
Article ID: 1003-6326(2005)03-0560-05
Structure evolution of AZ61 magnesium alloy in SIMA process
YAN Hong(�� ��), ZHANG Fa-yun(�ŷ���), JIE Xiao-ping(��Сƽ)
(School of Mechanical-Electrical Engineering, Nanchang University,
Nanchang 330029, China)
Abstract:
The effect of prior compressive deformation, isothermal temperature and holding time on the structure of AZ61 magnesium alloy fabricated by strain-induced melt activation(SIMA) processing was investigated. The specimens were subjected under deformation ratios of 0%, 22% and 40% and various heat treatment time and temperature regions. The results indicate that the ideal technological parameters of semi-solid AZ61 alloy produced with non-dendrites are recommended as 22%(prior compressive deformation), 595��(heat treatment temperature) and 40min(time). The as-cast AZ61 magnesium alloy isn��t fit for semi-solid forming.
Key words:
strain-induced melt activation(SIMA); AZ61 magnesium alloy; non-dendrites microstructure CLC;
number: TG376.2 Document code: A
1 INTRODUCTION
Semi-solid metal(SSM) processing has been developed rapidly since 1970s[1]. SSM processing is regarded as an advanced metal forming technology in 21 century. A lot of study works were focused on aluminium alloy in the past time. With the further development of research of semi-solid metal forming technology, SSM processing has obtained rapid development and wide application, which has now been applied to magnesium alloys[2, 3].
In recent years, the conventional methods of semi-solid billet fabricated are mainly mechanical stirring, electro-magnetic stirring, strain-induced melt activation(SIMA) and so on. The temperature of semi-solid material fabricated by SIMA method is lower than its liquidus temperature. So, SIMA method is easier processing with less expenses of equipment than the others, whose attention is paid by many researchers[4-13]. The semi-solid AZ61 billet was produced by SIMA method in this paper. The effect of technological parameters of SIMA on the structure of AZ61 magnesium alloy was studied.
2 EXPERIMENTAL
2.1 Material and technology of prior compressive deformation
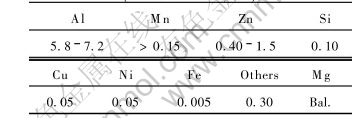
The chemical composition of AZ61 magnesium alloy are listed in Table 1. The round bar of as-cast condition was used. They were machined into the billets(d22mm��19mm), which were reheated in an electric resistance furnace with the temperature 350�� and holding time 40min, then deformed with 9.8��105N hydraulic machine at deformation ratios of 22% , 40% respectively(Fig.1). After both ends of the billet that were inaccessible deformation zones were cut off, the left part(deformation zone) was taken as specimen.
Table 1 Chemical composition of AZ61 magnesium alloy used in experiment
(mass fraction, %)
2.2 Equipment
To reduce the burning loss of the specimen, a crucible with large height/ diameter ratio(H/D=3��1) is adopted, which has an upper cover in order to decrease the exterior proportion of AZ61 magnesium alloy and to reduce time exposed in air. Because magnesium alloy has a lower kindling point, graphite powder was used to prevent it from oxidation and combustion. At the same time, in order to improve the precision of controlling temperature, three thermocouples and three temperature controllers of resistance ovens were used in heating oven equipment to control temperatures of inner layer, middle layer and external layer. The resisitive heater was set in external layer, and specimen was put in inner layer. The temperature windage was only ��1��(Fig.2).

Fig.1 Undeformed and deformed specimens of AZ61 magnesium alloy
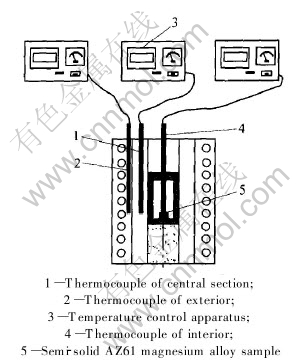
Fig.2 Schematic diagram of heated furnace of AZ61 magnesium alloy
2.3 Isothermal temperature heat treatment method
The AZ61 magnesium alloy��s solidus and liquidus temperatures are 525�� and 625�� respectively, the interval between solidus and liquidus temperatures is 100��. So 585, 595 and 610�� are taken as temperatures of isothermal temperature heat treatment. The time of isothermal temperature heat treatment is taken as 0, 20 and 40min at 595��. When the destined time and temperature reached, specimen was taken out and done for water quenching. Then the specimen was made to metallurgical phase sample and corrupted with 4% nitric acid liquor, its microstructure changes were observed under the optical microscope.
3 RESULTS AND DISCUSSION
3.1 Deformed and undeformed microstructures
The undeformed microstructures of AZ61 magnesium alloy were composed of the branched grains that had a few large branched ones, shown in Fig.3. With the increase of deformation, the branched grains were transformed to equiaxed grains or short branched grains, in which the first order branched grains showed breaking, distorting and coarsing. After the grains were deformed at showed 350��, a great deal of dislocation was pro- duced inside grains, the total area enhancement of
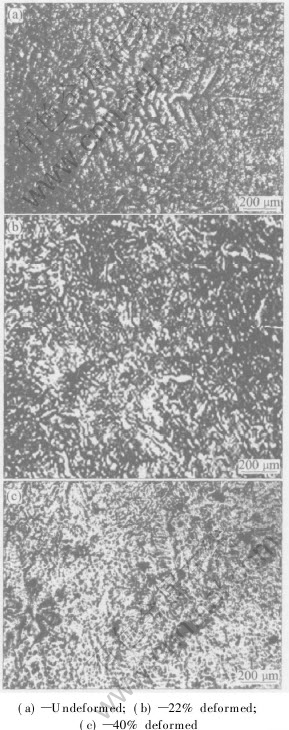
Fig.3 Undeformed and deformed microstructures of AZ61 magnesium alloy
grain boundary made the system free energy increase. The drive forces resulted from restore and recrystallization made the first order branched grains break during the air cooling process. In order to further decrease the system free energy, the second order branched grain arms were merged and grew up. The greater the deformation, the larger the drive forces of above evolution, the easier the restore and recrystallization produced, the easier the second order branched grain arm merged and grew up.
3.2 Influence of isothermal temperature on microstructures of AZ61 magnesium alloy
The branched grains in as-cast state were transformed into block structure for undeformed magnesium alloy sample at 585��(Fig.4(a)). With the increasing temperature, few liquid phases appeared, the block structures began to melt(Fig.4(d)). When the temperature reached 610��, the liquid phases increased distinctly, the microstructures in solid phases formed a lot of irregular shapes, in which the black holes of liquid phase appeared. No ideal globular structures were formed(Fig.4(g)).
When the 22% deformed AZ61 magnesium alloy was heated up 585��, its short branched grains was transformed into block structures. The globular phenomena appeared locally in few grains and the liquid phases were produced, in which the many small black holes presented(Fig.4(b)). When the temperature reached 595�� with holding time 40min, the globular solid grains that had a good roundness were formed completely. An ideal semisolid non-branched grain microstructure was obtained(Fig.4(e)). With the further increase of temperature, liquid phases increased and grains melted locally, in which some irregular grains appeared.
Compared with the 22% deformed amount, the grains of 40% deformed AZ61 magnesium alloy at 585�� began to melt with a few globular structures and many liquid phases(Fig.4(c)). When the temperature reached 595��, the grain number increased distinctly and grain diameter decreased. This reason is that the storage energy increased and then nucleation ratio increased due to large deformation. The roundness of globular grain at 40% deformed AZ61 was not better than that at 22% (Fig.4(f)). When the temperature reached 610 ��, liquid phases increased and grains melt obviously with a lot of melted ��crescent�� grains(Fig.4(i)).
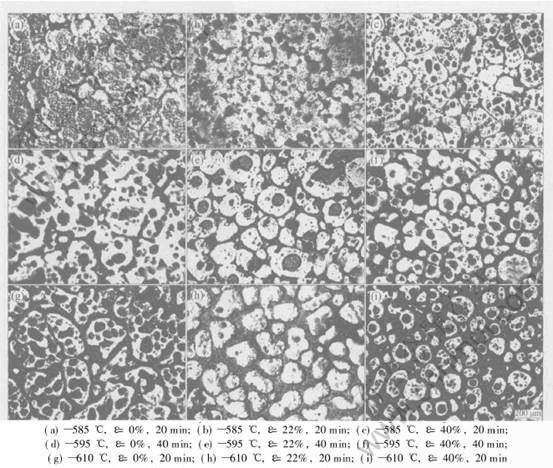
Fig.4 Microstructure evolutions of AZ61 magnesium alloy at different compressive deformations in heating processing
3.3 Influence of holding time on AZ61 magnesium alloy structure
In the isothermal heating process the short dendrites were first translated into massive structures with the disorder shape and nonhomogeneous size, a few liquid phases existed among the grain boundaries(Fig.5(a)). With prolongation of holding time the large grains began to break up, and a number of globular structures presented with some black dots existed in the interparticle structure(Fig.5(b)). When the holding time reached 40min, the grain structures were distributed evenly in liquid phases, and the grains were globed entire-
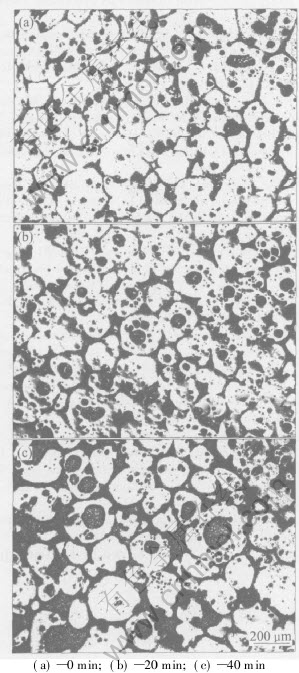
Fig.5 Microstructure evolutions of specimens deformed to 22% and remelted at 595�� at different holding time
ly with a good round in shape(Fig.5(c)). The ideal microstructure for thixoforming can be obtained with mean grain diameter 90-150��m and roundness 1.2-1.8(Fig.6).
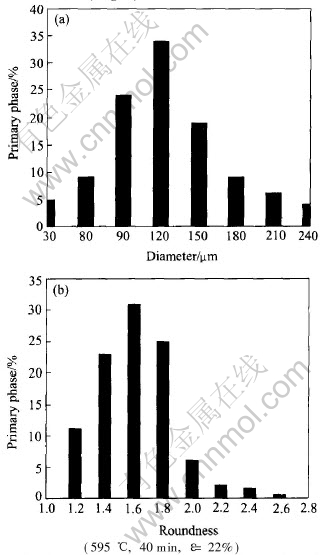
Fig.6 Distributions of diameter(mean) and roundness of semi-solid AZ61 magnesium alloy fabricated by SIMA
3.4 Relationship among solid phase fraction, liquid phase fraction and temperature in semi-solid AZ61 magnesium alloy billet produced process
In order to understand the isothermal heat treatment process of semisolid AZ61 magnesium alloy, the areas of solid and liquid phase of the grain structure in phase diagram were calculated with the image-proplus software(version 4.5). The relationship curves among solid phase fraction, liquid phase fraction and the temperature in semi-solid AZ61 magnesium alloy were obtained as shown in Fig.7. It can be seen that the solid phase fraction is 100% and liquid phase fraction is 0% at 525��. With the increasing heating temperature, the solid phase fraction droped off and liquid phase fraction increased gradually. When heating temperature reached 585�� the solid phase fraction was 60% and liquid phase fraction was 40%. Fig.7 shows the relationship among solid phase fraction, liquid phase fraction and the temperature in semi-solid billet produced process, which proved a referrence for production and scientific research of thixoforming in the future.
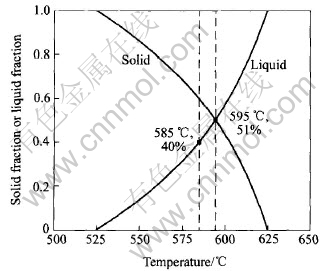
Fig.7 Relationship between solid or liquid phase fraction and temperature
4 CONCLUSIONS
1) The as-cast AZ61 magnesium alloy isn��t fit for semi-solid forming.
2) The predeformation treatment can destroy the grain structure of as-cast structure, the size of original grain will be fined, which is helpful for the grain structure translating into globular structure in the isothermal heat treatment.
3) Under the same heat treatment condition the globular structure appears when the amount of predeformation is 22% and 40%, the roundness of globular grain at 22% is better than that at 40%.
4) The ideal technological parameters of semisolid AZ61 magnesium alloy fabricated by SIMA are recommended as the amount of predeformation 22%, the isothermal temperature 595��, the holding time 40min and the liquid phase fraction 51%. It��s the ideal grain structure required of thixoforming, in which the grain structure diameter(mean) is between 90-150��m and the roundness between 1.2-1.8.
REFERENCES
[1]Flemings M C, Riek R G, Young K P. The rheology of a partially solid alloy [J]. Metallurgical Transactions, 1972, 17(3):1925-1932.
[2]Kiuchi M, Kopp R. Mush/semi-solid metal forming technology-present and future [J]. Annals of the CIRP, 2002, 51(2): 653-670.
[3]YAN Hong. Study on key technologies of forming of magnesium alloy and high speed machining of AISI H13 die steel [R]. Wuhan: Huazhong University of Science and Technology, 2004.
[4]Lapkowski W. Some studies regarding thixoforming of metal alloys [J]. Journal of Materials Processing Technology, 1998, 80-81: 463-468.
[5]Saklakoglu N, Saklakoglu I E, Tanoglu M. Mechanical properties and microstructural evalution of AA5013 aluminum alloy treated in the semi-solid state by SIMA process [J]. Journal of Materials Processing Technology, 2004, 148: 103-107.
[6]Choi J C, Park H J. Microstructural characteristics of aluminum 2024 by cold working in the SIMA process [J]. Journal of Materials Processing Technology, 1998, 82: 107-116.
[7]XIE Shui-sheng. The industrial application and development of semisolid metal process technology [A]. Proceedings of the 2th Conference on Semi-solid Metal Processing Technology in China [C]. Beijing, 2002. 1-8. (in Chinese)
[8]LUO Shou-jing, TIAN Wen-tong, ZHANG Guang-an. Structural evolution of LC4 alloy in making thixotropic billet by SIMA method [J]. Trans Nonferrous Met Soc China, 2001, 11(8): 547-551.
[9]LIU Chang-ming, ZOU Mao-hua, ZHANG Zong-he, et al. Effect of semi-solid melting factors on structure and grain size of LY12 alloy in SIMA processing [J]. The Chinese Journal of Nonferrous Metals, 2002, 12(6): 436-441. (in Chinese)
[10]Tzimas E, Zavalingos A. Evolution of near-equiaxed microstructure in the semisolid state [J]. Materials Science and Engineering, 2000, A289: 228-240.
[11]Lewandowski M S, Overfelt R A. High temperature deformation behavior of solid and semi-solid alloy 718 [J]. Acta Mater, 1999, 47(18): 4695-4710.
[12]Kailasam S K, Gliksman M E, Mani S S, et al. Microstructural evolution in semi-solid alloys [A]. Proceedings 4th International Conference on Semi-Solid Processing of Alloys and Composites [C]. England, 1996. 79-82.
[13]Fan Z. Semisolid metal processing [J]. International Materials Reviews, 2002, 47(2): 1-36.
(Edited by LI Xiang-qun)
Foundation item: Project(50465003) supported by the National Natural Science Foundation of China; Project(0350005) supported by the Natural Science Foundation of Jiangxi Province, China; Project(04-8) supported by the State Key Laboratory Foundation of Die Technology of Huazhong University of Science and Technology, China
Received date: 2004-11-29; Accepted date: 2005-03-08
Correspondence: YAN Hong, Professor, PhD; Tel: +86-791-8304570; E-mail: hyan@ncu.edu.cn
