
��������֯������ѧ���ܵ�Ӱ��
������1, �� ��1, ������2, ����ũ1, ������1
(1.���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� ��ɳ, 410083;
2.���մ��ǿƼ��ɷ�����˾, ���� ����, 212300)
ժҪ: ��������ʵ��������������������������֯�Ժ��Ϊ6~7 ��m��������ѧ���ܵ�Ӱ�졣 ʵ��������: �����л��������ò������λ�ý��˻��ն���������ǿ�ȵ�Ӱ�����, ���ھ���Ŀ�״�������ƻ��˾����������ϵ, ��������������֯�IJ�������; �������ǿ��ʱӦ�������⻯�����ھ��紦������ �Ǿ��ijߴ���λ���ܶȽ������, �Ǿ��ߴ�С, ��λ������Ǿ�������, λ���ܶ�Ҳ��֮���ӡ� �������н�С���Ǿ��ߴ�, ������нϸߵĿ���ǿ�ȡ�
�ؼ���: ����; ����ǿ��; ����֯
��ͼ�����:TG146.2+1 ���ױ�ʶ��:A ���±��: 1672-7207(2005)05-0780-04
Effect of microstructure on mechanical property of aluminum foil
LIU Chu-ming1, LI Peng1, FAN Yu-qing2, JIANG Shu-nong1, ZHANG Xin-ming1
(1. School of Materials Science and Engineering, Central South University, Changsha 410083, China;
2. Jiangsu Daya Stock Ltd. of Science and Technology, Danyang 212300, China)
Abstract: The effect of microstructure on the mechanical property of aluminum foil (6~7 ��m in thickness) was investigated by means of tensile test and transmission electron microscopy. The results show that the morphology and position of compound have greater effects on the mechanical property of aluminum foil than the annealing process. The block-like compound on the grain boundaries will damage the integrity of grain boundaries and increase the microstructural inhomogeneity of aluminum foil, which is harmful to the mechanical property of aluminum foil. Therefore, it is necessary to prevent the compound from precipitating on the grain boundaries. There is a close relationship between the size of the subgrain and the density of dislocation, that is, the subgrain boundaries per unit and the density of dislocation increase with the decrease of the size of the subgrain. The aluminum foil with smaller subgrain would have a high tensile strength.
Key words: aluminum foil; tensile strength; microstructure
����������Ӧ��Խ��Խ�㷺[1], �������Ŀ���ǿ�Ⱥ��쳤�ʵ���ѧ���ܵ�Ҫ��Ҳ��Ӧ����ߡ� ���Ϊ6~9 ��m�Ĺ�ҵ���������㷺������װ����, ����ҩƷ��װ��������ѧ����������ߵ�Ҫ�� Ӱ��������ѧ���ܵ����غܶ�, ��ԭ�ϵĻ�ѧ�ɷ֡� �ڶ���������̬�ͳߴ�ֲ��Լ�֯����[2-9]�� �ڴ�, �����о�����������֯������ѧ���ܵ�Ӱ�졣
1 ʵ ��
1.1 ʵ������Ʊ�
������������ʵ����������ȡ, Ϊ�˱Ƚ�, ����ԭ�ϴ�3�����ҹ��롣 ����ԭ�Ͼ�Ϊ0.3 mm���1235��ҵ������, ��4�������������Ϊ6~7 ��m�� ���IJ��÷ּ��˻�, ������ԭ��A�������������˻���Ϊ: ��¯������230 ��, ����2 h��, ����190 �汣��30 h, ����¯����; ��ԭ��B��C�������������˻���Ϊ: ��¯������240 ��, ����4 h��, ����200 �汣��40 h, ��¯���䡣 �˻�̬������Ϊʵ��������, ������Ŷ�Ӧԭ�Ϸֱ�ΪA, B��C��
1.2 ��������
��ADAMEL LHDMARGY���������������ʵ��, ��������Ϊ5 mm/min, ��������Ϊ5 mm�� ��羵��Ʒ��˫�����������ȡ�� ˫�������ֱ��Ϊ3 mm, ���Ϊ0.1 mm�� �����������С��0.1 mm, ���, ֱ���������ϳ����ȡ, ͨ��˫����ס� ˫����ҺΪ����״���Һ, V(HNO3)��V(CH3OH)=1��2, ���Һ�¶�Ϊ-20 ��, ������Ϊ50~70 mA, ʱ��Ϊ15~25 s�� ��õ�������JEOL 100CXII���������(TEM)������֯������
2 ʵ����������
2.1 ����ʵ��
3����������ʵ�������1��ʾ��
�� 1 ����ʵ������
Table 1 Data of tensile experiment

�ɱ�1��֪, ����C�Ŀ���ǿ�����, ������A����͡�
2.2 TEM����
ͼ1��ʾΪ3�������˻�̬��TEM��Ƭ�� ��ͼ1(a)��1(b)��֪, ����A�������˻��, ������ƽֱ��������Ǿ������, �������ʵ�Ķ��������±������, �к�ɫ��״�����ﴦ�ھ��紦, �Ǿ��ߴ����, �Ǿ���Ͽ�, �ɴ˿�֪����A������֯Ϊ�ظ���֯�� ��ͼ1(c)��(d)��֪, ����B�������˻����֯��ƽֱ�������, ����������ϸС������Ķ��������±����������, �Ǿ���λ������, λ����Ҫ�������Ǿ�����, λ���˶��γɴ�����С̨��, ����һ��������ά��֯�� ������δ�����ٽᾧ����, Ϊ�ظ���֯�� ��ͼ1(e)��(f)��֪, ����C�д��ں��������ٽᾧ����, �ٽᾧ�����ߴ��С, λ���˶��γɴ�����С̨��, �Ǿ���λ������, λ���༯���ھ���, ����Ͽ�, ����֯�Իظ���֯Ϊ����
�Ƚ�3�������˻�������֯��֪, 3�������˻����Իظ���֯Ϊ��, �Ǿ���λ������, λ���༯�����Ǿ��紦, ������ϸС������Ķ�����[CM(22] ���±�������� �Ƚ�3�������Ǿ������ijߴ��֪, ����C������B���Ǿ��ߴ���С, ����A���Ǿ��ߴ�ֲ������� ������B��C��δ���ֽϴ�����, ������A�еľ��紦������״�����

ͼ 13�������˻�̬TEM��Ƭ
Fig. 1 TEM images of three kinds of aluminum foils after annealing
ͼ2��ʾΪͼ1(a)�к�ɫ���廯����ĵ������仨��, �ǵ��͵����ǵ���, ����ߵ�����ζԳƷֲ��� �ɰߵ�ĶԳ��Ժ�������ϵ�Ĺ�ϵ��֪��������������ϵ������, Ҳ������������������ϵ�����ġ�
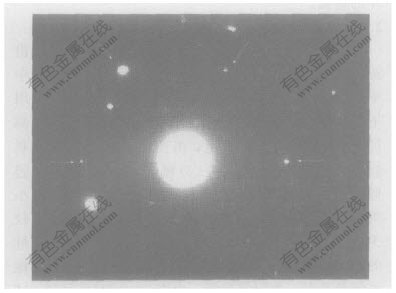
ͼ 2 �ڶ�����������
Fig. 2 Diffraction spot of second-phase
��ҵ��������Ҫ��Fe-Si-Al��Ϊ��(FeSiAl)��ͦ�(FeSiAl)��[10-13], ���н��Ц�(AlFeSi)�����м����������������ṹ, ���, ����ȷ���û�����Ϊ��(AlFeSi)�ࡣ ���ݻ���������߿ɼ����������Ϊ99 nm, �������֪�Ħ�(FeSiAl)��ļ�����������������Ħ�(Fe2SiAl8){100}����(99.3 nm)��ͬ, ���, ��ȷ����ɫ��״������Ϊ��(Fe2SiAl8)�ࡣ
3 �� ��
��TEM������֪3��������Ϊ�ظ���֯, ������ǿ����һ������, ����A�Ŀ���ǿ����3����������͡� �ڶ������ֲ���λ�ö�������ѧ���ܵ�Ӱ��ܴ�, ���ڵڶ����������ھ���, �����˾���֮���������, ���¾���֮��Ľ��ǿ��Ѹ���½�, ���䵱������ijߴ�ӽ��������ʱ, �����K�״�����, ���ִ����˺�����Ӱ����������ѧ���ܡ� ��������о�������ά�Ų�, ÿ��������Χ�ľ����϶�, ����ʱ�ܵ���Լ��Ҳ��, ���, ��������������ھ���Բ�����ѧ���ܵ�Ӱ���С�� �������ľ����ʶ�ά�Ų�[2, 14, 15], ÿ���������ڵľ�������, �������о������Ϊƽ����״�ֲ�, ��ʹ�������Ļ����ﴦ�ھ��紦Ҳ���ƻ������������ϵ, �ƻ����������������, ���ھ��紦�Ļ�������ɳ�Ϊʹ�����������ѵ�����Դ���ڵ�, ���, Ӧ�������⻯�����ھ��紦������ ����A�˻��¶ȵ�������B��C���˻��¶�, �˻�ʱ��Ҳ�϶̡� ���˻��¶ȡ� ʱ�������ǿ�ȵĹ�ϵ����, ����A��ǿ��Ӧ��������B��C��ǿ��, ��ʵ����ǡǡ�෴, ��������������ò������λ�ý��˻��ն���������ǿ�ȵ�Ӱ�����
������B��C����δ�۲쵽����������ھ��������, ����2�������Ŀ���ǿ����������, ��˵����2�������ظ���֯�е�ϸ������������ѧ����Ҳ��һ��Ӱ�졣 ��ͼ1��֪, ����C���Ǿ��ߴ���С������B���Ǿ��ߴ�, �Ǿ��ߴ�С, ��λ����ھ�������, λ���ܶ�Ҳ��֮����, �����Ŀ���ǿ����ߡ� ����C���к��������ٽᾧ����, ������B��δ�����ٽᾧ����, ������, ����C��ǿ��Ӧ����B��ǿ��, ��ʵ������෴�� ��ԭ����2������ԭ�ϵı��γ̶Ȳ�ͬ, ��ͬһ���ƹ��ռӹ�������֯����һ����� ��ͬԭ�����Ƴ��������ۼ��ܱ�������ͬ, ���, ���Ƴ̶ȸߵ������������������ܴ�, ���ܸܺߵľ����ڵ����˻��ƶ��·������ٽᾧ, ����Щ�ٽᾧ������������, ������ʹ��������, ���˻�������֯���Իظ���֯Ϊ���� ���Ƴ̶ȵ͵������о����Ĵ���δ�ﵽһ��ֵ, ����ͬ�˻��¶��˻��δ�����ٽᾧ, ���˻�������̶�Ҫ���ڱ������������, ���, �˻������C�Ŀ���ǿ�ȱ�����B�ĸߡ�
4 �� ��
a. ���������ò������λ�ý��˻��ն���������ǿ��Ӱ�����, ���ھ���Ŀ�״�������ƻ��˾����������ϵ, ��������������֯�IJ�������, �������ǿ��ʱӦ�������⻯�����ھ��紦������
b. �Ǿ��ijߴ���λ���ܶȽ������, �������Ǿ��ijߴ��С, ���俹��ǿ�Ƚϸߡ�
�����:
[1]��ף��, �ΰط�. �й�������ҵչ��[J]. ��Ͻ�ӹ�����, 2003, 31(4): 1-4.
WANG Zhu-tang, REN Bai-feng. Developing prospect of China��s aluminum foil industry[J].Light Alloy Fabrication Technology , 2003, 31(4): 1-4.
[2]Eady J A, Gifkins R C. Factors affecting the strength aluminum household foil[J]. Aluminum, 1982, 58(10): 593-596.
[3]�ž�, ������, �˸���. ��������ë�Ϻ�������ë�ϵıȽ��о�[J]. ��Ͻ�ӹ�����, 1999, 27(11): 17-21.
ZHANG Jing, TANG Ai-tao, PAN Fu-sheng. Investigation on the microstructure of different sheets produced in South Korea and China for aluminum foils[J]. Light Alloy Fabrication Technology, 1999, 27(11): 17-21.
[4]������, �˸���, �ž�. AA1235���������˻��պ�����֯���о�[J].��Ͻ�ӹ�����, 1999, 27(7): 20-22.
TANG Ai-tao, PAN Fu-sheng, ZHANG Jing. Investigation on the annealing process and microstructure of AA1235 sheets for aluminum foils[J]. Light Alloy Fabrication Technology, 1999, 27(7): 20-22.
[5]������, �ž�, �˸���, ��. �м��˻��ն�������ѧ���ܺͳ�Ʒ�ʵ�Ӱ��[J]. �����ѧѧ��(��Ȼ��ѧ��), 2000, 23(5): 32-34.
FENG Yun-xiang, ZHANG Jing, PAN Fu-sheng, et al. Effects of interstage annealing on the mechanical properties and rolling performances of AA1235 aluminum foil[J]. Journal of Chongqing University(Natural Science Edition), 2000, 23(5): 32-34.
[6]������, ������. ��ҵ��������������÷������̽[J].�������켰��ɫ�Ͻ�, 1991, 15(1): 29-32.
FU Gao-sheng, KANG Ji-xing. The study on the effects of iron and silicon in commercial purity aluminum[J].Special Casting & Nonferrous Alloys, 1991, 15(1): 29-32.
[7]֣�. ����������ѧ�ɷֵ�̽��[J]. ��Ͻ�ӹ�����, 1993, 21(1): 18-22.
ZHENG Xuan. Investigation on the components of Aluminum foil[J]. Light Alloy Fabrication Technology, 1993, 21(1): 18-22.
[8]Cho K K, Chung Y H, Lee C W, et al. Effects of grain shape and texture on the yield strength anisotropy of Al-Li alloy sheet[J]. Scripta Materialia, 1999, 40(6): 651-657.
[9]Masahiko D, Kyosuke K, Yozo S, et al. Fabrication of thin Ni3Al foils by cold rolling[J].Scripta Materialia, 2002, 47(4) : 267-272.
[10]Munson D A. Clarification of the phases occurring in aluminium-rich aluminium-iron-silicon alloys, with particular reference to the ternary phase ��-AlFeSi[J]. Journal of the Institute of Metals, 1967, 95: 217-219.
[11]Turmezey T, Stefaniay V, Griger A. AlFeSi phases in aluminium[J]. Key Engineering Materials, 1990, 44(45): 57-68.
[12]Anantha N L, Samuel F H, Gurzleski J E. Crystallization behavior of iron-containing intermetallic compounds in 319 aluminum alloy[J]. Metallurgical and Materials Transactions, 1994, 125(8): 1761-1773.
[13]Hatch J E. Aluminum: properties and physical metallurgy[M]. OH: ASM International Metal Park, 1984.
[14]Akeret R. On the strength of aluminum foil[J]. Aluminum, 1983, 59(2): 148-149.
[15]Eady J A, Bennett G D, Herbst N F. Tensile strength of aluminum household foil[J].Aluminum, 1982, 58(7): 423-426.
�ո�����:2004-11-20
������Ŀ:���ҡ�973���ص�����о���չ�滮��Ŀ(G1999064908)
�����: ������(1960-), ��, �����żҽ���, ����, ���¸�������ɫ�������ϼӹ�����������֯������������о�
������ϵ��: ������, ��, ����; �绰: 0731-8830257(O); E-mail: CMLiu@mail.csu.edu.cn
[1]��ף��, �ΰط�. �й�������ҵչ��[J]. ��Ͻ�ӹ�����, 2003, 31(4): 1-4.
[3]�ž�, ������, �˸���. ��������ë�Ϻ�������ë�ϵıȽ��о�[J]. ��Ͻ�ӹ�����, 1999, 27(11): 17-21.
[4]������, �˸���, �ž�. AA1235���������˻��պ�����֯���о�[J].��Ͻ�ӹ�����, 1999, 27(7): 20-22.
[6]������, ������. ��ҵ��������������÷������̽[J].�������켰��ɫ�Ͻ�, 1991, 15(1): 29-32.
[7]֣�. ����������ѧ�ɷֵ�̽��[J]. ��Ͻ�ӹ�����, 1993, 21(1): 18-22.
[14]Akeret R. On the strength of aluminum foil[J]. Aluminum, 1983, 59(2): 148-149.
