DOI��10.11817/j.jsxb.1004.0609.2020-37720
����ֻ�����CMT�绡������������ͭ����֯������
��ï���� �Ž����� ���۱�
��ɽ����ѧ ����Һ�̽ṹ�ݱ���ӹ��������ص�ʵ���� �������Ӽ����о��������� 250061��
ժҪ�������о��˹��ղ����Բ���ֱ���������������ͭ����������֯�����ܵ�Ӱ�졣����������������۷��֮���γ���һ��Fe��������㣬�����۷������ɢ�ֲ�Fe�����������Ӻ�FeAl3�ࣻ������˿�ٶȵ�����Fe���������ĺ���������Ӵ�С���������ֲ���Χ��������ʱ���Ѳ�δһֱ���Ž�Ͻ���㣬������Ҫ���۷����ѣ�����ǿ��������˿�ٶ���������ڶ�������ÿ���۷�����֯��Ϊ�����֣���ֱ�ڽ����ߵĴִ���״����ƫ�봹ֱ����������ϸС��״���Լ��ɵ��ᾧ��ˮƽ��������״����ɵĻ��������˿�ٶȶԱ�������ǿ�ȵ�Ӱ���С����������ǿ��Ϊ390MPa���ң�����Ϊ360MPa���ң�������ʽ��Ϊ���Զ��ѡ�
�ؼ��ʣ�CMT���������죻����֯����ѧ����
��ͼ����ţ�TG 455 ���ױ�־�룺A
CMT��Cold Metal Transfer���绡������������͡��ɽ�С���۷������������ۡ�ϡ���ʵ͵��ŵ㣬�����ʺ������ֲ��ϵ����ӣ�Ҳ�ʺ��ڻ�������������������ֽ���[1-5]���ܱ�֤���Ե��������ܣ������Ͻ���ºϽ�����������ϻ���˽Ϲ㷺��Ӧ��[6-11]��
ͭ��ͭ�Ͻ�������õĵ����ԡ������ԺͿ���������[12-14]��Ŀǰ��ͭ�Ͻ�����������Ҫ���ü���͵������������켼����ONUIKE B����[15]����ѡ�������ۻ�����(SLM)����Cu-10Sn��ĩΪԭ���Ͻ����������죬�Ƚ�����������������������������֯����ѧ���ܡ������������������ľ�������ϸС����ѧ������ߡ�SZEMKUS����[16]��75%Cu-25%CrΪԭ���ϣ����ü�����������Cu-Cr��Ӵ���Ʒ������OM��SEM��������Cu-Cr��Ʒ�Ŀ�϶�ʣ�������Ϳ�϶��Ϊ3.3%��GUSCHLBAUER R����[17]�Դ���Ϊ 99.95%��ͭ����Ϊԭ���ϣ����õ�����ѡ���ۻ�������������ͭ�����������������ߵ��������������ڱ���ͭ��δ�ۻ������ס����Ƶ�ȱ�ݡ�
�������ü���͵���������ͭ�Ͻ�����������Ѿ�ȡ����һЩ�о��ɹ���������ͭ�Ͻ�Լ��������ʽϸߣ�������������м��������ʵ͡��ɱ��ߣ��������ʽϸߣ���������������Ҫ������ܱջ�����������ߴ����ϸ�����ƣ�������Ҫ�����������յ�ͭ�Ͻ��������졣Ŀǰ����CMT����������������Ҫ�������Ͻ���������죬����ͭ�Ͻ��CMT�绡���������о���δ�������������ֲ����Ͻ�������������о�Ҳδ���������������Ͼ���ǿ�ȸߡ��������Ժá��۸�͵��ŵ㣬��Ҳ���ڵ��硢�������ܲ����ʴ�Բ����ȱ�㣬ͭ�Ͻ�ֵĸ����㲿����˷��������ֲ��ϸ��Ե�ȱ�㣬ʵ�����ܺ;����ϵ����ƻ���[18-20]�����н�Ϊ������Ӧ��ǰ���������ں��պ��졢��������ҵ�ͺ��̵�����Ҫ�����Ժá�ǿ�ȸߡ���ʴ��ǿ�IJ����㷺����ͭ�ָ��ϼ�[21]���ڲ���ֻ����ϴ�ӡ����ͭ�����������Щ���������ܡ��ӿ����ƹ��̡�
��ʵ����CMT�绡Ϊ��Դ����304����ֻ������۷�����ͭ��˿�������������죬�о����ղ������۷��-���Ľ�����������챡��������֯�����ܵ�Ӱ�졣
1 ʵ��
ʵ�����250mm��70mm��3mm��304�������Ϊ���壬���� 1.2mm������ͭ��Ϊ��˿������Transplus Synergic 2700 CMT��Դ����ά����̨�����۷��۷�����У�����¶�Ϊ���£����쵽�۷�����ľ���ʼ�ձ���15mm��������������Ϊ15 L��min-1��
1.2mm������ͭ��Ϊ��˿������Transplus Synergic 2700 CMT��Դ����ά����̨�����۷��۷�����У�����¶�Ϊ���£����쵽�۷�����ľ���ʼ�ձ���15mm��������������Ϊ15 L��min-1��
���ü���ʵ�������һ���۷��ͻ���֮��Ľ��ǿ�ȣ�������ȡλ����ͼ1��ʾ�����۷�������֮��Ľ�Ͻ�����м��С�����������ı������������ݡ������ȡ������������������MT5015����������������м��к���������ʵ�飻��ȡ����������������ĥ��ϸĥ�����ʴ������XJP-6A���������۲�����֯������DHV-100��Ӳ�ȼƽ�����Ӳ�Ȳ��ԡ�ͼ2Ϊ�ݡ�������������������֯����ʾ��ͼ��
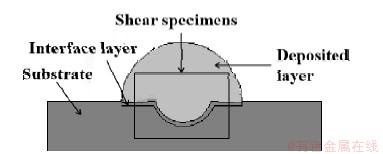
ͼ1 �۷�����ʾ��ͼ
Fig.1 Schematic of taking of extraction of shear specimen

ͼ2 �ݡ�������������������֯����ʾ��ͼ
Fig.2 Schematic diagram of extraction of longitudinal and transverse tensile specimens and microstructure specimens
2 ���������
2.1 ��һ���۷�����
�����о�����˿�ٶȺ������ٶȶԵ�һ���۷����ε�Ӱ�죬�����۷����ò�ɷ�Ϊ�ĸ�������ͼ3��ʾ����˿�ٶ���3��10m/min�ķ�Χ�ڣ�ƥ����ʵ������ٶȣ��ɻ�ñ���⻬���۷�㡣��˿�ٶȽ�С�������ٶȽϴ�ʱ��A�����������۷�������������С���۷��߶ȴ���С�ұ�Ե����δ�ۺ������۷����չ�����ȣ���˿�ٶȺ������ٶȶ��ϴ�ʱ��B�������������쳣��·���绡Ƶ��Ϩ�𣬺�˿ճ�����۳�ǰ�ز��ܻس飬����˲ʱճ˿������ʹ�۷�㲻������C��Ϊ�۷�����ȶ��ij������������۷�����⻬����ʪ�ǽ�С����ҧ�ߣ������ٶ�С����˿�ٶȴ�ʱ��D�����������۷������������������۳��ڲ����ȣ��������۳�����ʱ�䣬ʹβ���۳ر���Ӵ���������������Ҳ��ʹ�۳������̹����������۵ν����۳ض������ĺ�����ʹ���������塣

ͼ3 �۷��ղ������۷�����������Ӱ��
Fig.3 Deposition parameter effect on appearance of the first deposit
��0.6m/min�������ٶ��£��о���˿�ٶȶ����۷����γߴ��Ӱ�졣ͼ4ʾ���˵�һ���۷��ĺ����ò����״�ߴ硣ͼ5��ʾΪ��˿�ٶȶԻ�������۷����ȼ��߶ȵ�Ӱ�졣��˿�ٶȽ�С��5m/min��ʱ���������С��Һ̬�۳���ȴ���죬��չ�����������۷����Ƚ�С���߶Ƚϴ���˿�ٶ���ߵ�6m/min������������Һ̬�۳������Ա�ã������۷��߶��½������۷�����������������������˿�ٶȣ���������۷����Ⱥ߶Ⱦ���������������Խ��͡�
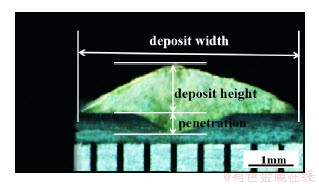
ͼ4 ��һ���۷��ĺ����ò����״�ߴ�
Fig.4 Cross-sectional Morphology of the first deposit
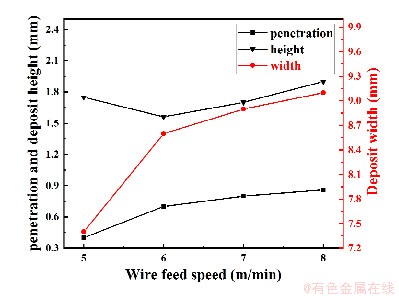
ͼ5 ��˿�ٶȶԻ�������۷����Ⱥ߶ȵ�Ӱ��
Fig. 5 Effect of wire feed speed on substrate penetration, deposit width and height
2.2 ����֯
2.2.1 ����-�۷����渽������֯
ͼ6ʾ���������ٶ�Ϊ0.6m/minʱ��ͬ��˿�ٶ����۷��-���Ľ��渽��������֯���������۷��֮���γ���һ�������Ľ���㡣��ɨ������������ý���㺬��Fe��Cu��Cr��Al��Ԫ�أ���ͼ7��ʾ���ý�������̬�ͳɷ����������������ı仯���仯���ý���������Ľ�������һ���⻬�����ߣ������۷��֮��Ľ���ʾ��״�����������ò�IJ���˵��CuԪ��������е���ɢ�����ȣ���Щ��λ��ɢ�죬��Щ��λ��ɢ������ɢ��IJ�λ���ֶ̰�״��������˿�ٶȴ�5.0 m/min ����8.0 m/min����Ͻ�����ȴ�5.7��m���ӵ�8.5��m���ý���㸽�����۷���л���ɢ�ֲ��Ÿ��������ӣ����������ߴ�Ҳ����˿�ٶȵ���߶������ң���Щ���ӵķֲ���ΧҲ������˿�ٶȵ������������ͼ8��ʾ��

ͼ6 ��˿�ٶȶԻ���-�۷�������֯��Ӱ��
Fig. 6 Effect of wire feed speed on the microstructure around the substrate/deposit interface

ͼ7 ����-�۷��������ɨ��ɷַ�����WFS=6m/min��
Fig.7 EDS line scan analysis across the substrate/deposit interface (WFS=6m/min)

ͼ8 �۷���и�����ķֲ�
Fig. 8 Distribution of isolated iron-rich phases in the deposit
ͼ9Ϊ���渽���ڶ������ӵ�SEM��ò������EDS������4�����ӵijɷ֣�������1��ʾ����������ҪԪ����Fe���������������Cu��Cr��Al��Ni�ȡ�Fe��Cu֮�以�ܶȺܵͣ�������Ԫ�䲻�����κν����仯��������Щ���Ӳ������ǵ�һ�Ĺ����壬�ܿ�����Fe�����������������Ļ����۷��X���������������������۷���к���Fe�������塢Cu�������������FeAl3�࣬��ͼ10��ʾ��ͭ�������������ڻ��壬˵����Щ�����Ǻ���Cr��Cu��Al��Ni�����������������FeAl3��Ļ���EDS�����з��ֵ�Cu����Զ����Cu��Fe�еĹ��ܶȣ�����Ϊ�����������Cu����������ġ���1�����Ӻ�2�����ӵ�Cu����������˵������һ�㣬��Ϊ���������ӵİ뾶С��EDS����ʱ������������״�Cu�����ϡ�
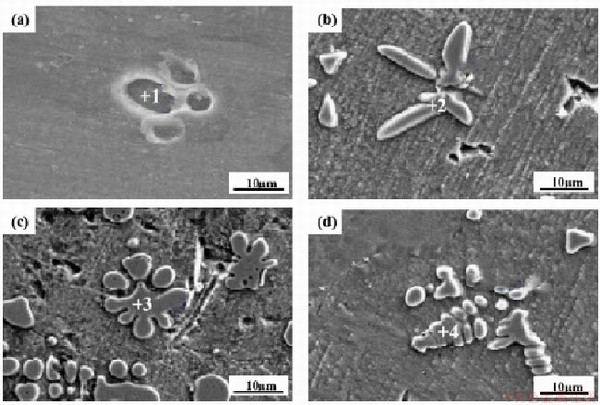
ͼ9 �������SEM-BSE����Ƭ��WFS=6m/min��
Fig.9 SEM/BSE micrographs of iron-rich phases��WFS=6m/min��
�� 1 ��ͬ��ò�������Ԫ�غ�����Ħ��������%��
Table 1 Element content of iron-rich phases with different morphologies (molar fraction,%)


ͼ10 ��һ���۷���X����������
Fig.10 XRD pattern of the first deposited layer
2.2.2 ������������֯
ͼ11��a����ʾΪ�۷���16��ı����������������ò������֮�������Եķֽ��ߡ�ͼ11��b��Ϊ��15���16���غϲ��ֵ�����ò���ɿ���15�㱻����֮ǰ��ԭʼ�����ͱ�16������֮����ۺ��߾������ɼ���ǰ���ᾧ����ͬ��������֯�нϴ�����γɲ�����������֣��ڶ��㼰�����ϸ������֯��ò�������ƣ���ÿ����������ò��ͬ�IJ��ֹ��ɡ�ͼ12ʾ���˵�ʮ����������ϵ�

ͼ11 �������������ĺ������ò
Fig.11 The profile of the cross section of the additive manufactured sample
�������ֵ�����֯��ͼ12��a��Ϊ�ò�ײ���֯��������Ϊ�ִ����״������������ֱ�ڲ��Ľ����棬�����뽻��������������״�����Լ�С����ͼ12��b����ʾ��ͼ12��c��Ϊ��������ͭ���������״����������������ϸС��������������ƫ�뽻���淨�������������ƫ�루ͼ�н���ʾ����ƫ���ұߵ���֯����ͼ12��d��Ϊ�ò�Ķ�����֯����״���͵��ᾧ���棬��״������ƽ���ڽ����淽��������
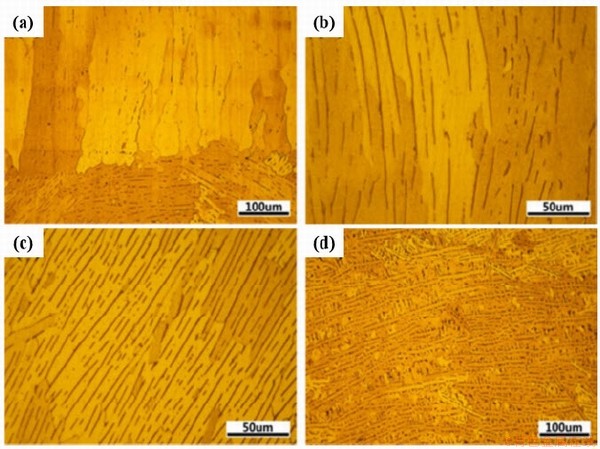
ͼ12 ����������ʮ����������ϵ�����֯
Fig.12 Microstructures of different region in the 16th deposit in additive manufactured sample
2.3 ��ѧ����
2.3.1 ����-�۷���ļ���ǿ��

ͼ13 �۷����жϿں����ĺ�۽���ͼ
Fig.13 Macroscopic morphology of cross section of the sheared specimen
ͼ13Ϊ�۷����жϿں����ĺ�۽���ͼ���ɿ���������·�������������ƽ�У�����һֱ�����۷����㡣ͼ14Ϊ����ǿ������˿�ٶȵı仯���ƣ�������˿�ٶȵ����ӣ�����ǿ������������Ϊ�����������۷���еĸ��������࣬���˵ڶ���ǿ�������ã�����������ǿ�ȡ�ͼ15ʾ���˶Ͽڱ�Ե��λ���Ͽ����IJ�λ�ĶϿ���ò�����ڱ�Ե��λ���Ž���Fe�����������ѣ��Ͽڳ��ֳ����������������IJ�λ��������Ե����ѣ�����Ϊ���Զ��ѡ�
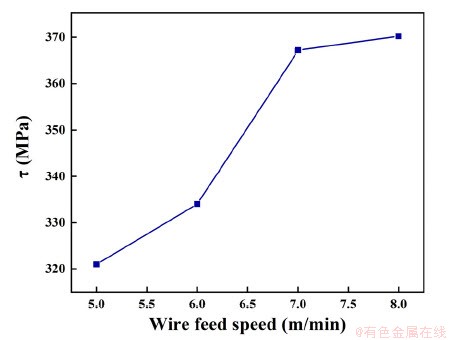
ͼ14 ��˿�ٶȶԼ���ǿ�ȵ�Ӱ��
Fig.14 Influence of wire feed speed on shear strength

ͼ15 ��һ���۷�㲻ͬλ�ü��жϿ�����ò��WFS=6m/min��
Fig.15 SEM images near the edge (a) and at the center of the shear fracture surface
2.3.2 ��������Ӳ�ȷֲ�
ͼ15Ϊ��ͬ��˿�ٶ����ر������������ߵ�Ӳ�ȷֲ�����ͼ15�ɿ������ھ������Ͻ�2.5mm�ķ�Χ��Ӳ�Ƚϴ��������뿪������������������½���������������ԭ������������������ۻ��Ļ��Ľ����۷�㣬�γɸ����࣬������Ĵ��������������Ӳ�ȣ�ʹ��������Ӳ�ȴ����ߡ������ľ��볬��2.5mmʱ������˿�ٶ�����Ӳ�������ͣ�ԭ������˿�ٶȵ�������ʹ���������ӣ����ɢ�ȱ�������֯��ôִ�Ӳ�Ƚ��͡�ͬһ��˿�ٶ��£�����������ͬ��λ��Ӳ��Ҳ��С���������������Ϊÿһ�۷�������λ����֯��ͬ����ģ���ֱ�ڽ���Ĵִ���״����ƫ���ϸС��״����ˮƽ��״��-���ᾧ�����֯��Ӳ�����в�ͬ��

ͼ16 ����������Ӳ�ȷֲ�
Fig.16 Hardness distribution of thin-walled samples
2.3.3 ��˿�ٶȶԱ��������������ܵ�Ӱ��
Ϊ̽�����ղ���������ͭ�������챡�������������ܵ�Ӱ�죬���۷��������ݡ������ȡ��������ͼ17Ϊ�ݡ������������챡��������������Ľ������ͼ17��֪����˿�ٶȶԱ��������ݡ���������ǿ�Ȼ���û��Ӱ�졣����������������ʱ��Ӧ����ֱ�ھ���������������ǿ����390MPa���ң���������ʱӦ�����ž���������������ǿ����360MPa���ң���������ǿ�ȴ��������ֳ��������ԡ�
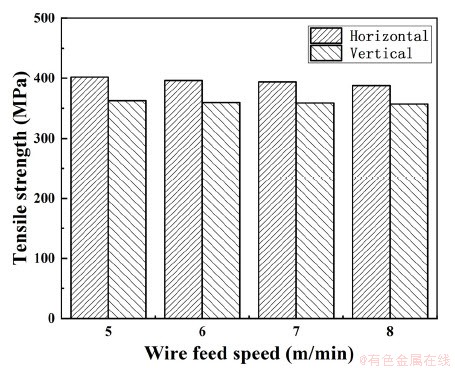
ͼ17 ��˿�ٶȶ��ݡ�������������ǿ�ȵ�Ӱ��
Fig.17 Effect of wire feed speed on tensile strength of longitudinal and transverse thin-walled samples
ѡȡ��˿�ٶ�Ϊ6m/min������Ͽ���ò���й۲죬ͼ18��a��Ϊ��˿�ٶ�6m/min����������Ͽ���ò��ͼ18��b��Ϊ��˿�ٶ�6m/min�ĺ�������Ͽ���ò���Ա���ͼ���Է��֣����ѷ�ʽ��Ϊ���Զ��ѣ�����Ͽ����ѳߴ�Ϻ���Ͽ����ѳߴ��Դ�

ͼ18 �ݡ���������Ͽ���ò��WFS=6m/min��
Fig.18 Fracture morphology of longitudinal tensile specimen (a) and transverse tensile specimen (b) ��WFS=6m/min��
3 ����
1����˿�ٶ���3��10m/min�ķ�Χ�ڣ�ƥ����ʵ������ٶȣ��ɻ�ñ���⻬����ʪ�ǽ�С����ҧ�ߵĴ�ӡ�㡣
2���۷������ĵ�֮���γ���һ�������ĸ�Fe�࣬��������۷��֮��Ľ���ʾ��״�����벻���֮��Ľ���ΪԲ�������ߣ��ڶ������Ӿ�Ϊ���������������FeAl3��Ļ���
3���ڶ��������ϵ��۷�����֯���µ�������Ϊ��ֱ�ڽ����ߵĴִ���״����ƫ�봹ֱ����������ϸС��״���Լ��ɵ��ᾧ��ˮƽ��������״����ɵĻ������
4���۷�������ļ��ж���·����������ƽ�У���Ҫ�ֲ����۷���У�������˿�ٶȵ�������ǿ��������������������ǿ����390MPa���ң�������360MPa���ң�����������˿�ٶȵ�Ӱ�죬���ѷ�ʽ��Ϊ���Զ��ѡ�
REFERENCES
[1] ZHANG Chen, LI Yu-fei, GAO Ming, ZENG Xiao-yan. Wire Arc Additive Manufacturing of Al-6Mg Alloy using Variable Polarity Cold Metal Transfer Arc as Power Source[J]. Materials Science and Engineering: A, 2018, 711: 415-423.
[2] SCUDINO S, UNTERDORFER C, PRASHANTH K G, ATTAR H, ELLENDT N, UHLENWINKEL V, ECKERT J. Additive manufacturing of Cu�C10Sn bronze[J]. Materials Letters, 2015, 156: 202-204.
[3] ����». ������������ɼ��������Ͻ���ٳ��μ����������о�[D]. ������: ��������ҵ��ѧ, 2013.
JIANG Yun-lu. Research on the Rapid Prototyping Technology and Forming Process of Aluminum Alloy Based on the CMT[D]. Harbin: Harbin Institute of Technology, 2013.
[4] BEYTULLAH G, KALUC E, TABAN E, AYDIN SIK S S. Mechanical and Microstructural Properties of Robotic Cold Metal Transfer(CMT) Welded 5083-H111 and 6082-T651 Aluminum Alloys[J]. Materials & Design (1980-2015), 2014, 54: 207-211.
[5] PICKIN C G, WILLIAMS S W, LUNT M. Characterisation of theCold Metal Transfer (CMT) Process and its Application for Low Dilution Cladding[J]. Journal of Materials Processing Tech, 2011, 211(3): 496-502.
[6] FANG Xue-wei, ZHANG Li-juan, LI Hui, LI Chao-long, HUANG Ke, LU Bing-hang. Microstructure Evolution and Mechanical Behavior of 2219 Aluminum Alloys Additively Fabricated by the Cold Metal Transfer Process[J]. Materials (Basel, Switzerland), 2018, 11(5): 812.
[7] SU Chuan-chu, CHEN Xi-zhang, GAO Chuang, WANG Yan-fang. Effect of Heat Input on Microstructure and Mechanical Properties of Al-Mg Alloys Fabricated by WAAM[J]. Applied Surface Science, 2019, 486: 431-440.
[8] NIE Yun-peng, ZHANG Pei-lei, WU Xi, LI Guo-jin, YAN Hua, YU Zhi-shui. Rapid Prototyping of 4043 Al-Alloy Parts by Cold Metal Transfer[J]. Science and Technology of Welding and Joining, 2018, 23(6): 527-535.
[9] ������, �� ��, Ф �B, �����. ���Ͻ�绡�ۻ����λ�������������ϵͳ[J]. ����, 2016(4): 9-12.
CHEN Shu-jun, ZHAO Yun, XIAO Qun, TIAN Hong-yu. Aluminum Alloy Arc Deposition Robot Additive Manufacturing System[J]. Weld, 2016(4): 9-12.
[10] CONG Bao-qiang, DING Jia-luo, WILLIAMS S. Effect of Arc Mode in Cold Metal Transfer Process on Porosity of Additively Manufactured Al-6.3%Cu Alloy[J].The International Journal of Advanced Manufacturing Technology, 2015, 76(9): 1593-1606.
[11] GOMEZ O A, CORONA G L, DESCHAUS-BEAUME F, MEZRAG B, ROUQUETTE S. Effect of Process Parameters on the Quality of Aluminium Alloy Al5Si Deposits in Wire and Arc Additive Manufacturing using a Cold Metal Transfer Process[J]. Science and Technology of Welding and Joining, 2018, 23(4): 316-332.
[12] LOUREIRO A, MENDES R, RIBEIRO J B, LEAL R M, GALVAO I. Effect of Explosive Mixture on Quality of Explosive Welds of Copper to Aluminium[J]. Materials & Design, 2016, 95: 256-267.
[13] FINDIK F. Recent developments in explosive welding[J]. Materials & Design, 2011, 32(3): 1081-1093.
[14] ZHANG Min, ZHANG Tao, CAI Jun-qing, LIU Juan-juan, LI Ji-hong. Effect of heat treatment on microstucture and properties of explosive welding clad plate of TA1/Q345[J]. China Welding, 2018, 27(01): 26-31.
[15] ONUIKE B, HEER B, BANDYOPADHYAY A. Additive Manufacturing of Inconel 718��Copper Alloy Bimetallic Structure using Laser Engineered Net Shaping (LENSTM)[J]. Additive Manufacturing, 2018, 21: 133-140.
[16] SZEMKUS S, KEMPF B, JAHN S, WIEHL G, HERINGHAUS F, RETTENMAYR M. Laser Additive Manufacturing of Contact Materials[J]. Journal of Materials Processing Tech, 2018, 252: 612-617.
[17] GUSCHLBAUER R, MOMENI S, OSMANLIC F, KORNER C. Process development of 99.95% pure copper processed via selective electron beam melting and its mechanical and physical properties[J]. Materials Characterization, 2018, 143: 163-170.
[18] TATSUYA F, YUKI W, YASUYUKI M, FUMIO K. Brazing of copper to stainless steel with a low-silver-content brazing filler metal[J]. IOP Conference Series: Materials Science and Engineering, 2014, 61: 012016.
[19] MAHDI M, EKRAMI A. Microstructure and mechanical properties of pure Cu interlayer TLP joints of 304 stainless steel to dual phase steel[J]. Journal of Materials Processing Tech, 2020, 275: 116276.
[20] CHEN R B, SHIUE R K. The microstructural observation and wettability study of active brazing beryllium copper and 304 stainless steel[J]. Journal of Materials Science Letters, 2001, 20(15): 1435-1437.
[21] ������, �� ��, ������, �� ��, �� ��, ������. ̼�ֱ��漤���۸�����ͭͿ�����֯��ͭ������[J]. ������ �����ѧ��չ, 2019, 56(05): 153-160.
HUANG Xiang-xiang, FENG Kai, HE Li-jie, GONG Jian, CHEN Jiang, LI Zhu-guo. Microstructure and copper penetration phenomenon of laser cladding aluminum bronze coating on carbon steel surface[J]. Progress in Laser and Optoelectronics, 2019, 56(05): 153-160.
Microstructure and properties of additive manufactured Cu-Al bronze alloy on St-St substrate using CMT arc as heat source
CHEN Mao-ai, ZHANG Jian-hua, YU Xiong-bing
(MOE key Laboratory for Liquid-Solid Structure Evolution and Materials Processing,Institute for Materials Joining, Shandong University, Jinan 250061, China)
Abstract: The effect of process parameters on microstructure and properties of additive manufactured Cu-Al bronze on St-St substrate was studied. The results show that a continuous layer of Fe-based solid solution forms between the substrate and the deposit. In addition, isolated particles composed of Fe-based solid solution and FeAl3 distribute in the additive manufactured Cu-Al Cu matrix. The thickness of the Fe-based solid solution layer and the particle size and number increase with increasing wire feed speed. The shear strength between the substrate and deposit increases with the increase of wire feed speed. The shear fracture does not propagate along the Fe-based solid solution layer, but goes through the deposited metal near the substrata. The microstructure of each deposited pass above the second layer was divided into three zones, i.e. coarse columnar grain zone, fine columnar grain zone and mixed zone consisting of equiaxed and horizontal columnar grains. The wire feeding speed has little effect on the mechanical strength of thin-walled specimen. The transverse tensile strength is about 390 MPa and the longitudinal one is about 360 MPa. All the fracture surfaces exhibit dimple structure.
Key words: CMT; additive manufacturing; microstructure; mechanical properties
Corresponding author: CHEN Mao-ai; Tel: +86-15562491928; E-mail: chenmaoai@sdu.edu.cn

