稀有金属 2007,(01),47-52 DOI:10.13373/j.cnki.cjrm.2007.01.011
连铸坯非金属显微夹杂物体积率分析
邸光明 王硕明 刘宪民
天津大学热能研究所,承德盛丰钢铁有限公司,河北理工大学冶金与能源学院,石家庄钢铁公司技术中心 天津300072,河北承德067000,河北唐山063009,河北石家庄050031
摘 要:
借助扫描电镜和示踪法, 利用金相学体积率法对BOF-LF-VD-CC流程生产的GCr15方坯连铸轴承钢和SS400板坯连铸中碳钢中非金属显微夹杂物的类型、特点、数量和分布进行了分析。结果表明, GCr15轴承钢显微夹杂体积分数为0.03%, SS400板坯显微夹杂体积分数为0.025%;0-5μm的夹杂占两种铸坯夹杂物的比例最大, 决定了铸坯内弧至外弧夹杂物分布的特点。>10μm的夹杂所占比例很小, 在1%-4.5%。
关键词:
非金属显微夹杂物 ;示踪法 ;体积分数 ;连铸坯 ;
中图分类号: TF777
收稿日期: 2006-04-05
基金: 国家科技部重点推广项目 (2004EC000059); 河北省自然科学基金资助项目 (502265);
Volume Ratio Analysis of Non-Metallic Micro-Inclusions in Casting Slab
Abstract:
The distributions and characteristics of non-metallic micro-inclusions of GCr15 and SS400 casting slabs in process of BOF-LF-VD-CC were analyzed by metallographic volume ratio method, in virtue of tracer method and electronic microscope.The results showed that the volume fraction of micro-inclusions was 0.03% and 0.025% in GCr15 bearing steel and SS400 medium carbon steel, respectively.The sizes of micro-inclusions from 0 to 5 μm had the largest occupation ratios, which determined the distribution of inclusions between inner and outer arc in casting slab.The micro-inclusions of large size (>10 μm) had small ratios, from 1%-4.5%.
Keyword:
non-metallic micro-inclusions;tracer method;volume ratio;casting slab;
Received: 2006-04-05
随着工业迅速发展, 钢材需求日益增大、 质量要求日益提高。 钢中非金属显微夹杂物
[1 ]
的类型、 数量、 尺寸及分布对钢的力学性能和使用性能影响很大, 尤其对轴承钢的疲劳强度非常有害
[2 ,3 ]
。 钢中即使很少量的非金属显微夹杂物, 亦足以影响金属的机械性能, 降低材料的质量
[4 ]
。 以往, 非金属显微夹杂物多采用面积统计法, 计算量大且当量直径转换复杂, 使得面积法使用受到一定限制; 而利用金相学体积率法
[5 ]
, 具有简便、 直观和统计结果精度高的优点, 对进一步提高非金属显微夹杂物
[6 ,7 ]
的分析有一定的优势。 针对上述问题, 本文分别以唐钢150 t转炉流程生产的SS400连铸板坯和石钢50 t转炉流程生产的GCr15轴承钢连铸方坯为研究对象, 用金相学体积率法进行分析, 同时也为转炉流程连铸坯非金属显微夹杂物
[8 ,9 ]
的研究提供基础资料。
1 金相试样选取及加工
1.1 试样选取
本次金相试样分别取自50 t转炉 (试验钢种GCr15) 和150 t转炉 (试验钢种SS400) 连铸坯。 为了提高金相试样中非金属显微夹杂物来源判断的准确性, 采用了示踪剂追踪。 分别在两组浇注试验的钢包渣、 中间包覆盖剂、 中间包打结料中分别加入Ba, La, Ce示踪元素, 并利用结晶器保护渣中含有的Na和K元素进行夹杂物来源分析。
1.2 试样加工
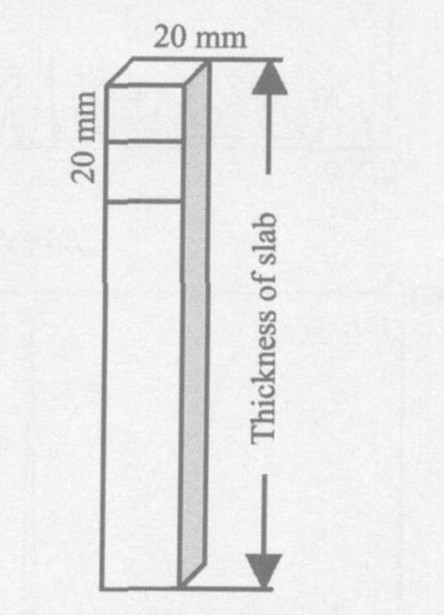
金相样在铸坯宽度方向的1/4处沿内弧到外弧方向切取, 切成20 mm×20 mm×20 mm的金相样8个, 见图1。
本次试样GCr15轴承钢方坯和SS400中碳钢板坯化学成分如表1所示。
2 显微夹杂分析
2.1 GCr15显微夹杂的形貌及组成
图1 金相试样制备示意方案
Fig.1 Sketch of metallographic sample
通过Mef-3万能金相显微镜观察和KYKY-2800型扫描电子显微镜及能谱分析, 铸坯中检测出5类显微夹杂
[10 ,11 ]
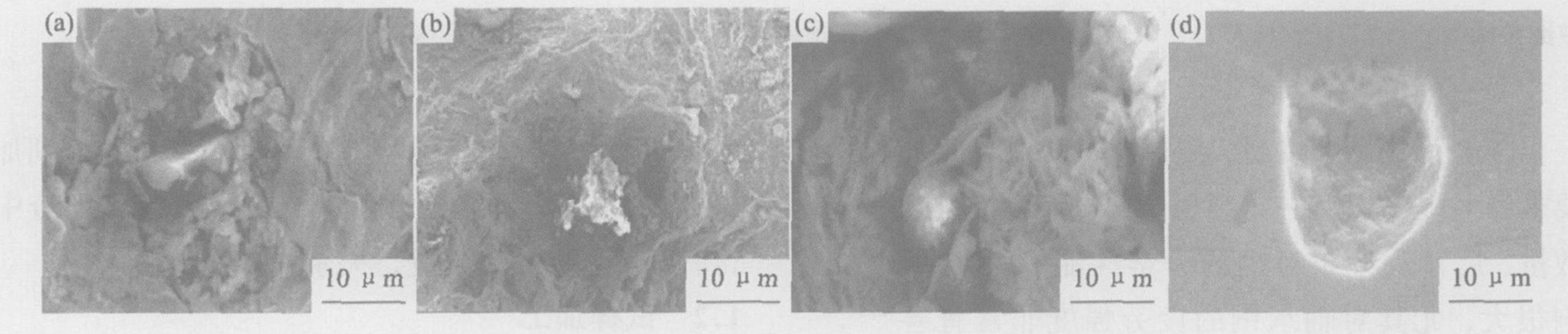
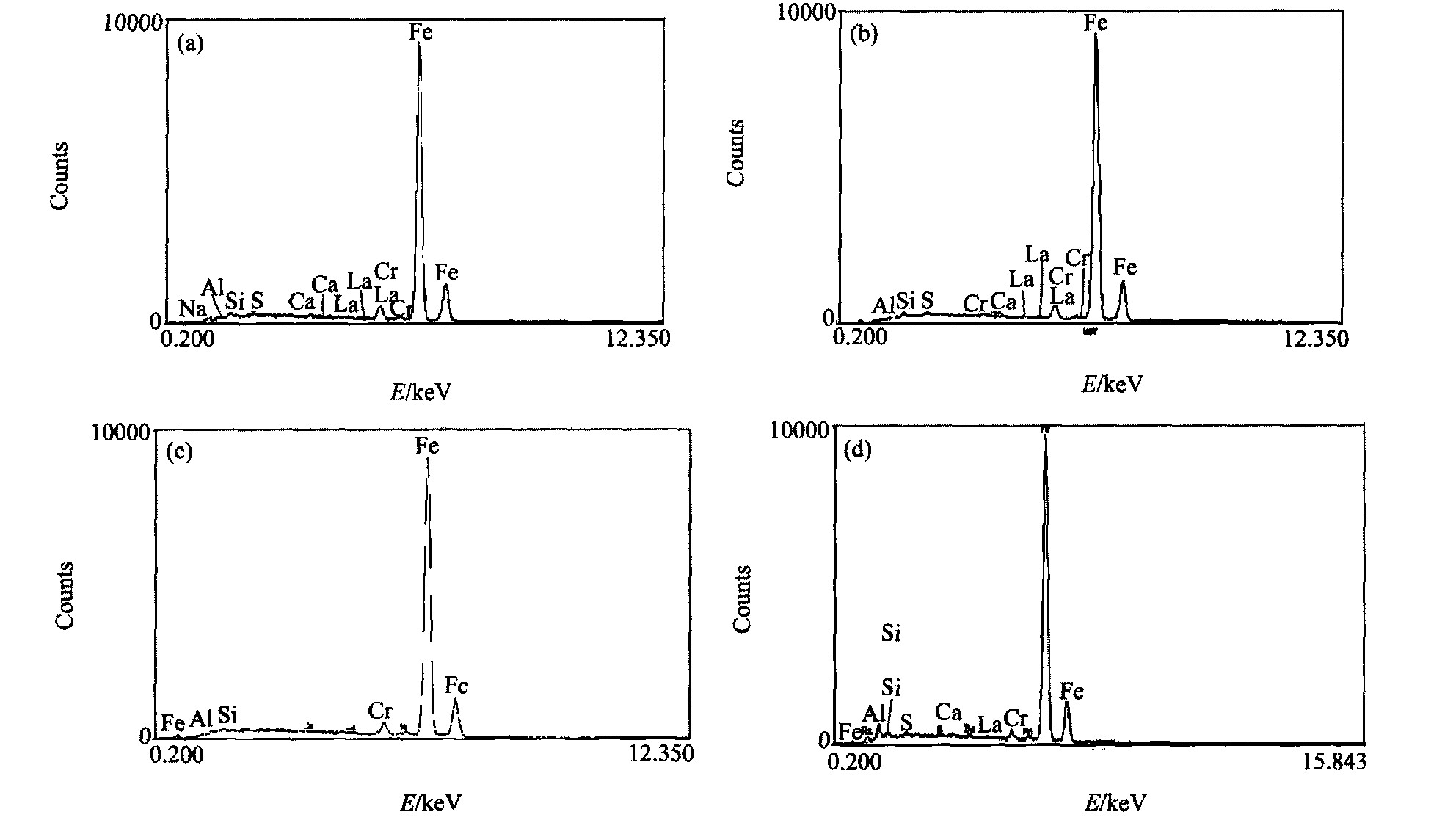
: a类铬钙酸盐夹杂 (群落状含Si, Al, Ca, S的铬的复合氧化物) 、 b类铬硅酸盐夹杂 (球形含Si, Al, Ca, S的铬的复合氧化物) 、 c类铬锰酸盐夹杂、 d类Al2 O3 夹杂形貌 (含Si, Al, Mn的铬的复合氧化物) 、 e 类硫化钙夹杂。 其形貌和能谱分析结果如图2, 3和表2所示。
2.2 SS400显微夹杂的形貌及组成
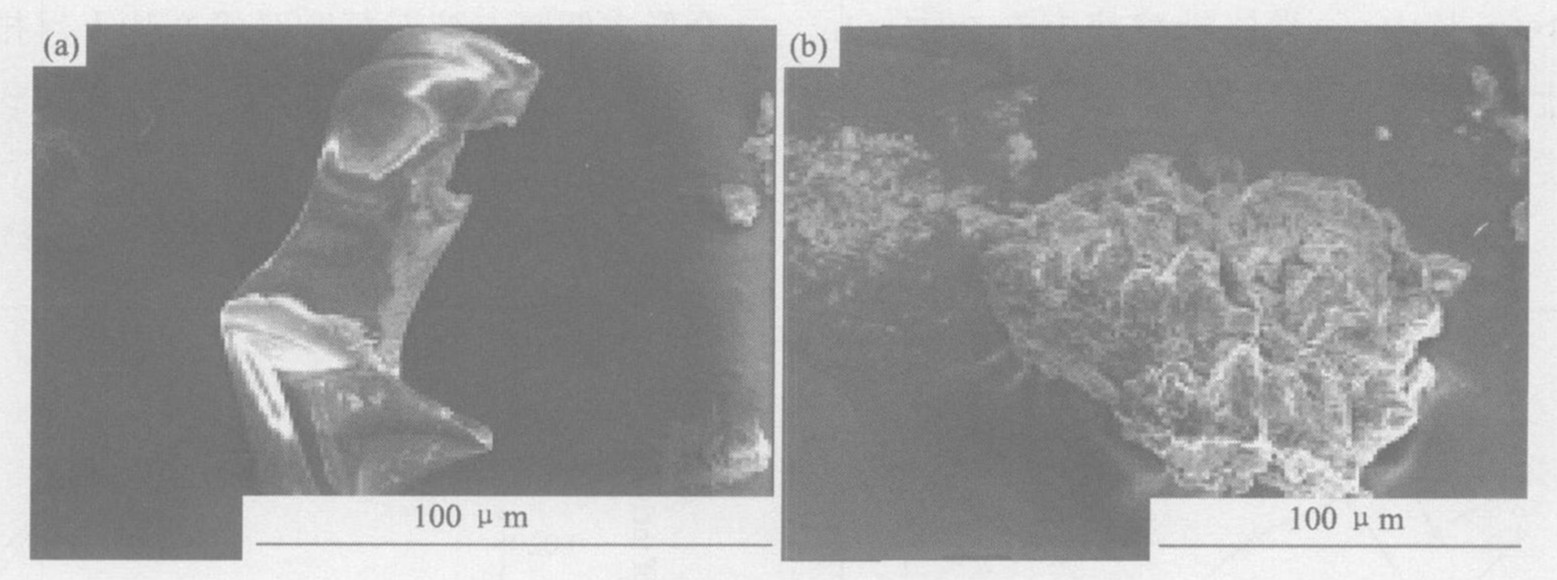
铸坯中主要检测出两类显微夹杂物: f类氧化铝夹杂和g类钙铝酸盐夹杂。 其中, 钙铝酸盐夹杂物从形貌上可分为两种, 显微镜下夹杂物基体有发亮区域, 从而构成3CaO・Al2 O3 ; 夹杂物基体为均质颜色, 从而构成12CaO・7Al2 O3 。 其形貌和能谱分析结果如图4, 5和表3所示
[12 ]
。
表1 GCr15和SS400金相试样化学成分 (%)
Table 1 Chemical composition of GCr15 and SS400 metallographic sample
Specimens
C
Si
Mn
Cr/Ca
S
P
Ni+Cu
Al/Als
Mo
0.96
0.21
0.29
1.44/-
0.007
0.009
0.026
0.023/-
0.0004
0.20
0.045
0.26
-/0.0017
0.003
0.022
-
0.018/0.016
-
图2 GCr15铸坯中显微夹杂物的形貌
Fig.2 Morphology of micro-inclusions in GCr15 slab
(a) Calcium chromate inclusions; (b) Silicon chromate inclusions; (c) Manganese chromate inclusions; (d) Aluminums oxide inclusions
图3 GCr15铸坯中显微夹杂物能谱图
Fig.3 EDS of micro-inclusions in GCr15 slab
(a) Spectrometric graph of calcium chromate inclusions; (b) Spectrometric graph of silicon chromate inclusions; (c) Spectrometric graph of manganese chromate inclusions; (d) Spectrometric graph of aluminums oxide inclusions
3 体积率分析
体积率法是对各类测量夹杂物粒子的体积和表面积的比值分别进行统计的方法。 本文采用体积率法对金相试样显微夹杂物进行分析。 显微夹杂物的数量、 类型和粒径沿铸坯内弧至外弧厚度方向的分布分别如图6~11所示。
图4 SS400铸坯中显微夹杂物的形貌
Fig.4 Morphology of micro-inclusions in SS400 slab (a) Morphology of aluminums oxide inclusions; (b) Morphology of calcium aluminates inclusions
图5 SS400铸坯中显微夹杂物的能谱图
Fig.5 EDS of micro-inclusions in SS400 slab (a) Spectrometric graph of aluminums oxide inclusions; (b) Spectrometric graph of calcium aluminates inclusions
表2 GCr15铸坯中显微夹杂物能谱分析结果 (%)
Table 2 EDS results of micro-inclusions in GCr15 slab (%)
Al
Si
S
Ca
Cr
Fe
Mn
Ba
La
Na/K
0.21
0.53
0.44
0.62
6.87
90.71
-
-
0.15
0.47/0
0.28
0.41
0.27
0.20
2.76
95.59
-
-
0.49
-
0.45
0.49
-
0.07
2.21
95.92
0.59
-
0.27
-
11.16
0.68
0.19
0.27
1.77
84.62
0.39
0.28
0.34
0.08/0.22
0.11
0.79
41.6
55.64
-
0.85
0.95
-
-
0/0.06
表3 GCr15铸坯中显微夹杂物能谱分析结果 (%)
Table 3 EDS results of micro-inclusions in GCr15 slab
Elements
Mg
Al
Si
S
Ca
Fe
Mn
Ba
La
Ce
Na/K
2 O3 -
28.84
-
-
-
29.91
-
0.35
0.22
-
-
2 O3 -
17.35
0.07
0.47
42.14
6.21
-
-
-
-
-
2 O3 0.83
13.35
0.17
0.37
19.46
32.39
0.24
-
-
-
0.07/0.07
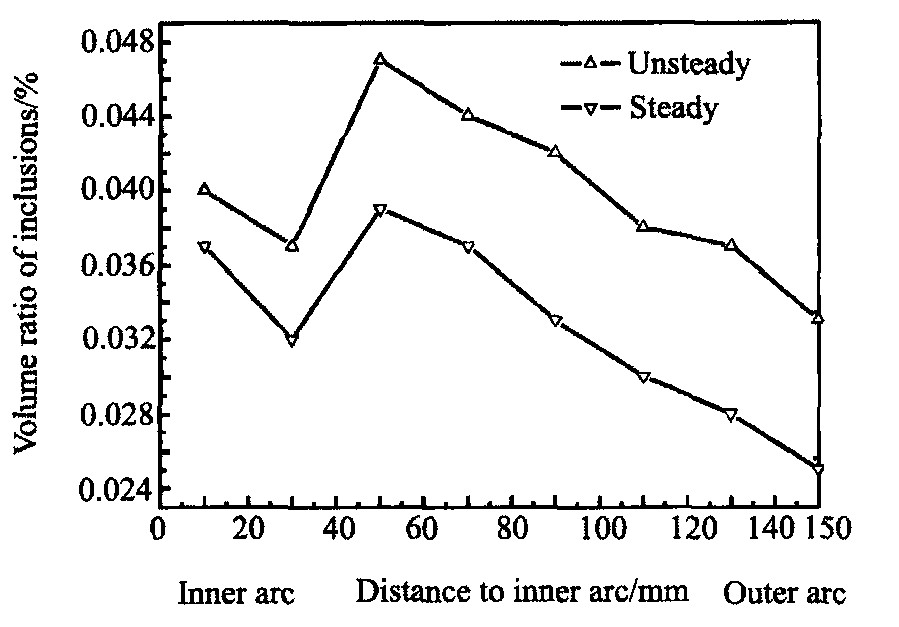
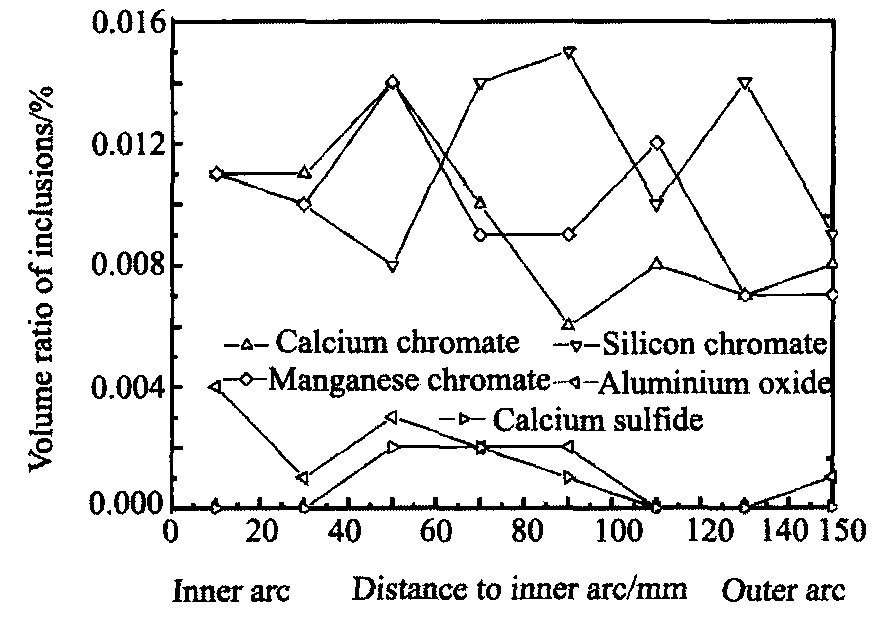
由图6, 7, GCr15轴承钢连铸坯显微夹杂总体积率为0.03%, 其中: a类铬钙酸盐夹杂28%, b类铬硅酸盐夹杂33.5%, c 类铬锰酸盐夹杂32.5%, d 类Al2 O3 夹杂4.6%, 而e类硫化钙夹杂不足1.4%。 显微夹杂主要为a, b, c 3类, 均多为脱氧产物。 其中a, b类占61.5%, 化学成分接近, 区别主要在于Cr和Ca质量分数的差异及示踪元素种类的区别。 c类占32.5%, 该类夹杂含Mn较高, 但未达到锰硅比的合理范围, 在脱氧过程中仍未完全形成低熔点液态复合脱氧产物上浮排除。 d类占4.6%, 主要为Al2 O3 夹杂, 以块状形式独立存在, 多为<5 μm的夹杂。 e类硫化物夹杂含量极低且粒径小, 说明当前工艺硫对轴承钢质量影响很小。
图6 夹杂物总量平均值统计 (GCr15)
Fig.6 Mean value statistic of total inclusions
图7 不同类型夹杂物平均值统计 (GCr15)
Fig.7 Mean value statistic of different typical inclusions
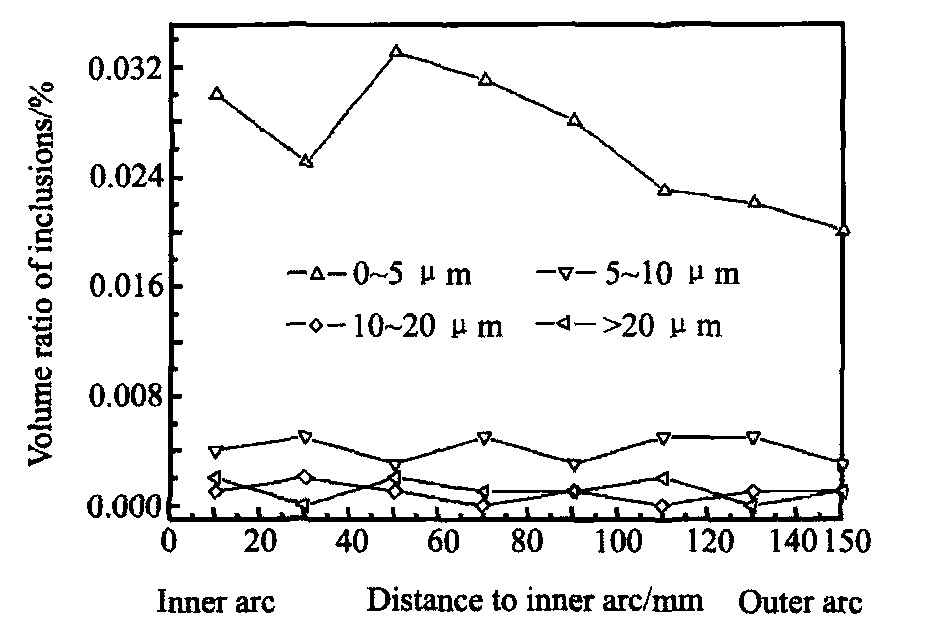
图8 不同粒径夹杂物平均值统计 (GCr15)
Fig.8 Mean value statistic of different grain sizes
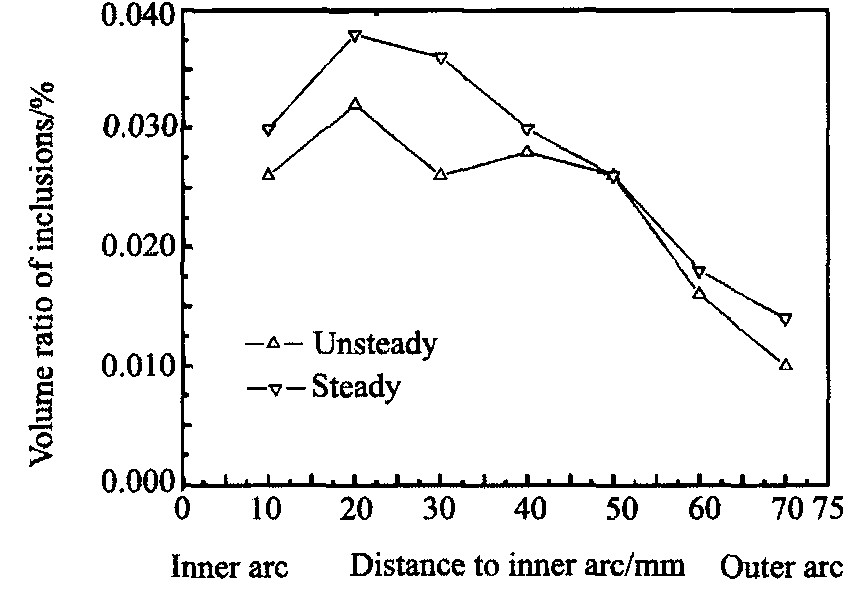
图9 夹杂物总量平均值统计 (SS400)
Fig.9 Mean value statistic of total inclusions
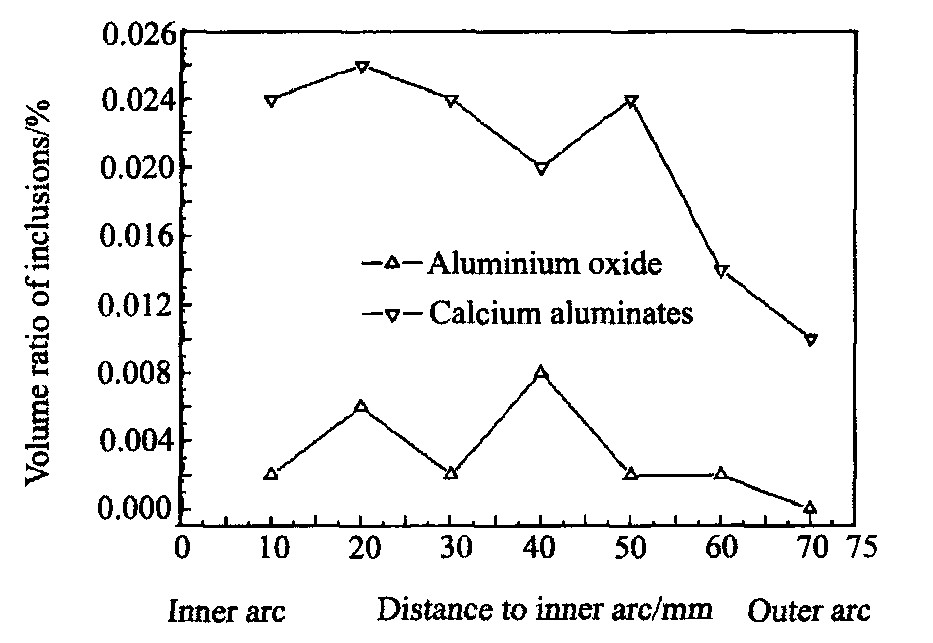
图10 不同类型夹杂物平均值统计 (SS400)
Fig.10 Mean value statistic of different typical inclusions
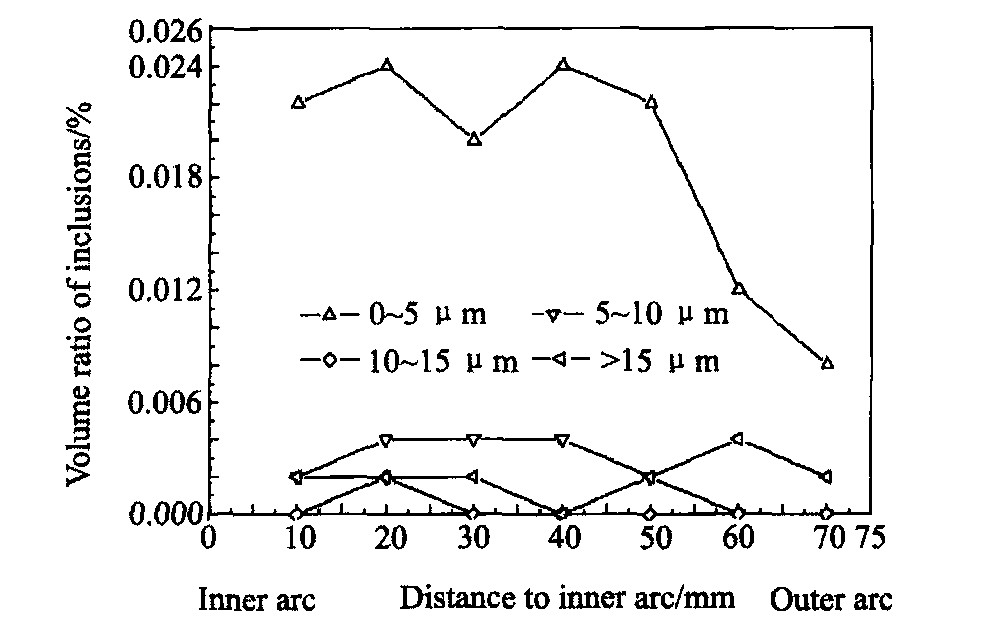
图11 不同粒径夹杂物平均值统计 (SS400)
Fig.11 Mean value statistic of different grain sizes
由图8, 11, 铸坯中显微夹杂粒径较小。 GCr15轴承钢连铸坯中, 0~5 μm夹杂占约91.5%以上, 5~10 μm占约7.5%, 而>10 μm夹杂不足1%; SS400中碳钢板坯中, 0~5 μm夹杂占约86%以上, 5~10 μm占约9.5%, 而>10 μm夹杂不足4.5%。 显微夹杂在铸坯内外弧上的分布趋势为铸坯内弧夹杂物含量较高, 且在距内弧的1/5~3/5处出现夹杂物聚集区, 形成这种分布主要是0~5 μm夹杂的分布所致。 说明>5 μm夹杂物在经过优化的钢包流场、 中间包流场、 大半径连铸机且具有电磁搅拌功能的结晶器中能够较好的上浮, 而0~5 μm夹杂上浮不充分
[13 ]
。
由图9, 10, SS400连铸坯显微夹杂总体积率为0.025%, 各类夹杂比例为: f类Al2 O3 夹杂占14.37%, g类钙铝酸盐夹杂占85.63%, 其中, 3CaO・Al2 O3 类夹杂占23.46%, 12CaO・7Al2 O3 类夹杂占62.17%。 g类夹杂的分布特点决定了SS400铸坯中夹杂的分布趋势。 GCr15轴承钢显微夹杂中, 含示踪元素La的夹杂物占总测试数的98.15%; 含Na和K的占总测试数的31.5%; 含Ba的占总测试数的5.57%。 含2种以上示踪元素的显微夹杂占总测试数的32.9%。 说明有1/3的显微夹杂物在钢液中相互碰撞聚集长大
[14 ]
。
SS400板坯显微夹杂中, 含示踪元素La的夹杂物占总测试数14.57%; 含Na和K的占总测试数67.47%; 含Ba的占总测试数15.13%。 含2种以上示踪元素的显微夹杂占总测试数81.74%, 说明大多数显微夹杂物来源广泛并在钢液中相互碰撞、 聚集、 吸附长大。
两种铸坯显微夹杂试样中均没有检测到示踪元素Ce, 表明中包耐火材料、 中包捣打料对钢质量影响很小。
4 结 论
1. 在现行工艺条件下, SS400连铸板坯显微夹杂物体积率平均为0.025%, GCr15轴承钢显微夹杂物体积率平均为0.03%, 达到了较高的洁净度水平。
2. 铸坯中显微夹杂粒径较小。 GCr15轴承钢连铸坯中, 0~5 μm的夹杂占约91.5%以上, 5~10 μm则占约7.5%, 而大于10 μm的夹杂则很少不足1%; SS400中碳钢板坯中, 0~5 μm的夹杂占约86%以上, 5~10 μm占约9.5%, 而>10 μm的夹杂不足4.5%。 铸坯显微夹杂的分布特点主要有0~5 μm的夹杂决定。 >5 μm夹杂物在经过优化的钢包流场、 中间包流场、 大半径连铸机且具有电磁搅拌功能的结晶器中能够较好的上浮去除, 显著地提高了钢的洁净度。
3. SS400板坯夹杂物中, Al2 O3 夹杂占14.37%、 钙铝酸盐夹杂占85.63%, 其中, 3CaO・Al2 O3 类夹杂占23.46%, 12CaO・7Al2 O3 类夹杂占62.17%。
4. 金相试样显微夹杂成分复杂且几乎全部含示踪元素, 说明非金属显微夹杂并不是通过单一渣子形成的, 而是通过多种熔渣不断聚集、 吸附、 碰撞而成。 其中, 中间包覆盖剂、 结晶器保护渣、 钢包渣对夹杂物的影响逐渐减小。
参考文献
[1] Kiedssling R.Non-Metallic Inclusionin Steel[M].London:Met.Soc., 1978.
[2] Murakami Y, Kodama S, Konuma S.Basic fatigue mechanismandevaluation of correlation between the fatigue fracture stress and thesize and location of non-metallic inclusions[J].Int.J.Fatigue, 1989, 11 (5) :296.
[3] 杨建虹.轴承钢洁净度对轴承疲劳寿命的影响[J].轴承, 2001, (9) :28.
[4] Lund T, Akesson J.Effect of Steel Manufacturing Processes ontheQuality of Bearing Steels[M].Philadelphia:ASTM, 1988.308.
[5] 沈桂琴.光学金相技术[M].北京:国防工业出版社, 1983.161.
[6] Yoshiyuki K, Tsutomu M.Recent bearing improvements in steelcleanlinessin high carbon chromium[J].ISIJ International, 1996, 36 (6) :89.
[7] Kaufmann B.Separation of nonmetallic particles intundishes[J].Steel Research, 1993, 64 (4) :203.
[8] Seiji Nishi, et al.Melting of Clean Maraging Steel by VacuumIn-duction Method[R].R&D Kobe Steel Report, 1989.
[9] 戴云阁.连铸坯中的非金属夹杂物[J].钢铁钒钛, 1997, (9) :34.
[10] 张德堂.钢中非金属夹杂鉴别[M].北京:国防工业出版社, 1991.
[11] 田白玉.钢中非金属夹杂物及其金相鉴别[J].机械产品与科技, 2004, (4) :31.
[12] 徐超, 李国栋, 王利刚.La0.8Ce0.2 (Fe1-xCox) 10.5Si2.5金属间化合物晶体结构和磁熵变特性研究[J].稀有金属, 2005, 29 (6) :927.
[13] 郭广思, 王广太, 隋智通.Ca-La2O3-Ni体系反应的动力学研究[J].稀有金属, 2005, 29 (6) :934.
[14] 周凌.Ti-Cr合金中片状相表面浮突的研究[J].稀有金属, 2002, 26 (1) :1.