ОДХВұаәЕЈә1004-0609(2007)12-1928-08
ФІРОј·С№јю¶аөАҙОөИНЁөАНдҪЗј·С№ұдРО»ъАн
РмКзІЁ1Ј¬ХЕ№ъБј2Ј¬ИО№ъіЙ1Ј¬НхЦҫёХ1
(1. ЙҪ¶«ҪЁЦюҙуС§ ІДБПҝЖС§Ул№ӨіМС§ФәЈ¬јГДП 250101Ј»
2. ЙҪ¶«КЎҝЖјјЗйұЁРЕПўСРҫҝЛщЈ¬јГДП 250100)
ХӘ ТӘЈәІЙУГКэЦөДЈДвәНКөСйСРҫҝ·Ҫ·Ё·ЦОцФІРОҙҝВБј·С№јю¶аөАҙОөИНЁөАНдҪЗј·С№№ӨТХЈ¬·ўПЦөҘөАҙОј·С№»сөГөДј·С№јюөДұдРО·ЦІјСШј·С№јюЦРРДәбҪШГжКъЦұ·ҪПтұдРО·ЦІјІ»ҫщФИЎЈНЁ№эҪЪөгУіЙд·ЁКөПЦёч№ӨТХВ·ПЯөД¶аөАҙОј·С№Ј¬І»Н¬өД№ӨТХВ·ПЯ¶ФУҰөД¶аөАҙОј·С№ұдРО·ЦІјҫЯУРГчПФІоТмЎЈ¶аөАҙОј·С№әуҫ§БЈөГөҪПФЦшПё»ҜЈ¬ұдРОәуҫ§БЈҪб№№ҪПј·С№З°өДНЛ»рөИЦбҫ§БЈҙуОӘІ»Н¬Ј¬¶шЗТёч№ӨТХВ·ПЯөДҫ§ҪзИЎПтТІёчІ»ПаН¬Ј¬ЖдЦРРэЧӘ90?ј·С№ДЬ№»»сөГҙуҪЗ¶Иҫ§Ҫз·ЦІјөДөИЦбҫ§БЈКФСщЈ¬КөСйҪб№ыУлУРПЮФӘ·ЦОцҪб№ыК®·ЦОЗәПЎЈ
№ШјьҙКЈәөИНЁөАНдҪЗј·С№Ј»і¬Пёҫ§БЈЈ»УРПЮФӘ·ЦОцЈ»өИЦбҫ§БЈЈ»№ӨТХВ·ПЯ
ЦРНј·ЦАаәЕЈәTG 376ЎЎЎЎ ОДПЧұкК¶ВлЈәA
Deformation mechanism of
multi-pass equal channel angular extrusion for round-workpieces
XU Shu-bo1, ZHANG Guo-liang2, REN Guo-cheng1, WANG Zhi-gang2
(1. School of Materials Science and Engineering, Shandong Jianzhu University, JiЎҜnan 250101, China;
2. Shandong Institute of Science and Technology Information, JiЎҜnan 250100, China)
Abstract: Multi-pass equal channel angular extrusion (ECAE) processes for round workpieces were investigated by using numerical simulations and experimental studies. The single-pass ECAE is a non-uniform shear deformation process in the cross-section of the workpiece. The different processing routes for equal round channel angular pressing process were conducted by using node mapping method in multi-pass pressing. The effective strain distributions of different processing routes are obviously different. The grains in the workpiece are refined obviously after multi-pass extrusion. The microstructures of the processed workpieces are different from the equiaxed grains of the annealing initial workpiece. And the microstructure evolution of the workpiece can be changed via different processing routes. The route with turning angle of 90? can get a distribution of high angle grain boundaries in the workpiece. In addition, the experimental results are in agreement with the finite element analysis results. The microstructure evolutions of grain refinement mechanisms for different multi-pass ECAE processing routes accord with the accumulated effective strain rules in the workpiece.
Key words: equal channel angular extrusion; ultra-fine grains; finite element analysis; equiaxed grains; processing route
ІДБПөДДЪФЪОў№ЫҪб№№¶ФНвФЪәк№ЫМШРФҫЯУРЦШТӘУ°ПмЈ¬ІДБПҫ§БЈЖҪҫщіЯҙзФҪРЎЖдЗь·юЗҝ¶ИәНУІ¶ИФҪёЯ[1]ЎЈТтҙЛЈ¬С°ЗуҝЙУРР§Пё»Ҝҫ§БЈөД№ӨТХ¶ФУЪҝӘ·ўБҰС§РФДЬУЕФҪөДІДБПҫЯУРЦШТӘөД№ӨТөУҰУГЗ°ҫ°ЎЈSegalөИ[2]УЪ20КАјН70ДкҙъД©МбіцөДөИНЁөАНдҪЗј·С№(Equal Channel Angular ExtrusionЈ¬ECAE)№эіМҫЯУР№ӨТХјтөҘЈ¬ЙъІъіЙұҫөНөИПФЦшУЕөгЈ¬ЗТёГ№ӨТХДЬ»сөГОЮКиЛЙҝЧ¶ҙөДҝйМеі¬Пёҫ§ІДБПЈ¬УРР§ұЬГвБЛІРБфҝЧП¶¶ФІДБПІъЙъөДІ»БјУ°Пм[3-6]ЎЈҝйМеі¬Пёҫ§БЈІДБПҫЯУРәЬ¶аУлЦЪІ»Н¬өДМШРФЈ¬ҝЙЧці¬ёЯЗҝ¶ИІДБПәНі¬ЛЬРФІДБПөИ[7-9]ЎЈ
ECAE№ӨТХөДҫ§БЈПё»Ҝ»ъАнФЪУЪНЁ№эҫзБТЛЬРФұдРОК№ј·С№јюАЫ»эөҪЧг№»УҰұдТФҙпөҪҫ§БЈПё»ҜЎЈДҝЗ°Хл¶ФECAEұдРО»ъАнөДКэЦөДЈДв¶аОӘ·ҪРОјю[10-12]Ј¬IwahashiөИ[10]ФЪКөСйЧЬҪбөД»щҙЎЙПНЁ№эјёәО№ШПөНЖөјөГіцECAEАЫ»эөИР§УҰұдҝЙ°ҙПВКҪјЖЛгЈә

ЛдИ»·ҪРОјюФЪКөСй№эіМЦРҝЙТФ·ҪұгөШРэЧӘПаУҰҪЗ¶ИЧјИ·КөПЦёч№ӨТХВ·ПЯј·С№Ј¬Н¬КұҝЙТФјт»ҜОӘЖҪГжұдРООКМв[7]ұгУЪЗуҪвЈ¬ө«КЗЙПКц№«КҪјЖЛгҪб№ыЦ»КЗұдРОәуөДЖҪҫщЦөЈ¬¶шЗТІ»ҝјВЗДҰІБЈ¬јЖЛгҪб№ыУлКөјКҪб№ыУРәЬҙуІоҫаЎЈФЪ№ӨТөУҰУГЦРТФ°фБПРОКҪҙжФЪөДІДБПҪП¶аЈ¬ТтҙЛЈ¬»сөГФІРОјюј·С№№эіМұдРО»ъАнН¬СщЦШТӘЎЈФІРОНЁөАECAE№ӨТХОӘИэО¬ұдРООКМвЈ¬Ждј·С№№эіМұдРО»ъАнІ»Н¬УЪ·ҪРОјюЈ¬Н¬КұФІРОјюФЪЦрҙОј·С№№эіМЦРРиПаУҰРэЧӘ90?өДТӘЗуЙжј°ҝХјдЧӘ»»Ј¬НЁ№э¶юО¬УРПЮФӘ·ЦОцІ»ДЬёшіц¶аөАҙОј·С№јюөДұдРО·ЦІјј°ҫщФИіМ¶ИЎЈ
ЛдИ»СРҫҝECAE№ӨТХөДУР№ШұЁөАҪП¶а[6-9]Ј¬ө«¶ФФІРОНЁөАECAE№ӨТХөДұдРО»ъАнСРҫҝБмУтҙу¶јҙУҪрКфҫ§МеС§өДҪЗ¶ИҪшРР·ЦОц[13]ЎЈКөјщЦӨГчІЙУГКөСйСРҫҝУлКэЦөДЈДвПаҪбәПөД·Ҫ·ЁДЬ№»ёьУРР§өШ»сөГј·С№№эіМұдРО»ъАнЈ¬ДҝЗ°№ъјКЙПІЙУГИэО¬УРПЮФӘ·ЦОцФІРОНЁөАECAEұдРО»ъАнөД№ӨЧчёХёХЖрІҪ[14]ЎЈТтҙЛЈ¬ұҫОДЧчХЯФЪҙуБҝИэО¬УРПЮФӘДЈДв·ЦОцөД»щҙЎЙПЈ¬НЁ№эәк№ЫұдРОСРҫҝәНОў№ЫЧйЦҜ№ЫІвЈ¬·ЦОцФІРОј·С№јюҫ§БЈПё»ҜөД№эіМЈ¬ҙУ¶ш»сөГФЪј·С№№эіМЦРҫ§БЈПё»ҜЎўҫ§ҪзИЎПтУЕ»ҜөДҫЯМеСЭ»Ҝ№жВЙЈ¬МбіцБЛёьОӘҪУҪьФІРОј·С№јюөДКөјКұдРОЗйҝцөДҫ§БЈЧйЦҜПё»Ҝ»ъАнЎЈ
1 ¶аөАҙОј·С№УРПЮФӘДЈРНУлҪЪөгУіЙд·Ё
Нј1ЛщКҫОӘФІРОјюECAE№ӨТХКҫТвНјЎЈОӘБЛәуРш·ЦОцөД·ҪұгЈ¬ёщҫЭұдРОәуј·С№№эіМөДјёәОМШХчҪЁБўXYZИэО¬ЧшұкПөЈ¬ј·іцәуөДј·С№јюЦбПтОӘXЦбЈ¬ј·іцәуөДј·С№јюәбПтОӘYЦб(ҙ№ЦұУЪXZЧшұкЖҪГж)Ј¬іеН·өДПВС№·ҪПтОӘZЦбЎЈECAE№ӨТХҪ«ј·С№јюНЁ№э2ёцөИФІРОәбҪШГжПаҪ»№ЬөАөДДЈҫЯ·ҙёҙј·іц¶шПё»Ҝҫ§БЈЈ¬ИзНј1 ЛщКҫЈ¬2ёц№ЬөАөДҪ»ҪЗҰөіЖОӘДЈҫЯ№ХҪЗЈ¬№ХҪЗҙҰФІ»ЎЛщ¶ФУҰөДФІРДҪЗҰ·іЖОӘДЈҫЯФІРДҪЗЈ¬Ұ·ҙУ0?өҪ(180?-Ұө)Ц®јдұд»ҜЎЈ
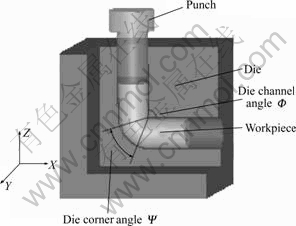
Нј1 ФІРОј·С№јюECAE№ӨТХКҫТвНј
Fig.1 Schematic diagram of ECAE die for round-workpiece
1.1 ИэО¬УРПЮФӘДЈРН
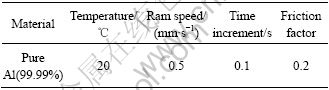
ІЙУГЛЬРФіЙРОУРПЮФӘИнјюDEFORMTM¶ФФІРОНЁөАECAE№ӨТХҪшРРБЛҙуБҝКэЦөДЈДвЈ¬Нј2ЛщКҫОӘФІРОНЁөАECAE№ӨТХөДУРПЮФӘДЈРНЎЈјЩЙиДЈҫЯОӘёХРФЈ¬ј·С№јюКЗЦұҫ¶ОӘ15 mmЈ¬іӨ¶ИОӘ80 mmөДФІ°фБПЈ¬НшёсҪЪөгОӘ1 110ёцЈ¬өҘФӘКэОӘ4 183ёцЎЈјЩЙиІДБПОӘёХЛЬРФЈ¬ФЪіЈОВПВ·ыәПУҰБҰУҰұд№ШПө Ј¬ЖдЦРЈ¬
Ј¬ЖдЦРЈ¬ ОӘөИР§УҰБҰЈ¬
ОӘөИР§УҰБҰЈ¬ ОӘөИР§Зҝ¶ИЈ¬Зҝ¶ИПөКэC=170 MPaЈ¬УҰұдЦёКэn=0.24Ј¬ЖдЛьДЈДвІОКэИзұн1ЛщКҫ[15]ЎЈ
ОӘөИР§Зҝ¶ИЈ¬Зҝ¶ИПөКэC=170 MPaЈ¬УҰұдЦёКэn=0.24Ј¬ЖдЛьДЈДвІОКэИзұн1ЛщКҫ[15]ЎЈ
ұн1 ФІРОНЁөАј·С№№ӨТХКэЦөДЈДвІОКэ
Table 1 Parameters for simulation of round-section channel extrusion process
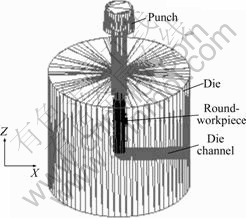
Нј2 өИФІРОҪШГжНЁөАНдҪЗј·С№ДЈДвУРПЮФӘДЈРН
Fig.2 Finite element model for simulation of round-section channel ECAE
1.2 ҪЪөгУіЙд·ЁУл¶аөАҙОј·С№№ӨТХВ·ПЯ
¶аөАҙОј·С№јюҫ§БЈПё»ҜұдРОҫщФИіМ¶ИТ»ЦұКЗECAE№ӨТХСРҫҝөДИИөг·ҪПтЦ®Т»Ј¬НЁ№эёДұдДЈҫЯРНЗ»ОӘSРНҝЙҪЁБўУРПЮФӘДЈРН[12]Ј¬ө«ДЈҫЯ№ХҪЗОӘ90?КұЈ¬SРН№ӨТХ»сөГј·С№јюПаөұА§ДСЈ¬ЗТёГ№ӨТХұдРО»ъАнІ»Н¬УЪ¶аөАҙОј·С№ЎЈІЙУГҪЪөгУіЙд·ЁҝЙКөПЦ¶аөАҙОECAE№эіМУРПЮФӘДЈДвЈ¬Жд№ШјьјјКхКЗҪ«З°Т»ҙОј·С№»сөГөДУлұдРОАъК·УР№ШөДіЎұдБҝНЁ№эҪЪөгУіЙд·Ёҙ«өЭөҪПВТ»ҙОј·С№[15]ЎЈНј3ЛщКҫОӘҪЪөгУіЙдКҫТвНјЎЈНј3(a)ЛщКҫОӘФЪЗ°Т»ҙОј·С№ЦХБЛКұј·С№јюёчҪЪөгО»ЦГЈ¬Нј3(b)ЛщКҫОӘПВТ»ҙОј·С№іхКјКұј·С№јюёчҪЪөгО»ЦГЎЈНЁ№эҪЪөгУіЙдҪ«Нј3(a)ҙҰёчҪЪөгөИР§УҰұдЧјИ·УіЙдөҪНј3(b)ҙҰёчҪЪөгЈ¬Из№ыЗ°Т»ҙОј·іцјюНшёсТСЦШРВ»®·ЦЈ¬ұШРл¶ФНј3(a)ҙҰёчҪЪөгөИР§УҰұдҪшРРІеЦөФЛЛгЈ¬И»әуФЩУіЙдөҪНј3(b)ҙҰПаУҰёчҪЪөгЎЈ
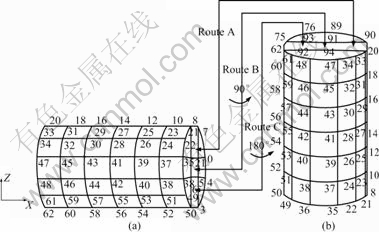
Нј3 ҪЪөгУіЙдКҫТвНј
Fig.3 Schematic illustration of node mapping method
ФЪ¶аөАҙОј·С№№эіМЦРЈ¬ёщҫЭј·С№јюФЪДЈҫЯЦРЦрҙОј·С№·ЕЦГ·ҪО»өДІ»Н¬Ј¬ЦчТӘУР3ЦЦј·С№№ӨТХВ·ПЯЈәВ·ПЯAЈ¬ј·С№јюФЪЦрҙОј·С№№эіМЦРТ»Цұ°ҙН¬Т»·ҪО»ј·С№Ј»В·ПЯBЈ¬ј·С№јюФЪЦрҙОј·С№№эіМЦРЛіҙОРэЧӘ90?·ҪО»ј·С№Ј»В·ПЯCЈ¬ј·С№јюФЪЦрҙОј·С№№эіМЦРЛіҙОРэЧӘ180?·ҪО»ј·С№ЎЈ¶аөАҙОј·С№№эіМФӨКөПЦёч№ӨТХВ·ПЯөДКэЦөДЈДвЈ¬¶ФУЪВ·ПЯAҝЙЦұҪУІЙУГҪЪөгУіЙд·ЁКөПЦЈ¬УЙУЪВ·ПЯBәНCЙжј°ј·С№јюРэЧӘҪЗ¶ИЈ¬ҝЙФЪҪЪөгУіЙдәуЈ¬°ҙёч№ӨТХВ·ПЯТӘЗуөДҪЗ¶ИК№ј·С№јюДЈРНИЖЙПДЈЦбПт·ҪПтРэЧӘёчВ·ПЯөД¶ФУҰҪЗ¶ИЈ¬КөПЦёч№ӨТХВ·ПЯөД¶аөАҙОј·С№Б¬РшДЈДвЎЈ
1.3 ј·С№ұдРО·ЦОц·Ҫ·Ё
ёщҫЭј·С№№эіМөДјёәОМШХчЈ¬Нј4ЛщКҫОӘECAEј·С№№эіМЦРҙУј·С№јюҪШИЎөДҪШГжКҫТвНјЎЈУы»сөГј·С№јюұдРО№эіМёчіЎБҝСЭ»Ҝ№жВЙЈ¬ҝЙИЎДЈДвіхКјКұј·С№јю1-1ҙҰСШXЦбёә·ҪПтЙПa~e 5өгҪшРР·ЦОцЈ»Уы»сөГј·С№јюЦчТӘұдРОЗшёчіЎБҝ·ЦІј№жВЙЈ¬ҝЙСШј·іцјюЦчТӘұдРОЗшZЦбёә·ҪПтҪШИЎ2-2ҪШГжҪшРР·ЦОцЎЈ
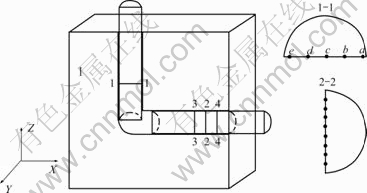
Нј4 ECAEј·С№ДЈДв№эіМј·С№јюҪШИЎҪШГжКҫТвНј
Fig.4 Cross-section setting on workpieces during simulated ECAE process
2 КэЦөДЈДв
2.1 өҘөАҙОј·С№УРПЮФӘ·ЦОц
НЁ№эУРПЮФӘ·ЦОцБЛECAE№ӨТХЈ¬ёГ№ӨТХОӘИэО¬ұдРОЈ¬ТтҙЛұШРлБЛҪвј·С№јюФЪёчЧшұкЖҪГжөДұдРО·ЦІјЎЈНј5ёшіцБЛДЈҫЯ№ХҪЗОӘ90?Ј¬ФІРДҪЗ°лҫ¶r=7.5 mmКұЈ¬ј·іцјю¶ФУҰXYәНXZәНYZёчЧшұкЖҪГжЙПөДөИР§УҰұд·ЦІјЎЈҝЙТФҝҙіцЈ¬ұдРО№эіМ·ЦОӘ3Іҝ·ЦЈәБПН·Іҝ·ЦЈ¬ЧоПИј·іцЈ¬ұдРО·ЦІјј«І»ҫщФИЈ¬УҰұд·ЦІјМЭ¶ИҙуЈ»ЦчТӘұдРОІҝ·ЦЈ¬ФјХјј·С№јюіӨ¶ИөД3/4Ј¬СШј·С№№ЬөА·ҪПтУҰұд·ЦІјҫщФИЈ¬СШ№ЬөАҪШГжҙ№Цұ·ҪПтЈ¬ҝҝҪьј·С№јюЙПұнГжІҝ·ЦҪрКфөИР§УҰұдҪПҙуЈ¬ФјОӘ1.08Ј¬УҰұд·ЦІјіКПЯРФөЭјхЦБј·С№јюЦРСлЈ¬ҙпөҪҪПРЎЦө0.815Ј¬ЛжәуөЭјхЗчКЖјх»әҙпөҪЧоРЎЦө0.616Ј¬ЧоЦХФЪҝҝҪьПВұнГжҪрКфІҝ·ЦВФУР»ШЙэЈ»БПОІІҝ·ЦЈ¬јҙХэҙҰУЪұдРОІҝ·ЦЈ¬ұдРОІ»НкИ«Ј¬Из№ыКөПЦј·С№јюөДБ¬Ршј·іцЈ¬ФтІ»ҙжФЪБПОІІҝ·ЦЈ¬ТтҙЛҝЙТФәцВФІ»јЖЎЈ
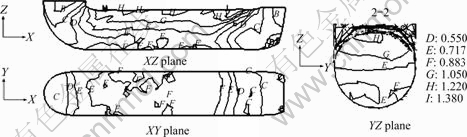
Нј5 ј·С№јю¶ФУҰёчЧшұкЖҪГжЙПөДөИР§УҰұдөИЦөПЯ·ЦІј
Fig.5 Effective strain distribution in workpiece of different coordinate planes
Нј6ЛщКҫОӘј·С№јюФЪј·С№ИлҝЪ1-1ҙҰҪШГжСЎИЎaЎўbЎўcЎўdәНe№І5өгҙҰөИР§УҰұдЛжКұјдөДұд»ҜЗъПЯЎЈУЙНјҝЙЦӘёчЗъПЯөИР§УҰұдұд»Ҝ·ЦОӘ2ёцҪЧ¶ОЈ¬јҙECAEұдРОІҝ·ЦәНECAEОИ¶Ёј·іцІҝ·ЦЎЈёчөгНЁ№эДЈҫЯ№ХҪЗәуЖдөИР§УҰұдұд»ҜҪПОИ¶ЁЈ¬Ц»іКПЦ»әВэөДЙПЙэЗчКЖЈ¬ЖдЦРј·С№јюБчҫӯДЪ№ХҪЗҙҰҪрКф»сөГөДөИР§УҰұдМЭ¶ИҪПёЯЈ¬¶шҝҝҪьНв№ХҪЗТФј°ЦРСлІҝ·ЦҪрКфөДөИР§УҰұд·ЦІјұИҪПҫщФИЎЈНј7ЛщКҫОӘј·С№јюЦчТӘұдРОЗшСЎИЎөД2-2Ўў3-3әН4-4ҙҰҪШГжҪшРР·ЦОц»сөГөДөИР§УҰұд·ЦІјЗъПЯЎЈҝЙЦӘЈ¬ёчҪШГжөИР§УҰұд·ЦІј»щұҫұЈіЦІ»ұдЈ¬ЛдИ»ј·С№јюөИР§УҰұдСШZЦбУРТ»¶ЁМЭ¶ИЈ¬ө«КЗСШј·іц·ҪПт»щұҫҫщФИЈ¬ТтҙЛЈ¬ФЪәуРш·ЦОц№эіМЦРҝЙСЎИЎЦчТӘұдРОЗшЦРРД2-2әбҪШГжҪшРР·ЦОцјҙҝЙ»сөГЧоЦХј·іцј·С№јюөДұдРО·ЦІј№жВЙЎЈ
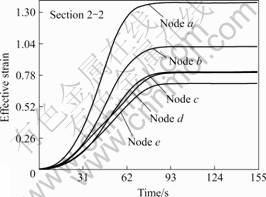
Нј6 ДЈҫЯ№ХҪЗОӘ90?Ўўr=7.5 mmКұЈ¬ј·С№јюј·С№№эіМөИР§УҰұдСЭ»ҜЗъПЯ
Fig.6 Particle tracking result of effective strain in workpieces during ECAE at Ұө=90?, r=7.5 mm
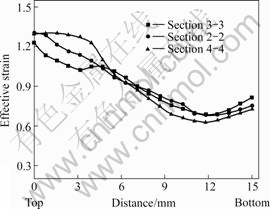
Нј7 ј·С№јюЦчТӘұдРОЗшёчҙҰөДөИР§УҰұд·ЦІј
Fig.7 Effective strain distribution in main deformation zone for processed workpieces
2.2 ¶аөАҙОј·С№УРПЮФӘ·ЦОц
Нј8ЛщКҫОӘДЈҫЯ№ХҪЗ90?КұЈ¬В·ПЯAЎўBәНCҫӯ4өАҙОј·С№әуЦчТӘұдРОЗш2-2ҙҰҪШГжөДөИР§УҰұдөИЦөПЯ·ЦІјЎЈНј8(a)ЛщКҫОӘКЧҙОј·С№»сөГөДөИР§УҰұд·ЦІјЈ¬Нј8(b)~(d)ЛщКҫОӘҫӯ4өАҙОј·С№ә󣬹ӨТХВ·ПЯAЎўBәНC¶ФУҰөДј·С№јюәбҪШГжЙПөДАЫ»эөИР§УҰұд·ЦІјЎЈУЙНј8(a)ҝЙЦӘЈ¬КЧҙОј·С№»сөГөДөИР§УҰұдФЪКъЦұ·ҪПтЙПІ»ҫщФИЎЈУЙНј8(b)ҝЙЦӘВ·ПЯA¶ФУҰј·С№јюЧоҙуөИР§УҰұдУлЧоРЎөИР§УҰұдІоЦөГчПФЈ¬өИР§УҰұд·ЦІјІ»ҫщФИЎЈУЙНј8(c)ҝЙЦӘЈ¬ј·С№јюХыёцәбҪШГжұдРО·ЦІјЗчПтҫщФИЈ¬ЧоҙуөИР§УҰұдОӘ3.91Ј¬ЧоРЎөИР§УҰұдОӘ3.45Ј¬НЁ№э№ӨТХВ·ПЯB 4өАҙОј·С№әујҙҝЙ»сөГұдРОҪПОӘҫщФИөДј·С№јюЎЈУЙНј8(d)ҝЙТФҝҙіцЈ¬өЪ4ҙОј·С№әуВ·ПЯC¶ФУҰөДј·С№јюҪШГжөИР§УҰұд·ЦІјҪПОӘҫщФИЈ¬ЧоҙуөИР§УҰұдОӘ3.95Ј¬ЧоРЎөИР§УҰұдОӘ3.31ЎЈНј9ЛщКҫОӘAЎўBәНC 3ЦЦј·С№№ӨТХВ·ПЯ¶ФУҰ2-2ҙҰәбҪШГжКъЦұ·ҪПтЙПөДАЫ»эөИР§УҰұд·ЦІј№жВЙЎЈҝЙТФҝҙіцЈ¬ёч№ӨТХВ·ПЯНЁ№эЦрҙОј·С№ҫщҝЙАЫ»эЧг№»өДөИР§УҰұдҙУ¶шҙпөҪҫ§БЈПё»ҜЈ¬ө«КЗұИҪП3ЦЦ№ӨТХВ·ПЯ¶ФУҰөИР§УҰұд·ЦІјЗъПЯҝЙЦӘЈ¬№ӨТХВ·ПЯAЦрҙОј·С№өГөҪөДөИР§УҰұд·ЦІјјМіРБЛұдРОІ»ҫщФИөДМШөгЈ»В·ПЯBәНCјёәхҫЯУРПаН¬өДАЫ»эұдРО·ЦІјЈ¬»сөГөДЧоЦХј·С№јюөДөИР§УҰұд·ЦІјҪПҫщФИЈ¬Из№ыҝјВЗј·С№јюХыёцәбҪШГжөДөИР§УҰұд·ЦІјЈ¬ұҫОДЧчХЯИПОӘВ·ПЯBЗъПЯёьОӘЖҪ»¬Ј¬КЗЧоОӘАнПлөДј·С№№ӨТХВ·ПЯЎЈ
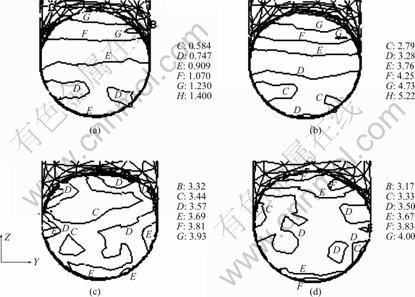
Нј8 №ХҪЗОӘ90?Ўўr=7.5 mmКұІ»Н¬№ӨТХВ·ПЯ¶ФУҰөДөИР§УҰұд·ЦІј
Fig.8 Effective strain contours in cross-section of workpiece for different routes at Ұө=90?, r=7.5 mm: (a) One pass; (b) Four passes of route A; (c) Four passes of route B; (d) Four passes of route C
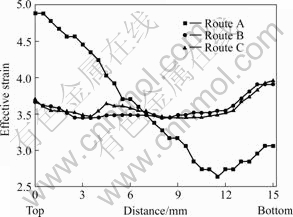
Нј9 ДЈҫЯ№ХҪЗ90?КұВ·ПЯAЎўBәНCҫӯ4ҙОј·С№әуөДөИР§УҰұд·ЦІј№жВЙ
Fig.9 Effective strain distribution of routes A, B and C for four passes at Ұө=90?
ј·С№јюУы»сөГҫщФИөДұдРО·ЦІјұШРлҝјВЗ¶а·ҪГжөДТтЛШЈ¬Т»·ҪГжЈ¬СЎФсУЕ»ҜөДДЈҫЯјёәОРОЧҙәН№ӨТХІОКэЈ»БнТ»·ҪГжЈ¬ФЪ¶аөАҙОј·С№№эіМЦРСЎФсҪПәГөД№ӨТХВ·ПЯК®·ЦЦШТӘЈ¬ө«ұШРлұЈЦӨІ»Н¬өД№ӨТХВ·ПЯ¶ФУҰПаУҰөДј·С№ҙОКэОӘТ»ёцСӯ»·ЎЈ¶ФУЪВ·ПЯAЎўBәНCАҙҪІЈ¬Б¬Рш4ҙОј·С№ҝЙКУОӘТ»ёцј·С№Сӯ»·ЎЈТтҙЛЈ¬ФЪECAEПё»Ҝҫ§БЈ№эіМЦРұШРлЧЫәПЖҪәв»тҝјВЗДЈҫЯјёәОРОЧҙЈ¬№ӨТХІОКэЈ¬№ӨТХВ·ПЯәНј·С№ҙОКэЦ®јдөД№ШПөЈ¬ІЕДЬ»сөГҫ§БЈјёәОіЯҙзҫщФИөДі¬Пёҫ§БЈІДБПЎЈ
3 КөСйСРҫҝ
ОӘБЛ»сөГФӯКјј·С№јюҫ§БЈҙуРЎәН·ЦІјҫщФИіМ¶ИөДУР№ШРЕПўЈ¬КЧПИҪ«КФСщҪшРРЕЧ№вЈ¬ЛжәуУГ10% HCLO4+20%C3H8O3+70% C2H5OHИЬТәөзҪвЕЧ№вЈ¬И»әуФЪ10% HFBO3ИЬТәЦРСфј«ёІДӨҙҰАн4 minЈ¬ЧоәуНЁ№э№вС§ПФОўҫөФЪЖ«Хс№вПВ№ЫІмФӯКјКФСщөДОў№ЫЧйЦҜ·ЦІјЎЈОӘБЛМҪС°ҫ§БЈПё»ҜСЭ»Ҝ»ъАнЈ¬КЧПИСШј·С№јю2-2ҙҰҫӯПЯЗРёојхұЎИЎәс¶ИОӘ0.4 mmөДФІРОұЎЖ¬КФСщЈ¬ФЩҪ«КФСщҫӯ»ъРөјхұЎЦБ50 ҰМmЈ¬ЧоәуІЙУГАлЧУјхұЎЦЖіЙұЎДӨСщЖ·Ј¬ІЙУГНёЙдөзҫө(H-800Ј¬150 kV)ҪшРРДЪІҝҪб№№·ЦОцЎЈ
3.1 ј·С№ІДБПОў№ЫЧйЦҜ·ЦІј
Нј10ЛщКҫОӘНЛ»рәуөД№ӨТөҙҝВБФӯКјКФСщПФОўЧйЦҜХХЖ¬ЎЈУЙНјҝЙТФҝҙіцЈ¬іхКјІДБПөДҫ§БЈҪПКЧҙОј·С№әуөДҫ§БЈҙЦҙуЈ¬ҫ§БЈҫ§ҪзГчПФіКөИЦб·ЦІјЈ¬Ждҫ§БЈіЯҙзҪйУЪ(300ЎА50) ҰМmЦ®јдЈ¬Н¬КұФЪ№ӨТөҙҝВБКФСщЦРҙжФЪЙЩБҝЖдЛьҪрКфәН·ЗҪрКфФУЦКЈ¬УЙУЪ№ӨТөҙҝВБЛЬРФҪПәГЈ¬ҝЙұЈЦӨ¶аөАҙОECAEКөСйЛіАыҪшРРЎЈ
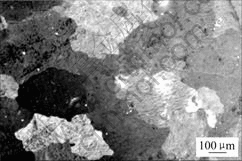
Нј10 №ӨТөҙҝВБФӯКјКФСщ№вС§ПФОўЧйЦҜХХЖ¬
Fig.10 Optical texture in cross section of initial sample for pure aluminium materials
3.2 ¶аөАҙОј·С№Оў№ЫЧйЦҜСЭ»Ҝ
ҫЯУРҫщФИҫ§БЈіЯҙз·ЦІјөДҝйМеі¬Пёҫ§ІДБПФЪУҰУГЦРҫЯҪПёЯөДК№УГјЫЦөЈ¬ФЪ¶аөАҙОј·С№№эіМЦРЧоЦХј·іцјюөДҫ§БЈПё»Ҝ·ЦІјҫщФИіМ¶ИИЎҫцУЪј·іцјюөДөИР§УҰұдөД·ЦІјЎЈУРПЮФӘ·ЦОцҪб№ыұнГчФЪ¶аөАҙОј·С№№эіМЦРНЁ№эёДұдј·С№В·ПЯҝЙТФ»сөГҫщФИөДөИР§УҰұд·ЦІјЎЈө«КЗЈ¬ҫ§БЈПё»ҜУлөИР§УҰұдАЫ»эЦ®јдөД№ШПө»№І»К®·ЦЗеОъЈ¬ТтҙЛЈ¬НЁ№эОў№ЫЧйЦҜІвКФУләк№ЫұдРО·ЦОцПаҪбәПөД·Ҫ·ЁСРҫҝҫ§БЈПё»ҜөДСЭ»Ҝ№жВЙК®·ЦұШТӘЎЈ
Нј11ЛщКҫОӘКЧҙОј·С№Ул3ЦЦ№ӨТХВ·ПЯј·С№»сөГөДНёЙдөзҫөј°өзЧУСЬЙд°ЯөгХХЖ¬ЎЈЦРНј11(a)ЛщКҫОӘҙҝВБҫӯ№эКЧҙОј·С№әуөДөзҫөХХЖ¬Ј¬Нј11(b)~(d)ЛщКҫОӘ°ҙ№ӨТХВ·ПЯAЎўBәНCј·С№4ҙОәуН¬Т»ұ¶КэПВҫ§БЈОў№ЫЧйЦҜTEMХХЖ¬ЎЈҝЙТФҝҙіцЈ¬Нј11(a)КЧҙОј·С№әуҫ§БЈЛдөГөҪТ»¶ЁПё»ҜЈ¬ө«ҙжФЪФӯКјөДҫ§БЈЖЖЛйЧйЦҜәНҫ§ҪзЈ¬Н¬КұЧйЦҜІ»ҫщФИЎЈј·С№4ҙОәуёч№ӨТХВ·ПЯҫщДЬ»сөГПё»ҜәуөДҫ§БЈЧйЦҜЈ¬ө«І»Н¬өД№ӨТХВ·ПЯ¶ФУҰҫ§БЈ·ЦІјТФј°ҫ§ҪзИЎПтҪЗ¶ИІоұрК®·ЦГчПФЎЈНј11(b)ЦРВ·ПЯAј·С№јюКФСщҫ§БЈөГөҪГчПФПё»ҜЈ¬ФЪКУіЎЦРіцПЦөДҙуІҝ·Цҫ§БЈОӘөНҪЗ¶Иҫ§ҪзөДАӯіӨРОҫ§БЈЈ¬ҫЯУРГчПФөДјфЗРұдРОМШХчЎЈНј11(c)ЦРҫӯВ·ПЯBПё»ҜәуөДҫ§БЈ¶аОӘөИЦбҫ§БЈЈ¬ҫ§БЈ·ЦІјҪПОӘҫщФИЎЈНј11(d)ЦРВ·ПЯCј·С№јюКФСщҫ§БЈН¬СщөГөҪПФЦшПё»ҜЈ¬ФЪКУіЎЦРіцПЦҪП¶аөДөИЦбҫ§БЈЈ¬Н¬КұТІҙжФЪЙЩБҝПёіӨҫ§БЈЎЈұИҪПНј11ЦРёчВ·ПЯ¶ФУҰСЬЙд°ЯөгЈ¬ҝЙТФҝҙіцЈ¬іцПЦ»·Чҙ°ЯөгұнГчҫ§БЈөГөҪПё»ҜЈ¬¶ФУҰНј11(b)ЦРВ·ПЯAјёәхәЬДС·ўПЦҫЯУРёЯҪЗ¶ИөДСЬЙд°ЯөгЈ¬ҙУНј11(c)ЦРВ·ПЯBКФСщҫ§ҪзСЬЙд°ЯөгҝЙЦӘҙжФЪҪП¶аёЯҪЗ¶Иҫ§БЈұЯҪзЈ¬¶шНј11(d)ФЪ·ўПЦёЯҪЗ¶Иҫ§ҪзөДН¬КұТІ·ўПЦУРРЎҪЗ¶Иҫ§ҪзЎЈТтҙЛҝЙТФИПОӘВ·ПЯBөДҫ§БЈПё»ҜР§№ыЧоәГЈ¬В·ПЯAЧоІоЈ¬ёщҫЭУРПЮФӘ·ЦОцҪб№ыҝЙЦӘЖдФӯТтФЪУЪВ·ПЯAјМіРБЛөҘөАҙОј·С№ұдРОІ»ҫщФИөДМШөгЎЈН¬КұЈ¬ёч№ӨТХВ·ПЯОў№ЫЧйЦҜөД№ІН¬МШөгКЗ»сөГөДі¬Пёҫ§БЈІДБПөДИұПЭҫщТФО»ҙнРОКҪҙжФЪЈ¬ө«І»Н¬№ӨТХВ·ПЯО»ҙнөДҙжФЪ·ҪКҪәНГЬ¶ИІ»Н¬Ј¬Ждҫ§БЈПё»Ҝ№эіМҝЙТФИПОӘКЗТ»ёцО»ҙнөДІъЙъЎўФцЦіЎўдОГрј°»ШёҙөД¶ҜЖҪәв№эіМЎЈ
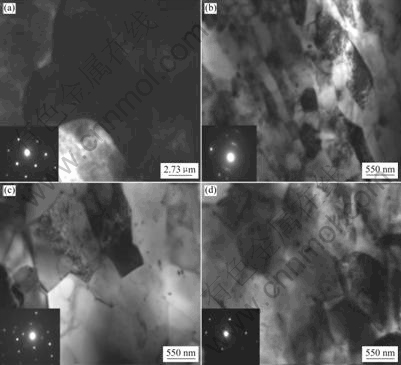
Нј11 КЧҙОј·С№Ул3ЦЦ№ӨТХВ·ПЯј·С№»сөГөДНёЙдөзҫөј°өзЧУСЬЙд°ЯөгХХЖ¬
Fig.11 TEM images and SAED patterns for pure aluminum after ECAE process: (a) TEM micrographs through first pass; (b) TEM image through four passes for route A; (c) TEM image through four passes for route B; (d) TEM image through four passes for route C
4 ҪбВЫ
1) өҘөАҙОј·С№јюЦчТӘұдРОІҝ·ЦСШ№ЬөАј·С№·ҪПтөДУҰұд·ЦІјҫщФИЈ¬ө«СШЖдәбҪШГжҙУЙПөҪПВј·С№јюУҰұдМЭ¶ИҪПёЯЈ¬ұдРО·ЦІјІ»ҫщФИЎЈ¶аөАҙОј·С№Ј¬№ӨТХВ·ПЯAЦрҙОј·С№өГөҪөДөИР§УҰұд·ЦІјјМіРБЛұдРОІ»ҫщФИөДМШөгЈ»№ӨТХВ·ПЯBәНC»сөГөДЧоЦХј·С№јюөДөИР§УҰұд·ЦІјұИҪПҫщФИЈ¬ЖдЦРВ·ПЯB»сөГөДј·С№јюөДөИР§УҰұд·ЦІјёьОӘҫщФИЎЈ
2) ІЙУГ№ӨТХВ·ПЯBЈ¬ј·С№јюДЬ»сөГҪПОӘҫщФИөДөИР§УҰұд·ЦІјЎЈФЪ¶аөАҙОј·С№№эіМЦРУҰСЎФсҪПәГөД№ӨТХВ·ПЯЈ¬ө«ұШРлұЈЦӨІ»Н¬өД№ӨТХВ·ПЯ»сөГөДЧоЦХј·С№јю¶ФУҰПаУҰөДј·С№ҙОКэОӘТ»ёцСӯ»·ЎЈ¶ФУЪВ·ПЯAЎўBәНCЈ¬Б¬Рш4ҙОј·С№ҝЙКУОӘТ»ёцј·С№Сӯ»·ЎЈ
3) іхКјНЛ»рКФСщОӘҙ«НіөДөИЦбҙЦҙуҫ§БЈЧйЦҜЈ¬Оў№ЫЧйЦҜ·ЦОцұнГчКЧҙОј·С№әуҫ§БЈЛдөГөҪПФЦшПё»ҜЈ¬ө«ј·С№јюәбҪШГжОў№ЫЧйЦҜЦчТӘіКПЦөНҪЗ¶ИөДҫ§ҪзЈ¬ПёіӨРНөДҫ§БЈұнГчұдРОҫЯУРГчПФөДјфЗРұдРОМШХчЎЈј·С№4өАҙОәуЧоЦХЖдҫ§БЈіЯҙзОӘ300~700 nmЈ¬В·ПЯAКФСщҙуІҝ·Цҫ§БЈОӘөНҪЗ¶Иҫ§ҪзөДАӯіӨРОҫ§БЈЈ»В·ПЯBКФСщҙуІҝ·Цҫ§БЈҫ§ҪзҪЗ¶ИИЎПт¶аОӘёЯҪЗ¶ИөДөИЦбҫ§БЈЈ»В·ПЯC»сөГөДКФСщН¬СщіцПЦҪП¶аөДөИЦбҫ§БЈЈ¬ө«Н¬КұТІҙжФЪЙЩБҝПёіӨҫ§БЈЈ¬Пё»ҜәуөДҫ§БЈҫ§ҪзГчПФЎЈ
4) ECAEј·С№№эіМЦРҫ§БЈПё»ҜөДСЭ»Ҝ№жВЙ»щұҫУлөИР§УҰұдАЫ»э№жВЙҫЯУРТ»ЦВРФЎЈёч№ӨТХВ·ПЯөДОў№ЫЧйЦҜөД№ІН¬МШөгКЗ»сөГөДі¬Пёҫ§БЈІДБПөДИұПЭҫщТФО»ҙнРОКҪҙжФЪЈ¬ө«І»Н¬№ӨТХВ·ПЯО»ҙнөДҙжФЪ·ҪКҪәНГЬ¶ИІ»Н¬Ј¬ҝЙТФИПОӘҫ§БЈПё»Ҝ№эіМФЪәк№ЫұдРОЙПКЗС°ЗуУЕ»ҜөД№ӨТХІОКэЎўәПККөДј·С№ҙОКэәНҪПәГ№ӨТХВ·ПЯөД№эіМЈ¬ҙУОў№ЫЧйЦҜЙПКЗҝШЦЖО»ҙнІъЙъЎўФцЦіәНдОГрөД¶ҜЖҪәвөД№эіМЎЈ
REFERENCES
[1] Hall E O. Deformation and ageing of mild steel(ўу): Discussion of results[J]. Proceedings of the Royal Society of London Series B: Biological Sciences, 1951, 64(2): 747-753.
[2] Segal V M, Reznikov V I, Drobyshevskiy A E, Kopylov V. Plastic working of metals by simple shear[J]. Russian Metallurgy, 1981, 19(1): 99-105.
[3] Valiev R Z, Islamgaliev R K, Alexandrov I V. Bulk nanostructured materials from severe plastic deformation[J]. Progress in Materials Science, 2000, 45(2): 103-189.
[4] ХЕ ЦЈ, НхҫӯМО, ХФОчіЗ. 7475ВБәПҪрECAPөДҫ§БЈПё»Ҝј«ПЮ[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2004, 14(9): 741-745.
ZHANG Zheng WANG Jing-tao, ZHAO Xi-cheng. Microstructure and grain refinement limit of 7475 aluminum alloy after equal-channel angular pressing[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(9): 741-745.
[5] Segal V M. Severe plastic deformation: Simple shear versus pure shear[J]. Mater Sci Eng A, 2002, 338(1/2): 331-344.
[6] Бх УҪ, МЖЦҫәк, ЦЬҝЖіҜ, АоЦҫУС. ҙҝВБөИҫ¶ҪЗј·јјКх(ўс)ЎӘПФОўЧйЦҜСЭ»Ҝ[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2003, 13(1): 21-26.
LIU Yong, TANG Zhi-hong, ZHOU Ke-chao, LI Zhi-you. Equal channel angular pressing process(ECAP) of pure Al(ўс)ЎӘMicrostructure evolution[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(1): 21-26.
[7] Furukawa M, Horita Z, Nemoto M. The use of severe plastic deformation for microstructural control[J]. Mater Sci Eng A, 2002, 324(1): 82-89.
[8] Horita Z, Matsubara K, Makii K, Terence G. A two-step processing route for achieving a superplastic forming capability in dilute magnesium alloys[J]. Scripta Materialia, 2002, 47(4): 255-260.
[9] МЖЦҫәк, »ЖІ®ФЖ, ЦЬҝЖіҜ, Бх УҪ. і¬Пёҫ§ІДБПЦЖұёРВ№ӨТХЎӘөИҫ¶ҪЗј·С№[J]. ІДБПөјұЁ, 2001, 15(8): 16-19.
TNAG Zhi-hong, HUANG Bai-yun, ZHOU Ke-chao, LIU Yong. New technology of producing ultra-fine grained microstructure through equal channel angular pressing[J]. Materials Review, 2001, 15(8): 16-19.
[10] Iwahashi Y, Wang J, Horita Z, LIU Yong. Principle of equal channel angular pressing for the processing of ultra-fine grained materials[J]. Scripta Materialia, 1996, 35(2): 143-146.
[11] Semiatini S L, Delo D P, Shell E B. The effective of material properties and tooling design on deformation and fracture during equal channel angular extrusion[J]. Acta Materialia, 2000, 48(8): 1841-1851.
[12] Rosochowski A, Olejnik L. Numerical and physical modelling of plastic deformation in 2-turn equal channel angular extrusion[J]. Journal of Materials Processing Technology, 2002, 154(125/126): 309-316.
[13] Бх УҪ, МЖЦҫәк, ЦЬҝЖіҜ, АоЦҫУС. ҙҝВБөИҫ¶ҪЗј·јјКх(ўт)ЎӘұдРОРРОӘДЈДв[J]. ЦР№ъУРЙ«ҪрКфС§ұЁ, 2003, 13(2): 294-299.
LIU Yong, TANG Zhi-hong, ZHOU Ke-chao, LI Zhi-you. Equal channel angular pressing process of pure aluminum(ўт)ЎӘSimulation of deformation behavior[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 294-299.
[14] Xu S, Zhao G, Luan Y, Guan Y. Numerical studies on processing routes and deformation mechanism of multi-pass equal channel angular pressing processes[J]. Journal of Materials Processing Technology, 2006, 176(1/3): 251-259.
[15] Altan T, Oh S, Kobayashi S, Horita Z. Metal forming: Fundamentals and applications[M]. Ohio: American Society for Metals, 1983: 55-71.
»щҪрПоДҝЈә№ъјТЧФИ»ҝЖС§»щҪрЧКЦъПоДҝ(50425527)Ј»ЙҪ¶«КЎУЕРгЦРЗаДкҝЖС§јТҝЖСРҪұАш»щҪрЧКЦъПоДҝ(2007BS05004)
КХёеИХЖЪЈә2007-04-17Ј»РЮ¶©ИХЖЪЈә2007-08-22
НЁС¶ЧчХЯЈәРмКзІЁЈ¬І©КҝЈ»өз»°Јә0531-86367285Ј»E-mail: xsb@sdjzu.edu.cn
(ұајӯ АоПтИә)

