
DOI: 10.11817/j.ysxb.1004.0609.2020-35902
�첽������ѹþ�Ͻ�ܲij�������
�º�ʤ1, 3��������2��������2, 3�����ۻ�1��������1��ʯ ��2
(1. ̫ԭ������ѧ ��е�����ع���ѧԺ��̫ԭ 030024��
2. ̫ԭ������ѧ ���Ͽ�ѧ�빤��ѧԺ��̫ԭ 030024��
3. �Ƚ�þ������ɽ��ʡ�ص�ʵ���ң�̫ԭ 030024)
ժ Ҫ��
���IJ���ABAQUS��ֵģ�ⷽ����AZ31þ�Ͻ��첽������ѹ���̽�����ֵģ��������о���ͬ���ղ�������ѹ�������ܵ�Ӱ�죬Ȼ����������Ԫ��ֵģ��������AZ31þ�Ͻ�����첽������ѹ������ѹ�������֯�ṹ���з�������������ѧ���ܽ��в��ԡ�����������첽������ѹ�����У�������ѹ�¶ȵ����ߣ���������ѹ�������������ͣ�þ�Ͻ�ı��ο������ͣ���������Ч�����أ�������þ�Ͻ����ѻ����������ֽ����������ӣ����ϵĶѻ��̶����أ�������Ϊ1.2 mm/rʱ��Ϊ���ˣ�������ѹ���Σ������ڼ������ƺͲ��϶ѻ�����ķ�������ñ����������õ�þ�Ͻ�ܲġ�������ѹ�������IJ������ӣ�AZ31þ�Ͻ�ľ�������ϸ�����ڲ����ڲ�������̬�ظ��ٽӽᾧ��ͬʱ���ھֲ���λ������������ѹ�ܱ�����Ϊ88.3%ʱ��ƽ����Ӳ�ȿɴ�0.51 GPa��
�ؼ��ʣ�
����Ԫģ����AZ31þ�Ͻ����첽������ѹ����̬�ٽᾧ��λ����
���±�ţ�1004-0609(2020)-12-2820-12���� ��ͼ����ţ�TG356.5���� ���ױ�־�룺A
þ�Ͻ�����ܶȵ͡���ǿ�Ⱥͱȸնȸߡ��ӹ�������ŵ㣬�㷺Ӧ���ڵ��ӡ����������캽�ա����¹�ҵ���ڶ�������Ϊ21���͵ġ���ɫ�����̲���[1-3]��þ�Ͻ������¾��н��ٵĶ�������ϵ�ͽϲ�����Ա������������Ϊþ�Ͻ�ܲ����Լӹ����ι����е�һ���ѵ�[4-5]��
Ŀǰ���ܲĵ��Ʊ�������Ҫ���������취[6]����ѹ��[7]��Һѹ���η�[8]����ѹ����[9]�ȷ������첽������ѹ��������ѹ������һ�֣���ͨ����ѹ����һ��ѹ�������棬��ѹ����ʹ�����������Ա��δӶ�ʹ��������������ѹ����������ͨ��о�����ת��������ת����ʹ������������ܵ���ѹ����ֱ����ѹ��ɣ��Ӷ���ø���ĸ����״�Ŀ�����ת���������ѹ���������ֲ���ͬ����������ʵ��һ�ζ�����ۻ������������ѹ���Σ���������þ�Ͻ��������Ա��β�Ľ�������[10-11]��
Ф�շ��[12]�о�����оģ����оģ��Ͳ�μ����д�����ѹ�Ͷ�����ѹʱ�ĵ�ЧӦ��ֲ�������ϸ���Ĺ��ɣ��о�ָ��������ѹ��Ͳ�μ��ĵ�ЧӦ���رں������������ڱ�����С����ʹ����澧��ϸ�����ڱ����Ϊ���ԣ������ö�����ѹ�Ʊ���Ͳ�μ�����ЧӦ����ڱ�����������ȼ�С���������������澧��ϸ���ij̶Ȼ���һ�£�������ѹ�Ʊ�Ͳ�μ��ij��������ȶ�����ѹǿ��CHANG��[13]�о��˵����κͶ������ѹ�����µ����Ͻ�Ͳ�μ�����ѹ�������ܣ�������������������˻�̬��AA2024 ��7075 �ĺ�ۿ�����Ϊ80%��74%���ڶ�����£�AA2024 ��7075 �Ŀ����Էֱ�Ϊ75%��70%��
�����������������IJ���ABAQUS����Ԫ��ֵģ�ⷽ��������̬AZ31þ�Ͻ����ѹ���̽�����ֵģ��������о���ͬ���ղ�����þ�Ͻ�ܲij������ܵ�Ӱ�졣��������Ԫ����ֵģ�����������첽������ѹ����AZ31þ�Ͻ������ѹ������ѹ��ܲĵ�����֯��ò������ѧ���ܽ��з���������Ϊþ�Ͻ�ܲĵ��Ʊ���Ӧ���ṩһ�����������ݡ�
1 ʵ��
1.1 ����Ԫģ�����
����ABAQUS����Ԫģ��������AZ31þ�Ͻ��첽������ѹͲ�μ��ij��ι��̽�����ֵģ�������ͨ��ABAQUS/CAEģ��ġ�Part������ģ�齨�����֡�о���Ͳ�μ��ļ���ģ�ͣ����������ļ���ģ�ͽ���װ�䣬װ������ͼ1��ʾ��Ͳ�μ����γߴ�Ϊ���ھ�34 mm���ں�6 mm������50 mm������ѹ�����н����ּ�Ϊ���Կ��壬����ֱ��Ϊ100 mm�����Ϊ30 mm��Բ�ǰ뾶Ϊ10 mm������Ϊ25�㡣ͨ����ѹ��ʵ����AZ31þ�Ͻ��ڲ�ͬ�¶�����Ӧ��-��Ӧ��������ͼ2��ʾ����������������1��ʾ��
��ABAQUS/Explicitģ���У�ʹ����-��Ӵ������б߽��������趨��о����Ͳ�μ�֮���Ħ������Ϊ0.2��������Ͳ�μ�֮���Ħ������Ϊ0.02������8�ڵ�����������������ֵ�ԪC3D8R��Ͳ�μ��������֣�������������Ϊ15000����ɢ����Ͳ�μ�ʵ����ͼ3(b)��ʾ���о���ѹ�¶ȡ����ֽ������ʡ���ѹ���ζ�þ�Ͻ�Ͳ�μ��������ܵ�Ӱ�졣
1.2 ���鷽��
ѡ������̬AZ31þ�Ͻ�Ϊԭ���ϣ�����֯��ò��ͼ4(a)��ʾ��ͨ����е�ӹ������ӹ����첽������ѹ���ϣ����ϳߴ���ͼ4(b)��ʾ��
��������Ԫ��ֵģ����������ѹ�����ж���ѹ�¶ȡ����ֽ������ʡ���ѹ���ν��в����Ż�����ѹ������������õ�AZ31þ�Ͻ�Ͳ�μ��������첽������ѹ����AZ31þ�Ͻ����Ͻ�����ѹ�����ϼ����¶�Ϊ375 �棬����10 min��о���¶�200 �棬о����ת�ٶ�250 r/min�����ֽ�������1.2 mm/r�����ֹ���25�㡣
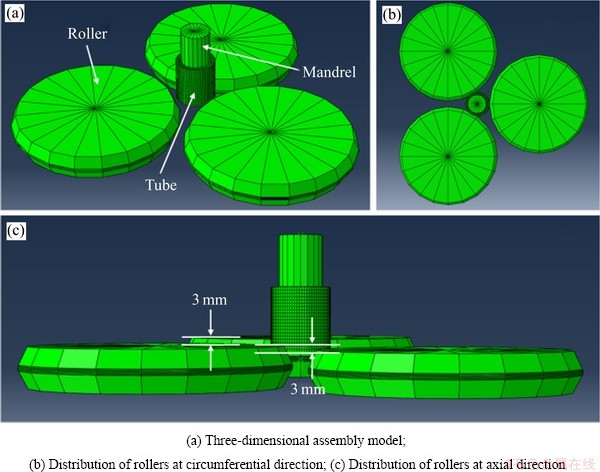
ͼ1 AZ31þ�Ͻ�Ͳ�μ���ѹ����άװ��ģ��
Fig. 1 Three-dimensional assembly model of AZ31 magnesium alloy tube during spinning
��1 �������Բ���
Table 1 Parameters of material properties

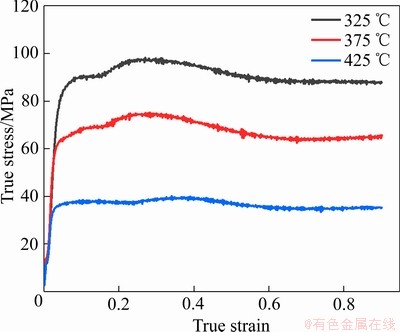
ͼ2 ��ͬ�¶�����Ӧ��-��Ӧ������
Fig. 2 True stress-strain relationship curves of AZ31 magnesium alloy at different temperatures
���ý�������(OM)�����������(TEM)��AZ31þ�Ͻ�Ͳ�μ�������֯��ͨ����ѹ�������Ƕ�AZ31þ�Ͻ�ܲĵ�����ѧ���ܽ����о���ѹ���ǵ��غɷֱ���Ϊ50 nN��λ�Ʒֱ���Ϊ0.01 nm�������о�Ϊþ�Ͻ�ܲĵĽ�һ��Ӧ�õ춨���ۻ�����
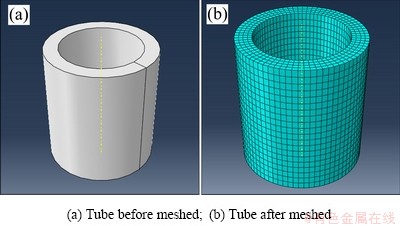
ͼ3 ����ǰ���Ͳ�μ�
Fig. 3 Tube before and after meshed
2 ABAQUS����Ԫ�������
���첽������ѹ�����У�������AZ31þ�Ͻ��������Ӵ�ʱ������ϴ�ĽӴ�Ӧ����ͼ5��ʾΪ�첽������ѹ������������þ�Ͻ�����Ӵ�ʱ��Ӧ���ֲ���ͼ����ͼ5�п��Կ�������ʼ�Ӵ�ʱ�����Ӧ���ɴ�9.68 MPa�������Ź����ľ�����Ӧ����С��
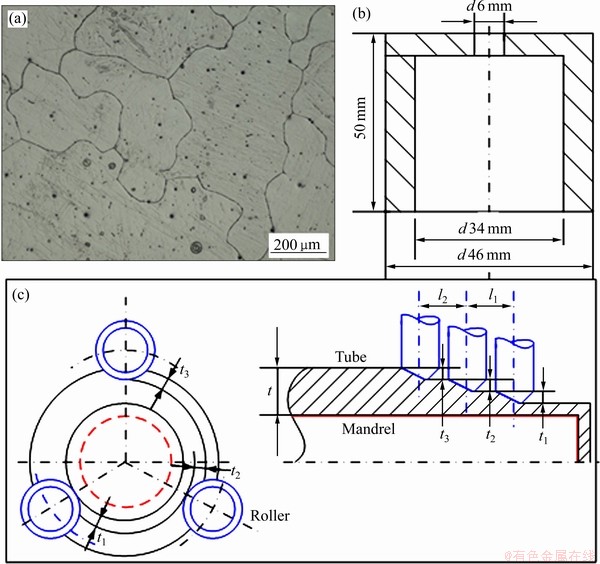
ͼ4 AZ31����֯����ѹ���ϳߴ����ѹʾ��ͼ
Fig. 4 Microstructure of AZ31 magnesium alloy(a), dimensions of rolled billet(b) and schematic diagram of spinning(c)
ͼ5 �����������ʼ�Ӵ�ʱ��Ӧ���ֲ�
Fig. 5 Stress distributions of roller contacting tube at beginning
ͼ6��ʾΪAZ31þ�Ͻ������ѹ�����м�����Ϊ10%ʱ��������ܲĽӴ�����ķֲ���ͼ����ͼ���Կ���������ѹ������������ܲĵĽӴ������С������ͨ������ͶӰ�������ʾ������Ӵ���� ������Ӵ����Ar������Ӵ����Az��ͨ��ʽ(1)��(2)��(3)��ʾ��ϵ�������֪��=11.4 mm2��Ar=37.33 mm2��Az=17.41 mm2����������Ͳ�μ���ȫ�Ӵ�ʱ�ĽӴ�Ӧ���ɴ�63.11 MPa��
������Ӵ����Ar������Ӵ����Az��ͨ��ʽ(1)��(2)��(3)��ʾ��ϵ�������֪��=11.4 mm2��Ar=37.33 mm2��Az=17.41 mm2����������Ͳ�μ���ȫ�Ӵ�ʱ�ĽӴ�Ӧ���ɴ�63.11 MPa��
 (1)
(1)
 (2)
(2)
 (3)
(3)
ʽ�У�t0ΪͲ�μ��ij�ʼ���(mm)��tfΪͲ�μ�������ĺ��(mm)��fΪ����ÿת��ǰ������(mm)�� Ϊ���ֵ�Բ�ǰ뾶(mm)��
Ϊ���ֵ�Բ�ǰ뾶(mm)�� Ϊ���ֵĹ���(��)��
Ϊ���ֵĹ���(��)��
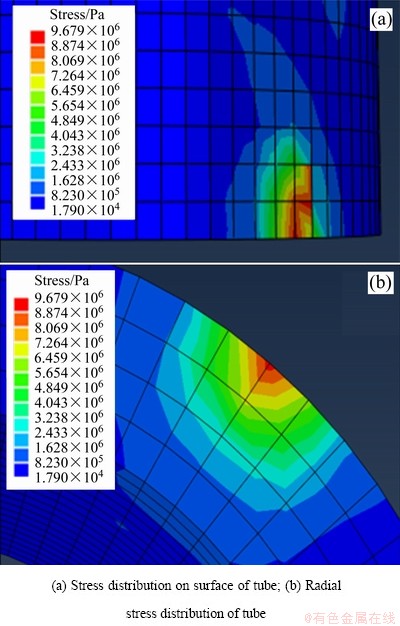
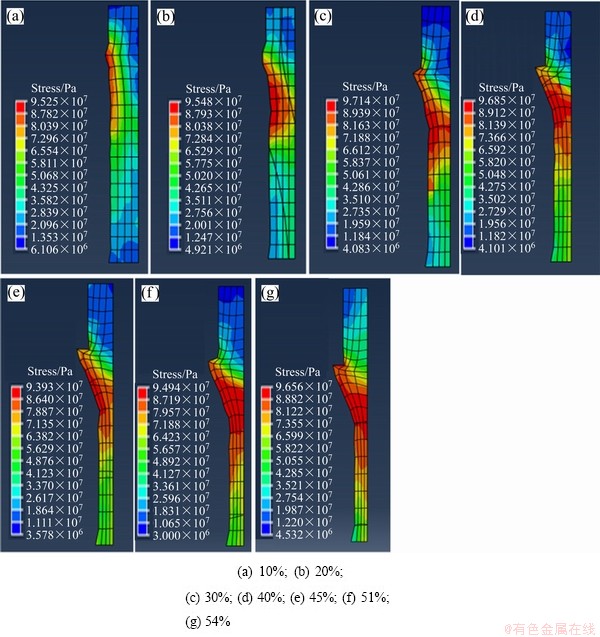
ͼ7��ʾΪAZ31þ�Ͻ������ѹ�����в�ͬʱ�̵�Ӧ��Ӧ��ֲ�ͼ����ͼ7(a)�п��Կ����������ֵ���ΧAZ31þ�Ͻ��������ܵ���Ӧ�����Ӧ��ֵԼΪ94 MPa����AZ31þ�Ͻ�ܵ�δ���β��֣�������������ֽϽ���λ���ܵ���������Խ�С�����ž�������λ�õ����ӣ�þ�Ͻ������Ӧ�����͡���ͼ7(b)�п��Կ�����Ͳ�μ��ij���������ѹʱ������Ӷ������ӳ����ڵ�һ����ǰ�ˣ�Ͳ�μ��ı��γ̶Ƚϴ��������ڵ�һ�����ֵ�ѹ�������
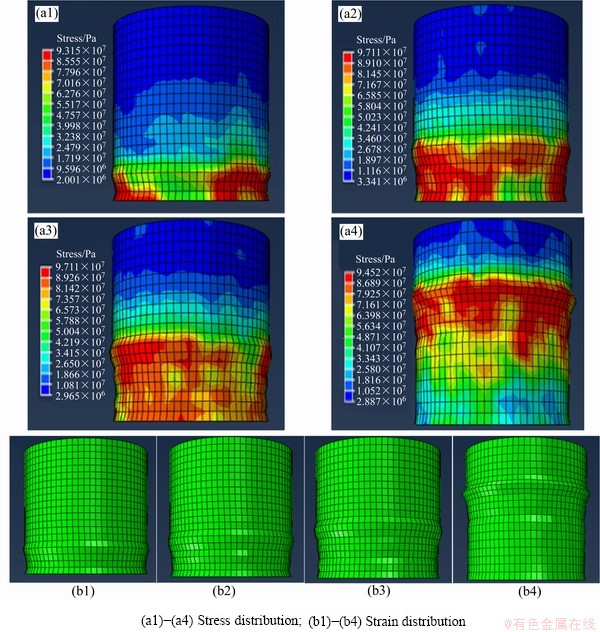
ͼ8��ʾΪ����ѹ�¶�325 �桢о��ת��250 r/min�����ֽ�����2 mm/r�����ֹ���25��ʱ��ͬ������������Ӧ��-Ӧ��ֲ���ͼ����ͼ8�п��Կ���������ѹ�¶�Ϊ325 ��ʱ��AZ31þ�Ͻ�ܵĵ������������ʿɴ�51%������AZ31þ�Ͻ�ܼ����ʵ����ӣ���ѹ����ڲ���������Ӧ��ֵΪ95 MPa����������þ�Ͻ�ܵIJ���Ӧ�����������������ż����ʵ����ӣ�AZ31þ�Ͻ���ܵ������ּ�ѹ�����ӣ��Ӷ������þ�Ͻ�����ڹܵı������ضѻ��������ѹ�����е�ʧЧ�����ż����ʵ����ӣ�þ�Ͻ���ؾ�������������������ӣ�����������ѹ��þ�Ͻ���ڲ��IJ���Ӧ�����ӡ�
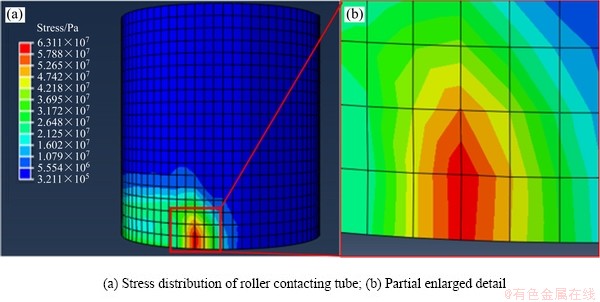
ͼ6 ������Ͳ�μ��ĽӴ����
Fig. 6 Contact area between roller and tube
ͼ7 AZ31þ�Ͻ�ܲ���ѹ�����в�ͬʱ���Ӧ��-Ӧ��ֲ�ͼ
Fig.7 Stress and strain distribution of AZ31 magnesium alloy tube at different time during spinning
ͼ9��10��ʾ�ֱ�Ϊ��ѹ�¶�375 ���425 ��ʱAZ31þ�Ͻ���ڲ�ͬ�������µ�Ӧ��-Ӧ��ֲ���ͼ����ͼ9�п��Կ���������ѹ�¶�Ϊ375 ��ʱ��AZ31þ�Ͻ�ܵĵ�������������Ϊ39%��AZ31þ�Ͻ����������Χ����������Ӧ��ԼΪ82 MPa����ͼ10�п��Կ���������ѹ�¶�Ϊ425 ��ʱ�������ε���������Ϊ24%��AZ31þ�Ͻ���ڲ���������Ӧ����ԼΪ45 MPa�����ܲĵĵ����μ����ʳ�����������ʱ���ܲı�����γɺܴ�̶ȵ�¡�𣬵��²�����Ͳ�μ�����ѻ����������ƣ�������ѹʧЧ������������ѹ�¶ȵ����ߣ�AZ31þ�Ͻ�ܲĵĵ���������������С����ѹ�����е����Ӧ��Ҳ��С��
ͼ11��ʾΪ��ͬ��������AZ31þ�Ͻ���رں����Ӧ��-Ӧ��ֲ���ͼ����ͼ11�п��Կ�����Ӧ����Ͳ�μ��ıں����Ϸֲ������ȣ����ż����ʵ����ӣ�Ͳ�μ��ں����Ӧ���ֲ�����һ�£��������ʴﵽ50%����ʱ��Ͳ�μ��ڱ�����ڵ�Ӧ����С�������������ѹ�����У�Ͳ�μ������������ڱں����ϲ��ϼ�С�����ϵ�Ӧ�����ܵ���������������ı�ֵ�����Ͳ�μ���Ӧ���ڱں����ϵĴ�С��С��
ͼ12��ʾΪ��ͬ��ѹ�¶Ⱥ���ͬ��������AZ31þ�Ͻ�ܵ��ݽ���Ӧ��-Ӧ��ֲ���ͼ����ͼ12�п��Կ�����������ѹ�¶ȵ����ߣ�Ͳ�μ���Ӧ����С�����Ӧ����95.5 MPa��С��45.8 MPa���ܲı����¡��̶�������ѹ�¶ȵ����Ӷ����ӣ�����Ҫ������������ѹ�¶ȵ����ߣ��ܲ��ڲ�Ӧ��ԽС��þ�Ͻ�����������أ��Ӷ����¹ܲı����¡��̶����ӡ�
ͼ13(a)��ʾΪ��ѹ�¶�325 �桢���������30%ʱ��һ�����ڲ�ͬѹ�����µ�AZ31þ�Ͻ�ܵ��ݽ���Ӧ��ֲ�ͼ����ͼ13(a)�п��Կ��������ŵ�һ���ּ����������ӣ��ܲı���þ�Ͻ��¡��ij̶Ȳ�ͬ������һ���ֵ���ѹ��Ϊ20%ʱ���ܲı���¡�����أ����²��ܼ���������ѹ����ˣ���325 ��Ľ��д�����ѹAZ31þ�Ͻ��ʱ����һ���ֵ����ѹ�������ܳ���Ͳ�μ��ں��20%��ͼ13(b)��ʾΪ��ͬ��ѹ�¶Ⱥͼ������£���ͬ���ֽ����ٶ���AZ31þ�Ͻ�Ͳ�μ����ݽ���Ӧ��ֲ�ͼ����ͼ13(b)�п��Կ������������ֽ����ʵ����ӣ���ѹ��ͬ����Ͳ�μ������ʱ�������þ�Ͻ�Ͳ�μ��ı���¡��̶�Խ���ء�Ϊ�˷�ֹ����ѹ�����г���¡��ȱ�ݣ�ѡ����ѵ����ֽ�������Ϊ1.2 mm/r��
ͼ8 ��ѹ�¶�325 ��ʱAZ31þ�Ͻ�ܲ��ڲ�ͬ�������µ�Ӧ���ֲ�ͼ
Fig. 8 Stress distributions of AZ31 magnesium alloy tube at 325 �� with different reduction ratios

ͼ9 ��ѹ�¶�375 ��ʱAZ31þ�Ͻ�ܲ��ڲ�ͬ�������µ�Ӧ���ֲ�ͼ
Fig. 9 Stress distributions of AZ31 magnesium alloy tube at 325 �� with different reduction ratios:

ͼ10 ��ѹ�¶�400��ʱAZ31þ�Ͻ�ܲ��ڲ�ͬ�������µ�Ӧ���ֲ�ͼ
Fig. 10 Stress distribution of AZ31 magnesium alloy tube at 425 �� with different reduction ratios
ͼ11 ��ͬ��������AZ31þ�Ͻ�ܲĵ��ݽ���Ӧ���ֲ�ͼ
Fig. 11 Stress distribution of longitudinal section of AZ31 magnesium alloy tube with different reduction ratios

ͼ12 ��ͬ�¶���AZ31þ�Ͻ�ܲĵ��ݽ���Ӧ���ֲ�ͼ
Fig. 12 Stress distribution of longitudinal section of AZ31 magnesium alloy tube at different temperatures
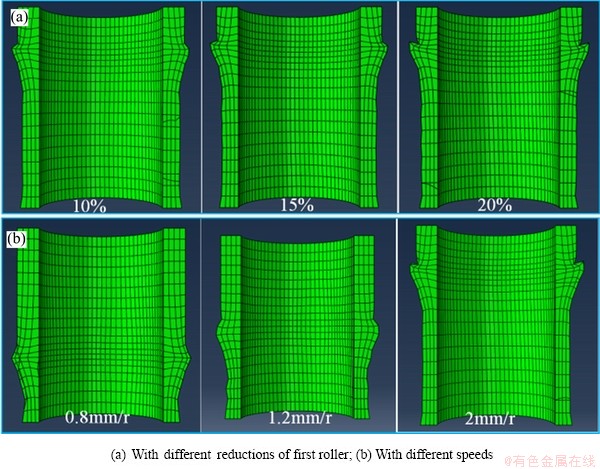
ͼ13 ��ͬ����������AZ31�ܲĵ��ݽ���Ӧ��ֲ�ͼ
Fig. 13 Strain distribution diagrams of longitudinal section of AZ31 pipe under different process conditions
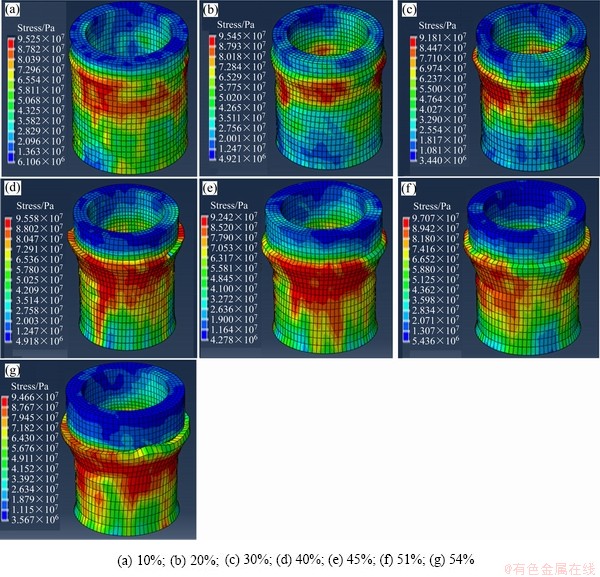
ͼ14��ʾΪ��ͬ��ѹ�¶ȺͲ�ͬ��ѹ������ʱAZ31þ�Ͻ�ܲĵ�����ͽ���Ӧ��ֲ�ͼ����ͼ14�п��Կ�����������ѹ�����������ӣ��ܲĵ�Ӧ�����ӣ�ͬʱ�������˺ܴ�̶ȵĻ��䡣������ѹ�����У�Ͳ�μ��ܵ����������������ã���������һ���̶��ϵ�Ťת���Ρ�����ѹ�¶�Ϊ325 ��ʱ��AZ31þ�Ͻ�ܲĵĵ�������������Ϊ51%������ͬ���¶��£�����С�������������ѹ��AZ31þ�Ͻ���д�����ѹ���ܲĵļ����ʿɴ�60%����ˣ����ô�����ѹ��AZ31þ�Ͻ������ѹʱ����ѡ��С�������������ѹ��
3 �첽������ѹ����������
������������Ԫ��ֵģ��������AZ31þ�Ͻ����������ѹ��������������ѹ��AZ31þ�Ͻ�ܲĺ��������ò��ͼ15��ʾ�������εļ������ֱ�Ϊ30%��43%��71%������ѹ�������ﵽ88.3%��AZ31þ�Ͻ�ܲ���ѹ�����������ã�δ�������塢��Ƥ�����Ƶ�ȱ�ݡ�
�Բ�ͬ�첽������ѹ�����£�AZ31þ�Ͻ�ܲĵ�����֯��ò���й۲졣ͼ16��ʾΪ��ѹ�ܲIJ�ͬλ�õĽ�������֯��ò��ͼ16(a)��(b)��ʾΪ��һ������ѹ�������֯��ò���ڳ�������δ������������һ�����Ա��ι�����������ѹ���������£���̬�Ĵִ����������������ڲ��־����ľ��紦��Ӧ�����нϴ����˴�����Ӧ�伤���ܣ�λ���ܶȽϸߣ���ʹ���շ��˶�̬�ٽᾧ���γ�ϸС�ĵ��ᾧ����þ�Ͻ�ܲĵ��ڱں�����澧���ߴ��Dz����ȵġ�ͼ16(c)��(d)��ʾΪ�ڶ�������ѹ��Ľ�������֯��ò��������ѹ���εĽ��У������ߴ��رں��������ھ��Ȼ��������ߴ��������͡�ͼ16(e)��(f)��ʾΪ����������ѹ���ڽ�þ�Ͻ�ܲ��ڱ������Ľ�������֯��ò�������ߴ�����һ�£�ƽ�������ߴ�ԼΪ6.38 ��m����������ϸ����
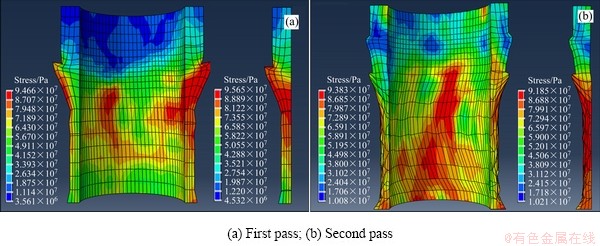
ͼ14 ��ͬ��ѹ��������AZ31þ�Ͻ�ܲĵ��ݺͽ���Ӧ��-Ӧ��ֲ�ͼ
Fig. 14 Stress and strain distributions of longitudinal section of AZ31 magnesium alloy tube with different spinning time

ͼ15 ��ѹAZ31þ�Ͻ�ܲ���������ò
Fig. 15 Section diagrams of AZ31 magnesium alloy after spinning
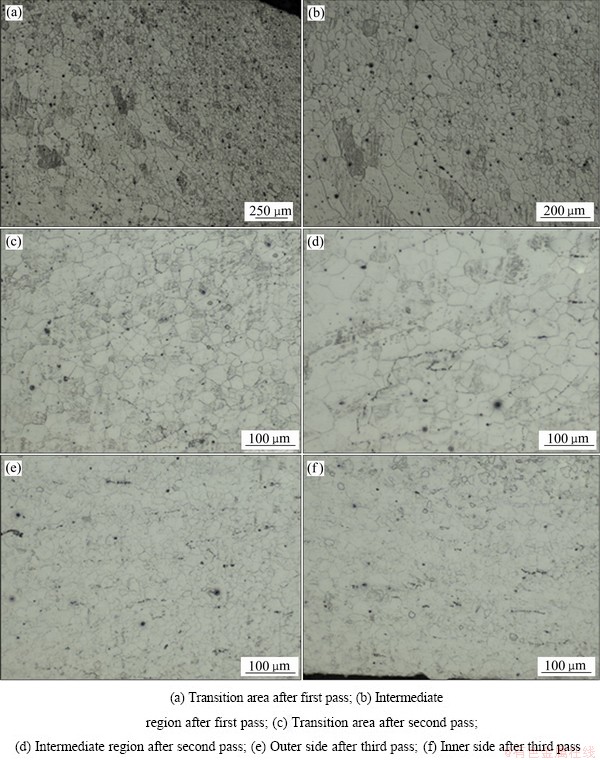
ͼ16 ��ͬ�����²�ͬ����Ľ�������֯
Fig. 16 OM microstructures of AZ31 magnesium alloy at different spinning passes
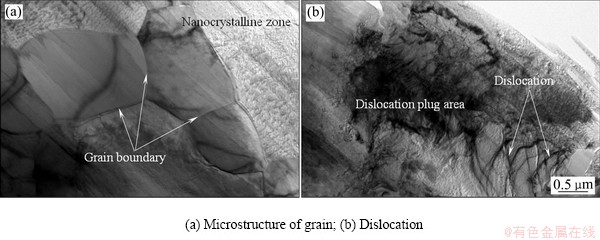
ͼ17 AZ31�ܲ�TEM����֯��ò
Fig. 17 TEM microstructure of AZ31 tube
ͼ17��ʾΪ�첽������ѹAZ31þ�Ͻ��TEM����ͼ17(a)��֪���ھֲ�����þ�Ͻ�ľ����ߴ�ɴ�������ͬʱ���ڲ��ֵ����������������첽������ѹ�����������ӣ�AZ31þ�Ͻ�ܲ��ڲ��Ķ�̬�ٽᾧ�������ӣ������ߴ��С����ͼ17(b)�ɼ����첽������ѹ����AZ31þ�Ͻ�ܲ��ڲ��γ��˸��ܶȵ�λ����֯����ԭ����λ������ֵ���ڴ����Ա��ι����У�λ��-��λ����λ��-������λ��-����֮��Ľ��������Dz���Ӳ������Ҫԭ��[14]�����ű��γ̶ȵ����ӣ���̬�ٽᾧ�ķ������ή��λ���ܶȡ���̬�ٽᾧ�ľ����Ϊƽֱ��λ���ܶȵ͡�ͬʱ����̬�ٽᾧ�ͷǻ��滬����AZ31þ�Ͻ�ܲ���������Ҫ����[15]��
�Բ�ͬ��ѹ������þ�Ͻ�ܲĵ�����ѧ���ܽ��в��ԡ�ͼ18��ʾΪ�ܲľ������ϵ��غ�-λ�����ߡ���ͼ18�ɼ���������ѹ�����������ӣ�Ӳ�����ӣ��ֱ�Ϊ0.42��0.47��0.51 GPa��������ĸ�ĵ�0.17 GPa���ڹܲ��ڲ����ڱ��������Ǿ������ٽᾧ�����Ǿ����ľ�������λ����С�ǶȾ���ķ�ʽ���г�λ��ǽ�γɵģ�λ���ܶȸߣ������ڲ�ͬ������Ӳ�ȴ���һ���IJ��졣
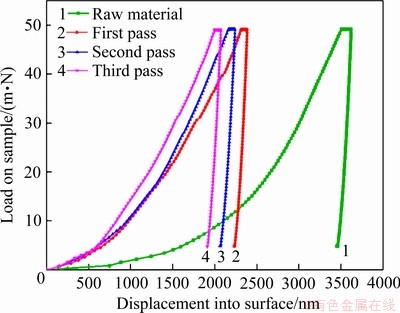
ͼ18 ����ѹ���غ�-λ������
Fig. 18 Curves of nanoindentation loads-displacement
4 ����
1) ����Ԫ��������������첽������ѹ�����У�������ѹ�¶Ⱥ����ֽ����������ӣ������εļ����ʽ��ͣ����׳��ֲ��������ѻ�����
2) ��ѹ�����У��ؾ������������Ա��β����ȣ�������������������ӣ������ߴ���С�����վ����ߴ����ھ��ȡ�
3) ��ѹ��AZ31þ�Ͻ��ڲ���ҪΪ��̬�ٽᾧ���������ھֲ���λ����������ͬ���������ѧ���ܴ��ڲ��죬ƽ��Ӳ��ֵ�ɴ�0.51 GPa��
REFERENCES
[1] LU L W, LIU T M, CHEN Y. Deformation and fracture behavior of hot extruded Mg alloys AZ31[J]. Materials Characterization, 2012, 67: 93-100.
[2] �����������ɣ�����ԣ��� ��. ��������ƶ�AZ31þ�Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2020, 30(1): 60-67.
LI Yan-sheng, QU Cheng, WANG Jin-hui, XU Rui. Effect of multi-pass warm rolling process on microstructure and properties of AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2020, 30(1): 60-67.
[3] JOHN P Y, HESAM A A, YURI H. Thermal microstructural stability of AZ31 magnesium after severe plastic deformation[J]. Materials Characterization, 2015, 101: 9-19.
[4] CHEN Y L, JIN L, DONG J. Twinning effects on the hot deformation behavior of AZ31 Mg alloy[J]. Materials Characterization, 2016, 118: 363-369.
[5] LOU Y, LI L X, ZHOU J. Deformation behavior of Mg-8Al magnesium alloy compressed at medium and high temperatures[J]. Materials Characterization, 2011, 62(3): 346-353.
[6] LIN X D, LIU C M, XIAO H B. Fabrication of Al-Si-Mg functionally graded materials tube reinforced with in situ Si/Mg2Si particles by centrifugal casting[J]. Composites: Part B, 2013, 45: 8-21.
[7] HANSSON S, JANSSON T. Sensitivity analysis of a finite element model for the simulation of stainless steel tube extrusion[J]. Journal of Materials Processing Technology, 2010, 210: 1386-1396.
[8] �����. ˫��������Ϲ�Һѹ���ι����о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2014.
ZHOU Yu-fei. Research on Bi-layered tubular components forming by hydroforming[D]. Nanjing: Nanjing University of Aeronautics and Astronautics, 2014.
[9] XIA Q X, XIAO G F, LONG H. A review of process advancement of novel metal spinning[J]. International Journal of Machine Tools & Manufacture, 2014, 85: 100-121.
[10] WONG C C, DEAN T A, LIN J. A review of spinning, shear forming and flow forming processes[J]. International Journal of Machine Tools & Manufacture, 2003, 43: 1419-1435.
[11] �»���, ���Ļ�, �� ��. 3A21���ǿ����ѹ��������Ԫģ��[J]. ��ѹ, 2020, 45(10): 59-64.
HAO Hua-lei, YANG Wen-hua, JI Wei. Numerical simulation of power spinning for 3A21 thick plate[J]. Forging & Stamping Technology, 2020, 45(10): 59-64.
[12] Ф�շ�. Ͳ�μ�ǿ����ѹʱ����/��ϸ�����������о�[D]. ����: ����������ѧ, 2016.
XIAO Gang-feng. Research on formation condition of nano/ultrafine grained structures during power spinning of cylindrical parts[D]. Guangzhou: South China University of Technology, 2016.
[13] CHANG S C, HUANG C A, YU S Y. Tube spinnability of AA2024 and 7075 aluminum alloys[J]. Journal of Materials Processing Technology, 1998, 80/81: 676-682.
[14] ¦ ��. AZ31þ�Ͻ�̬���Ա��κ���α��Ͼ�����ѧ�����о�[D]. ����: �����ѧ, 2013.
LOU C. Research of deformation twins and mechanical properties of AZ31 magnesium alloy subjected to dynamic plastic deformation[D]. Chongqing: Chongqing University.
[15] �� �S, �ﳯ��, �� ��, ������, �����, ������. AZ80þ�Ͻ�̬�ٽᾧ������Ϊ�о�[J]. ����ѧ��, 2016, 52(9): 1123-1132.
CAI Yun, SUN Chao-yang, WAN Li, YANG Dai-jun, ZHOU Qing-jun, SU Zexing. Study on the dynamic recrystallization softening behavior of AZ80 magnesium alloy[J]. Acta Metallurgica Sinica, 2016, 52(9): 1123-1132.
Forming properties of magnesium alloy tubes by asynchronous stagger spinning
CHEN Hong-sheng1, ZHANG Yuan-qi1, WANG Wen-xian2, NIE Hui-hui1, ZHANG Ting-ting1, SHI Ning1
(1. College of Mechanical and Vehicle Engineering, Taiyuan University of Technology, Taiyuan 030024, China;
2. College of Materials Science and Engineering, Taiyuan University of Technology, Taiyuan 030024, China;
3. Shanxi Key Laboratory of Advanced Magnesium-Based Materials, Taiyuan 030024, China)
Abstract: In this study, ABAQUS numerical simulation method was used to analyze the asynchronous stagger spinning process of AZ31 magnesium alloy and the effects of different process parameters on the spinning properties were studied. Based on the simulation results, the asynchronous stagger spinning of AZ31 magnesium alloy was carried out, and the microstructure and micro-nano mechanical properties were tested. The results show that with the increase of spinning temperature, the maximum thinning of single pass spinning and the deformation resistance decrease due to the serious softening effect of the material and the material accumulation on the surface of AZ31 magnesium alloy during the asynchronous stagger spinning process. With the increase of feed amount of rotary wheel, the material accumulation degree is serious, and it is more appropriate when the feed amount is 1.2 mm/r. In addition, increasing the number of spinning passes is beneficial to reduce the occurrence of cracks and material accumulation. With the increase of spinning deformation, the grain size of AZ31 magnesium alloy is continuously refined, and the dynamic recovery recrystallization occurs and the local dislocation plug area also exists in the alloy. When the spinning deformation reaches 88.3% in total, the average micro-nano hardness can reach 0.51 GPa.
Key words: finite element simulation; AZ31 magnesium alloy; asynchronous stagger spinning; dynamic recrystallization; dislocation
Foundation item: Projects(51805358, 51775366) supported by the National Natural Science Foundation of China; Project(2018M631773) supported by the Postdoctoral Science Foundation of China; Project (201801D221122) supported by the Science Foundation for Youths of Shanxi Province, China
Received date: 2019-12-21; Accepted date: 2020-07-10
Corresponding author: CHEN Hong-sheng; Tel: +86-351-6010076; E-mail: chenhongsheng@tyut.edu.cn
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51805358��51805359)���й���ʿ���ѧ����������Ŀ(2018M631773)��ɽ��ʡ��������о���Ŀ(201801D221122)
�ո����ڣ�2019-12-21�������ڣ�2020-07-10
ͨ�����ߣ��º�ʤ�������ڣ���ʿ���绰��0351-6010076��E-mail��chenhongsheng@tyut.edu.cn
ժ Ҫ�����IJ���ABAQUS��ֵģ�ⷽ����AZ31þ�Ͻ��첽������ѹ���̽�����ֵģ��������о���ͬ���ղ�������ѹ�������ܵ�Ӱ�죬Ȼ����������Ԫ��ֵģ��������AZ31þ�Ͻ�����첽������ѹ������ѹ�������֯�ṹ���з�������������ѧ���ܽ��в��ԡ�����������첽������ѹ�����У�������ѹ�¶ȵ����ߣ���������ѹ�������������ͣ�þ�Ͻ�ı��ο������ͣ���������Ч�����أ�������þ�Ͻ����ѻ����������ֽ����������ӣ����ϵĶѻ��̶����أ�������Ϊ1.2 mm/rʱ��Ϊ���ˣ�������ѹ���Σ������ڼ������ƺͲ��϶ѻ�����ķ�������ñ����������õ�þ�Ͻ�ܲġ�������ѹ�������IJ������ӣ�AZ31þ�Ͻ�ľ�������ϸ�����ڲ����ڲ�������̬�ظ��ٽӽᾧ��ͬʱ���ھֲ���λ������������ѹ�ܱ�����Ϊ88.3%ʱ��ƽ����Ӳ�ȿɴ�0.51 GPa��
[2] �����������ɣ�����ԣ��� ��. ��������ƶ�AZ31þ�Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2020, 30(1): 60-67.
[8] �����. ˫��������Ϲ�Һѹ���ι����о�[D]. �Ͼ�: �Ͼ����պ����ѧ, 2014.
[11] �»���, ���Ļ�, �� ��. 3A21���ǿ����ѹ��������Ԫģ��[J]. ��ѹ, 2020, 45(10): 59-64.
[12] Ф�շ�. Ͳ�μ�ǿ����ѹʱ����/��ϸ�����������о�[D]. ����: ����������ѧ, 2016.
[14] ¦ ��. AZ31þ�Ͻ�̬���Ա��κ���α��Ͼ�����ѧ�����о�[D]. ����: �����ѧ, 2013.
