稀有金属 2005,(04),482-484+2-4 DOI:10.13373/j.cnki.cjrm.2005.04.024
羰基合成用催化剂三碘化铑的合成
熊晓东 吴聪 李茂良 李治宇
北京有色金属研究总院有研亿金新材料股份有限公司,北京有色金属研究总院有研亿金新材料股份有限公司,北京有色金属研究总院有研亿金新材料股份有限公司,北京有色金属研究总院有研亿金新材料股份有限公司,北京有色金属研究总院有研亿金新材料股份有限公司 北京100088 ,北京100088 ,北京100088 ,北京100088 ,北京100088
摘 要:
伴随着碳一化工的发展, 三碘化铑作为羰基合成用催化剂, 近年来的应用越来越广泛。传统的溶液法合成三碘化铑, 一般以三氯化铑为原料, 工艺操作繁琐、产品杂质含量高、收率低, 铑的损失较大。用溶液法合成了三碘化铑, 同时利用碘可形成游离基的性能, 用铑和碘直接合成了三碘化铑。两种工艺对比, 新工艺具有操作简单、产品纯度高和收率高的优点。在反应温度500℃, 反应时间40h, 碘铑比100, 引发剂含量0.4%的条件下, 铑的转化率最高可达69.3%。
关键词:
三碘化铑 ;催化剂 ;合成 ;游离基 ;
中图分类号: TQ426
收稿日期: 2004-06-27
Synthesis of Catalyst of Rhodium (Ⅲ) Iodide in Oxo Synthesis
Abstract:
Rhodium (Ⅲ) iodide, as the catalyst in Oxo synthesis, was widely used in recent years with the rapid progress of C1 chemical. Rhodium (Ⅲ) iodide was directly synthesized using rhodium and iodine. Compared with the traditional method, it has simple synthesis line, high conversion, and low loss of rhodium and purity quality. Under the conditions of 500 ℃, the ratio of iodine and rhodium is 100 and the amount of initiator is 0.3%, the conversion of rhodium reaches 69.3% after reaction for 40 h.
Keyword:
<Keyword>rhodium (Ⅲ) iodide; catalyst; synthesis; free radical;
Received: 2004-06-27
面对当前全球范围的能源短缺和日益加重的环保压力, 羰基合成技术近年来取得了长足发展, 继孟山都公司成功地开发甲醇羰基合成醋酸工业技术并大规模工业化后, 羰基合成技术越来越成为碳一化工中技术开发和应用的热点。作为典型的优良原子经济技术, 羰基合成在我国新上项目投资中所占的比例逐年增加。该技术主要以三碘化铑为反应的催化剂, 容易与CO形成羰基碘化铑, 对插入式羰基合成反应具有良好的催化活性。如今三碘化铑被广泛用于羰基合成醋酸、醋酐、乙二醇等羰基合成反应中。
传统上三碘化铑的合成一般采用三氯化铑与碘盐 (碘化钾或碘化钠) 在水溶液中进行反应
[1 ]
, 收率在50%~80%之间, 残液中未反应的铑的化合物需要回收后重新利用, 不但操作步骤多, 且铑的损失大。本文在简要介绍传统溶液法的同时, 探索了一种新的用铑和碘直接合成三碘化铑的方法。
1 实验方法
1.1 反应原理
溶液法:在水溶液中, 三氯化铑与碘化钾或氢碘酸反应生成三碘化铑。
直接合成法:该法利用碘在引发剂作用下形成碘游离基的性能[2~4] , 使铑直接和碘反应生成三碘化铑。
1.2 实验方法
溶液法:将三氯化铑溶在的水中, 加入适量的碘化钾或氢碘酸, 保持在一定的温度下反应3 h, 过滤, 用少量水洗3次, 干燥。得到黑色晶体。
直接合成法:将铑粉 (以下实验中均为2 g) 碘粉和引发剂按比例加入到反应器并密封。将该混合物放入到马弗炉中, 升温到指定反应温度, 并维持该温度一定时间, 使铑和碘充分反应。降温后取出黑色生成物, 加热到90℃并恒温一段时间直到恒重为止, 由于铑在一次反应中不会全部转化, 冷却后可用醋酸将反应生成的三碘化铑溶解, 减压蒸走醋酸, 即得到黑色三碘化铑固体, 称量反应产物的质量。剩余铑粉再进行下一次的碘化反应。
1.3 原料
铑粉:铑含量≥99.95%;三氯化铑:铑含量39.0%;碘粉、碘化钾、氢碘酸均为分析纯。
2 结果与讨论
图1是以铑作为起始原料的三碘化铑不同合成工艺示意图, 传统的溶液法工艺需经过三氯化铑这一中间体, 步骤长, 且碘盐的参与导致产物中钾 (或钠) 杂质出现, 优化反应条件后单程收率不超过80%;在实验中尝试以氢碘酸替代碘化钾, 发现反应很容易发生, 虽可避免产物中钾杂质的存在, 但反应收率只有20%~46%。溶液法的另一个缺点是有残液生成, 需进行铑回收, 但这会导致铑损失加大。
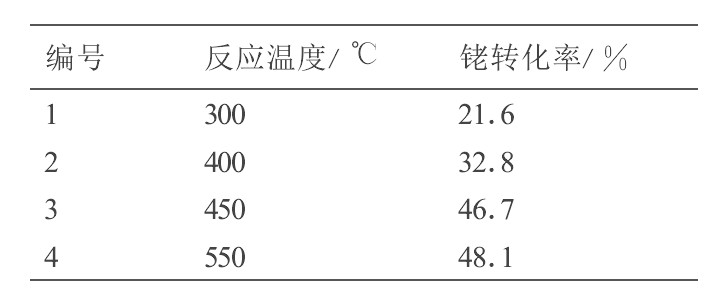
2.1 反应温度的影响
控制不同的反应温度, 碘铑比为50, 引发剂含量0.2%, 并保持该温度下反应6 h, 实验结果如表1。从表1看出, 随着反应温度的提高, 铑的转化率明显增加, 这是因为提高反应温度, 增加了反应体系中碘游离基的浓度, 加快了铑与碘的反应速度。当反应温度超过450℃后, 铑的转化率增加幅度变小。因此, 500℃是较佳的反应温度。
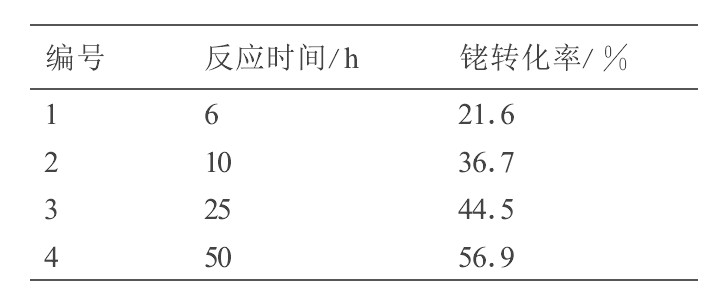
2.2 反应时间的影响
控制300℃的反应温度, 碘铑比为50, 引发剂含量0.2%, 保持不同的反应时间得到的实验结果如表2所示。
从表2看出, 随着反应时间的延长, 铑的转化率明显增加。
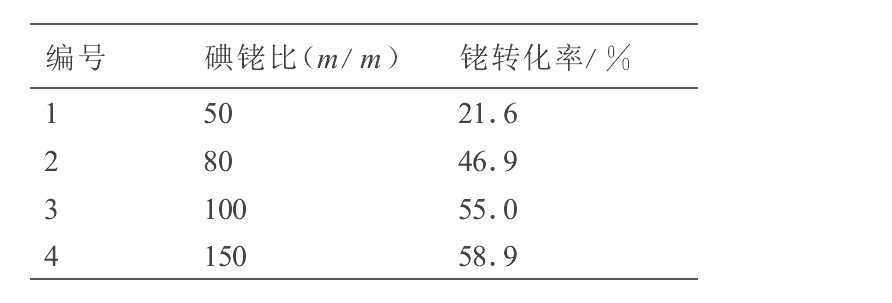
2.3 碘铑比的影响
表3是在反应温度300℃, 引发剂含量0.2%, 反应时间6 h的条件下, 碘铑比对铑转化率的影响碘含量越高, 无疑游离基的浓度越高, 则铑的转化率越高, 实验中发现当碘铑比达到100以上时, 铑的转化率增加趋缓, 考虑到节约试剂和分离的问题, 碘铑比为100为宜。
图1 三碘化铑的不同合成工艺
Fig.1 Different synthesis methods of rhodium (Ⅲ) iodide
表1 不同反应温度对铑转化率的影响 下载原图
Table 1 Influence of different temperature
表1 不同反应温度对铑转化率的影响
表2 不同的反应时间对铑转化率的影响 下载原图
Table 2 Influence of different reaction time
表2 不同的反应时间对铑转化率的影响
2.4 引发剂用量的影响
表4是在反应温度300℃, 反应时间6 h, 碘铑比50的条件下, 引发剂用量对铑转化率的影响。由表4看出, 随引发剂用量增加, 铑的转化率增加, 当引发剂用量达到时, 再增加用量, 铑的转化率增加也不明显。引发剂含量0.3%较好。
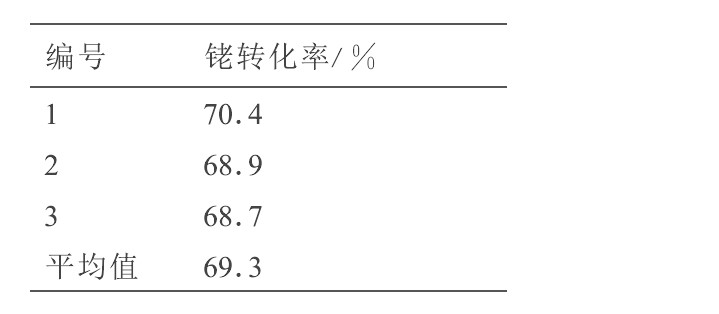
2.5 优化条件下的重复试验
通过以上条件优化实验, 并综合考虑试剂、混合物分离等多种因素, 在反应温度500℃, 反应时间40 h, 碘铑比100, 引发剂含量0.3%的条件下, 铑的转化率最高。表5是该条件下的重复试验, 铑的转化率最高可达69.3%。
3 结论
用传统的溶液法和直接碘化法两种方法合成了三碘化铑。实验证明在某引发剂的作用下, 铑粉与单质碘可直接反应合成三碘化铑。相对于传统的溶液法, 直接合成法具有工艺简单、产品纯度高、收率高、铑几乎无损失等优点。反应过程中, 提高碘游离基的浓度的因素如增加温度、碘铑比和引发剂的量, 可加速铑的转化。在反应温度500℃, 反应时间40 h, 碘铑比100, 引发剂含量0.3%的条件下, 铑的转化率最高可达69.3%。
表3 不同的碘铑比对铑转化率的影响 下载原图
Table 3 Influence of different ratios of iodine and rhodium
表3 不同的碘铑比对铑转化率的影响
表4 不同的引发剂用量对铑转化率的影响 下载原图
Table 4 Influence of different amount of initiator
表4 不同的引发剂用量对铑转化率的影响
表5 优化条件下的重复试验 下载原图
Table 5 Retest experiments of OP conditions
表5 优化条件下的重复试验
参考文献
[1] 蔡启瑞, 彭少逸.碳一化学中的催化作用[M].北京:化学工业出版社, 1995.473.
[2] 雷鸣, 冯文林, 郝茂荣, 等.甲醇羰基化制乙酸的理论研究[J].中国科学 (B辑) , 2001, 31 (5) :462.
[3] 北京师范大学化学教研室编.无机化学[M].北京:高等教育出版社, 1993.347.
[4] Forster D. On the mechanism of a Rhodium-complex-catalyed car-bonylation of methanol to acetic acid [J]. J. Am.Chem. Soc., 1976, 98:846.