稀有金属 2008,(05),598-604 DOI:10.13373/j.cnki.cjrm.2008.05.016
不锈钢表面激光熔覆镍基合金层研究
张永忠 席明哲
北京有色金属研究总院复合材料中心
摘 要:
采用多层多道搭接的激光熔覆方法在0Cr18Ni10Ti不锈钢表面上分别熔覆两种镍基合金涂层。1#合金涂层的硬度在HRC34左右, 无开裂;2#合金涂层的硬度在HRC47左右, 易开裂。采用硬度较低的1#合金涂层作为过渡层成功解决了2#合金涂层的开裂问题, 成功制备出大面积较厚涂层。经光学显微镜 (OM) 、X射线衍射 (XRD) 、扫描电子显微镜 (SEM) 以及能谱 (EDS) 分析可知, 大面积熔覆层的表层主要由γ-Ni枝晶、块状γ-Ni和M12C型碳化物增强相组成。显微硬度测试表明, 表层平均硬度达HV0.2583, 自熔覆层表层至基体, 显微硬度逐渐降低。
关键词:
激光熔覆 ;镍基合金 ;显微组织 ;显微硬度 ;
中图分类号: TG174.44
作者简介: 张永忠, (E-mail:yyzhang@grinm.com) ;
收稿日期: 2008-01-08
基金: JPPT-115-056; 国家“973”计划项目 (2006CB605206-1) 资助;
Investigation of Nickel-Based Alloys Coatings on Stainless Steel by Laser Cladding
Abstract:
Two kinds of nickel-based alloy coatings were formed on 0Cr18Ni10Ti stainless steel surface by laser cladding. The hardness of the coating formed with nickel based alloy 1 was about HRC 34, no cracks existed in the coating. While the hardness of the coating with nickel based alloy 2 was as high as HRC 47, and this coating presented high tendency to crack. Introducing a layer of softer nickel based alloy 1 as a transition one to the coatings, the problem of crack presented in the coating with nickel based alloy 2 could be resolved. And thicker coatings with large area were prepared successfully. The microstructure of the large area coatings were characterized by means of optical microscopy (OM) , X-ray diffraction (XRD) , scanning electron microscope (SEM) as well as energy-dispersive spectroscope (EDS) . The results indicated that the upper area of the coating formed with nickel based alloy 2 was composed of γ-Ni matrix dendrite, γ-Ni lumps and reinforcing phase M12C carbides. The results of micro-hardness analysis along the coating thickness showed that the average hardness of the surface layer of the coatings could reach HV0.2 583 and the hardness decreased gradually from the coating surface to the substrate.
Keyword:
laser cladding; nickel-based alloys; microstructure; micro-hardness;
Received: 2008-01-08
不锈钢因具有优良的耐蚀性和力学性能, 广泛用于石油化工、 反应堆及核电站中各种耐酸阀门及高温高压阀门的制造。 阀门运行过程中各种介质具有较强的腐蚀性甚至放射性, 同时阀门密封面在启闭过程中频繁经受摩擦、 挤压和撞击作用, 因此, 密封面很容易形成坑陷、 划痕、 斑点等损坏, 而大大缩短阀门的使用寿命和运行可靠性。 高参数不锈钢阀门的密封面一般采用直接阀体上堆焊的方法。 与现有电弧、 火焰堆焊及等离子堆焊工艺相类似, 激光熔覆技术通过高功率激光熔化同步输送的熔覆材料, 同时使基体表面一薄层发生熔化, 利用基体自身的冷却作用在基体表面获得与基体结合良好的合金层, 在使用相同熔覆材料时, 激光熔覆层比等离子堆焊层具有更为细小的组织和更高的耐蚀性、 硬度和耐磨性
[1 ,2 ,3 ,4 ]
。
Jussi
[5 ]
在核阀表面激光熔覆Fe基和Ni基合金, Persson等
[6 ]
在核阀上激光熔覆Fe基合金Norem 02以取代Stellite 21, 然而效果均不甚理想。 Ni基自熔性合金粉末以其良好的润湿性、 耐蚀性、 高温自润滑作用和适中的价格在激光熔覆材料中研究最多、 应用最广。 而对于某些特殊应用场合的阀门, 其堆焊材料成分有严格要求。 本文针对某装置阀门堆焊层中不含Co和B的要求, 采用激光熔覆技术在0Cr18Ni10Ti不锈钢表面制备镍基合金涂层, 分析了熔覆层的显微组织及性能。
1 材料及方法
试验所用阀门材料为0Cr18Ni10Ti 奥氏体不锈钢。 基材尺寸为120 mm×95 mm×11 mm, 样品表面经砂纸打磨后用无水乙醇清洗。 熔覆层材料为自行设计的两种镍基合金粉末, 其化学成分见表1。 粉末采用气雾化方法制备, 粉末尺寸为50~100 μm。
激光熔覆采用TJ-HL-T5000型CO2 横流激光器, 光斑直径为3 mm, 送粉方式为同轴送粉, 同时吹Ar气保护熔池。
用线切割方法沿横截面截取熔覆涂层分析样品, 经镶嵌后采用不同粒度砂纸由粗到细研磨, 后经抛光和腐蚀。 金相腐蚀剂为HCl∶HNO3 ∶CH3 COOH∶H2 O=4∶1∶1∶1。 采用德国Carl Zeiss公司的Axiovert 200mat型光学图像分析系统观察涂层组织; 将熔覆层打磨平整至厚度为2 mm, 采用HA-150型洛氏硬度计测量熔覆层表面硬度, 载荷为150 kg, 加载时间为20 s; 用HX-1型显微硬度计测量熔覆层显微硬度, 载荷砝码为200 g, 加载时间为15 s; 用荷兰PANalytical 公司X′Pert PRO MPD型X射线衍射仪确定涂层相结构, Cu Kα衍射, 电压为40 kV, 电流为40 mA, 步宽为0.033, 起始角为10°, 终止角为90°; 用Jeol JSM-840型扫描电镜 (SEM) 对涂层作组织形貌分析, 用SEM自带的EDS附件做成分分析。
表1 实验所用镍基合金粉的化学成分 (%, 质量分数)
Table 1 Chemical composition of the nickel-based alloy powders used (%, mass fraction )
Powder
C
Cr
Mo
W
Al
Ti
Si
Nb
Fe
Zr
Ni
# 1.2~1.4
17.5~19.5
7.5~8.5
4.2~4.5
2.7~3.2
3.0~3.5
2.0~3.0
-
-
0.03~0.08
Bal
# 1.2~1.4
17.5~19.5
7.5~8.5
4.0~4.5
<0.01
-
2.0~3.0
2.0~2.5
3.5~4.0
-
Bal
2 结 果
2.1 激光熔覆工艺选择
首先采用单道往复扫描运动方式进行激光多层熔覆实验, 表2中1# ~8# 试样及表3中10# ~14# 试样分别是激光熔覆1# 及2# 镍基合金所用熔覆工艺及熔覆层截面尺寸和部分熔覆层的硬度。 可见, 在不同工艺条件下, 1# 镍基合金层的硬度在HRC 34左右, 而2# 镍基合金层的硬度高达HRC 48.2, 所有1# 镍基合金层均未出现开裂, 而2# 镍基合金层也未出现开裂。 再分别进行多道多层搭接熔覆试验, 表2中9# 试样及表3中15# ~18# 试样分别是激光熔覆1# 及2# 镍基合金多道多层熔覆工艺及熔覆层截面尺寸和部分熔覆层的硬度。 可见, 1# 镍基合金搭接熔覆层的硬度在HRC 34左右, 而2# 镍基合金搭接熔覆层的硬度高达HRC 47; 1# 镍基合金层均未出现开裂, 而2# 镍基合金层均开裂。
尝试采用1# 粉末熔覆层作为过渡层解决了2# 粉末熔覆层开裂问题, 成功制备出多层多道搭接大面积熔覆层, 熔覆层长度约为105 mm, 宽度约为20 mm, 高度为3 mm, 具体熔覆工艺参数见表4。
表2 激光熔覆1#镍基合金层所用工艺参数及熔覆层结果
Table 2 Laser cladding process parameters and information of the obtained coating from 1 # powder
Samples
Power/
Powder feed -1 )
Scanning
Number of
Number of
Length/
Height/
Width/
Hardness
Pitch
Cracks
# 1.5
0.050
3
8
1
40
2.22
3.86
30
-
No
# 1.5
0.050
9
8
1
40
1.14
3.54
-
-
No
# 1.5
0.067
3
8
1
40
2.96
4.02
29
-
No
# 1.5
0.067
9
8
1
40
1.34
3.44
-
-
No
# 2.0
0.050
3
8
1
40
2.52
3.90
34.2
-
No
# 2.0
0.050
9
8
1
40
1.28
3.52
29.8
-
No
# 2.0
0.067
3
8
1
40
3.00
3.88
29
-
No
# 2.0
0.067
9
8
1
40
1.80
3.62
-
-
No
# 2.0
0.067
9
4
4
40
1.20
9.52
30.4
2.0
No
表3 激光熔覆2#镍基合金层所用工艺参数及熔覆层结果
Table 3 Laser cladding process parameters and information of the obtained coatings from 2 # powder
Samples
Power/
Powder feed -1 )
Scanning
Number of
Number of
Length/
Height/
Width/
Hardness
Pitch
Cracks
# 3.0
0.100
3
10
1
40
2.84
5.96
45.8
-
No
# 3.0
0.100
4
10
1
40
2.66
4.76
48.2
-
No
# 3.0
0.100
5
10
1
40
2.26
4.32
42.0
-
No
# 3.0
0.100
6
10
1
40
2.08
3.84
39.6
-
No
# 3.0
0.100
7
10
1
40
1.90
4.12
37.3
-
No
# 1.5
0.100
6
4
4
50
1.86
13.02
-
2.8
Yes
# 2.0
0.100
6
4
4
50
1.78
13.24
-
2.8
Yes
# 2.5
0.100
6
4
4
50
1.64
12.92
-
2.8
Yes
# 3.0
0.100
6
4
4
50
1.72
13.04
47
2.8
Yes
2.2 熔覆层的金相组织
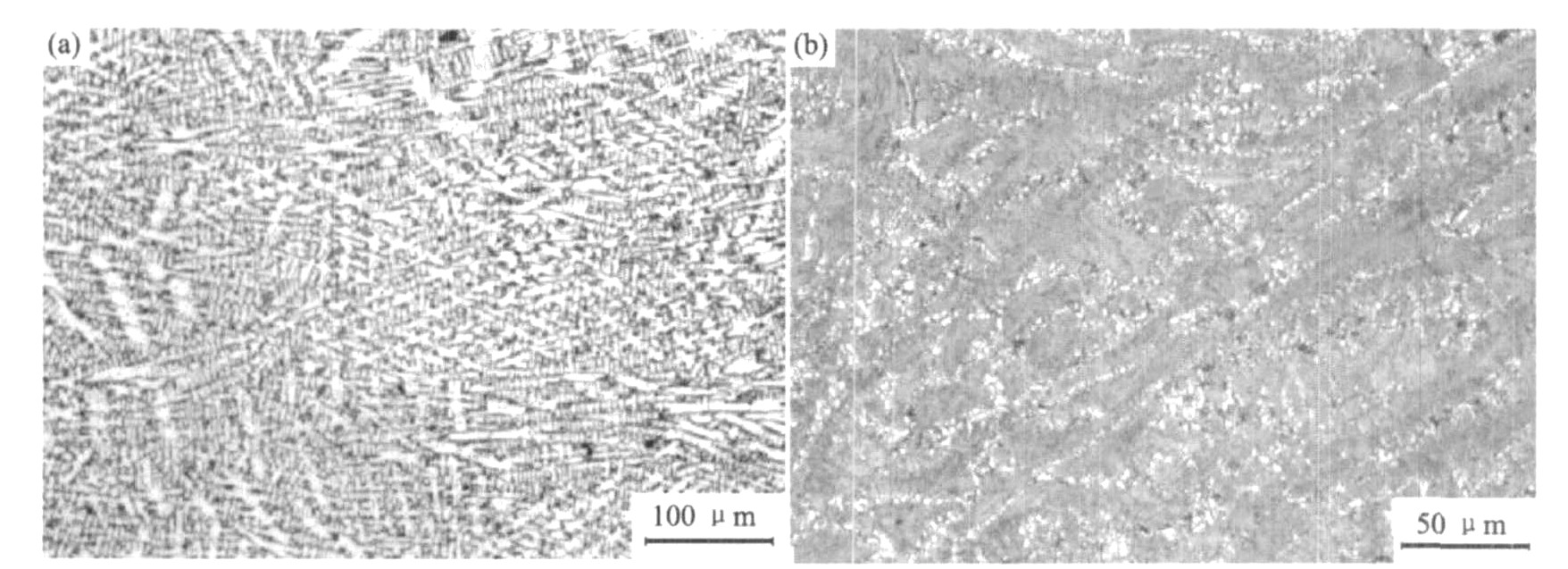
图1 (a) , (b) 分别为6# 试样和10# 试样的显微组织。 前者组织由少量柱状晶、 胞状晶、 树枝晶和等轴晶组成, 后者组织由呈深色的枝晶及枝晶间白色物质组成。
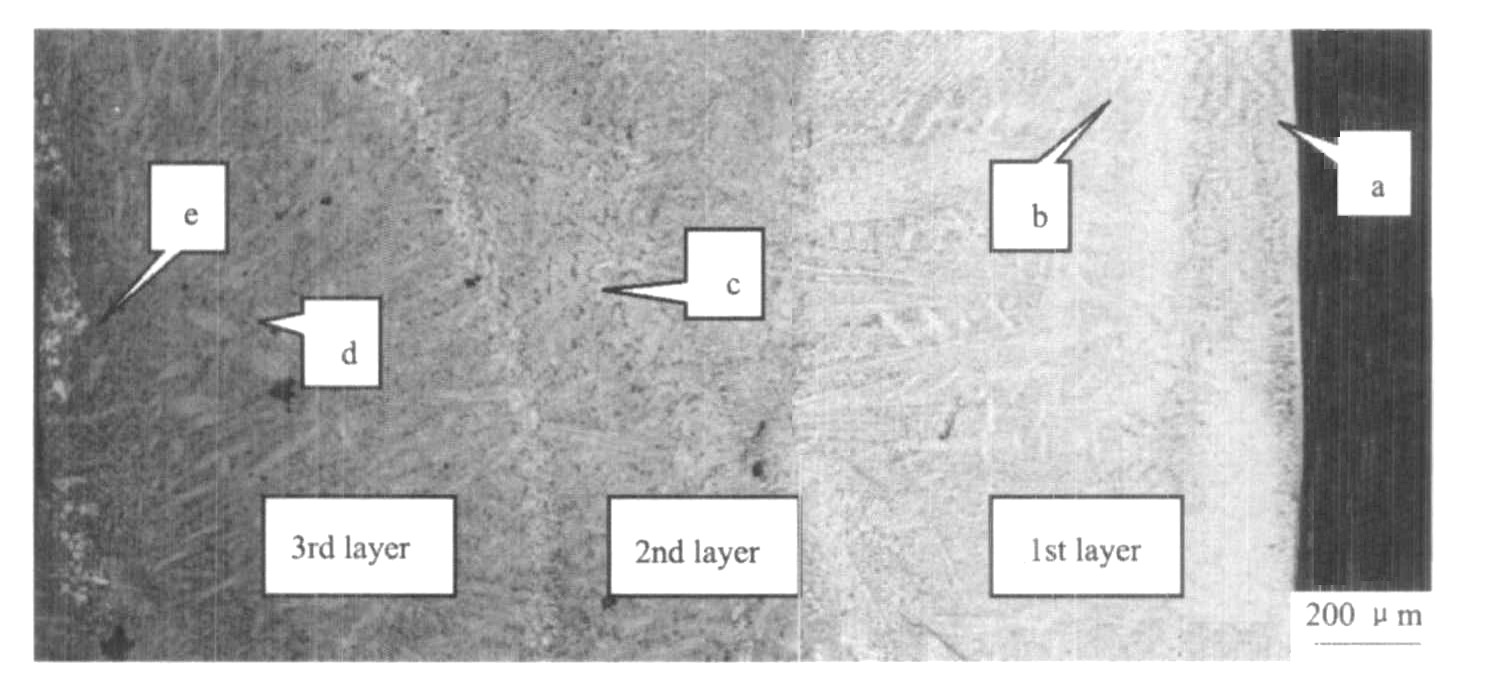
图2为大面积熔覆层金相组织全貌照片。 图2右侧黑色部分为不锈钢基体。 覆层第一层组织由少量柱状晶、 胞状晶、 树枝晶和等轴晶组成; 第二层和表层组织由呈深色枝晶及枝晶间白色物组成。
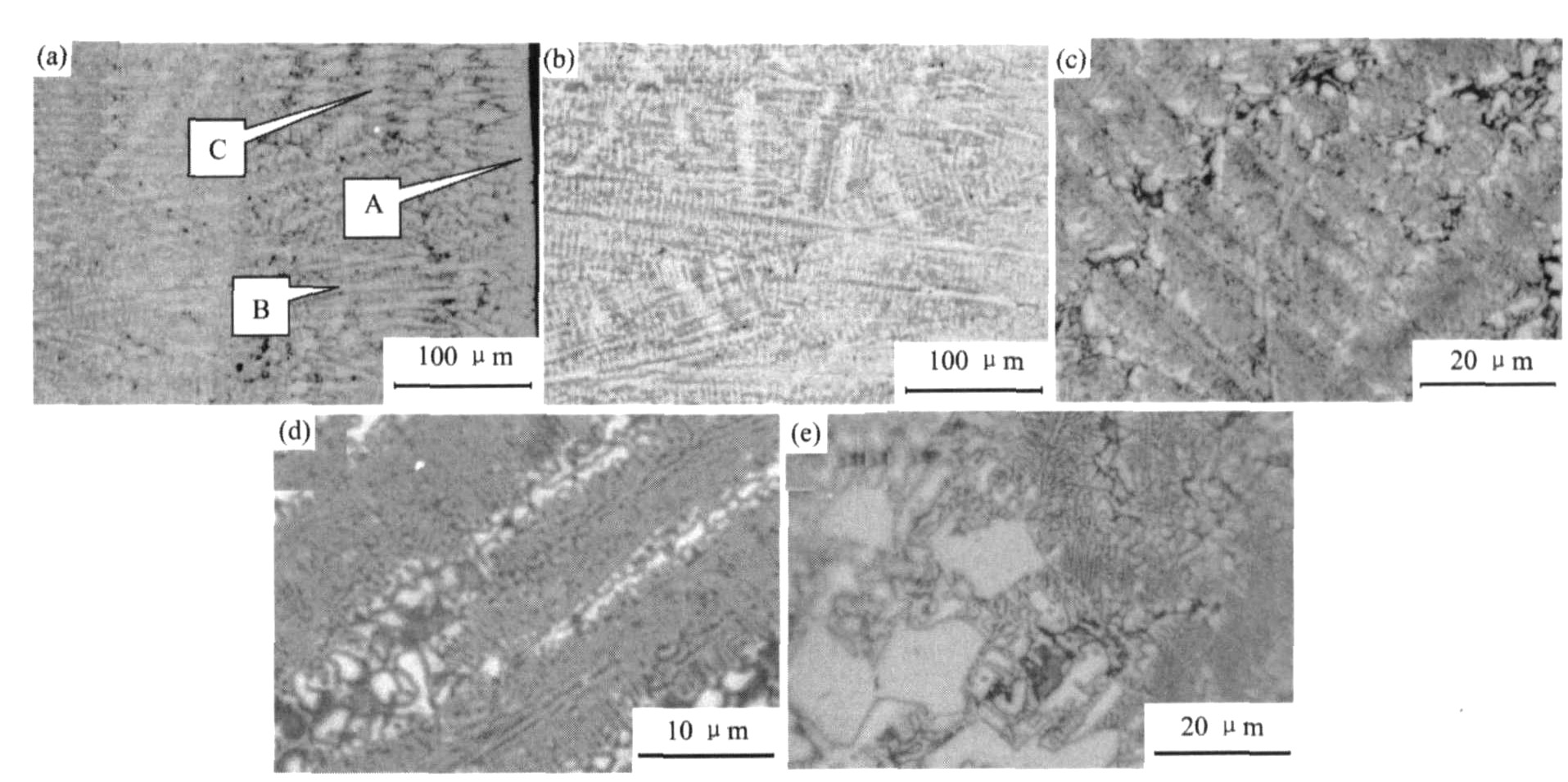
图3 (a) , (b) , (c) , (d) , (e) 依次为图2熔覆层中a, b, c, d, e点处的显微组织。 图3 (a) 中A点所示白色亮带为覆层与基体的结合层, 厚度约为10 μm, 这是由于基体元素的稀释, 镍基合金熔覆层与基体形成的结合强度较高的冶金结合层, 基本为平面晶。 图3 (a) 中B点所示为柱状晶, C点所示为胞状晶。 图3 (b) 所示为熔覆层近基体部分组织主要由枝晶组织与枝晶间共晶组织组成。 此处枝晶二次枝晶臂间距约为8 μm, 枝晶生长方向比较紊乱。 图3 (c) 所示为熔覆层第二层显微组织, 可以看到枝晶的二次枝晶臂明显细化, 间距约为0.8 μm, 远小于第一层中枝晶二次枝晶臂间距。 图3 (d) 所示为熔覆层顶层显微组织, 此处枝晶二次枝晶臂间距约为0.8 μm。 图3 (e) 所示为熔覆层顶层表面的显微组织, 由较为细小的树枝晶、 枝晶间细条状和颗粒状以及大颗粒相组成的共晶组织, 大颗粒相平均尺寸约为18 μm左右, 共晶组织出现了多样性, 这可能与熔覆层表面冷速较大有关
[7 ]
。
表4 大面积熔覆层所用熔覆工艺参数
Table 4 Laser-cladding process parameters for large area coating
Number of layers
Power/
Powder feed rate/-1 )
Scanning speed/-1 )
Amount of overlap/
Powder used
1.6
0.05
6
2
1# powder
1.6
0.10
6
2
2# powder
1.6
0.10
6
2
2# powder
图1 试样6# (a) 及10# (b) 的熔覆层显微组织
Fig.1 Microstructure of laser cladding coatings of the sample 6 (a) and sample 10 (b)
图2 大面积熔覆层的截面形貌
Fig.2 Cross-sectional morphology of large area clad coatings
图3 大面积熔覆层截面不同位置的显微组织
Fig.3 Cross-sectional microstructure of large area clad coating at different positions (a) Bonding zone between coating and substrate; (b) Central section of 1st layer; (c) 2nd layer; (d) 3rd layer; (e) Top area of 3rd layer
2.3 熔覆层物相检测
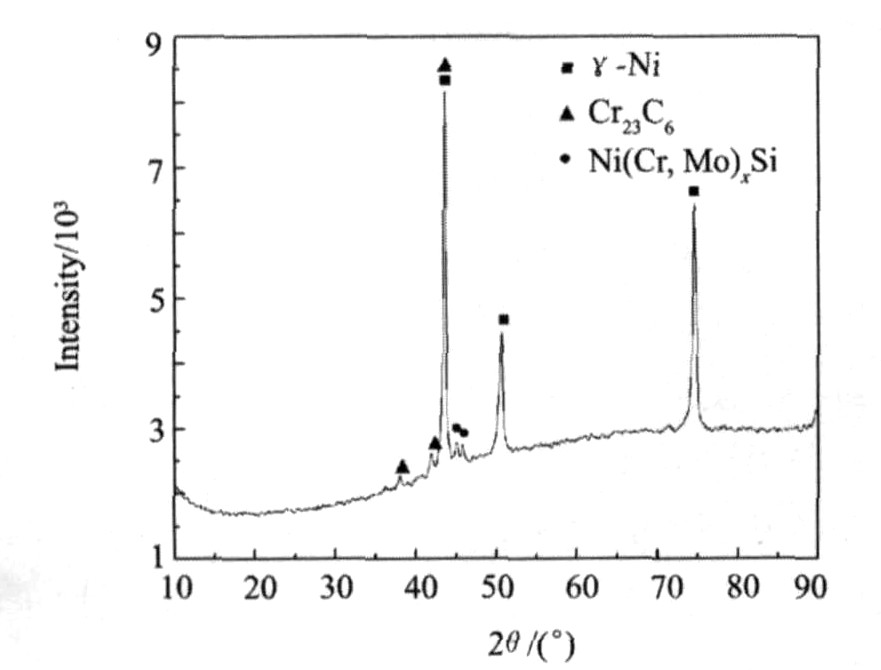
图4为镍基合金粉一熔覆层的X射线衍射图谱。 分析可知, 这层熔覆层主要由γ-Ni枝晶+碳化物Cr23 C6 +金属间化合物Ni (Cr, Mo) x x 2 型Laves金属间化合物, 且固溶了大量的Cr, 金属键与共价键共存, 且这类Laves相c /a 值非常接近1.633, 这些对提高强化相与基体的结合强度非常有利
[8 ]
。
图4 镍基合金粉一熔覆层的XRD图谱
Fig.4 XRD results of laser cladding coatings from nickel-based alloy powder 1
图5为镍基合金粉二熔覆层的X射线衍射图谱。 分析可知, 熔覆层主要由γ-Ni枝晶+块状γ-Ni+M12 C型共晶碳化物 (Ni, Fe, Cr) 6 (Mo) 6 C组成, 结合能谱分析可知, 面心立方的γ-Ni中固溶了大量的Cr, Mo元素, 晶格常数约为0.3579 nm, 大于纯Ni的晶格常数0.35236 nm。
图5 镍基合金粉二熔覆层的XRD图谱
Fig.5 XRD results of laser cladding coatings from nickel-based alloy powder 2
图6 熔覆层表层组织微观形貌及主要成分面分布
Fig.6 Morphologies of the surface of coating and element distributing
表5 熔覆层表层各相成分分析 (%, atom fraction)
Table 5 EDS analysis of surface of coating
Ni
Cr
Mo
Fe
W
Nb
Si
Ti
43.68
29.38
9.02
4.54
2.10
1.61
9.44
0.23
59.46
26.04
2.16
8.90
0.70
0.60
2.00
0.14
49.54
25.88
7.49
6.52
1.89
1.63
6.97
0.09
46.83
26.85
6.29
5.96
1.71
6.88
4.48
1.01
2.4 熔覆层SEM
图6为熔覆层表层组织微观形貌及主要成分面分布结果。 各区的成分见表5。 可以看出, 大颗粒D富Mo, Si, 而相对贫Ni, Cr, 小块E富Ni, Fe, 条状组织H含Nb相对较多。 结合XRD结果分析可知, 小块状组织为γ- (Ni, Fe) 固溶体, 大颗粒状组织为M12 C型的碳化物, 枝晶为γ-Ni, 条状组织为γ-Ni, 成分有所不同。
2.5 显微硬度测试
图7为激光熔覆层硬度分布曲线。 由图7可见, 自熔覆层表层至基体热影响区, 硬度逐渐降低, 熔覆层表层硬度平均约为HV0.2 583, 第二层硬度平均约为HV0.2 451, 第三层硬度平均约为HV0.2 322, 基体的硬度平均为HV0.2 204。
图7 大面积熔覆层硬度分布曲线
Fig.7 Hardness profile along the depth of large area clad coating
3 讨 论
由试验结果可以看出, 熔覆层底层与基体结合部分 (冶金结合区) 主要由平面晶组成, 在接近冶金结合区常常出现柱状晶和胞状晶, 熔覆层底层的中上部分往往出现细小的树枝晶。 这是由于在快速凝固时, 熔池内形状控制因子即温度梯度G 与凝固速度R 之比G /R 决定了合金熔池中凝固组织的形貌。 熔池底部G /R 最高, 凝固前沿的成分过冷程度最小, 凝固首先以无晶核、 以极低的生长速率沿晶界或相界呈外延式生长出一层平面晶, 它是熔池凝固时的S/L (固/液) 界面, 随着S/L界面的推进, G 逐渐减小, 结晶区前沿液相溶质原子再分配造成的成分过冷度逐渐增大, 凝固速率R 明显加快, G /R 减小, 由于冷速太快, 溶质原子来不及充分扩散, 凝固组织进而变为胞状晶、 柱状晶和树枝晶。 搭接区的组织形态是枝晶垂直于搭接区的等温面向熔池中生长, 而部分晶粒沿袭前一道熔覆层的晶粒生长方向, 由此不同方向生长的枝晶发生交叉。 多道多层搭接时熔池液体的对流扰乱了枝晶的生长取向, 导致部分枝晶取向紊乱。
1# 镍基粉末合金层的成分通过在熔覆粉末中加入Cr, Mo, W, C, Si等元素, 实现了Ni的固溶强化, 同时在合金层中生成具有高硬度的金属硅化物和金属碳化物, 使合金层硬度得到进一步提高。 2# 镍基粉末合金层中液相快速凝固时发生共晶反应, 生成γ-Ni的同时析出大量属于M12 C型的碳化物 (Ni, Fe, Cr) 6 (Mo) 6 C
[9 ]
, 即
L→γ+M12 C (1)
表3中的涂层显微组织中均可见大量的M12 C型碳化物, 分布不均匀, 且部分碳化物尺寸较大。 大面积熔覆层的第二层与表层相组成基本一致, 离表层越近, γ-Ni枝晶与碳化物分布越弥散均匀, 起到了强化作用。 这是熔覆层表层硬度高于第二层的一个原因。 在搭接时由于激光束的作用, 前一道或前一层熔覆层有一部分熔化, 一部分退火, 一部分回火, 即存在着二次熔化、 二次稀释和热影响的现象
[10 ]
, 这是熔覆层表层硬度高于第二层的另一个原因。 1# 和2# 粉末成分差别不大, 但2# 粉末熔覆层的硬度高于1# , 大面积熔覆层表层和第二层的硬度都高于第一层, 由以下3种强化机制造成: (1) 固溶强化。 在快速凝固过程中, 1# 的熔覆层中并没有生成Ni3 Ti及Ni3 Al等γ′型增强相, 2# 的熔覆层中也没有产生预期的Ni3 Nb增强相, Ti, Al, Nb等元素主要固溶进入γ-Ni基体。 由于熔覆层中γ-Ni基体固溶了大量的Cr, Mo等元素, 引起γ-Ni晶格畸变, 且第一层中γ-Ni晶格常数偏离纯Ni较大。 故一般来说, 第一层中γ-Ni基体硬度理应高一些。 (2) 细晶强化。 表层和第二层中枝晶的二次枝晶臂间距远小于第一层, 提高了覆层的力学性能。 (3) 沉淀强化。 表层和第二层中产生了大量的碳化物颗粒, 显著提高了熔覆层的硬度。 3种强化机制综合作用使得表层和第二层硬度高于第一层。 由此可知, 熔覆工艺相同时, 两种粉末成分的不同引起涂层中固溶体点阵常数不同以及增强相的类型不同, 从而造成两种涂层之间硬度有很大差异。
熔覆层的开裂与激光熔覆处理后材料内部产生较大的残余应力有关。 其来源可以分为两个部分: 热应力及相变应力。 不锈钢基体和2# 熔覆粉末二者之间的热物理参数 (例如热膨胀系数) 差别较大, 在高能激光束作用下, 容易导致热应力的产生。 另一方面, 熔覆层的熔化和凝固过程, 交界处不锈钢基体材料的固态相变, 都会发生体积变化, 这都会产生组织应力。 当这两部分应力的综合作用结果表现为拉应力状态时, 容易在碳化物硬质相等处形成应力集中导致裂纹产生
[11 ]
。 先在0Cr18Ni10Ti奥氏体不锈钢基体上熔覆一层1# 镍基合金粉, 因其韧性良好, 可起到较好的热应力缓和效果, 多层过渡涂层的热应力总体上小于单层涂层, 其分布更加平缓, 熔覆一层过渡层的方法可有效地避免硬度较高覆层的开裂问题。
4 结 论
1. 采用硬度相对较低的1# 镍基合金粉作为熔覆层的过渡层可以成功地解决2# 粉末熔覆层的开裂问题。 先在0Cr18Ni10Ti奥氏体不锈钢基体上熔覆一层1# 镍基合金粉, 它的韧性良好, 可以保证较硬的2# 粉末熔覆层与不锈钢基材之间有着良好的应变协调能力, 减少2# 粉末熔覆层的开裂倾向和改善熔覆层质量。
2. X射线衍射分析表明, 大面积熔覆层表层和第二层主要由γ-Ni枝晶、 块状γ-Ni和M12 C增强相组成, 底层主要由γ-Ni枝晶, 枝晶间碳化物Cr23 C6 和金属间化合物Ni (Cr, Mo) x
3. 显微硬度分布曲线表明, 表层硬度达HV0.2 583, 从熔覆层表面至基体, 显微硬度逐渐降低。 熔覆层强化机制主要为固溶强化、 细晶强化和沉淀强化。
参考文献
[1] 石世宏, 傅戈雁.不锈钢表面激光熔覆层耐腐蚀研究[J].金属热处理, 1999, (3) :14.
[2] Shi Shihong, Zheng Qiguang, Fu Geyan, Wang Xinlin.Comparison study on resistanceto wear and abrasionof high-tempera-ture slidingstrike of laser and plasma spraylayer onthe stainless steel surface[J].Nuclear Engineering and Design, 2004, 231:121.
[3] 王新林, 李必文, 郑启光.核阀密封面激光熔覆层耐磨性能研究[J].应用激光, 2003, 23 (5) :261.
[4] 刘蓉, 陶锡麒, 潘邻, 夏春怀, 曹庆, 谷文.激光熔覆与等离子喷焊WF218的组织和性能比较[J].材料保护, 2004, 37 (5) :48.
[5] Jussi Vikstr m.Gallingresistance of hardfacingalloysreplacing St-ellite[J].Wear, 1994, 179:143.
[6] Persson D HE, Jacobson S, Hogmark S.Effect of temperature on friction and galling of laser processed Norem02and Stellite21[A].14thInternational Conference on Wear of Materials[C].2003, 255:498.
[7] 曾大文, 夏辉, 谢长生.Ni基合金激光熔覆层组织特征及凝固过程的研究[J].稀有金属材料与工程, 2000, 29 (2) :99.
[8] 赵海云, 王华明.激光熔覆过渡金属硅化物Laves相增强高温耐磨抗氧化涂层组织与性能研究[J].应用激光, 2002, 22 (2) :89.
[9] Yang Yongqiang.Microstructure and properties of laser-clad high-temperature wear-resistant alloys[J].Applied Surface Science, 1999, 140:21.
[10] 张庆茂.送粉激光熔覆应用基础理论的研究[D].中国科学院长春光学精密机械与物理研究所, 2000.75.
[11] 查莹, 周昌炽, 唐西南, 张展.改善激光熔覆镍基合金和陶瓷硬质相复合涂层性能的研究[J].中国激光, 1999, 26 (10) :947.