Trans. Nonferrous Met. Soc. China 31(2021) 3370-3379
Fabrication of ultrafine-grained AA1060 sheets via accumulative roll bonding with subsequent cryorolling
Qing-lin DU1,2,3, Chang LI1,2, Xiao-hui CUI1,2, Charlie KONG4, Hai-liang YU1,2
1. State Key Laboratory of High Performance Complex Manufacturing, College of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China;
2. Light Alloys Research Institute, Central South University, Changsha 410083, China;
3. College of Mechanical Engineering, Hunan Institute of Science and Technology, Yueyang 414000, China;
4. Mark Wainwright Analytical Centre, University of New South Wales, Sydney, NSW 2052, Australia
Received 26November 2020; accepted 30July 2021
Abstract:
ltrafine-grained (UFG) AA1060 sheets were fabricated via five-cycle accumulative roll bonding (ARB) and subsequent three-pass cold rolling (298 K), or cryorolling (83 K and 173 K). Microstructures of the aluminum samples were examined via transmission electron microscopy, and their mechanical properties were measured via tensile and microhardness testing. Results indicate that ultrafine grains in ARB-processed sheets were further refined by subsequent rolling, and the grain size became finer with reducing rolling temperature. The mean grain size of 666 nm in the sheets subjected to ARB was refined to 346 or 266 nm, respectively, via subsequent cold rolling or cryorolling (83 K). Subsequent cryorolling resulted in ultrafine-grained sheets of higher strength and ductility than those of the sheets subjected to cold rolling.
Key words:
microstructure; AA1060 sheet;ultrafine-grained materials;cryorolling; accumulative roll bonding;
1 Introduction
Ultrafine-grained (UFG) materials demonstrate many superior properties, gaining continuous attention from scholars [1-4]. To fabricate UFG materials, researchers have developed various severe plastic deformation (SPD) techniques, such as equal channel angular pressing (ECAP) [5], high pressure torsion (HPT) [6], accumulative roll bonding (ARB) [7], cryorolling [8,9], and friction stir welding (FSW) [10]. Compared with other coarse-grained materials, UFG aluminum (Al) alloys have demonstrated excellent performance in various modes, such as high-cycle fatigue strength, machinability, low-temperature superplasticity, and ultimate tensile strength [10-12]. For example, WANG et al [10] reported that pure UFG Al alloys possessing a uniform and stable microstructure could be produced via FSW to achieve significantly higher high-cycle fatigue strength than coarse-grained alternatives. SKIBA et al [11] demonstrated that the machinability of UFG AA5083 alloy was improved significantly when the material was subjected to SPD. JAFARIAN et al [12] found that UFG AA6063 alloy offered excellent low-temperature superplasticity, exhibiting a low peak stress of 40 MPa and maximum elongation up to 270%.
In particular, Al alloys have demonstrated excellent mechanical properties at cryogenic temperatures [13-16]. NAYAN et al [13] reporteda tensile elongation of 11% in AA2195 sheets at cryogenic temperatures, while only 9% wasobserved at room temperature. Similarly, the elongation of AA8090 Al-Li alloy was found to be 15.5% at 77 K and only 7.6% at room temperature [14]. As such, the cryorolling process has been widely implemented to produce UFG Al alloys. For example, VIGNESHWARAN et al [15] found that cryorolling improves strength in both AA6061 and pure Al sheets. To further elucidate this phenomenon, the influence of initial base microstructures on the mechanical properties of cryorolled A356 alloy was studied. The overall strength was maximized in cryorolled materials possessing a supersaturated base microstructure, due to the dominance of dislocation strengthening and precipitation strengthening mechanisms. However, cryorolled materials with a precipitated base microstructure demonstrated superior microstructural stability, retaining ultrafine grains upon annealing at temperatures up to 573 K [17].
Recently, studies have reported that combining ECAP, HPT, or ARB with subsequent rolling can further improve the mechanical properties of UFG materials. PARK et al [18] reported that the superplastic elongation of an aluminum-magnesium (Al-Mg) alloy was significantly improved from 381% (ECAP) to 812% (ECAP + rolling). In that study, rolling facilitated the formation of an ultrafine elongated substructure delineated by lamellar boundaries. However, the deformation of the unrolled ECAP sample was governed by viscous dislocation glide, while that of the subsequently cold-rolled ECAP sample was dominated by the grain boundary sliding. TAOet al [19] examined the influence of subsequent rolling on mechanical properties of a Cu-7wt.%Al alloy processed via HPT. After HPT processing, alloy disks were rolled and then annealed for 90 or 120 min at selected temperatures ranging from 473 to 583 K. It was found that the highest strength was obtained by annealing at 523 K for 120 min.
Subsequent rolling has also been shown to influence the properties of ARB-processed sheets. For instance, mechanical testing has indicated that cold rolling at low strains (10% and 15%) leads to softening of the sheets that allows for greater elongations, while cold rolling at large strain (50%) results in significant strengthening [20]. Rolling can also improve the bonding strength of ARB-processed sheets. RUPPERT et al [21] exposed crossed ARB samples to one pass of cold rolling to successfully reduce the impact of weak bonding on ultimate tensile strength. YU et al [20,22] examined the bonding strength of ultrathin UFG bimetallic foils produced via ARB and asymmetric rolling, finding that interfacial bonding strength increased with the number of rolling passes. The thermal stability of ARB-processed samples is also affected by rolling. HOMOLA et al [23] reported that the ARB Al-Fe-Mn-Si foils presented discontinuous recrystallization, whereas the ARB + cold-rolled foils underwent continuous recrystallization during annealing.
In light of the aforementioned studies, a process that combines ARB with subsequent cryorolling could offer means to produce high-performance Al sheets. However, less reports thus far have detailed the microstructure evolution and resulting mechanical properties of ARB-processed materials upon subsequent rolling at different cryogenic temperatures. In this study, commercially pure (CP) AA1060 sheets were processed via ARB with subsequent rolling treatments at different temperatures, and relationships amongthe grain size, mechanical properties, and the cryogenic temperature were analyzed. The effects of cold rolling (298 K) and cryorolling (83 and 173 K) were compared.
2 Experimental
The chemical composition of AA1060 sheets used in this study is presented in Table 1. The dimensions (length × width × thickness) of AA1060 strips were 200 mm × 80 mm × 1 mm before rolling.
Table 1 Chemical composition of AA1060 sheets (wt.%)

Before rolling, the CP AA1060 sheets were annealed at 673 K for 2 h. Then, the sheets were processed via five-cycle ARB. The ARB-processed sheets were further processed to a thickness of 0.2 mm via cold rolling (298 K) or cryorolling (83 and 173 K). The rolling processes were carried out under dry friction, using a four-high rolling mill with a work roll diameter of 170 mm. Figure 1 presents the schematic diagrams of the ARB and subsequent cryorolling processes.
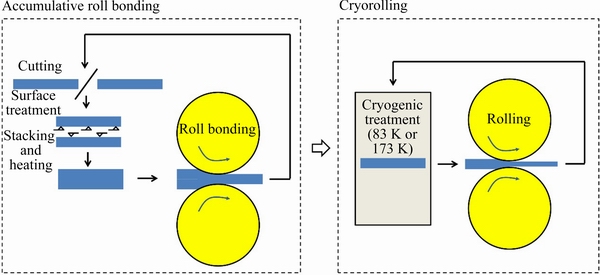
Fig. 1 Schematic diagrams of accumulative roll bonding and subsequent cryorolling process
For the ARB process, AA1060 sheets were surface treated and stacked, heated to 473 K for 5 min, and then rolled with a reduction ratio of 50%. After rolling, the sheets were cut into two parts, and the above processes were repeated. To obtain sufficient bonding strength, the surfaces of two sheets to be bonded were degreased and scratch brushed using a stainless-steel brush with a wire diameter of 0.4 mm. For subsequent cryorolling, ARB-processed sheets were first cooled by a cryogenic container for 20 min, and then rolled.
The overall five-step process is summarized as follows. Step 1: sheets were annealed; Step 2: sheets were processed by five-cycle ARB; Step 3: ARB-processed sheets were further rolled for two passes to a rolling reduction ratio of 50%, and the thickness of UFG sheets was reduced to 0.5 mm; Step 4: two more rolling passes were carried out to obtain a total reduction ratio of 70% and sheet thickness of 0.3 mm; Step 5: sheets were further rolled to a total reduction ratio of 80% and final thickness of 0.2 mm.
The microstructures and mechanical properties of sheets subjected to ARB, ARB + cold rolling, ARB + cryorolling (173 K), and ARB + cryorolling (83 K) were examined. A Thermo Fisher Helios G4 PFIB was used to prepare TEM specimens from processed sheets via the in-situ lift-out technique. A Philips CM200 field emission gun transmission electron microscope (FEG-TEM) operating at 200 kV was used to examine the cross-sectional microstructures in the rolling direction and across the sheet thickness. The processed sheets were machined to strips (36 mm × 6 mm) for tensile teststo obtain engineering stress versus strain curves. Tensile tests were carried out at room temperature with an initial strain rate of 1.0×10-3 s-1 using a Shimadzu AGS-X 10 kN tensile tester. The fracture surfaces of tested tensile samples were analyzed using scanning electron microscopy (SEM).
3 Results and discussion
3.1 Microstructure evolution
Figure 2(a) presents TEM images of the microstructures of sheets subjected to five-cycle ARB. These images demonstrate that grains became elongated along the rolling direction. For CP Al sheets, grains were difficult to refine via five-cycle ARB [7], but grains became much finer through subsequent cold rolling and cryorolling, as shown in Figs. 2(b-j). Moreover, grains were more significantly refined through cryorolling than cold rolling.
The grain size distributions in sheets subjected to ARB and subsequent cold rolling or cryorolling are shown in Figs. 3(a-j). Samples exposed to only five-cycle ARB process demonstrated a mean grain size of 666 nm. During subsequent rolling, the grain size was further reduced with increasing rolling reduction ratio. When the rolling reduction ratio reached 80%, the mean grain size was further refined to 346 nm via cold rolling, 335 nm via cryorolling (173 K), and 266 nm via cryorolling (83 K). The grain size of cold-rolled samples at the rolling reduction ratio of 80% (346 nm) was smaller than that of samples subjected to cryorolling (83 K) at a rolling reduction ratio of 50%.

Fig. 2 TEM images of microstructures of rolled samples of CP Al sheets
Figure 4(a) presents the relationship betweenrolling reduction ratio and mean grain size. Upon cryorolling, the mean grain size was reduced linearly with increasing rolling reduction ratio. Figure 4(b) provides the relationship between rolling temperature and mean grain size. For a given rolling reduction ratio, mean grain size was reduced linearly with decreasing temperature.
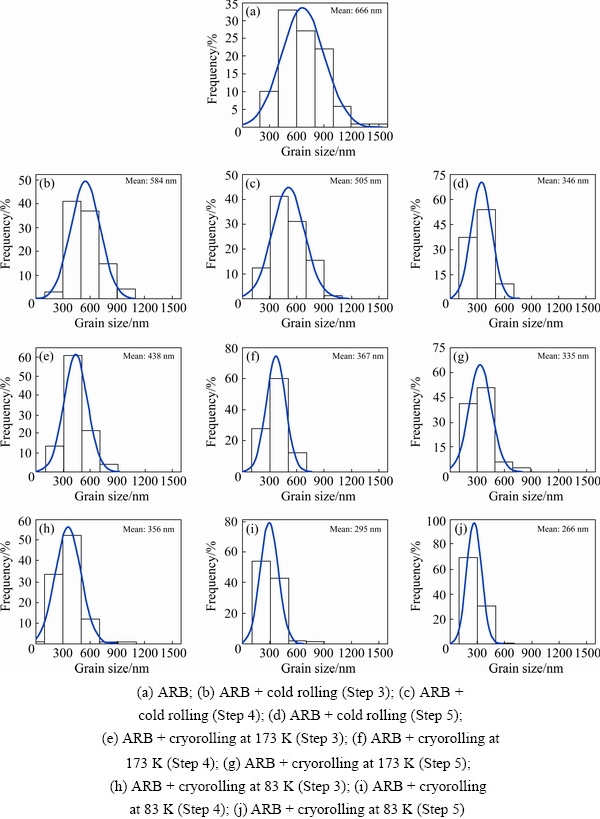
Fig. 3 Grain size distributions of rolled samples of CP Al sheets
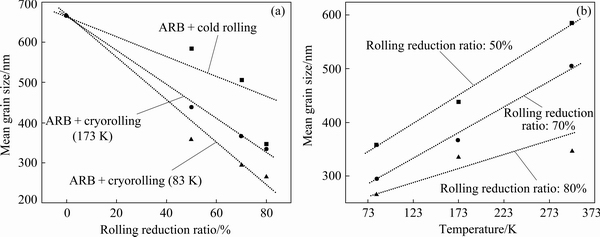
Fig. 4 Mean grain size in rolled samples of CP Al sheets vs rolling reduction ratio (a) and rolling temperature(b)
Prior study has demonstrated that the meangrain width of AA1050 samples subjected to eight passes of ECAP at room temperature was 730 nm [24], while eight passes of ECAP at cryogenic temperatures resulted in grains of 480 nm [25]. CHEN et al [26] reported that the mean grain size of AA1060 subjected to six-pass accumulative extrusion bonding was 440 nm, and WANG et al [27] reported that the mean grain size of UFG AA1060 subjected to cryogenic ARB processing was 351 nm. Thus, it is apparent that processing at cryogenic temperatures can contribute significantly to grain refinement. Results presented here suggest that the combination of ARB and subsequent cryorolling can offer improved grain refinement over ECAP, cryogenic ARB, and accumulative extrusion bonding.
3.2 Mechanical properties
The yield strength and hardness of AA1060 sheets are difficult to enhance via five-cycle warm ARB. However, this study demonstrated that both tensile strength and microhardness could be increased through further rolling treatments (Fig. 5). Compared with cold rolling, cryorolling (83 K) resulted in much higher ultimate tensile strength of the aluminum samples.
After annealing, the tensile strength and microhardness of AA1060 sheets were only 75 MPa and HV28, respectively, but increased to 126 MPa and HV 41 after five-cycle ARB. When the sheets reached a rolling reduction ratio of 80%, their tensile strength and microhardness, respectively, were increased to 157 MPa and HV 49 via cold rolling, while cryorolling (83 K) resulted in increases to 166 MPa and HV 55. Thus, the combined use of ARB + cryorolling improved these mechanical properties by approximately 100%. During subsequent rolling, the grain size in AA1060 sheets decreased with increasing rolling reduction ratio as well as decreasing cryogenic temperature. Figures 2 and 3 demonstrate that the mean grain size of samples subjected to cryorolling was much smaller than that of samples subjected to cold rolling, which contributed to the enhancement of strength and microhardness in accordance with the Hall-Petch relationship.

Fig. 5 Engineering stress vs strain curves(a), tensile strength(b), and microhardness (c) of CP Al sheet samples subjected to different processes
As shown in Figs. 5(b, c), the tensile strength and microhardness of samples subjected to cryorolling (83 K) reached 160 MPa and HV 52at Step 4 of the process, demonstrating improved performance over samples subjected to Step 5 of cold rolling. This suggests that the use of cryorolling over cold rolling can shorten the process required to achieve a certain extent of grain refinement and desired mechanical strength. Furthermore, WANG et al [27] reported micro- hardness reaching HV 50 in AA1060 sheets after five-cycle cryogenic ARB, while LEE et al [28] fabricated UFG AA1060 with a tensile strength of 142 MPa via eight-cycle ECAP. This study thus demonstrates that a combined process of ARB + cryorolling (83 K) can better enhance the performance in UFG materials.
As shown in Figs. 3 and 5, lower rolling temperature resulted in finer grain size, which corresponded to better mechanical properties. As shown in Fig. 2(b), incomplete subgrains were formed by dislocation entanglement. At increased rolling reduction ratios, complete subgrains were formed (Fig. 2(d)), resulting in subgrain boundary strengthening. It is apparent that cryorolling (Figs. 2 (e–j)) suppressed dynamic recovery and contributed to the formation of the UFG microstructure, which enhanced the mechanical properties of the sheets.
The observed improvements in strength can be attributed to grain refinement, according to the Hall-Petch relationship [29]. YU et al [30] reported a similar trend, finding that both the yield stress and elongation of CP Al sheets increased with finer grain size, more significantly in samples subjected to asymmetric cryorolling than to asymmetric rolling. Furthermore, WEI et al [31] reported that grains were significantly refined and dislocation densities were greatly increased in ECAP-processed pure copper upon subsequent cryogenic treatment.
3.3 Fracture surface
Images of the fracture surfaces obtained after tensile testing of the ARB-processed samples are shown in Fig. 6(a). A sharp interface is apparent between two separated layers, indicating low bonding strength. Bonding strength was increased significantly via both cold rolling and cryorolling, with no gap observed at the layered interface, which is in good agreement with other studies [21,22]. In samples subjected to ARB + cold rolling, the maximum size of dimples on the fracture surface decreased with increasing rolling reduction ratio, rapidly from 102 to 41 μm, and gradually to 26 μm (Figs. 6(b-d)). The sizes of dimples observed after fracture ranged from 63 to 51 μm in samples that were cryorolled at 173 K and from 65 to 48μm in samples cryorolled at 83 K (Figs. 6(e-j)). This suggests that combining ARB with subsequent cryorolling to process UFG AA1060 sheets resulted in better ductilitythan use of cold rolling. Thus, cryogenic deformation methods should be further considered in comparison with room-temperature processes to optimize the ductility in UFG materials.
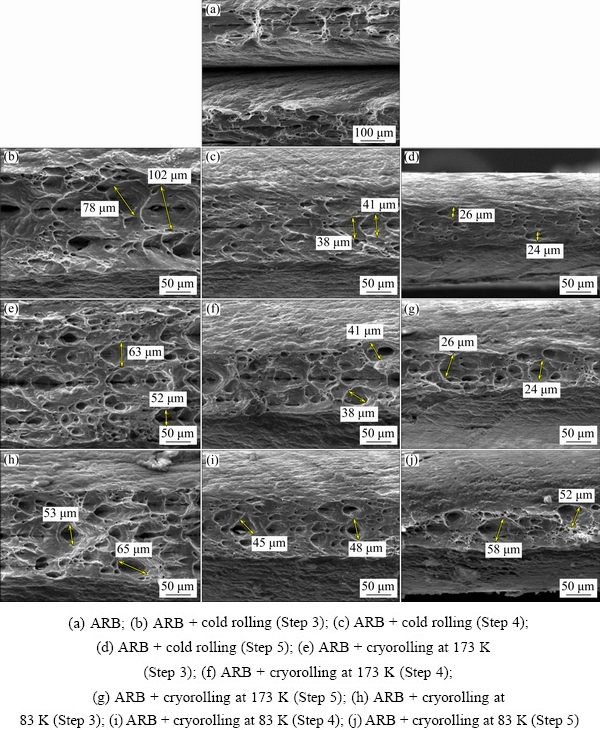
Fig. 6 Morphologies of fracture surfaces of processed CP Al sheet samples after tensile testing
4 Conclusions
(1) Ultrafine-grained commercially pure aluminum sheets were successfully fabricated via accumulative roll bonding with subsequent cold rolling (298 K) or cryorolling (173 and 83 K). The cold rolling and cryorolling treatments were both found to improve bonding between laminate sheets formed via the accumulative roll bonding process.
(2) With decrease in rolling temperature from 298 to 173 and 83 K, the mean grain size in Al samples decreased from 346 to 335 and 266 nm, respectively, while the mean grain size of ARB-processed samples was 666 nm before subsequent rolling treatments. One pass of subsequent cryorolling (83 K) resulted in grains that were slightly finer than those resulted from three passes of cold rolling.
(3) In contrast to material softening that occurs during traditional ARB, the mechanical properties of ARB-processed AA1060 increased continuously from 126 to 166 MPa upon introducing subsequent cryorolling (83 k) to a reduction ratio of 80%.
(4) The depth of dimples observed after tensile testing on the fracture surfaces of cold-rolled samples decreased with increasing rolling reduction ratio. Cryorolled samples, however, showed much slighter variation. Cryorolling could therefore offer better improvement in the ductility of UFG Al alloys in comparison to cold rolling.
Acknowledgments
Theauthorsaregratefulforthefinancialsupportsfrom theNational Key Research and Development Program of China (No. 2019YFB2006500),the National Natural Science Foundation of China (No. 51674303), the Huxiang High-level Talent Gathering Project of Hunan Province, China (No. 2018RS3015), the Innovation Driven Program of Central South University, China (No. 2019CX006), and the Research Fund of the Key Laboratory of High Performance Complex Manufacturing at Central South University, China.
References
[1] OVID'KO I A, VALIEV R Z, ZHU Y T. Review on superior strength and enhanced ductility of metallic nanomaterials [J]. Progress in Materials Science, 2018, 94: 462-540.
[2] CAO Y, NI S, LIAO X Z, SONG M, ZHU Y T. Structural evolutions of metallic materials processed by severe plastic deformation [J]. Materials Science and Engineering R, 2018, 133: 1-59.
[3] DEHGHAN M, QODS F, GERDOOEI M, MOHAMMADIAN-SEMNANI H. Effect of inter-cycle heat treatment in accumulative roll-bonding (ARB) process on planar isotropy of mechanical properties of AA1050 sheets [J]. Transactions of Nonferrous Metals Society of China, 2020, 30: 2381-2393.
[4] WANG L, DU Q L, LI C, CUI X H, ZHAO X, YU H L. Enhanced mechanical properties in lamellar Cu/Al composites processed via high-temperature accumulative roll bonding [J]. Transactions of Nonferrous Metals Society of China, 2019, 29: 1621-1630.
[5] VALIEV R Z, LANGDON T G. Principles of equal-channel angular pressing as a processing tool for grain refinement [J]. Progress in Materials Science, 2006, 51: 881-981.
[6] ZHILYAEV A P, LANGDON T G. Using high-pressure torsion for metal processing: Fundamentals and applications [J]. Progress in Materials Science, 2008, 53: 893-979.
[7] YU H L, LU C, TIEU K, KONG C. Fabrication of nanostructured Al sheets using four-layer accumulative roll bonding [J]. Materials Manufacturing and Processes, 2014, 29: 448-453.
[8] XIONG H Q, SU L H, KONG C, YU H L. Development of high-performance of Al alloys via cryo-forming: A review [J]. Advanced Engineering Materials, 2021, 23: 2001533.
[9] YU H. Progresses in fabrication of high-performance metals by using cryorolling [J]. China Mechanical Engineering, 2020, 31: 89-99.
[10] WANG B B, WU L H, XUE P, NI D R, XIAO B L, LIU Y D, MA Z Y. Improved high cycle fatigue property of ultrafine grained pure aluminum [J]. Materials Letters, 2020, 277: 128289.
[11] SKIBA J, KOSSAKOWSKA J, KULCZYK M, PACHLA W, PRZYBYSZ S, SMALC-KOZIOROWSKA J, PRZYBYSZ M. The impact of severe plastic deformations obtained by hydrostatic extrusion on the machinability of ultrafine-grained AA5083 alloy [J]. Journal of Manufacturing Processes, 2020, 58: 1232-1240.
[12] JAFARIAN H R, MOUSAVI ANIJDAN S H, MIYAMOTO H. Observation of low temperature superplasticity in an ultrafine grained AA6063 alloy [J]. Materials Science and Engineering A, 2020, 795: 140015.
[13] NAYAN N, NARAYANA MURTY S V S, MUKHOPADHYAY A K, PRASAD K S, JHA A K, PANT B, SHARMA S C, GEORGE K M. Ambient and cryogenic tensile properties of AA2195T87 sheets with pre-aging cold work by a combination of cold rolling and stretching [J]. Materials Science and Engineering A, 2013, 585: 475-479.
[14] ROVEN H J, STARKE E A, HJELEN J S Jr. Effects of texture on delamination behavior of a 8090-type Al-Li alloy at cryogenic and room temperature [J]. ScriptaMetallurgicaetMaterialia, 1990, 24: 421-426.
[15] VIGNESHWARAN S, KRISHNA K S V B R, CHANDRA SEKHAR K, SIVAPRASAD K, VENKATESWARLU K, NARAYANASAMY R. A study on the work hardening and the effect of triaxiality on the fracture behavior of some cryorolled aluminium alloys [J]. Materials Science and Engineering A, 2016, 678: 165-177.
[16] IMMANUEL R J, PANIGRAHI S K. Influence of initial microstructure on microstructural stability and mechanical behaviour of cryorolled A356 alloy subjected to annealing [J]. Metallurgical and Materials Transactions A, 2017, 48: 3852-3868.
[17] LIU Y, ZHAO X S, LI J, BHATTA L, LUO K G, KONG C, YU H L. Mechanical properties of rolled and aged AA6061 sheets at room-temperature and cryogenic environments [J]. Journal of Alloys and Compounds, 2021, 860: 158449.
[18] PARK KT, LEE H J, LEE C S, NAM W J, SHIN D H. Enhancement of high strain rate superplastic elongation of a modified 5154 Al by subsequent rolling after equal channel angular pressing [J]. ScriptaMaterialia, 2004, 51: 479-483.
[19] TAO J M, CHEN G M, JIAN WW, WANG J, ZHU Y T, ZHU X K, LANGDON T G. Anneal hardening of a nanostructured Cu-Al alloy processed by high-pressure torsion and rolling [J]. Materials Science and Engineering A, 2015, 628: 207-215.
[20] YU H L, TIEU K, LU C, GODBOLE A. An investigation of interface bonding of bimetallic foils by combined accumulative roll bonding and asymmetric rolling [J]. Metallurgical and Materials Transactions A, 2014, 45: 4038-4045.
[21] RUPPERT M, H?PPEL H W, G?KEN M. Influence of cross-rolling on the mechanical properties of an accumulative roll bonded aluminum alloy AA6014 [J]. Materials Science and Engineering A, 2014, 597: 122-127.
[22] YU H L, TIEU K, HADI S, LU C, GODBOLE A, KONG C. High strength and ductility of ultrathin laminate foils using accumulative roll bonding and asymmetric rolling [J]. Metallurgical and Materials Transactions A, 2015, 46: 869-879.
[23] HOMOLA P, SL?MOV? M, SL?MA P, CIESLAR M. Thermal stability of ultrafine grains in Al-Fe-Mn-Si foils prepared by ARB and subsequent rolling [J]. Materials Science Forum, 2008, 584-586: 905-910.
[24] KOPROWSKI P, BOGUCKI R, BIEDA M, KAWA?KO J, SZTWIERTNIA K. Thermal stability of AA1050 aluminum alloy after equal channel angular pressing [J]. Archives of Metallurgy and Materials, 2017, 62: 777-786.
[25] SU L, DENG G, LUZIN V, WANG H, WANG Z, YU H, LI H, TIEU K. Effect of cryogenic temperature equal channel angular pressing on microstructure, bulk texture and tensile properties of AA1050 [J]. Materials Science and Engineering A, 2020, 780: 139190.
[26] CHEN X, HUANG G S, LIU S S, HAN T Z, JIANG B, TANG A T, ZHU Y T, PAN F S. Grain refinement and mechanical properties of pure aluminum processed by accumulative extrusion bonding [J]. Transactions of Nonferrous Metals Society of China, 2019, 29: 437-447.
[27] WANG Z J, MA M, QIU Z X, ZHANG J X, LIU W C. Microstructure, texture and mechanical properties of AA1060 aluminum alloy processed by cryogenic accumulative roll bonding [J]. Materials Characterization, 2018, 139: 269-278.
[28] LEE S, KWON S, LEE J C, LEE S W. Thermophysical properties of aluminum 1060 fabricated by equal channel angular pressing [J]. International Journal of Thermophysics, 2012, 33: 540-551.
[29] LI Y K, ZHA M, RONG J, JIA H L, JIN ZZ, ZHANG H M, MA P K, XU H, FENG TT, WANG H Y. Effect of large thickness-reduction on microstructure evolution and tensile properties of Mg-9Al-1Zn alloy processed by hard-plate rolling [J]. Journal of Materials Science and Technology, 2021, 88: 215-225.
[30] YU H L, LU C, TIEU K, LIU X H, SUN Y, YU Q B, KONG C. Asymmetric cryorolling for fabrication of nanostructural aluminum sheets [J], Scientific Reports, 2012, 2: 772.
[31] WEI K X, CHU Z Q, WEI W, DU Q B, ALEXANDROV I V, HU J. Effect of Deep cryogenic treatment on microstructure and properties of pure copper processed by equal channel angular pressing [J]. Advanced Engineering Materials, 2019, 21: 1801372.
累积叠轧和深冷轧制复合工艺制备超细晶1060铝合金带材
杜青林1,2,3,李畅1,2,崔晓辉1,2,Charlie KONG4,喻海良1,2
1. 中南大学 机电工程学院,高性能复杂制造国家重点实验室,长沙 410083;
2. 中南大学 轻合金研究院,长沙 410083;
3. 湖南理工学院 机械工程学院,岳阳414000;
4. Mark Wainwright Analytical Centre, University of New South Wales, Sydney, NSW 2052, Australia
摘 要:采用5道次累积叠轧制备超细晶粒1060铝合金带材,并对材料分别进行三道次冷轧(298K)、深冷轧制(轧制温度为83K和173K)。采用透射电子显微镜检查样品的显微组织,并通过拉伸试验和显微硬度试验测量材料的力学性能。结果表明,在随后的轧制过程中,累积叠轧带材的晶粒尺寸进一步细化,并且随着轧制温度的降低,晶粒尺寸变得更细。深冷轧制(83 K)后带材的晶粒尺寸从累积叠轧样品的666 nm细化至266 nm,这比经过随后冷轧(346 nm)的晶粒尺寸更加细小。同时,与冷轧相比,随后的深冷轧制使超细晶带材具有更高的强度和延展性。
关键词:显微组织;1060铝合金带材;超细晶材料;深冷轧制;累积叠轧
(Edited by Bing YANG)
Corresponding author:Hai-liang YU, Tel/Fax: +86-731-88879351, E-mail: yuhailiang1980@tom.com,yuhailiang@csu.edu.cn;
1003-6326/  2021 The Nonferrous Metals Society of China. Published by Elsevier Ltd & Science Press
2021 The Nonferrous Metals Society of China. Published by Elsevier Ltd & Science Press
Abstract:Ultrafine-grained (UFG) AA1060 sheets were fabricated via five-cycle accumulative roll bonding (ARB) and subsequent three-pass cold rolling (298 K), or cryorolling (83 K and 173 K). Microstructures of the aluminum samples were examined via transmission electron microscopy, and their mechanical properties were measured via tensile and microhardness testing. Results indicate that ultrafine grains in ARB-processed sheets were further refined by subsequent rolling, and the grain size became finer with reducing rolling temperature. The mean grain size of 666 nm in the sheets subjected to ARB was refined to 346 or 266 nm, respectively, via subsequent cold rolling or cryorolling (83 K). Subsequent cryorolling resulted in ultrafine-grained sheets of higher strength and ductility than those of the sheets subjected to cold rolling.
