J. Cent. South Univ. (2017) 24: 2805-2812
DOI: https://doi.org/10.1007/s11771-017-3695-2

Influence and mechanism of Indonesia vanadium titano-magnetite on metallurgical properties of iron ore sinter
GAO Qiang-jian(高强健)1, WEI Guo(魏国)1, SHEN Yan-song(沈岩松)2, JIANG Xin(姜鑫)1,
ZHENG Hai-yan(郑海燕)1, SHEN Feng-man(沈峰满)1, LIU Chang-sheng(刘常升)1
1. School of Metallurgy, Northeastern University, Shenyang 110819, China;
2. School of Chemical Engineering, University of New South Wales, Sydney 2052, Australia
 Central South University Press and Springer-Verlag GmbH Germany,part of Springer Nature 2017
Central South University Press and Springer-Verlag GmbH Germany,part of Springer Nature 2017
Abstract: In order to provide a reliable reference for utilizing Indonesia vanadium titano-magnetite (VTM) in blast furnace (BF) economically, metallurgical properties of iron ore sinter with addition of Indonesia VTM in mixed sintering materials were investigated, including low-temperature reduction degradation index (RDI), reducibility index (RI), and softening/melting properties. Additionally, influenced mechanism of Indonesia VTM on metallurgical properties of sinter was studied. It is found that adding Indonesia VTM in sintering process quickly increases the RDI of sinters, and decreases the RI from 78.02% to 68.43%. Moreover, both beginning temperature (T4) and final temperature (TD) of softening/melting increase gradually, and cohesive zone temperature range (TD–T4) enlarges from 219°C to 315°C. As a result, the permeability of cohesive zone gets worse, which is proven by the higher maximum pressure drop (δPmax) in softening/melting experiments. It is concluded that, after comprehensively considering all metallurgical properties mentioned above, the proper proportion of Indonesia VTM in sintering process is proposed in the new raw materials conditions.
Key words: Indonesia vanadium titano-magnetite; sinter; reduction degradation index; reducibility index; softening and melting properties
1 Introduction
The sintering process of iron ore is a consolidation process, including granulation process of the mixed materials (such as iron ore, fuel and flux), ignition in an ignition furnace, combustion of fuel in the sintering bed, cohesive action of binding phase, and the suction is applied beneath the grate (in a movable strand) [1]. Sinter is a most commonly used burden material for blast furnace (BF) all over the world [2]. Therefore, the quality of sinter plays an important role in BF stability [3–5]. Sintering process is being improved gradually with the progress of technology and application of automation. It is acknowledged that the stable sintering production is beneficial for the smooth operation of BF and the decreasing fuel consumption [6–8]. Sintering production is a complex process, and the quality of sinter has a correlation with the BF process. Consequently, accurate assessment of effects of using any new iron ore on BF process is essential. In order to meet the requirement of BF, the metallurgical properties of iron ore should be investigated such as low-temperature reduction degradation index (RDI), reducibility index (RI), and softening/melting properties. Based on these metallurgical properties, effect of the new iron ore on the BF process can be identified.
Indonesia vanadium titano-magnetite (Indonesia VTM) mentioned here is a new iron ore which has a potential to be utilized in BF process. Basically, the element Fe, V and Ti can be economically utilized. In addition, the contents of harmful elements, e.g., S, P, and Zn are lower than permitted load of BF. For vanadium titano-magnetite in China, GAN et al [9] maintained that the metallurgical properties of sinters got worse after adding vanadium titano-magnetite in mixed sintering materials in Panzhihua Iron and Steel Corporation, China, and lots of iron and slag could not get through coke layer into the hearth smoothly, which would make the permeability of BF become worse. DU et al [10] pointed out that the key point of its application on BF was the fluidity of high TiO2 slag, and it would be not in favor of the smooth operation of BF process. Also, ZHOU et al [11] stated that vanadium titano-magnetite could be utilized as a BF protection material due to the production of Ti(C, N) in hearth of BF. However, the application experiences about Indonesia VTM considered here in sinter and BF process are limited, which means that few reliable references for using Indonesia VTM in blast furnace (BF) can be achieved. It is therefore significant to clarify the effects of Indonesia VTM on metallurgical properties of sinter and to evaluate the influence appropriately in BF process.
In this work, effects of adding Indonesia VTM on metallurgical properties of sinter were investigated, and influence mechanism of the Indonesia VTM on metallurgical properties was studied. Finally, the proper proportion of Indonesia VTM in sintering process was proposed in the new raw materials conditions.
2 Experimental
2.1 Raw materials
In view of the practical experience of vanadium titano-magnetite in BF China, it is sure that Indonesia VTM has a potential in BF process. The chemical composition of Indonesia VTM is listed in Table 1.
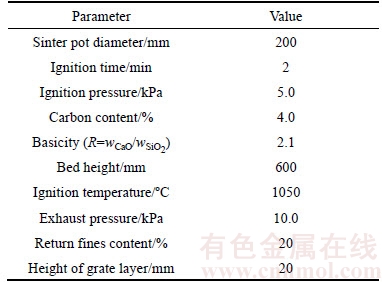
In the present work, some sintering parameters were set based on production conditions and operational system of typical iron and steel making plant in China and the detailed parameters are listed in Table 2.
Table 1 Chemical composition of Indonesia VTM (mass fraction, %)

Table 2 Experimental parameters
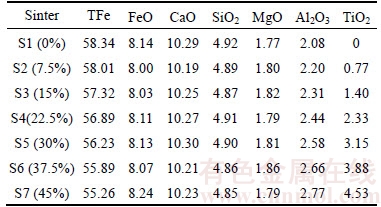
The Indonesia VTM content was designed as 0%, 7.5%, 15%, 22.5%, 30%, 37.5% and 45%, respectively, and the proportion of other iron bearing materials decreased proportionally. The basicity was adjusted by flux. The chemical composition of sinters is shown in Table 3. According to the proportion of Indonesia VTM, the sinter samples are named as S1, S2, S3, S4, S5, S6 and S7.
Table 3 Chemical composition of sinters (mass fraction, %)
2.2 Experimental methods
2.2.1 Reduction degradation index
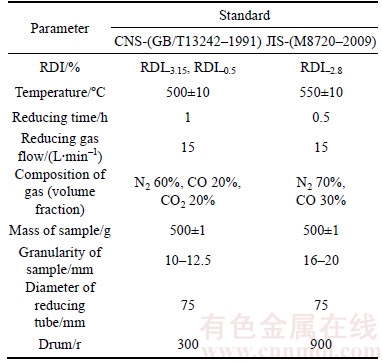
Reduction degradation index (RDI) of sinters was examined based on the national standard of China (CNS, GB/T13242–1991) and Japanese industry standard (JIS, M8720–2009) for comparison [12]. The detailed parameters are listed in Table 4. Actually, the RDI–3.15, RDI–0.5 and RDI–2.8 are concerned here.
Table 4 Detailed parameters of RDI according to CNS and JIS
2.2.2 Reducibility index
Reducibility index (RI, Ir) of sinters was tested based on the ISO standard [13], and the general parameters are listed as follows. Mass of sample is 500 g, experimental temperature is 900 °C, and flows of gases are vN2=10.5 L/min, and vCO=4.5 L/min), reducing time is 3 h. The calculation formula of RI is expressed as
 (1)
(1)
where m0 and mt are the masses of sample before reduction and after reduction; w1 and w2 are the mass fractions of FeO and total Fe in sinter, respectively.
2.2.3 Softening and melting properties
The softening and melting properties were obtained in view of the fundamental standard of iron and steel industry. The schematic drawing of current experiment is shown in Fig. 1.
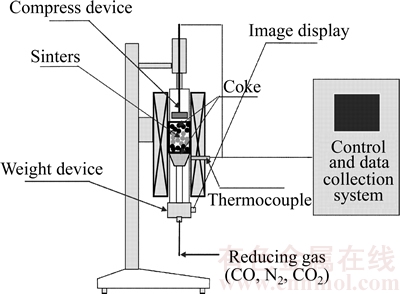
Fig. 1 Sketch of softening/melting experiments
A graphite crucible (75 mm of inner diameter), with some dripping holes (l0 mm of diameter) on the bottom, is applied on the present experiments. 500 g sample is charged into the graphite crucible mentioned above, the particle size of which is 10–12.5 mm. Both the bottom of sample-column and the top of sample-column are covered by coke layer (particle size: 10–12.5 mm), as shown in Fig. 1. After experiment, the dropping slag was collected for further analysis. The heating-up system, pressure load and gas flow are designed in Fig. 2 in order to simulate the BF process.
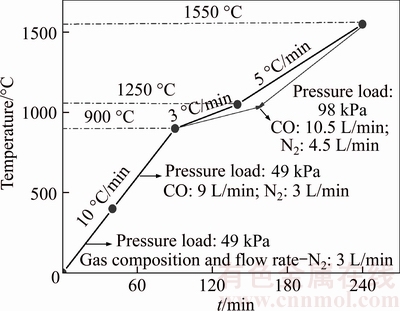
Fig. 2 Details of softening/melting experiment
In the present work, when shrinkage ratio is 4%, the temperature is defined as the beginning temperature of softening/melting (upper temperature of cohesive zone) which is denoted as T4. The temperature of dropping (liquid metal or slag) is defined as final temperature of softening/melting (bottom temperature of cohesive zone) which is denoted as TD. And (TD–T4) indicates the temperature range of cohesive zone. The maximum gas resistance of charging-bed in softening/melting experiment is defined as the maximum pressure drop, denoted as δPmax.
2.3 Reproducible experiment
In order to assure the reproducibility of the results, the experimental data obtained here are the averaged values of two repeated experiments.
3 Results and analysis
3.1 Reduction degradation index
The sinters may be degraded due to the impact of air flow and reduction reaction in upper shaft of BF. As a result, the permeability of BF will be probably deteriorated [14]. RDI is a significant metallurgical property which can be utilized to describe the reduction degradation degree of iron bearing materials in shaft [15].
Effect of adding Indonesia VTM on RDI examined according to CNS and JIS of sinter is shown in Fig. 3. One can see that, both RDI–3.15 and RDI–0.5 (CNS) increase gradually as the proportion of Indonesia VTM in mixed sintering materials increases from 0 to 45%. Similarly, the RDI–2.8 (JIS) increases from 33.3% to 44.1%. There is no doubt that the permitted level of RDI in BF process is as low as possible. For instance, the permitted level of RDI–3.15 for national standard of China (CNS) is no more than 35% [12].
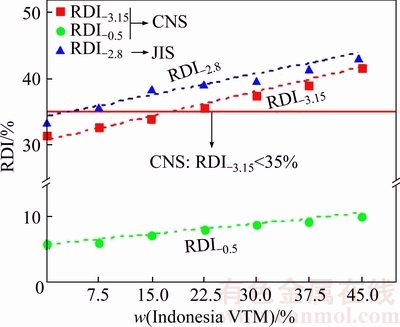
Fig. 3 Effect of Indonesia VTM on RDI
It has been well received that consolidation processes of the sinter are achieved by much liquid phase (binding phase). And the development of binding phase is shown in Fig. 4. Firstly, low melting point minerals appear in a solid-phase reaction (Fig. 4(a)). Secondly, some primary liquid phase is formed during the period of temperature-adding process, and then more and more liquid phase is generated and polymerized because of the solution behavior between the primary liquid phase and sintering materials (e.g. iron ore and flux) as shown in Fig. 4(b). Finally, the produced sinters are obtained after the cooling process of the sinter agglomerated by much binding phase like Fig. 4(c). Therefore, one can conclude that the sorts and quantity of binding phase profoundly affect the sinter metallurgical properties.

Fig. 4 Sketch map of induration process of sinter
The XRD patterns of S1(0% of Indonesia VTM) and S7(45% of Indonesia VTM) are shown in Fig. 5. The stronger binding phase [14] calcium ferrite (Ca2Fe2O5), decreases. Also, a little of perovskite (CaTiO3) is discovered in S7, and the brittleness of perovskite is larger than that of calcium ferrite [16]. Consequently, the perovskite can hardly make sinter strength improved, and the RDI increases gradually.
Similarly, the micro-structures of sinters for different Indonesia VTM content are shown in Fig. 6. In Fig. 6, the mineral of “A point” is acicular calcium ferrite; the mineral of “B point” is magnetite; the mineral of “C point” is gangue minerals. As seen, it is indicated that the acicular calcium ferrite content (main binding phase of high-basicity sinters) whose strength is better [16] is decreasing gradually with the addition of Indonesia VTM in mixed sintering materials.
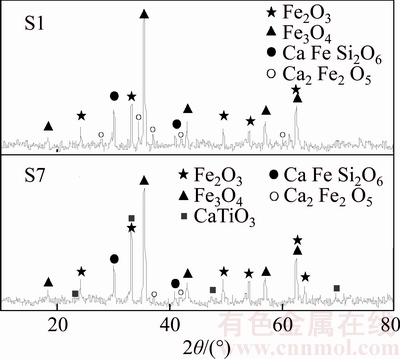
Fig. 5 XRD pattern of S1 and S7
In the upper part of BF, as the temperature is 400–600 °C, sinters will be reduced from the hematite (Fe2O3) to magnetite (Fe3O4) or wustite (FeO), and the crystal lattice will transit from hexahedral lattice to cubic lattice [17]. During this process, the crystalline form will change and the crystal volume will swell gradually, which may result in the reduction degradation of sinters [18]. The reducibility degree in the RDI experiments can be obtained based on the weight-losing of sinter, which is defined as RIRDI. The relationship between RIRDI and RDI–3.15 is shown in Fig. 7. It can be seen that the RIRDI is higher, and the corresponding RDI–3.15 is larger. For instance, when the RIRDI is the highest (11.02% for S7), the corresponding RDI–3.15 is the largest too (41.7% for S4). Based on the above analysis, we can draw a conclusion that the RDI increases gradually with the addition of Indonesia VTM in mixed sintering materials. And the reasons for that can be summarized as the following two parts: one is the variation of binding phase (decrease of calcium ferrite and production of perovskite) in sinter process; the other is the fundamental reduction action of the reaction.
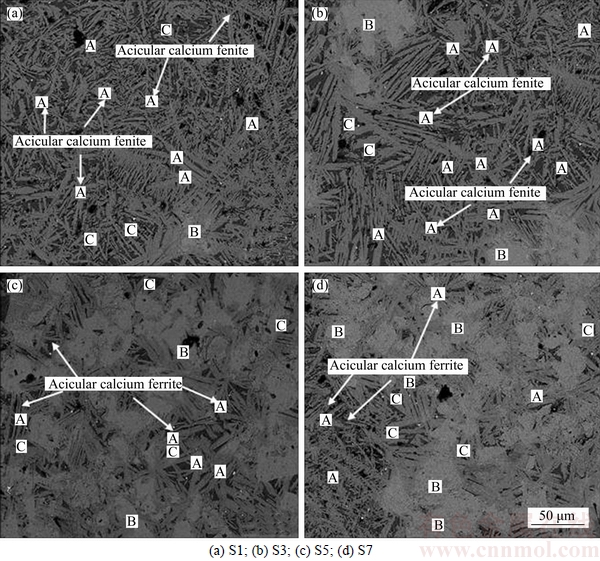
Fig. 6 Micro-structures of sinters:
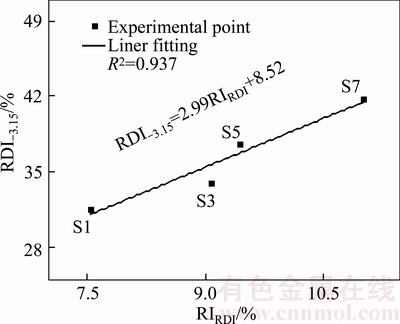
Fig. 7 Relation between RIRDI and RDI–3.15
3.2 Reducibility index
Reducibility index (RI) is also one of significant metallurgical properties of sinter. It has been proven by many BF practices that higher productivity and lower fuel rate can be achieved by using the iron ores with better reducibility [18]. Effect of Indonesia VTM on the RI of sinter is shown in Fig. 8. The RI decreases from 78.02% to 68.43% as the proportion of Indonesia VTM is added from 0 to 45% (mass fraction). However, it is generally demanded that the RI for sinter is more than 75% [12].
The SEM-EDX analysis of S7 is shown in Fig. 9. The element Ca and Ti could be found in the binding phase (S7) in the figure. Therefore, it should be perovskite (CaO·TiO2) which is also identified in the XRD pattern (Fig. 5). The amount of calcium ferrite which has a better reducibility decreases gradually. But the reducibility of perovskite is not as good as calcium ferrite.
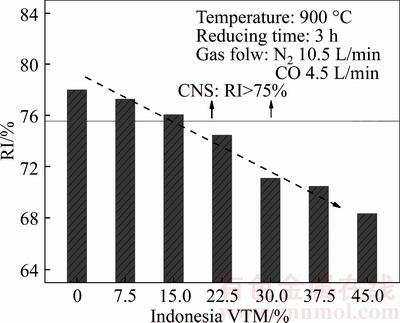
Fig. 8 Effect of Indonesia VTM on RI
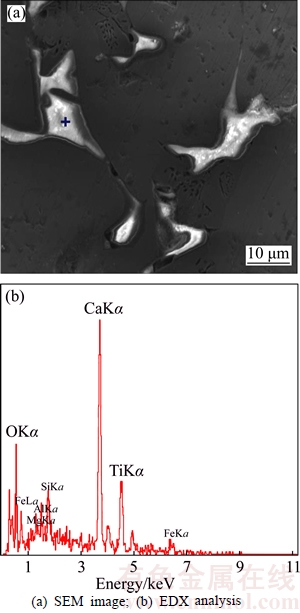
Fig. 9 SEM-EDX analysis of S7:
Additionally, the porosity and pore size distribution of the sinters were investigated based on mercury injection apparatus. The pore size distribution and porosity are shown in Fig. 10. The porosity of the sinter comes down from 20.66% to 16.81% as Indonesia VTM increases from 0 to 45% (mass fraction). Similarly, the pore size decreases gradually. The reason for that can be explained as follows. The vertical sintering ratio of the materials bed will get down after adding Indonesia VTM in mixed sintering materials in the present work, which has been also proven by the practice of Panzhihua Iron and Steel Corporation, China after adding VTM of China [9]. And decline of the vertical sintering ratio, existing in this study, can make the residence time of sinter at high temperature zone longer, which indicates that the filling effect of binder phase is more obvious after adding more Indonesia VTM. Therefore, the porosity and pore size of sinter decrease gradually.
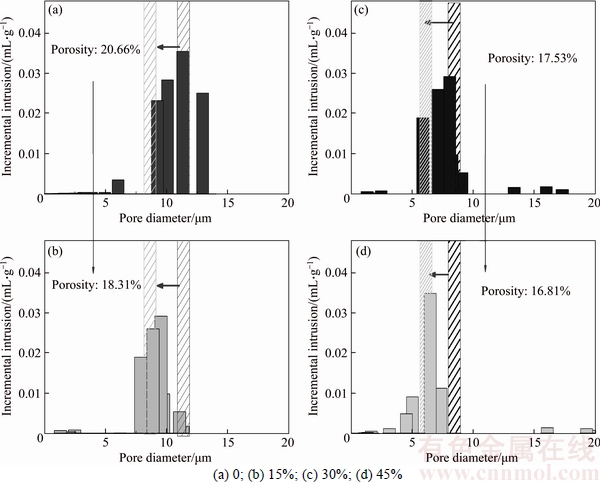
Fig. 10 Porosity and pore distribution of sinter for different Indonesia VTM content:
Moreover, the total Fe grade of sinters declines gradually when the proportion of Indonesia VTM increases from 0 to 45% (as listed in Table 3), which certainly enlarges the diffusion resistance between the reducing gas and iron-oxides in the sinter.
Summarily, after adding Indonesia VTM in mixed sintering materials, many factors such as dense structure, low total Fe grade, and weak reducibility of binding phase (perovskite) can lead to the low RI of sinter.
3.3 Softening and melting properties
Under the descent of BF burden, the temperature of iron ores goes up gradually. The iron ores will soften, melt and drop finally on simultaneity of temperature- adding process and gas-reduction process. Consequently, the softening/melting properties of iron ore will determine the position and shape of the cohesive zone. In addition, gas flow distribution and permeability of the cohesive zone may be indicated in different softening and melting properties.
Effect of Indonesia VTM on softening/melting properties is shown in Fig. 11. In Fig. 11, with increasing Indonesia VTM in mixed sintering materials, both T4 and TD enhance gradually. And the cohesive zone temperature range (TD–T4) becomes larger from 219 °C to 315 °C. The maximum pressure drop (δPmax) also has a quick increase, which means that the permeability of charge is going to be deteriorative after the addition of Indonesia VTM.
It is acknowledged that the softening/melting temperatures are determined by content of the low melting minerals. The softening/melting temperature is lower as content of the low melting minerals is sufficient; otherwise it will be higher [19–20]. The XRD analysis of dropping slag in softening/melting experiments was carried out, which is shown in Fig. 12. High-melting point mineral, CaO·TiO2 (perovskite), can be discovered in the dropping slag with addition of Indonesia VTM.
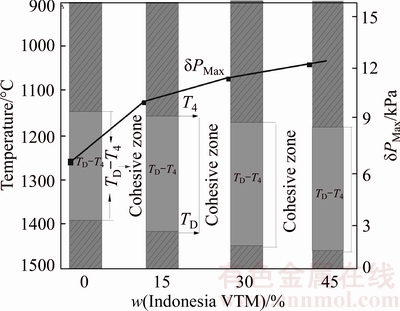
Fig. 11 Softening and melting properties of sinter
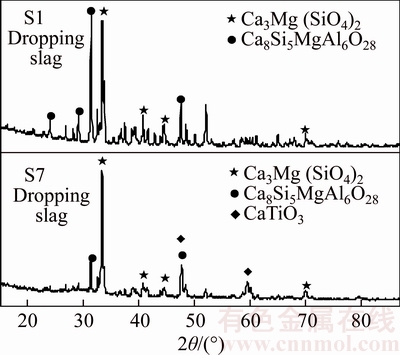
Fig. 12 XRD of dropping slag for S1 and S7
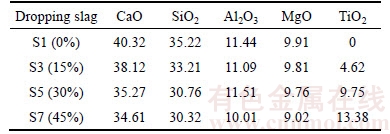
The chemical composition of dropping slag is listed in Table 5. The content of TiO2 in dropping slag goes up gradually with the addition of Indonesia VTM in mixed sintering materials.
Table 5 Chemical composition of dropping slag (mass fraction, %)
The approximate chemical compositions of dropping slag for S1, S3, S5 and S7 are indicated in CaO-SiO2-Al2O3-TiO2 phase diagram [21] (Fig. 13). It is inferred that the melting point of dropping slag enhances and the composition of slag moves to the CaO·TiO2 zone as the proportion of Indonesia VTM increases from 0 to 45%, which is accordant well with XRD pattern in Fig. 12. So the softening and melting temperatures increase gradually while the additive amount of Indonesia VTM in mixed sintering materials increases from 0 to 45%.
3.4 Overall discussion
With the addition of Indonesia VTM in mixed sintering materials, the RDI of sinter considered here goes up gradually. When the portion of Indonesia VTM in mixed sintering materials is 15%, the RDI–3.15 of the sinter can meet the requirement of BF based on CNS (RDI–3.15<35%). However, as the addition of Indonesia VTM increases to 30%, the RDI–3.15 is up to 36.7%. Obviously, it is adverse for the BF process. Similarly, in case of 15% of Indonesia VTM, the RI of sinter can meet the requirement based on CNS (RI>75%), and it is not suitable for BF process as the proportion of Indonesia VTM is 30%. The cohesive zone is lower as the proportion of Indonesia VTM increases from 0 to 45%, which means that a lower slag position can be achieved in BF process. However, the maximum pressure drop (δPmax) has a tremendous increase. The deterioration of permeability in cohesive zone may be a limit for BF operation. Comprehensively considering all of the metallurgical properties mentioned above, it is essential that the additive proportion of Indonesia VTM in mixed sintering materials should be no more than 15%.
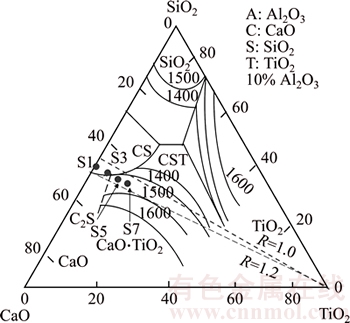
Fig. 13 Phase diagram of CaO–SiO2–Al2O3–TiO2
4 Conclusions
The effects of adding Indonesia VTM on metallurgical properties of sinter are investigated. The main conclusions are summarized as follows.
1) Increasing proportion of Indonesia VTM in mixed sintering materials (from 0 to 45%) negatively influences the RDI and RI of sinter. And then, the permeability of lumpy zone in BF gets worse due to the iron ore powder.
2) With the addition of Indonesia VTM in mixed sintering materials, both the beginning temperature of softening/melting (T4) and the final temperature of softening/melting (TD) enhance gradually. The cohesive zone temperature range (TD–T4) becomes larger. The permeability of cohesive zone may be deteriorative in the long run.
3) Comprehensively considering all metallurgical properties, it is essential that the additive proportion of Indonesia VTM in the mixed sintering materials should be no more than 15%.
References
[1] BISWAS A K. Principles of blast furnace ironmaking [M]. Brisbane: Cootha Publishing House, 1981: 33–39.
[2] GAO Qiang-jian, JIANG Xin, WEI Guo, SHEN Feng-man. Effects of MgO on densification and consolidation of oxidized pellets [J]. Journal of Central South University, 2013, 21(3): 877–883.
[3] MATSUMURA M, HOSHI M, KAWAGUCHI T. Improvement of sinter softening property and reducibility by controlling chemical compositions [J]. ISIJ International, 2005, 45(4): 594–602.
[4] LOO C E, WAN K T, HOWES V R. Mechanical properties of natural and synthetic mineral phases in sinters having varying reduction degradation indices [J]. Ironmaking and Steelmaking, 1998, 25(6): 279–285.
[5] FU Ju-ying, ZHU De-qing. Basic principles, techniques and equipment of the iron ore oxidized pellets [M]. Changsha: Central South University Press, 2005: 323–336. (in Chinese)
[6] SHEN Feng-man, WU Gang-sheng, JIANG Xin, WEI Guo, LI Xiao-gang, SHEN Yang-song. Proper MgO addition in blast furnace operation [J]. ISIJ International, 2006, 46(1): 65–69.
[7] CHEN Yao-ming, LI Jian. Crystal rule of Fe2O3 in oxidized pellet [J]. Journal of Central South University of Technology, 2007, 38(1): 70–73.
[8] SZEKELY J, EVANS J W, SOHN H Y. Gas–solid reductions [M]. New York: Academic Press, 1976: 97–105
[9] GAN Qin, HE Mu-guang, HE Qun. Study on the influence of FeO content on quality and quantity of V-Ti-Bearing Sinter [J]. Sintering and Pelletizing, 2009, 34: 24–29. (in Chinese)
[10] DU Hei-gui, DU Gang. Study on the formation of Ti(C, N) in blast furnace [J]. Acta Metall Sinica, 1991, 27(3): 149–154. (in Chinese)
[11] ZHOU Mi, YANG Song-tao, JIANG Tao, XUE Xiang-xin. Influence of basicity on high-chromium vanadium-titanium magnetite sinter properties, productivity, and mineralogy [J]. JOM, 2015, 67(5): 1203–1213.
[12] China Metallurgical Construction Association. Code for design of iron pelletizing engineering [M]. Beijing: China Planning Press, 2009: 25–29. (in Chinese)
[13] GAO Qiang-jian, WEI Guo, HE Yi-bo, SHEN Feng-man. Effect of MgO on compressive strength of pellet [J]. Journal of Northeastern University (Natural Science), 2013, 34(1): 103–106. (in Chinese)
[14] LOO C E, LEUNG W. Factors influencing the bonding phase structure of iron ore sinters [J]. ISIJ International, 2003, 43(9): 1393–1402.
[15] ZHOU Chuan-dian. Technical manual of blast furnace production [M]. Beijing: Metallurgical Industry Press, 2003: 50–60. (in Chinese)
[16] ONO H, DOHI Y, ARIKATA Y. Effect of mineral composition and pore structure on reducibility of composite iron ore sinter [J]. ISIJ International, 2009, 49(5): 722–728.
[17] SHEN Feng-man, GAO Qiang-jian, WEI Guo, DING Zhi-min. Effect of MgO-bearing additive on metallurgical property of pellets [C]// Chinese Society of Metals. Asia Steel International Conference 2012. Beijing: 2012: 19–24.
[18] MU Lin, JIANG Xin, GAO Qiang-jian, SHEN Feng-man. Effect of hydrogen addition on low temperature metallurgical property of sinter [J]. Journal of Iron and Steel Research, International, 2012, 19(4): 6–10.
[19] NISHIMURA T, HIGUCHI K, NAITO M. Evaluation of softening, shrinking and melting reduction behavior of raw materials for blast furnace [J]. ISIJ International, 2011, 51 (8): 1316–1321.
[20] CHUN Tie-jun, ZHU De-qing, PAN Jian. Influence of sulfur content in raw materials on oxidized pellets [J]. Journal of Central South University of Technology, 2011, 18(6): 1924–1929.
[21] EISENHUETTENLEUT V D, GMBH V. Slag Atlas [M]. Düsseldorf: Verlag Stahleisen GmbH, 1995: 70–72.
(Edited by FANG Jing-hua)
Cite this article as: GAO Qiang-jian, WEI Guo, SHEN Yan-song JIANG Xin, ZHENG Hai-yan, SHEN Feng-man, LIU Chang-sheng. Influence and mechanism of Indonesia vanadium titano-magnetite on metallurgical properties of iron ore sinter [J]. Journal of Central South University, 2017, 24(12): 2805–2812. DOI: https://doi.org/10.1007/s11771- 017-3695-2.
Foundation item: Projects(51604069, 51604049, U1508213) supported by the National Natural Science Foundation of China; Project(N162504004)supported by the Fundamental Research Funds for the Central Universities, China; Projects(2017YFB0603800, 2017YFB0603801 ) supported by the National Key R&D Program of China
Received date: 2016-05-10; Accepted date: 2017-11-15
Corresponding author: SHEN Feng-man, Professor, PhD; Tel: +86–24–83681506; E-mail: Shenfm@smm.neu.edu.cn

