
���±��: 1004-0609(2005)05-0799-07
�纸���ն��ѻ�������Ϳ������֯�����ܵ�Ӱ��
������, ��ѩ��, ������, �� ��, �¿���, �� ��
(���մ�ѧ ��е����ѧԺ �Ƚ����μ����о���, �� 212013)
ժ Ҫ��
���ó����纸���պĽ��纸����, ��Ti-6Al-4V�Ͻ�������Ʊ���������ĥͿ��, ������Ϳ�����ò�ͺϽ�Ԫ�ص���ɢ, ������Ϳ�����Ӳ��, ���Ե��о��˻����Ϳ��Ľ�����ܡ� �������: �Ľ��������Ʊ���Ϳ����֯�����ܾ����ڳ��湤�յ�, Ϳ����֯�ľ����Դ�����, �����õ�ϸ��; �����Ϳ��Ϊ���Ե�ұ����; Ϳ����Ӳ�ȵı仯�ز����������Ժͽ�����, �������Ӳ�ȸߴ�HV933.2�� ���ú������纸�����ܹ����ѺϽ�����Ʊ���������������ĥͿ�㡣
�ؼ���: �ѺϽ�; ����Ϳ��; �����纸; ����֯; ���� ��ͼ�����: TG174.4; TG146.2
���ױ�ʶ��: A
Influence of spray-welding technology on microstructures and properties of Ni-based coating on titanium substrate
WANG Hong-yu, ZHANG Xue-feng, XU Xiao-jing, LIU Xi, CHEN Kang-min, PAN Li
(Institute of Advanced Forming Technology, School of Mechanical Engineering,
Jiangsu University, Zhenjiang 212013, China)
Abstract: The Ni based wear resistance coatings on the Ti-6Al-4V alloy substrate by common flames spray-welding technique and flames spray-welding improved technique were prepared. The microstructures and the elements distributions of coating were analyzed, and the microhardness and adhesion properties were studied. The results show that the microstructures and properties of coating prepared by the improved technique have been improved obviously, the uniformity of coating microstructure is improved and its grains become smaller, the adhesion of the substrate and the coating is metallurgical bonding. The change of microhardness for coating are continuous and gradual along depth direction, and the microhardness of spray-welding surface is HV933.2. It indicates that adopting improved spray-welding technique is able to prepare excellent wear resistance coating on the titanium alloys substrate.
Key words: titanium alloy; Ni-based coating; flames spray-welding; microstructure; property
�ѺϽ���б�ǿ�ȸߡ� ��ʴ��ǿ�� ������ѧ�����ȶ����ŵ�, ��Ҳ����Ӳ�ȵ͡� ��ĥ�Խϲ�IJ���, �����Ҫ����п�ĥ�����ܵ�Ӧ����, �ѺϽ�ֻ�о�������Ħ��ѧ��Ϊ�ı�����Դ�����ű�ʹ�á� �ѺϽ������ĥ���������ܶ�, �������ڲ�ͬ�̶ȵľ����ԡ� �����ѺϽ�Ӿ���ת�����ý��̵IJ�������, ̽��һ���ʺ��ڹ���ʵ�����ѺϽ������ĥ��������������Ҫ����[1-10]��
�����纸������һ�ֽ�Ϊ����ı�����ĥ��������, ������ܡ� ������ ��Ч�� �����ŵ㱻�㷺Ӧ���ڶ��ֲ��ϵı�����ĥ������ ͬʱ, ���������ԺϽ�����һ�־���������ĥ��ʴ���ܵ�Ϳ����ϡ� �����ڲ��û����纸�������ѺϽ�������Ʊ�������ĥͿ��, �������ʼ�����[11-13], ��Ҫ�����������ԭ��: 1) �ѺϽ������Խϸ�, ������������ǿ, �����ԺϽ��ĩ�е�B��SiԪ�������仹ԭ, ���ѻ���纸����Ҫ��������, ���һ����Ϊ���Ѻ��ѺϽ�����ϲ��ʺϲ��û����纸; 2) �����纸�¶Ƚϸ��Һ�����ȴ�ٶȽϿ�, �Ͻ�Ԫ�ص���ɢ���ܳ�ֽ���, ����Ӧ���ϴ�, �ѺϽ�����Ϳ����ѻ�����õĽ�����ܡ�
����[13]���о�����, ����Ԥ�������պ����۹��նԻ����纸Ϳ�����֯����Ӱ��ܴ�, ��˱�������̽���˱���Ԥ�������պ����۹��ն��ѺϽ�����纸Ϳ����֯�����ܵ�Ӱ�졣
1 ʵ��
ʵ��ѡ��Ti-6Al-4V�Ͻ�Ϊ�������, �纸�����ߴ�Ϊd40mm��10mm�� �纸����ѡ���Ϻ�˹�˺�������˾������F102���������ԺϽ��ĩ, �仯ѧ�ɷ�(��������, %): 16.4Cr�� 4.1B�� 4.2Si�� 1.9Fe�� 0.84C�� NiΪ����, ����Ϊ106��m��
���о����á����������纸����, ʹ�ó��湤��[13]�Ľ�����[14]�Ʊ�����, ���Ʊ��������ֱ���Ϊ����1������2, ���ֹ�����Ҫ�������ڱ���Ԥ�������պ����۹��ա� �纸ʵ�����SPH-2/h����ǹ, ���ղ���: ����ѹ��Ϊ0.4MPa, ��������Ϊ310~360L/h, ��Ȳѹ��Ϊ50~70kPa, ��Ȳ����Ϊ430~560L/h, �ͷ���Ϊ1.5kg/h, ��۾���Ϊ100~120mm, Ԥ���¶�Ϊ230~270�档
��������AN10000��X���������ǵ�JXA-840A��ɨ��羵������֯��̬�۲�ͻ�ѧ�ɷַ���, D/max-2500PC��X���������ǽ����纸���������, HXD-1000TMB��Ӳ�ȼƲⶨ��Ӳ��, �غ�Ϊ29.4N, ����ʱ��Ϊ15s��
2 ��������
2.1 ����֯
ͼ1��ʾΪ�纸����������SEM��ò�� ��ͼ1�пɿ���, ����1��Ϳ��ͻ���Ľ���dz�����, �����Ϳ�㲢δ��ȫ�ۺ�, �ڻ���һ����Լ������һ���ߴ粻��100��m�İ���ɫ���ɲ�, ���纸��ײ�ͱ������֯���ܴ�, �����Եķֲ㡣 ����2�Ľ��治����, �����Ϳ����ȫ�ۺ�, ���ڻ�����Ϳ��֮���γ��˴�Լ200~300��m�Ĺ��ɲ�, �纸�����֯�������ֲ�����

ͼ1 �纸Ϳ��ĺ������ò
Fig.1 SEM morphologies of ross section for coating
ͼ2��ʾΪ����1�纸����֯��SEM��ò�� ͼ2(a)��(b)�ֱ�ȡ���纸����ϲ����²�, ͼ2(c)��ʾΪ�²���֯�ľֲ��Ŵ���ò�� ��ͼ2�п��Կ���, ����1�纸����ϲ���֯�л�����, �ʹ����ֲ��İ�״֦�������������; ���纸����²���֯Ϊ������צ״��֯��Χ��������ɢ�п�����Ļ�ɫ��Ƭ��֯��
����X�������������������(��1)���Ni-Cr�� Ni-Si�� Ni-Ti���й���ͼ������֪, �纸���ϲ�����֯������������Ϊ��, ���л����������; ��״֦�����, ����ĺ�������; ����״��֯ΪCr23C6�� Cr3C7�� CrB��Ni3B��Ӳ���ࡣ �纸���²����д�����Ԫ��, ˵�������еIJ�������ɢ�����纸��, ������������Ԫ�ض������γ���״��֯�ž���һ��, ����Χ�������������������� �����Ԫ�����纸���²��ž���Ҫ�������纸���¶Ƚϸ�����ȴ�ٶȽϿ�, ���������е���������������ɢ���¡�
��1 ����1�纸������֯Ԫ�ص�EDAX���
Table 1 Elements EDAX analysis results of
microstructure for sample 1 (mass fraction,%)
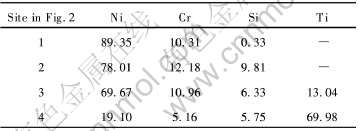
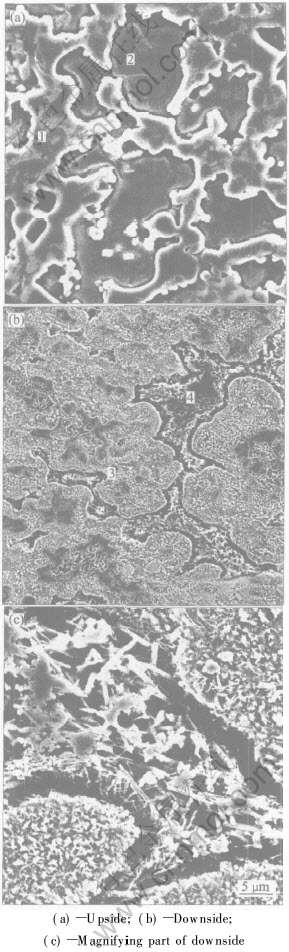
ͼ2 ����1�纸���SEM��
Fig.2 SEM morphologies of pray welding layer for sample 1
ͼ3��ʾΪ����2�纸����֯��SEM��ò�� ͼ3(a)ȡ���纸����ϲ�, ͼ3(b)ȡ���纸����²��� ��ͼ2�ɼ�, ����2�纸�����֯���ڻ������Ϸֲ��Ż�ɫ��״�ͺ�ɫ������֯, �纸�����֯�ȽϾ����Ҿ���ϸС, ֻ�ǿ����纸����ĺ�ɫ����״��֯����, ����ɫ��״��֯��Ӧ���١�

ͼ3 ����2�纸���SEM��
Fig.3 SEM morphologies of pray welding layer for sample 2
����X���������ס� ����������������ͼ���������֪, ������Ϊ����������, ���й����˸��� �衢 �ѵ�Ԫ��; ��ɫ��״��֯Ϊ���ѵ�����������; ��ɫ����״��֯ΪCr23C6�� TiC��̼�����TiB2�� Ni3B������Ӳ�ʿ����� ���纸�����г�����ɢ�ֲ��Ĵ���Ӳ�ʿ�����Ϳ��Ͻ�Һ̬ͣ��ʱ��ϳ�[14]�ͻ�����۽����ϴ��Ҹ�Ԫ����ɢ��������ǿ�й�, �����е���Ԫ����ɢ���纸�����Լ�Ϳ��Ͻ��к����ϸߵĸ�Ԫ�ض�����C�� B�γɻ���� ��Ȼ�纸���²�����Ԫ�غ����ϸ�, �����ѹ����������γɸ��ѵ�����������, ������纸���²���֯��, ��ɫ��״�϶�, ����ɫ����״��֯���١�
��2 ����2�纸������֯��EDAX���
Table 2 EDAX analysis results of
microstructure for sample 2 (mass fraction, %)
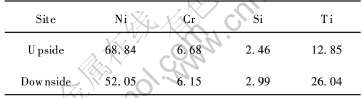
�������������ɼ�, ����1��2���纸����֯������������, ����Ҫ��������Ԫ�صij����ɢ����, ��Ԫ�����纸���Թ��ܺ��γ�̼���P����������ʽ����, ǿ�����纸��, ͬʱ������ϸ�����������á�
ͼ4��ʾΪ���ɲ��SEM��ò�� ������1�Ĺ��ɲ���ò(��ͼ4(a))��֪, ����ɲ�������Ԫ�ص���ɢ, �������Ϳ�㲢û�����Ե��ۺ�, ֻ���ڿ������崦������һЩ��״��, �ҹ��ɲ���֯�Ƚϴִ�, ͬʱ�ڹ��ɲ���纸��֮����ڴ����ļ���������, �ѻ����Ϳ�����Է�Ϊ�����֡� ��ͼ4(b)��(c)�п��Կ���, ����2�����˷dz����Ե��ۺ�����, �������ɲ���ַ�ƽ��������֯����, ��������һ�������γ���ƽ������, �˺�����������, �ᾧ��̬����ת��Ϊ��״���� ��֦���͵��ᾧ, �Ҿ������Ƚ�ϸС�� ���ɲ�Ľᾧ��̬��Ҫ���¶��ݶ�(G)�ͽᾧ�ٶ�(v)������������[15]�� �ᾧ�����ڿ�������һ�ʼ, ��ʱ�¶��ݶ�(G)���ڽᾧ�ٶ�(v), ���γ�ƽ�澧; ���Žᾧ�Ľ���, �¶��ݶ�(G)��С, ���ᾧ�ٶ�(v)�ӿ�, ��˽ᾧ��̬��ƽ�澧������ᾧת�䡣
ͼ4 ���ɲ���֯��SEM��ò
Fig.4 SEM morphologies of transition layer
������1�Ĺ��ɲ���֯������֪, ���ó����纸����ȷʵ�������ѺϽ�����ϻ�ý���������õ������Ͻ���ĥͿ�㡣 ��ͨ���Ľ����纸�����Ʊ���������2, Ϳ��ͻ������Ϊ���Ե�ұ����, ���ɲ������֯�ز������������Ժͽ�����, Ϳ�������Ľ������������ ��һ�����纸���ĥ���ӹ��еõ��˺ܺõ�֤ʵ, ����1��ĥ���������ڽ�������Ϊ30��m������¾ͳ������纸��Ĵ��, ��Ϸ����ڿ�������һ��, ��������ɲ������֯�������Ǻϡ� ������2��ĥ��������, ��ʹɰ�ֵĽ������ܴ�(>0.1mm)�����, Ϳ���Ա������, ��˵��Ϳ��ͻ�����кܺõĽ�����ܡ�
����ͼ4(a), ����1���ɲ�ĵײ���֯���ڲ����˹��ȱ�÷dz��ִ�, ��Ȼͼ��û���ܹ��ܺõط�ӳ������Ӱ��������֯��ò, �������ѺϽ��ȵ��Խϲ�����ܿ�֪, ����1�Ļ�����Ӱ������֯��Ϊ������֯��
��ͼ4(c)�ɿ���, ����2�������ɲ�Ļ�����òΪ��״��֯, ˵�����纸ʱ, ���������¶��ѳ���Ti-6Al-4V�Ͻ������¶�, ������Ƭ��״��(��+��)������֯ת��Ϊ�������֯��, ������ȴ�ٶȽϿ���γ��˹����ͦ����������¡� ���ڿ�����Ͻ��洦�Ļ������纸�����в����˷���ɢ�����, ʹ���纸���������ܱ仯����ƽ����
2.2 �Ͻ�Ԫ�ص���ɢ
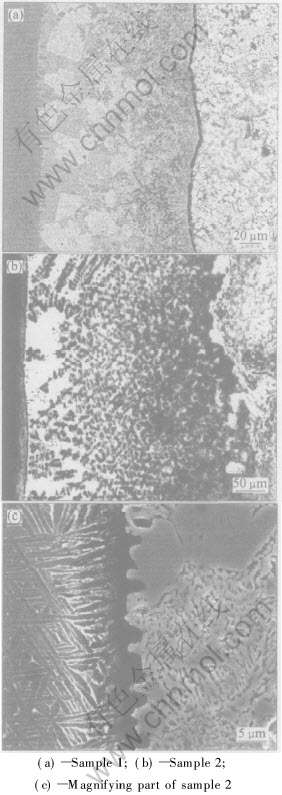
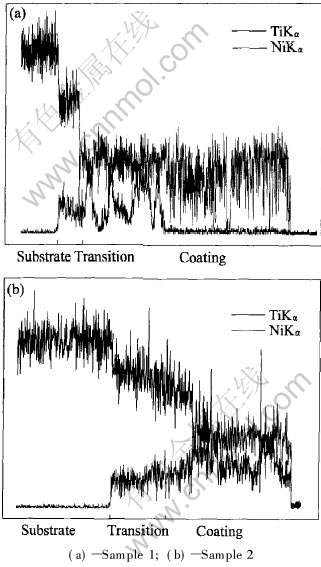
ͼ5��ʾΪ�纸��������/Ϳ������ҪԪ���Ѻ���������������ϵķֲ������
ͼ5(a)��ʾΪ����1����ɨ����, ��ͼ5�п��Կ���, �Ѻ�����Ԫ�ص���ɢ�ڻ���/���ɲ���ɲ�/�纸�㽻�紦������ͻ�䡣 ���纸���²�, ��Ԫ������ܴ�; ���纸����, ����������Ԫ�ء� �������1����֯�������, ˵������1�кϽ�Ԫ�ص���ɢ�dz�����, ���ҷֲ������ȡ� ��ͼ5(b)������2����ɨ�����п�֪, �Ѻ�����Ԫ������������������ɢ, �Ͻ�Ԫ�صķֲ��ز���仯ƽ���Ҿ���������, Ϊ������Ϳ���γ����õĻ�ѧ��ϴ�������������, ͬʱ����ǰ�������֪, ��Ԫ���Ѿ���ɢ���纸���㲢�γ���TiC��TiB2��Ӳ�ʿ�����
ͼ5 �Ͻ�Ԫ���ز���ֲ����
Fig.5 Elements distributions of lloys along coating depth
2.3 Ϳ�����Ӳ��
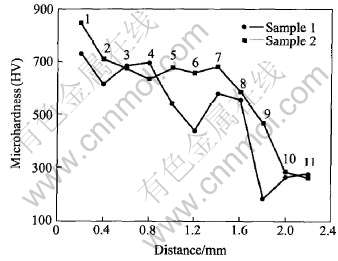
ͼ6��ʾΪ�纸�����������Ӳ���ز����ı仯���ߡ� ��ͼ6�п��Կ���, ��Ӳ�����ߴ���3������, ���ͼ1��ʾ���纸��������ò���Ǻ�, ��1~7Ϊ�纸��, 8�� 9�ǹ��ɲ��Ӳ��, ��10�� 11Ϊ����Ӳ�ȡ� ����1����Ӳ�ȱ仯����̶Ƚϴ�, ��6��9��������������, ���Ϳ����֯���Ͻ�Ԫ�صķֲ������һ��, 9��6�ֱ��ڻ���/���ɲ���ɲ�/�纸�㽻�紦, �����˵�Ƚϱ���, �Ͻ�Ԫ�ص���ɢ�ڸô�Ҳ������ͻ�䡣 ������2����Ӳ�ȱ仯���ƽ��, ��Ч�ؽ��������������ӲͿ����ɹ���������Ӳ��ͻ���������ۺ������½������⡣
ͼ6 ��Ӳ���ز����ı仯
Fig.6 Various of micro hardness along oating depth
����, ����2���纸����Ӳ�ȱ�����1�ĸ�, �ﵽ��HV933.2(����1ΪHV847.2), ����Ҫ����������2����Ԫ����ɢ���纸����, ��Ϳ�������ǿ�����¡�
3 ����
���ݱ��о�����ͷ�����֪, ���øĽ�����纸�����ܹ����ѺϽ�����ϻ�ý�����������Ļ����纸Ϳ�㡣 Ϳ��ͻ���Ľ�ϴ����н�Ϊ���������֯�ṹ, ��������Ͻ�Ԫ�صij����ɢ�Լ�����������Ӳ�ȱ仯�������Զ��Ϻõ�֤ʵ����һ�㡣
3.1 ��������
�Ľ�����纸�����ڱ���Ԥ�����������˱�������[14]�� �ѺϽ����, �ڱ����γ��˻��, ���������������: 1) �������� �ѺϽ����õ�����Ч�ı���, �������ٴα�����; 2) ������� ���纸������, ����ܹ������Ԫ�ػ�ԭ, Ϊ�Ѻ����ȺϽ�Ԫ�ص���ɢ������������
3.2 Ϳ��Һ̬ͣ��ʱ��
���纸���۹�����, ԭ�ӻ���Ӽ�����ɢ�����ϵĻ�������, ����ǥ�����ơ� ����ǥ��������Һ̬ǥ�����۽�����ʽ(1)�Լ���ɢ���ɵı���ʽ(2)��֪, �纸�Ͻ��Һ̬ͣ��ʱ�������ӻ����۽������纸�Ͻ�ɷ���ɢ������Ҫ����֮һ��
![]()
ʽ�� GΪ�۽���; ��yΪҺ̬ǥ�ϵ��ܶ�; CyΪǥ��������Һ̬ǥ���еļ����۽��; VyΪҺ̬ǥ�ϵ����; SΪҺ����ĽӴ����; aΪǥ��������ԭ����Һ̬ǥ���е��۽�ϵ��; tΪ�Ӵ�ʱ�䡣
![]()
ʽ�� dmΪҺ̬��Ԫ����ɢ��; DΪ��ɢϵ��; S��Ϊ��ɢ���; dc/dxΪ��ɢ��Ԫ����ɢ�����Ũ���ݶ�; dtΪ��ɢʱ�䡣
������Ϳ�����ɢ�ͽ��ȡ���ڻ����۽������纸�Ͻ�ɷ���ɢ��, �������ʱͿ��Ͻ��Һ̬ͣ��ʱ����ڽ�����ܷdz���Ҫ�� ����45�ֵȸ���������Ϊ�������, ����ʱͿ��Ͻ��Һ̬�ϼ�ͣ��ʱ��Ϊ5~7s[13]�� �����ѺϽ�������, ���洦Ԫ����ɢ����Լ���ؽ϶�, ��������۹�����, �����־��淴��֮��, Ҫ����������ǹ, �ڱ�֤Ϳ��Ͻ������ʵ�ǰ����, ʹͿ����Һ̬ͣ����ʱ�価���ܳ�һЩ��
4 ����
1) ���øĽ�����纸�����Ʊ���Ϳ��, Ϳ�����֯��������������Ҿ���ϸС, �������ǿ���Ժܺõ���������������ɢ�ֲ�����Ӳ�������ĥ��֯��
2) ����/Ϳ����洦����֯, �Ͻ�Ԫ����ɢ����Ӳ�ȵ������ԡ� �����Ժͻ����Ϳ�����Ե�ұ���϶�˵���˲��øĽ�����纸����, ��������Ϳ��ͻ���Ľ�����ܡ� ���о��Ľ��˱���Ԥ���������Լ����۹���, ��Ч�������ѺϽ����, �ٽ���ԭ����ɢ, ��ǿ��Ϳ��ͻ������Ľ�ϡ�
3) ��ɢ���纸�����Ԫ���Թ����������Ͻ���γ�̼���P����������ʽ����, ϸ���˾���, ǿ�����纸�㡣
REFERENCES
[1]����ƽ. �ѺϽ��Ӧ����״����չǰ��[J]. �����, 2002, 39(5): 53-55.
LI Wen-ping. Development and application of titanium alloys[J]. Light Metal, 2002, 39(5): 53-55.
[2]Kathy W. The use of titanium for medical application in USA[J]. Mater Sci Eng A, 1996, A213(12): 134-136.
[3]Budinski K G. Tribological properties of titanium alloys[J]. Wear, 1991, 151(2): 203-213.
[4]Molinari A. Dry sliding wear mechanisms of the Ti-6Al-4V alloy[J]. Wear, 1997, 208(3): 105-112.
[5]����», ������, ������. �Ѽ��ѺϽ������ĥ�ȴ���[J].����Ϲ���, 1999, 29(5): 15-19.
SUN Rong-lu, GUO Li-xin, DONG Shang-li. Surface abrasion resistance heat-treatment of titanium and titanium alloys[J]. Aerospace Materials & Technology, 1999, 29(5): 15-19.
[6]Kim D H. Characterization of diamond-like carbon films deposited on commercially pure Ti and Ti-6Al-4V alloy[J]. Mater Sci Eng C, 2002, C22(1): 9-14.
[7]Khor K A. Microstructure and mechanical properties of plasma sprayed HA/YSZ/Ti-6Al-4V composite coatings[J]. Biomaterials, 2004, 25(18): 4009-4017.
[8]���˻�, ������, �¿���, ��. ¯�۴����Ե�������ͿNi��WC��Ϳ����֯��̬��Ӱ��[J]. �й���ɫ����ѧ��, 2001, 11(1): 111-115.
XIANG Xing-hua, LIU Zheng-yi, CHEN Kang-nian, et al. Influence of remelting in furnace on microstructure of plasma sprayed WC+Ni base self-fluxing alloy coating[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(1): 111-115.
[9]����Ȫ, ��ұˮ, ����ҫ. �ѺϽ����������Ϳ������Ϳ�����ұ������[J]. ����ѧ��, 2003, 24(4): 25-27, 32.
LI Xiao-quan, YU Ye-shui, WANG Guang-yao. Metallurgy characteristics of interface with titanium alloys coated by molybdenum for non-oxidation spray[J]. Transactions of the China Welding Institution, 2003, 24(4): 25-27, 32.
[10]Liu J L. Laser gas alloying of titanium alloys[J]. Surface & Coatings Technology, 1993, 57(2): 191-195.
[11]Kim H J, Hwang S Y, Lee C H, et al. Assessment of wear performance of flame sprayed and fused Ni-based coating[J]. Surface & Coating Technology, 2003, 172(23): 262-269.
[12]Kahraman N, Behcet G. Abrasive behaviour of powder flame sprayed coatings on steel substrates[J]. Materials & Design, 2002, 23(8): 721-725.
[13]����. ����Ȳ�����纸���ղ������纸����ǿ��Ӱ��ķ���[J].�й���е����, 1996, 7(3): 96-98.
LIU Xi. Analysis of binding strength of spray weld coating influenced by technological parameter of oxyacetylene spraying[J]. China Mechanical Engineering, 1996, 7(3): 96-98.
[14]������, ������, �¿���. �ѺϽ������ĥͿ��Ļ����纸����[P]. CN 200410065213.9, 2004.
XU Xiao-jing, WANG Hong-yu, CHEN Kang-min. The Spray-Welding Technique of Wear Resistance Coating on Titanium Alloys Substrate[P]. CN 200410065213.9, 2004.
[15]��ƽ, ������. �ѺϽ���漤���۸�������մ�Ϳ�������֯[J]. ϡ�н��������빤��, 1995, 24(4): 19-24.
LI Ping, DENG Yong-rui. Microstructure of ceramic coating of laser coating ZrO2 on titanium alloy[J]. Rare Metal Materials and Engineering, 1995, 24(4): 19-24.
������Ŀ: ���մ�ѧ���˲Ż���������Ŀ(1283000007)
�ո�����: 2004-11-19; ������: 2005-03-08
�����: ������(1974-), ��, ��ʦ, ˶ʿ.
ͨѶ����: ������, ������, ��ʿ; �绰: 0511-8791295; E-mail: xjxu67@sohu.com
[1]����ƽ. �ѺϽ��Ӧ����״����չǰ��[J]. �����, 2002, 39(5): 53-55.
[3]Budinski K G. Tribological properties of titanium alloys[J]. Wear, 1991, 151(2): 203-213.
[4]Molinari A. Dry sliding wear mechanisms of the Ti-6Al-4V alloy[J]. Wear, 1997, 208(3): 105-112.
[5]����», ������, ������. �Ѽ��ѺϽ������ĥ�ȴ���[J].����Ϲ���, 1999, 29(5): 15-19.
[9]����Ȫ, ��ұˮ, ����ҫ. �ѺϽ����������Ϳ������Ϳ�����ұ������[J]. ����ѧ��, 2003, 24(4): 25-27, 32.
[13]����. ����Ȳ�����纸���ղ������纸����ǿ��Ӱ��ķ���[J].�й���е����, 1996, 7(3): 96-98.
[14]������, ������, �¿���. �ѺϽ������ĥͿ��Ļ����纸����[P]. CN 200410065213.9, 2004.
[15]��ƽ, ������. �ѺϽ���漤���۸�������մ�Ϳ�������֯[J]. ϡ�н��������빤��, 1995, 24(4): 19-24.
