaģ����ʽ���������������Ӧ���������ӣ�����Ӧ�������Ӧ���ı�ֵ��f'������ܶ�R���ݺ�����������ָ��Ϊ2. 8866��ϵ��Ϊ1. 0����ˮѹӰ������f�����1-RҲ���ݺ�����������ָ��Ϊ-0. 3862��ϵ��Ϊ1/2. 8997�����ñ�����������ȵȾ�ѹ���͵�����Ԫ�����ʵ�ֵ����ѹ������ܶȴ�0. 98���Աȼ�����ʾ��f',f��ȷ�ԶԷ������Ŀɿ���Ӱ����������������ɱ���������Ի�ò��ɱ�v����R�����Ժ�����v��R�������ӣ���������ʵ��ֵ�������v����ȷ������������÷�Χ����f��21/2/3�����������ܶȣ��������R��0. 5548����һ�������������Ⱦ�ѹ���տ���������������Ӧ����������ʵ����ij��ͺ����ܻ���
�ؼ��ʣ�
����� ;Shimaģ�� ;������ ;
��ͼ����ţ� TG146.24
����飺 �������1993-�����У����Ĺ�ԭ�ˣ�˶ʿ�о������о�����ϡ�н���������ѧ���ܣ�E-mail:945950126@qq.com��; *�����������ڣ��绰��13895008252,E-mail:helijun2003@sohu.com;
�ո����ڣ� 2019-01-12
���� ϡ�н������ֲ��Ϲ����ص�ʵ���ҿ��ſ��������Ŀ(SKL2017K001); ������Ȼ��ѧ������Ŀ(NX17037)����;
Yield Criterion of Porous Beryllium
Ma Hongchang He Lijun Li Zhinian Lv Yige Chen Lei Zhang Jiankang
Ningxia Key Laboratory of Photovoltaic Materials,Ningxia University
State Key Laboratory of Special Rare Metal Materials,Northwest Rare Metal Materials Research Institute
Abstract��
Through uniaxial compression tests of beryllium specimens with different initial densities,the macro yield characteristics of porous beryllium was investigated,and the yield criterion of porous beryllium with Shima model form was given first time. The results showed that:the stress modified factor f'(ratio of apparent stress and matrix stress)was associated with the relative density R in the form of power function,with power exponent as 2.8866 and coefficient as 1.0;the power function relationship was also existed between hydrostatic pressure influence factor f and the void ratio 1-R,with power exponent as-0.3862 and coefficient as 1/2.8997;with the yield criterion,the highest relative density achieved from the finite element simulation on hot isostatic pressing of beryllium could be up to 0.98;the comparison of calculations indicated that the accuracy of f' and f had a great influence on the reliability of simulation. Further results showed that:an explicit function for Poisson ratio v with R could be obtained according to the yield criterion,v increased monotonously with R,the results of the function were in agreement with the measured values;then a boundary of validity of the yield criterion according to v could be determined,it was f �� 21/2/3,expressing as relative density,it was R ��0.5548 for beryllium.Further analyses indicated that,the isostatic pressing process was indeed easier to realize the forming and densification of beryllium,by significantly reducing the yield stress.
Keyword��
porous beryllium; Shima model; yield criterion;
Received�� 2019-01-12
ϡ�н����뼰��Ͻ����ۺ��������죬�ں�װ�á����ա����졢�����DZ�����Ҫ�����������Źؼ���Ӧ��
[1 ,2 ]
���������ѧ�����о�һֱ���빤�̼�ѧ�������Ҫ���⡣��������ѧ�����о����ԣ���������̬��ֱ������ӹ����ܺͷ�����������ϵ��Ŀǰ�Ĺ��������������ڴ�
[3 ,4 ]
�����Զ����ĺ�����������о������հף�����������ڶ�����������ѧ�����о��ı���
[5 ]
����ʵ�϶Զ�������Ե��о�����ʮ����Ҫ���壬�������ڣ����̬��������̬�����������ݻ������ĩұ������̵ĺ��Ļ��ƣ��������̶���Ļ��Ӻͷ������ܵ����Ӿ��о��������ã���һ���棬����3D��ӡ���Ƚ����ͼ����Ľ������ƹ㣬����Ӧ���ڽ��������������������߱��У���һ���չ��̵�ʵ��Ҳ��Ҫ�ж�������������о���֧�֡���������ԭ���Ľ�ʵ�ֶԶ�������������Ե���������������������yield criterion����Ϊ�о����⡣
�������������֮�������岻֮ͬ�������������棺i�����������ж�����������ᷢ���仯����������������䣻ii�������ı���Ӧ���������Ӧ����ͬ������������Զ���һ�¡�������ײ��Ϻ���������Ե�������Ŀǰ���������֣���Doraiveluģ��
[6 ]
��Leeģ��
[7 ]
��Shimaģ��
[8 ]
�ȡ���Щģ�;���������������Ϊ���������캬�б������Ϸ�������������������ܶȣ��IJ���������������i����ii�����ص�Ӱ�죬����ò�������ʵ�ֶ���������������������Щģ�ͼ���������ڲ�����������ʽ��ͬ
[9 ,10 ]
��������ԣ�Shimaģ�;��нϸߵ��ϿɶȺ�Ӱ���������Ĺ������Դ�ģ��Ϊ������
����Shimaģ�͵���һ����Ҫԭ���ǣ���ģ���ѱ�MSC.Marc����Ԫ����������ǶΪ���Ա���ģ�͡�������֪��Ϊ�������������IJ�Ʒ�������Ҫ�����������Ҫ������Ҫ�Թ����Ż��͵������˹������������Դ�����ͨ��ʵ��������������ɣ���ʱ��ͳɱ�Ͷ��������ӡ������������渨�����������飬�����������������ڴ˹����е�ʱ��ͳɱ�Ͷ�롣MSC.Marc�����Է�ĩұ�����ģ�����������Ѿ������ҵ��Ľϸ��Ͽɣ����粻��֡��ٺϽ�Cu Cr25�Ͻ�Ti6Al4V�Ͻ�FGH4097�Ͻ�2A12�Ͻ�ȶ��ֲ��Ϸ�ĩұ������̵�ģ�ⷽ��ȡ���˽Ϻõ�Ч��
[11 ,12 ,13 ,14 ,15 ,16 ,17 ,18 ]
����ˣ�����Shimaģ�ͻ���Ϊ������չ���ڽ�������Ʊ������յļ�������������������
���Ĺ����ļ���·���ǣ�����Shimaģ�ͣ��õ���Ӧ�����������ݻع�IJ���������ʽ�������ɲ�ͬ��ʼ�ܶȵĶ�����������е���ѹ�����飬������������Ӧ���������ݣ�������Ӧ���������ݴ�����������У�������ֵ��������ϳ�����ͨ���ԵIJ��������������õ����������������������ڴ��������������н��������ۣ�������ص�ʵ�������бȶԣ�����֤ģ�͵Ŀɿ��Ժ���Ч�ԡ�
1 Shimaģ�ͼ���Ҫ�Ƶ�
��������������ԣ�������ȡ����Ӧ��ƫ�������뾲ˮѹ�أ����������дΪ
[19 ]
ʽ�У���1 ����2 ����3 Ϊ��Ӧ������s Ϊ��������Ӧ����
���Ͻ�������������������Ĺ��죬��Ҫ�˼�����������������������������۳����������ʵ���صIJ�ͬ����������ĸı䣬����ˮѹ��Ӱ�졣Shima��Oyane��������������ʽ��1���Ļ����ϣ�����Ӧ����������f'�;�ˮѹӰ������f���Էֱ������������������Ա���������������д������[6]
ʽ�У���m =����1 +��2 +��3 ��/3Ϊ��ˮѹ����s0 Ϊ���ϻ��壨�������壩����Ӧ����f��=��s /��s0 ����ʾ������������Ӧ����apparent yield stress����s ���������Ӧ����matrix yield stress����s0 �ı�ֵ��f��ʾ��ˮѹ����Ӱ��̶ȣ��˶��߽�Ϊ��ײ����ܶȦѶԻ�������ܶȦ�0 ��ֵ������ܶ�R=��/��0 �ĺ�����ͨ����˵�Ķ�ײ��ϵĿ��������T��1?R��
�����������ľ�����ʽȡ���ڲ�������f���f��ȷ������ͬ���ϵ�f���f�Dz�ͬ�ģ���ˣ����ߵ���Ϣ����ͨ��ʵ���á�
��f'�IJⶨ��Լ�ֻ��ֱ�Ӳ�����ܶ��µ�����Ӧ�����ɡ�ȷ��f��Ҫ����Щ������ͨ�������Ƶ�����������f����������ⶨ����ʽ��
��������ѧ����
[19 ]
������ʽ��2���ɵö���������ƣ�plastic potential)FΪ
����Ӧ������d��1 ,d��2 ,d��3 �������ƹ��ڶ�Ӧ��Ӧ����ƫ���������
ʽ�У�d��'Ϊ��ϵ����
��ʽ��3������ʽ��4������
��ʽ��5�������Ӧ������d��v
������
��ʽ��5��ǰ��ʽ�������
��ʽ��8������ʽ��7������
ʽ��9�������˲�������f����Ĺ�ϵ�������������Ӧ����Чԭ�������õ���Ӧ������ȷ��֮��Ϊ���㣬��ʱ��2 =��3 =0���Ц�m =��1 /3������ʽ��9���ɻ�Ϊ
��ʵ�ʲ����У��Բ���������������
ʽ��11����Ϊ��������ѹ������ⶨf�����ݡ�
2��������f'��f��ȷ��
2.1�������豸
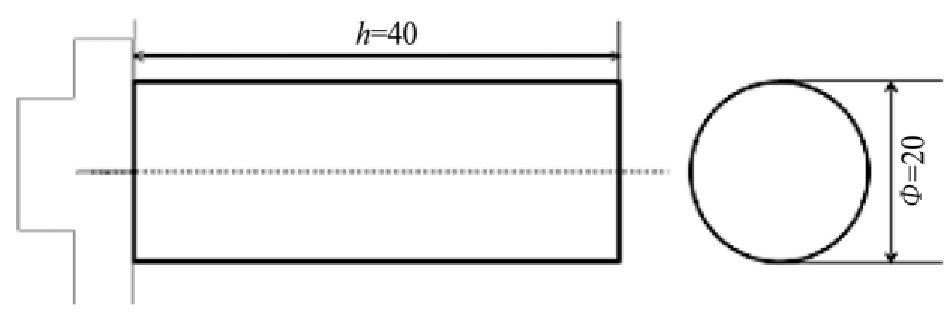
�����÷����ܲ�ͬ��ʼ�ܶȹ�16���ྦྷ��ѹ�������ȵȾ�ѹ��hot isostatic pressing,HIP�������Ʊ����ɷַ�Χ��%������������Ϊ��Be 98.2��99.5,Be O 0.5��1.6,C 0.03��0.05,Fe 0.05��1.00,Si 0.01��0.02���������ʡ�0.005��ѹ������ΪԲ��״����ͼ1��ʾ������ƽ̨ΪInstron5582�����������Ϊ��С���µ���Ħ��Լ���Ա��ε�Ӱ�죬����ʱ����������ͿĨ����
2.2 f?��f�IJⶨ����
1.16����������12������ȷ��f',4������ȷ��f��
2.�ֱ�ⶨ����16�������ij�ʼ�ܶȦ�0 �����ʼ����ܶ�R=��/��matrix ����matrix =1.848 kg��cm-3 ���ǻ������˵��������ܶȣ���
3.��12���������е���ѹ���������������õ�12������ܶ�R���������Ӧ����s ���ݣ��ɴ���Ϧ�s -R���ߡ�����������������̬��R=1���û������˵����������Ӧ����s0 ����f'=��s /��s0 ��f'(R����
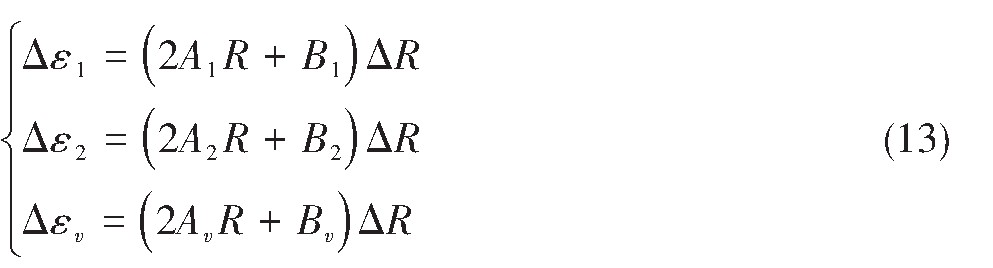
4.����4���������е���ѹ�����飬���ز���ѹ�������ɣ���ֹ���������߶Ⱥͺ���ֱ��ֵ��������ѹ�����ظ��˹�����ɶ�ÿ������4��6������ͺ���ߴ�ֵ����������ÿ�β����ĸ߶�ֵhi ��ֱ��ֵdi ����������ʼֵh0 ,d0 ���ɵã�����Ӧ���1i =(hi ?h0 ��/h0 ������Ӧ���2i =(di ?d0 ��/d0 �����Ӧ���vi =hi di 2 /h0 d0 2 ?1�����ø�Ӧ�����ݷֱ�����������ܶ�R�Ķ��κ���������ߣ��æ�1 (R������2 (R���ͦ�v (R�������ڴ�����Ӧ�亯�����Ӧ����������1 ������2 �ͦ���v ������ʽ��11���������f(R����
ͼ1 �����ߴ�ͼ
Fig.1 Specimen configuration(mm)
2.3 f(R����ȷ��
2.3.1����Ӧ���1������Ӧ���2�����Ӧ���v
ʵʩ��2.2�ⶨ�������ò�ͬ4�ֳ�ʼ����ܶȷֱ�Ϊ0.7390,0.8304,0.9020��0.9771������Ӧ���1 ������Ӧ���2 �����Ӧ���v ������ܶ�R�Ĺ�ϵ����ͼ2��ʾ��ͼ�и������н��Զ���������ϡ�
2.3.2Ӧ����������1������2������v��ȷ��
��2.3.1С�ڣ�����ʵ�����ݿ��Եõ�����Ӧ�䡢����Ӧ�䡢���Ӧ���������ܶȵĺ������ɷֱ�дΪ
����ʽ����R�֣���
��ͼ2ȷ���Ķ���Ӧ�亯������ɷ���ض�������1 ������2 �ͦ���v ��
2.3.3��f(R)�Ļع�
��ʽ��13������ʽ��11������
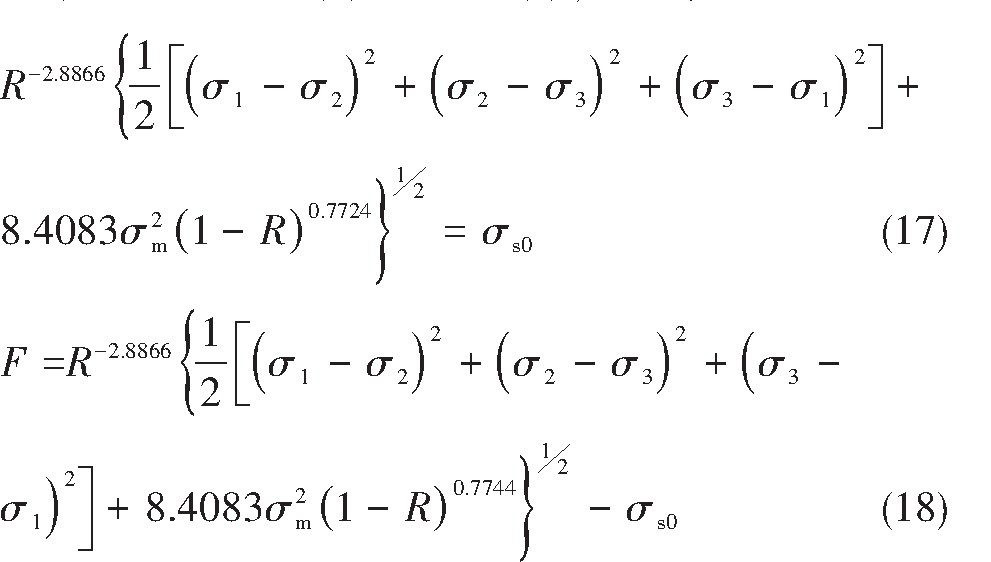
��4���������Ե�Ӧ��������Ϣ�ֱ����ʽ��14������ɵø�������f(R�������У�����ͼ3�С����ݺ���������ϣ����յ�f(R��Ϊ
2.4 f?��R����ȷ��
��2.2�ڲⶨ���������12���������ݣ�����ͼ4�У�������Uniaxial compression���ݣ���
�����ݺ��������ݽ�����ϡ��������������R=1��������������Ӧ����s0 �����ǵ�f'
ͼ2 ����ѹ���о��в�ͬ��ʼ����ܶ�����������Ӧ���1������Ӧ���2�����Ӧ���v������ܶ�R�ı仯
Fig.2 Variation of axial strain��1 ,transverse strain��2 and volumetric strain��v with relative density R for specimens with different ini�\tial relative densities under uniaxial compression respectively
(a)0.7390;(b)0.8304;(c)0.9020;(d)0.9771
ͼ3 ����ʵ�����ݶ�f��ȷ��
Fig.3 Determining function f by measurement data
ͼ4 ����Ӧ��������ܶȵĹ�ϵ
Fig.4 Relationship between yield stress and relative density
3����������
3.1����루�ۣ�ѹ�ƹ����е������ƺ���������
���ˣ�������ȫ�����˶���루��ۣ�ѹ�ƹ�������ѭ��������������ƣ���ʽ����
���߽��Ƿ���ѹ������ܶ�R�ĺ���������̬ʱ��R=1��ʽ��17����ת��Ϊʽ��1�������������������ȡ����Ӧ��ƫ����������ʵ�ķ�ĩұ������У��¶��dz��͵Ĺؼ�����֮һ���¶ȿɴٽ���ĩ���������²��ϵ�����Ӧ����������
[20 ,21 ]
���ڱ�ģ���У��¶������Ի�������Ӧ����s0 ���¶�T�ĺ����������֣�����s0 =��s0 (T����
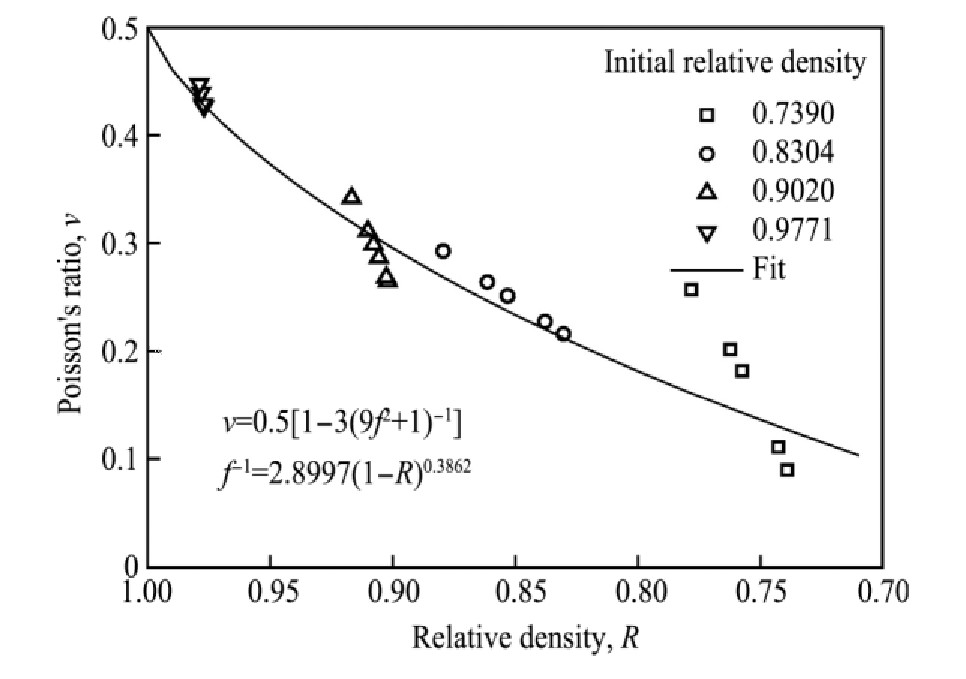
3.2�Բ��ɱȵļ���������
���£����ڱ���ģ�ͣ����벴�ɱ�v������ܶ�R�ı仯���м��㡣
�Ե���Ӧ��������2 =����3 ���Ц���v =����1 +2����2 ��������ʽ��11����
�ɲ��ɱȶ���v=-����2 /����1 ��������ʽ��
��4�������IJ��ɱ�ʵ��ֵ��ʽ��20������ֵ��ͬ����ͼ5�С����Կ������������Ǻϵġ������ܻ���R=1ʱ��ʽ��20�������IJ��ɱ�Ϊ0.5��������������������IJ��ɱ�ֵ��
��һ����϶��ԣ�v����С���㣬����ʽ��20���Լ�f������Сֵ����min ����R����СֵRmin ��������ԣ���fmin ����ʽ��15������Rmin =0.5548���˼���Ӧ�ñ��ĵõ��������������Ƶ��������ܶȡ�
ͼ5 ����ѹ���в��ɱ�������ܶȵĹ�ϵ
Fig.5 Relationship between Poisson's ratio and relative densi�\ty in uni-axial compression
3.3�Ծ�ˮѹ�����Ⱦ�ѹ��״̬������Ӧ���Ĺ���
��������״̬�ĵ�Ч�ԣ�ʽ��2),(3���в�������f',f�ͦ�s0 Ӧ��Ӧ��״̬�أ������Ե���Ӧ����ˮѹ��hydrostatic compression��״̬����ͬ���������ǿɶԵȾ�ѹ״̬�¶���壨���壩������Ӧ����һ���ơ�
�Ⱦ�ѹʱ�����ϴ��ھ�ˮѹ״̬����ʱ�Ц�1 =��2 =��3 =��hcs ����hcs Ϊ��ˮѹ��������Ӧ������ʽ��2����
��ǰ������s0 Ϊ���ϻ��壨�������壩����Ӧ������s Ϊ����ѹ��������Ӧ����
��12��������ʵ�ⵥ��ѹ����Ӧ�����ݴ���ʽ��21�����æ�hcs ��Ҳ����ͼ4�С����Կ����ھ�ˮѹ�����£����������Ӧ���������ڵ�������Ӧ�������Ⱦ�ѹ���ո�����ʵ�ֲ��ϵij��ͺ����ܻ�����R��1������1-R����Ϊ�㣩ʱ������ѧ��ΪԽ��Խ���������������������������ȡ����Ӧ��ƫ����������������أ���ͼ4�У�����Ϊ�ƽ���������ľ�ˮѹѸ��������
��ʵ�������£��ȵȾ�ѹ������Ӫ����Ȼ������������ͻ���Ħ�s0 ����������ֵ��10%����
[22 ]
�����൱�ڽ����������������ơ��ں���ѹ�����÷dz����ޣ��������ܻ���������ɢЧӦ���
[20 ,21 ]
��
3.4���ڷ���������������IJ�����Ƚ�
����Msc.Marc�����������ȵȾ�ѹ���ͽ��з��棬���øְ���������Բ��������ܶȼ���ͬ�¶��µ�������ϵ�����ȵ��ʡ������ݡ����ɱȡ�����ģ��������ǿ�ȣ�����������
[22 ,23 ,24 ]
����һһ�г���������������ܶ���ͼ�ֲ���ͼ6��
��������ʾ������Ե�����߷���ֵ��ʵ��ֵ���С��2%����������ѹ������ܶȿɴﵽ0.98��
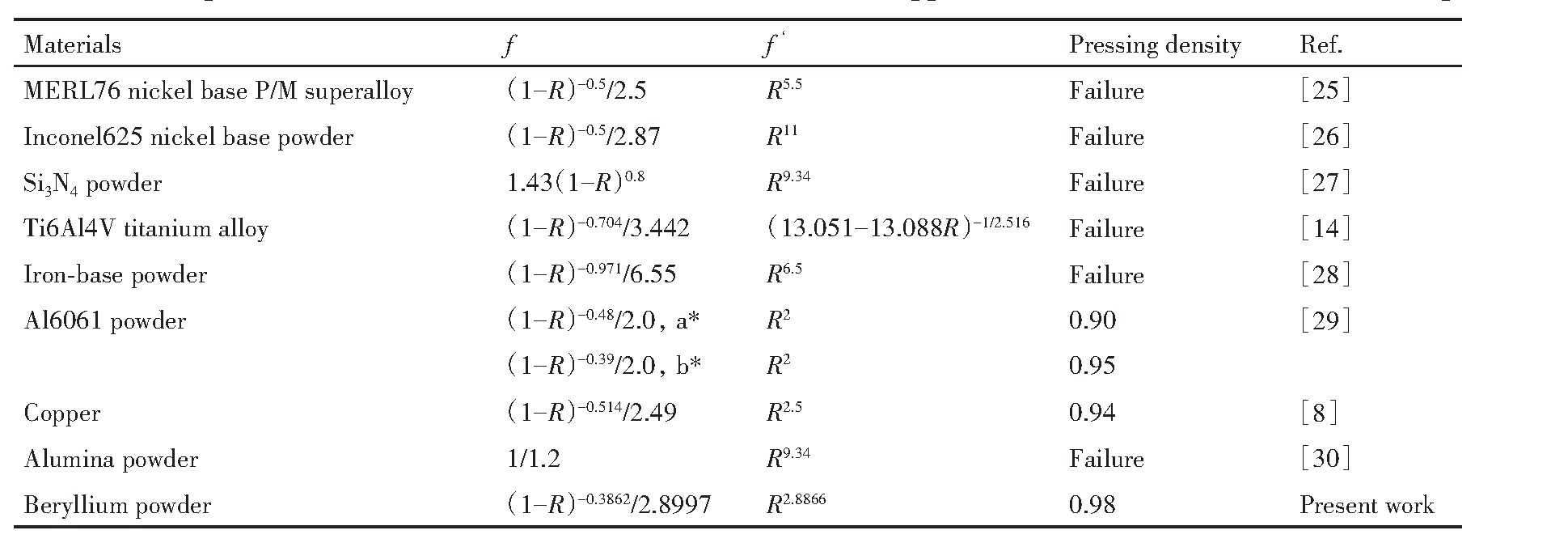
��ȻMsc.Marc������ȷҪ��ģ�����IJ��������������ԶԸò��ϵ�ʵ�⣬��ͨ������ȷ������ȷ�����ƺ�������Ĺ��̱ȽϷ�������ˣ�Ҳ�з��湤�����÷�ģ������������Ϊ�Աȱ���ģ�͵���Ч�ԣ���ȡ�����ķ����������f'��fҲ���������ģ���н����˼��㣬��1�����˸�����f',f�������ļ��������Աȱ�����1������ģ�͵ļ���Ч���൱�á�������Ҫ�Ƕ���ѧ���Ƽ�ѹ��ЧӦ���У���ʵ��0.98��ѹ���������ܶȣ�ʵ���ѵá�2)f',f��ѡȡ�Է���Ч��Ӱ������1���г��������ģ�Ͷ������������룬����ģ������ɶ���ļ��㣬ǡ����Ϊ������뱾��ģ�Ͳ����ӽ���
ͼ6 �����Ⱦ�ѹ���պ������ܶȷֲ���1/4����棩
Fig.6 Value distribution of relative density of beryllium col�\umn after HIP art(1/4 axis section)
f',f��Ҫͬģ������ڶ�����ܲ�����Э����-���÷�ģ���������������⼫�Ѵ�ɣ���1����ʵ֤����ˣ����ģ�������в���ʵ���Ǽ�Ϊ��Ҫ�ġ�ʹ�ñ��ֲ��ϲ�����Ȩ���������ڷ���Ч���Ŀ��Ŷ���ð�ܴ�ķ��ա�
4����
�Զ������ԣ�
1.Ӧ����������f'������ܶ�R���ݺ�������ˮѹӰ������f�ǿ���1?R���ݺ�����
2.���ڱ���ʵ���������ɻ�����㹤�̾���Ҫ��ķ����������ѹ������ܶȿɴ�0.98����һ���ĶԱȼ��������������ʵ�ʼ�f',f����ȷ�ԶԷ������Ŀɿ���Ӱ������
3.����������õ��IJ��ɱ�v��ʽ������ʽ������ʵ�������ϽϺã������ɴ˵õ�����������÷�Χ��ΪR��0.5548��
4.���ڱ���ʵ���������ķ����������Ⱦ�ѹ���и��ߵ����ܻ�Ч�ʣ��ر��ǹ��չ��̳��ڣ���
��1 ���ɲ��ϵ�f?��f�������ڶ���������ĶԱ� ����ԭͼ
Table 1 Comparison of f?��f of several kinds of material and their application on calculation of beryllium respectively
Notice:a*550��600�棬b*620��645��
�����
[1] Xu D M,Qin G W,Li F,Wang Z H,Zhong J M,He J L,He L J. Advances in beryllium and beryllium-containing materials[J]. The Chinese Journal of Nonferrous Metals,2014,(5):1212.�����������ظ��࣬��壬��ս�꣬�Ӿ������μ��룬������.�������뼰������ϵ��о���չ[J].�й���ɫ����ѧ����2014,(5):1212.)
[2] Li J Y,Wang D X,Liu Z G,Wang Z H,Sun B S,Zhong J M. Progress in production method and application of beryllium aluminum alloy[J]. Chinese Journal of Rare Metals,2017,41(2):203.������壬�����£����գ���ս�꣬�ﱾ˫���Ӿ���.�����Ͻ���Ʊ�������Ӧ�ý�չ[J].ϡ�н�����2017,41(2):203.)
[3] Saxton H J,London G J. Flow and Fracture of Polycrystalline Beryllium[A]. In Webster D,G J edsLondon,Beryllium Science and Technology,Vol. 1[C]. New York:Plenum Publishing Corporation,1979. 115.
[4] Mayville R A. The Use of Notched Beams to Establish Fracture Criteria for Beryllium[D]. Berkeley:University of California,1980. 1.
[5] Beasley D,Cooper R E. The effects of porosity on the mechanical and physical properties of beryllium[A]. In The Metals Society ed. Beryllium 1977:4th Inter.Conf.,on Beryllium[C]. London:The Royal Society,1977. 24.
[6] Doraivelu S M,Gegel H L,Gunasekera J S,Malas J C,Morgan J T,Thomas J F. A new yield function for compressible P/M materials[J]. International Journal of Mechanical Sciences,1984,26(9/10):527.
[7] Lee D N,Kim H S. Plasticity yield behaviour of porous metals[J]. Powder Metall.,1992,35:275.
[8] Shima S,Oyane M. Plasticity theory for porous metals[J]. International Journal of Mechanical Sciences,1976,18(6):285.
[9] Alves L M M,Martins P A F,Rodrigues J M C. A new yield function for porous materials[J]. Journal of Materials Processing Technology,2006,179(1-3):36.
[10] Biswas K. Comparison of various plasticity models for metal powder compaction processes[J]. Journal of Materials Processing Technology,2005,166(1):107.
[11] Qu B B. Numerical Simulation for Stainless Steel Powder during the Process of Hot Isostatic Pressing and Studies on the can Manufacturing[D]. Wuhan:Huazhong University of Science and Technology,2009. 1.��������.����ַ�ĩ�ȵȾ�ѹ����ģ����������칤���о�[D].�人�����пƼ���ѧ��2009. 1.)
[12] Lang L H,Xu Q Y,Zhang D X,Bu G L,Wang G,Yao S. Numerical simulation and verification of tungsten alloy powders during hot isostatic pressing[J]. Materials Science and Engineering of Powder Metallurgy,2014,19(6):839.�������ԣ��������Ŷ��ǣ������������գ�Ҧ��.�ٺϽ��ĩ���ȵȾ�ѹ��ֵģ�⼰��֤[J].��ĩұ����Ͽ�ѧ�빤�̣�2014,19(6):839.)
[13] Zhang Y,Wang F Z. Numerical simulation of effects of pressure on densification of hot isostatic pressing of CuCr25 powder[J]. Hot Working Technology,2018,47(2):76.����Ժ������չ.ѹ����CuCr25��ĩ�ȵȾ�ѹ���ܻ�Ӱ�����ֵģ��[J].�ȼӹ����գ�2018,47(2):76.)
[14] Yin Y J,Zhang P,Zhou J X,Shi Y S. Correction on shima yield criterion for Ti6Al4V powder HIP process[J]. J. Huazhong Univ. of Sci.&Tech.(Natural Science Edition),2018,46(6):14.�����Ǿ��������ܽ��£�ʷ����. Ti6Al4V�Ͻ��ĩ�ȵȾ�ѹShima����������[J].���пƼ���ѧѧ������Ȼ��ѧ�棩��2018,46(6):14.)
[15] Qu Z H,Liu J T,Zhang G X,Zhang Y W,Tao Y. Numerical simulation of hot isostatic pressing process of FGH4097 superalloy[J]. Transactions of Materials and Heat Treatment,2017,38(7):173.�����ں꣬�����Σ��Ź��ǣ������ģ�����. FGH4097�Ͻ��ȵȾ�ѹ������ֵģ��[J].�����ȴ���ѧ����2017,38(7):173.)
[16] Yu S,Lang L H,Wang G,Huang X N,Xu Q Y,Duan W. Research on numerical simulation of 2A12 aluminum alloy manufactured by hot isostatic pressing[J].Powder Metallurgy Industry,2016,26(2):17.����˼�������ԣ����գ������ȣ���������.�ȵȾ�ѹ����2A12���Ͻ��ĩ����ֵģ���о�[J].��ĩұ��ҵ��2016,26(2):17.)
[17] Hou Z Q,Shi Y S,Liu G C,Wang J W,Wei Q S. Investigation can's deformation and densification for stainless steel powders during hot isostatic pressing[J].Journal of Materials and Metallurgy, 2011, 10(2):136.����־ǿ��ʷ�����������У�����ά��κ����.�ȵȾ�ѹ���ױ������ĩ���ܻ����о�[J].������ұ��ѧ����2011,10(2):136.)
[18] Sanchez L,Ouedraogo E,Federzoni L,Stutz P. New viscoplastic model to simulate hot isostatic pressing[J].Powder Metallurgy,2002,45(4):329.
[19] Xu B Y,Liu X S. Applied Elastic-Plastic Mechanics[M]. Beijing:Tsinghua University Press,1995. 88.�����ҵ��������.Ӧ�õ�������ѧ[M].�������廪��ѧ�����磬1995. 88.)
[20] Nie D J. Beryllium Powder Metallurgy and Processing Technology[M]. Beijing:Staff Education Textbook Editorial Office of China Nonferrous Metals Corporation,1986. 65.�������.���ĩұ����ӹ�����[M].�������й���ɫ������ҵ�ܹ�˾ְ�������̲ı���칫�ң�1986. 65.)
[21] Qu X H. Principle and Technology of Powder Metallurgy[M]. Beijing:Metallurgical Industry Press,2013. 206.����ѡ��.��ĩұ��ԭ���빤��[M].������ұ��ҵ�����磬2013. 206.)
[22] Qiu Z C,Xiao D W,Chen X L,Lang D M. Mechanical properties of Be at different temperatures[J]. Chinese Journal of Rare Metals,2015,39(1):16.����־�ϣ�Ф���䣬�����֣��ɶ�ľ.�¶ȶ�����ѧ���ܵ�Ӱ��[J].ϡ�н�����2015,39(1):16.)
[23] Goldberg A. Atomic,crystal,elastic,thermal,nuclear,and other properties of beryllium[R]. Livermore(CA,USA):Lawrence Livemore National Laboratory,2006. 1.
[24] Lu M J. Practical Mechanical Engineering Materials Handbook[M]. Shenyang:Liaoning Science and Technology Press,2004. 3.��½����.ʵ�û�е���̲����ֲ�[M].������������ѧ���������磬2004. 3.)
[25] Nohara A,Nakagawa T,Soh T,Shinke T. Numerical simulation of the densification behaviour of metal powder during hot isostatic pressing[J]. International Journal for Numerical Methods in Engineering, 1988,25:213.
[26] Lu H,Wei Q S,Xu P J,Wang J W,Shi Y S. Numerical simulation and verification of near-net-shaping Inconel625 powder disk under hot isostatic pressing[J].China Mechanical Engineering,2013,24(19):2675.��½�㣬κ���ɣ�Ѧ���٣�����ά��ʷ����. Inconel625��ĩ���ȵȾ�ѹ�������ι���ģ������֤[J].�й���е���̣�2013,24(19):2675.)
[27] Shima S,Mimura K. Densification behaviour of ceramic powder[J]. International Journal of Mechanical Sciences,1986,28(1):53.
[28] Cho H,Shin Y,Hwang S W,Gu J H,Baek J H,Kim J H,Chung S T,Chung S H,Park S J. Finite element simulation of PM gear rolling process[J]. Powder Metallurgy,2015,58(3):202.
[29] Wu Y F,Kim G Y. Compaction behavior of Al6061powder in the semi-solid state[J]. Powder Technology,2011,214(2):252.
[30] Chen Y X,Liu K,Wei Q S,He W T,Shi Y S. Simulation and experimental verification of the alumina powder HIP densification process[J]. Powder Metallurgy Technology. 2013,31(3):174.����������������κ���ɣ������ã�ʷ����.��������ĩ�ȵȾ�ѹ���ܻ�����ģ������֤[J].��ĩұ������2013,31(3):174.)