
���±�ţ�1004-0609(2013)08-2290-06
����ͭ�������ѡ���Ե�����������������
��ռ��1, 2, 3���� ��1, 3���� ��2��������1, 3���� ˧1, 3
(1. ���ϴ�ѧ ��ѧ����ѧԺ����ɳ 410083��
2. ���ϴ�ѧ ��Դ�ӹ������﹤��ѧԺ����ɳ 410083��
3. ���ϴ�ѧ ��ɫ��Դ��ѧ�������ص�ʵ���ң���ɳ 410083)
ժ Ҫ��
��Ե���ͭ���ͭ�⾫�����ԣ��о�����һ��ѡ���Ե����������¹��ա���������������ĵ����������ܵ��ҺpHֵ��Ӱ������������Na2CO3-NH4HCO3������Һ���Ƶ�����pHΪ9���ң�����ʵ�ֻ�����ѡ���Ե�������Ч�������⡢蝹Ľ����ʷֱ�Ϊ99.35%��99.79%����ǻ�����ϵ�ĵ�����������ȣ��⡢蝹Ľ����ʷֱ������23.86%��26.50%����ѡ���Ե����������У���ͭ������ϲ��ܽ��������ڽ������У��������ͭƷλ�ﵽ10.84%�������ʴﵽ97.93%������Ϊͭұ��ԭ�϶����ա�����N235Ϊ��ȡ�����Ե���������Һ�е��⡢諾����ܼ���ȡ������Һ��HClŨ�ȵ���Ϊ25.48 g/Lʱ����ʵ���⡢蝹�ͬʱ��ȡ������ȡ�ʷֱ�Ϊ99.84%��95.19%����17%�İ�ˮ�������л��࣬�л������⡢蝹ķ����ʷֱ�Ϊ99.89%��99.54%��������ҺpH����Ϊ8��30������D201��֬����1 h���⡢蝹������ʷֱ�Ϊ3.46%��92.18%����������Ϊ169.56��
�ؼ��ʣ�
��ͼ����ţ�TF111 �� �� ���ױ�־�룺A
Selective electric-oxidation leaching and separation of Dexing molybdenite concentrates
CAO Zhan-fang1, 2, 3, ZHONG Hong1, 3, JIANG Tao2, LIU Guang-yi1, 3, WANG Shuai1, 3
(1. School of Chemistry and Chemical Engineering, Central South University, Changsha 410083, China;
2. School of Minerals Processing and Bioengineering, Central South University, Changsha 410083, China;
3. Key Laboratory of Resources Chemistry of Nonferrous Metals, Central South University, Changsha 410083, China)
Abstract: A novel technique of selective electric-oxidation leaching, solvent extraction and ion exchange adsorption was studied for the recovery of Dexing molybdenite concentrates. The results show that the electric-oxidation leaching of molybdenite is impacted evidently by pH value of electrolyte. When the pH of electric-oxidation process was adjusted by buffered solutions of sodium carbonate and ammonium acid carbonate to about 9, MoS2 and ReS2 could be selectively oxidized, the dissolution rates of molybdenite and rhenium are 99.35% and 99.79%, respectively. Compared with that of the unbuffered system, the dissolution rates of molybdenite and rhenium increase by 23.86% and 26.50%, respectively. In the process of selective electric-oxidation leaching, chalcopyrite would not be leached, the grade of copper in the residue is 10.84% with a recovery rate of 97.93%, and it can be used as copper smelting materials. The separation of molybdenum and rhenium in the electrolyte was studied by solvent extraction and D201 resin adsorption. Coextraction of molybdenum and rhenium is found when N235 was used as an extractant and the concentration of HCl was adjusted to 25.48 g/L, the extraction efficiencies of Mo(��) and Re(��) are 99.84% and 95.19%, respectively. The stripping of molybdenum and rhenium to aqueous phase was investigated using 17% ammonia liquor, the stripping efficiencies of Mo(��) and Re(��) are about 99.89% and 99.54%, respectively. After stripping, rhenium was separated from molybdenum using D201 resin under pH 8 at 30 ��, the adsorption rates of rhenium and molybdenum are 92.18%, 3.46%, respectively, and the separating factor is 169.56.
Key words: molybdenite; electric-oxidation; extraction; adsorption
���б��ա����������ǻ�����������������գ����ù��ջ����������SO2���壬�Ի�����Ⱦ���أ�����������������ʵ���⼰���������ĸ�Ч���û���[1-2]����20����70�������ʪ�������о��������ӣ���̷�չ����ѹ��[3]������ֽⷨ[4]���������Ʒ�[5]�����������Լ������������[6-7]��ʪ�����չ��̲�������κ����������������ۺϻ��ն����м�Ԫ��[2]��
����ͭ���ش��Ͱ���ͭ�����зḻ�ĵ�Ʒλ����Դ��ԭ����ͭ����0.42%(������������ͬ)���⺬��0.011%���������ҵ������28��t��������Ǹÿ����Ψһ������������ͭ�����Ч�ʵ����ƣ������⾫����и�ͭ����ص㣬ͭ����һ��Ϊ1%~3%��諸���ԼΪ0.06%������ͭ��Ҫ�Ի�ͭ����ڣ����Ҫ������ͬ����ʽ�����ڻ������[7]��Ŀǰ�������������գ�����������������鱗��������泥����������������SO2�������Ⱦ���������һ�����ɰ����Ԫ�صĻӷ���ʧ����ͭ��Ϊ����δ�ܵõ���Ч�� ��[8-9]����Ե���ͭ���ͭ�⾫�����ԣ��о�������һ��ѡ���Ե����������¹��գ�ͨ����������������ȡ�Լ����ӽ����������룬ʵ���˸�ͭ�⾫�����⡢瑱�ͭ�ĸ�Ч�������ۺϻ��ա����������������ֽ������ǽ������������NaCl��Һ�У��ڵ�������Ӧ���м������������ɺͻ���������Ϊһ�壬���ܽϴ���ȵؽ��������ɱ�[6-9]���ܼ���ȡ����һ�����������ڻ������ܵ������еIJ�ͬ�������Խ��з���ķ���������ѡ���Ժá����������豸������ʵ���������Լ������ʸߡ��ɱ��͵��ص㣬�ʺ��ڻ�������Һ���������ʵķ��룬Ŀǰ����ȡ��������ұ���еõ��㷺Ӧ��[10-15]�����⣬���ݽ�����������֬���ӻ��������������IJ��죬��֬��ʪ��ұ����������������������Ӧ��ҲԽ��Խ�㷺��
1 ʵ��
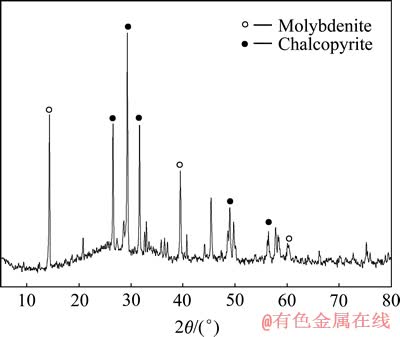
ʵ�����ÿ���Ϊ��������ͭ����⾫��(Mo 40.2%, S 26.8%, Cu 2.9%, Fe 5.0%, SiO2 4.35%����������)���������ֲ���0~100 ��m������С��45.467 ��m��ռ90%�����ƽ������Ϊ20.273 ��m������XRD������������ÿ�ʯ��Ҫ�ǻ������������MoO3��MoO2�ȣ�������ͼ1��ʾ��ʵ�����������Լ���Ϊ��������
���������̲������Ƶ��ۣ�ѡ�������Խ���ߴ��ȶ�����(Dimensionally stable anode, DSA)�����������缫������ʽ��ʽ�̶��ڲ����ڣ������Ϊ10 mm���������綯���������ƽ��衣
�ܼ���ȡ������ʵ���ǽ��л���ͽ���������Һ���뵽125 mL������ƿ�У���ˮԡ������������һ��ʱ��������Һ©���о��á����룬Ȼ��ⶨ����������ӵ���ȡ�ʺͷ����ʡ�
��֬������ϴ��ʵ���ǽ���֬�ͽ���������Һ���뵽125 mL������ƿ�У���ˮԡ��������һ��ʱ�䣬���ˣ�Ȼ��ⶨ����������ӵ������ʺ�ϴ���ʡ�
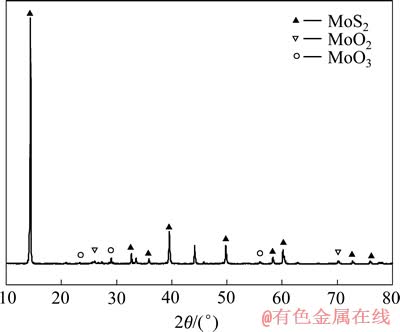
ͼ1 �⾫��XRD��
Fig. 1 XRD spectrum of molybdenite concentrate
2 ���������
2.1 ������ѡ���Ե���������
2.1.1 ������������Ϊ
�ڲ۵�ѹ3.0 V�����¡������ܶ�800 A/m2���Ȼ���Ũ��4.0 mol/L����Һ�̱�L/S 25�������ٶ�400 r/min�������£��������⡢諸�ͭ�Ľ�����Ϊ��ͼ2��ʾ��240 minʱ���⡢諸�ͭ�Ľ����ʷֱ�Ϊ75.49%��73.29%��69.41%��360 min����ֱ�ﵽ98.05%��97.64%�� 96.81%���������ͬʱ��諸�ͭҲһ��������Һ�ࡣ
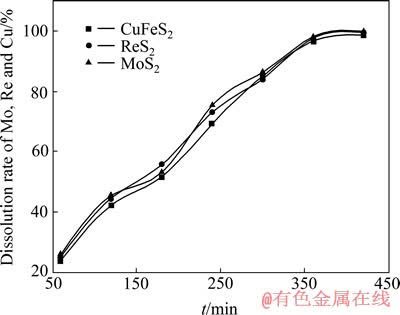
ͼ2 �������⡢諸�ͭ�ij��������������Ϊ
Fig. 2 Conventional electro-oxidation leaching behavior of molybdenum, rhenium and copper of molybdenite
2.1.2 pH�Ի�����������Ϊ��Ӱ��
�ڲ۵�ѹ3.0 V�����¡������ܶ�800 A/m2���Ȼ���Ũ��4.0 mol/L����Һ�̱�L/S 25�������ٶ�400 r/min�������£����õμ�1 mol/L��HCl��NaOH��Һ�ķ�ʽ���ƿ�pH��������pH���⡢諸�ͭ������Ϊ��Ӱ�죬�����ͼ3��ʾ����ͼ3���Կ�����pH�Ի�ͭ�������������Ӱ��ʮ�����������������£����ֻ�ͭ���������������ڼ��������£���ͭ���������������ˣ���pHΪ7~10�ķ�Χ�ڣ��ܹ�ʵ�ֻ�����ѡ���Խ���������ͭ�������ڴ������£��������Խ�ʡ�˵��ܣ�������Ч��ʵ�����⡢ͭ�ķ��롣
���������п��ܷ����ķ�Ӧ���£�
MoS2 +9NaClO+6NaOH=Na2MoO4+2Na2SO4+9NaCl+3H2O (1)
2CuFeS2+17NaClO+H2O=2CuSO4+2FeCl3+2Na2SO4+11NaCl+2NaOH (2)
��ʽ(1)���Կ������������������ڻ����ֽⷴӦ���ҽ��У�����pH����10ʱ���������������Խ��ͣ�����������ǿ���������£�OH-��Ũ�Ƚ�ԶԶ����Cl-��Ũ�ȣ���ˣ�OH-��Cl-����������ʱ��������������Cl-����������NaClO�ļ��ʡ�ͬʱ����ǿ���������£�ClO-��������Ҳ�����ͣ��Ӷ���������Ľ����ʣ���ʽ(2)������������������ƻ�ͭ��ķֽⷴӦ��
2.1.3 Na2CO3-NH4HCO3��ϵ�л�����������Ϊ
̼����-��ʽ̼���λ�����ϵ��pH��9���ң���ˣ��ڲ۵�ѹ3.0 V�����¡������ܶ�800 A/m2���Ȼ���Ũ��4.0 mol/L����Һ�̱�L/S 25�������ٶ�400 r/min����ʼ̼����6 g/L+̼�����5 g/L�������������м���һ������̼������ֵ��ҺpH�ȶ���8.5~9.5�������£��������⡢諸�ͭ�Ľ�����Ϊ�������ͼ4��ʾ����ͼ4���Կ�����240 minʱ���⡢蝹Ľ����ʷֱ�Ϊ99.35%��99.79%����ǻ�����ϵ�ĵ�����������ȣ��⡢蝹Ľ����ʷֱ������23.86%��26.50%���������������л�ͭ������ϲ��ܽ��������ڽ������У��������ͭ�����ﵽ10.84%�������ʴﵽ97.93%����ֱ����Ϊͭұ��ԭ�϶����ա��⡢������������ʵļӿ��Լ�ͭ�����е���Ч���գ������ܽϴ���ȵؽ�ʡ���ܣ�ͬʱҲʵ�ֶ�������ۺϾ��û������á�
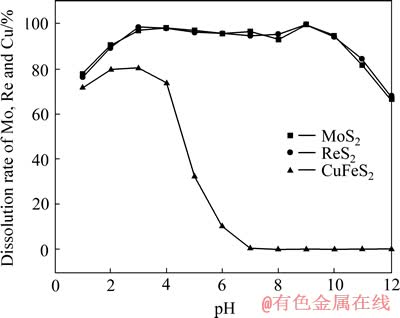
ͼ3 pH�Ի���������Ϊ��Ӱ��
Fig. 3 Influence of pH on electric-oxidation leaching behavior of molybdenite
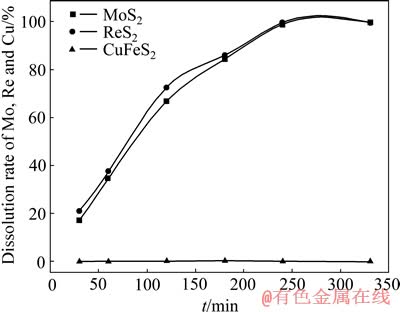
ͼ4 Na2CO3-NH4HCO3��ϵ�л����Ľ�����Ϊ
Fig. 4 Leaching behavior of molybdenite in CO32--HCO3- buffer system
pH��Ӱ���������������Ч�ʵ���Ҫ���أ���ˣ�������ϵ�IJ�����Χ��Խ������̲����ܴ��Ӱ�졣ȷ������¶�Ϊ���¡���Һ�̱�L/S 25���۵�ѹ3.0 V�������ܶ�800 A/m2�������ٶ�400 r/min�������£��ֱ��ڲ�ͬ��Na2CO3-NH4HCO3������ϵ������Χ�ڣ�����240 minʱ��Ľ���Ч����������1���С�
��1 pH�Խ������̻��������������ʵ�Ӱ��
Table 1 Influence of pH on electric-oxidation leaching rate of molybdenite
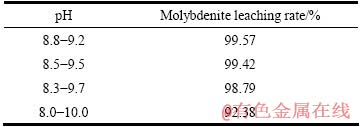
�ɱ�1��֪��Na2CO3-NH4HCO3������ϵ�IJ�����ΧԽ����Ľ���Ч��Խ���ˣ����ƻ�����ϵ��һ���ķ�Χ�ڳ�Ϊ���ղ����Ĺؼ���ʵ�����Ż�ѡ��pHΪ8.5~9.5��Ϊ������ϵ�Ŀ��Ʒ�Χ��
ʵ���л�������NaClŨ�ȡ��¶ȡ������ٶȡ�Һ�̱ȵ����ض�Na2CO3-NH4HCO3������ϵ�л���������Ӱ�죬ȷ�����Ż������������£�NaClŨ��4 mol/L����ʼ̼����6 g/L+̼�����5 g/L��pH= 9��Һ�̱�25:1�����£������ٶ�400 r/min����������ɺ����Һ���⡢諸����ֱ����£�15.98 g/L Mo(��), 0.020 g/L Re(��)��
2.1.4 Na2CO3-NH4HCO3��Һ�е��������������XRD����
�ڲ۵�ѹ3.0 V�����¡������ܶ�800 A/m2���Ȼ���Ũ��4.0 mol/L����Һ�̱�L/S 25�������ٶ�400 r/min����ʼ̼����6 g/L+̼�����5 g/L�������м���һ������̼������ֵ��ҺpH�ȶ���8.5~9.5�������£�������5 g�����240 min����������XRD�����������ͼ5��ʾ�������������ʱ��������Ҫ�ɷ���CuFeS2������������û�б�����������MoS2����Ҳ��һ����֤�˻�ͭ���ܱ������������Ľ��ۡ�
2.2 ���蝹���ȡ������
�����������������⡢視�Ч����������Һ�࣬��������ͭ���ܱ��������������ڽ������У�ʵ�����⡢���ͭ�ķ��롣�������Ϊ30%N235+20%������+50%(�������)ú�͵��л�����ȡ�����⡢画��ֱ�����ȡ���ȡ��¶ȵ�������Mo(��)��Re(��)��ȡ�ʵ�Ӱ��[10-11]���Ż�ȷ������ȡ�������£����£�HClŨ��25.48 g/L����ȡʱ��5 min�����Ϊ1:2ʱ��Mo(��)��Re(��)������ȡ�ʷֱ�ﵽ99.84%��95.19%����17%�İ�ˮΪ���ͼ��������Ϊ2:1�����£�Mo(��)��Re(��)�ķ����ʷֱ�ﵽ99.89%��99.54%���Է��Ͳ��������XRD���������Ͳ��������Ԧ�-(NH4)2MoO4�ͦ�-(NH4)2MoO4����ʽ���ڣ������ͼ6��ʾ��
ͼ5 Na2CO3-NH4HCO3��ϵ�����µ�������������XRD��
Fig. 5 XRD pattern of residues in Na2CO3-NH4HCO3 buffer system
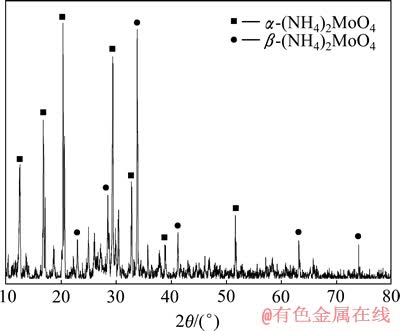
ͼ6 ���Ͳ��������XRD��
Fig.6 XRD pattern of Mo in stripping product
2.3 ���蝹���֬��������
�����о���������������������Һ����N235��ȡ-��ˮ���ͣ����Գɹ�ʵ��Mo(��)��Re(��)�Ĺ���ȡ����Է���Һ��Mo(��)��Re(��)�ķ������⣬����D201��֬��������������о�[12]��
�ֱ����Ʋ�ͬ��ɵ���襁�Ԫ�����Һ��ϵ���������¶�30 �桢����ʱ��1 h�������Һ��Re(��)��ʼŨ��35 ��g/mL����ҺpH=8�������£����첻ͬMo(��)��ʼŨ�ȵĶ�Ԫ��ϵ�����Һ�У�D201��֬��Mo(��)��Re(��)��������������������K��������2��ʾ��
��2 D201��֬��Mo(��)��Re(��)������ѡ����
Table 2 Adsorption selectivity of D201 for Mo(��) and Re(��)
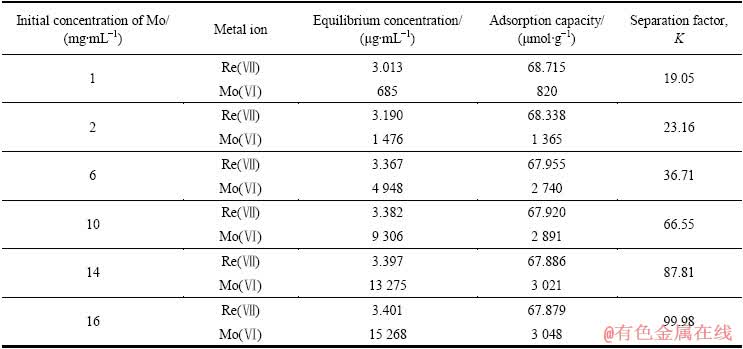
�ӱ�2���Կ�����D201��֬��Mo(��)�������������ʼŨ�ȵ����Ӷ�����Re(��)��������������Mo(��)��ʼŨ�ȵ����Ӷ�����С����֬��Mo(��)��Re(��)�ķ�������K����Mo(��)��ʼŨ�ȵ����Ӷ�����˵��D201��֬������諾���������Mo(��)��ʼŨ�ȴﵽ16 mg/mLʱ�����������ܴﵽ99.98��˵����֬��Re(��)�������õ�����ѡ���ԣ��ܹ��������Mo(��)��Re(��)��Ҫ��
��ȡ0.050 0 g D201�ɻ���֬����20 mLʵ�ʷ���Һ��30 �桢pH=8�������¾�̬����1 h��D201��֬�Է���Һ�е�Re(��)�������ʷֱ���Դﵽ92.18%������Mo(��)�������ʷֱ�Ϊ3.46%������ϵ���ɴ�169.56����瑱������ϵ�����Կ�����D201��֬�ܹ���ʵ�ʷ���Һ��Mo(��)��Re(��)���ӽ����������롣��20 mL 14%��NH4SCN��ҺΪϴ��Һ����30 �棬ϴ��ʱ��Ϊ1 h�������£���������Mo(��)��Re(��)��D201��֬����ϴ��ʵ�顣���������������֬Re(��)��Mo(��)��ϴ���ʷֱ�Ϊ98.97%��15.36%����˵��14%(��������)NH4SCN��Һ������Ϊ����Re(��)��Mo(��)��ϴ��Һ��
3 ����
1) ͨ������Na2CO3-NH4HCO3������Һ���Ƶ���������pHֵΪ9���ң�ʹ���⾫���е��⡢視�Чѡ���Խ������⡢蝹Ľ����ʷֱ�Ϊ99.35%��99.79%����ǻ�����ϵ�ĵ�����������ȣ��⡢蝹Ľ����ʷֱ������23.86%��26.50%����ѡ���Ե����������У���ͭ������ϲ��ܽ��������ڽ������У��������ͭ�����ﵽ10.84%�������ʴﵽ97.93%������Ϊͭұ��ԭ�϶����ա�
2) ����N235Ϊ��ȡ�����Ե��������Һ�е��⡢諾����ܼ���ȡ������Һ��HClŨ�ȵ���Ϊ25.48 g/Lʱ���⡢���ʵ��ͬʱ��ȡ������ȡ�ʷֱ�Ϊ99.84%��95.19%����17%�İ�ˮ�������л��࣬�⡢蝹ķ����ʷֱ�Ϊ99.89%��99.54%��
3) ����D201��֬����画�������ҺpH����Ϊ8����30 ���£��⡢蝹������ʷֱ�Ϊ3.46%��92.18%����������Ϊ169.56����14% NH4SCN��ҺΪϴ��Һ����30 ���¶Ը�����֬����ϴ�ѣ��⡢蝹�ϴ���ʷֱ�Ϊ15.36%��98.97%��
REFERENCES
[1] ����ΰ. �����ʪ������������ijЩ����֮dz��[J]. ϡ�н�����Ӳ�ʺϽ�, 1995, 121(6): 124-128.
ZHAO Zhong-wei. Discussion on the theoretical problems from the leaching of molybdenite[J]. Rare Metals and Cemented Carbides, 1995, 121(6): 124-128.
[2] ������, �� ��, �⽭��, ������. ��ѹ�����»�����ʪ������[J]. ������ɽ, 2004, 342(12): 35-38.
FU Jian-gang, ZHONG Hong, WU Jiang-li, PU Xiang-ming. Wet leaching of molybdenite at atmospheric temperature and pressure[J]. Metal Mine, 2004, 342(12): 35-38.
[3] VICLOR J. Pressure oxidation process for the production of molybdenum trioxide from molybdnite. US6149883[P]. 2000-11-21.
[4] MANOJ K, MANKHAND T R, MURTHY D S R, MUKHOPADHYAY R, PRASAD P M. Refining of a low-grade molybdenite concentrate[J]. Hydrometallurgy, 2007, 86(3): 56-62.
[5] ROMANO P. Comparative study on the selective chalcopyrite bioleaching of a molybdenite concentrate with mesophilic and thermophilic bacteria[J]. FZMS Microbiology Letters, 2001, 196(1): 71-75.
[6] FU Jian-gang, ZHONG Hong. Electro-oxidation process for molybdenum concentrates[J]. Journal of Central South University of Technology, 2005, 12(2): 134-140.
[7] CAO Zhan-fang, ZHONG Hong, LIU Guang-yi, FU Jian-gang, WANG Shuai, QIU Tun-ren. Electric-oxidation kinetics of molybdenite concentrate in acidic NaCl solution[J]. The Canadian Journal of Chemical Engineering, 2009, 87(6): 939-944.
[8] ��ռ��, �� ��, ����Ǭ, ������, �� ��. ����������������о�[J]. �й���ҵ��ѧѧ��, 2009, 38(2): 229-234.
CAO Zhan-fang, ZHONG Hong, WEN Zhen-qian, FU Jian-gang, DING Chao. Research on ultrasonic electro-oxidation process of MoS2 concentrate[J]. Journal of China University of Mining & Technology, 2009, 38(2): 229-234.
[9] CAO Zhan-fang, ZHONG Hong, WEN Zhen-qian, LIU Guang-yi, WANG Shuai. Electric-oxidation extraction of molybdenite concentrate in alkaline NaCl electrolyte[J]. Journal of Central South University of Technology, 2010, 17(3): 23-26.
[10] CAO Zhan-fang, ZHONG Hong, QIU Zhao-hui. Solvent extraction of rhenium from molybdenum in alkaline solution[J]. Hydrometallurgy, 2009, 97(3/4): 153-157.
[11] �� ��, ������, ���貨. ����N235�Ӻ�Mo, Mn���Һ����ȡ����Mo[J]. ���̹���ѧ��, 2006, 6(1): 28-31.
ZHONG Hong, FU Jian-gang, LIU Ling-bo. Recovery of Mo from acid leaching solution containing Mo and Mn by solvent extraction of N235[J]. The Chinese Journal of Process Engineering, 2006, 6(1): 28-31.
[12] �ִ���. ��ȡ�����⡢���Һ�л����[J]. �й���ҵ, 2005, 29(1): 41-43.
LIN Chun-sheng. Recovery of rhenium from the mixed solution of molybdennum and rhenium by extraction[J]. China Molybdenum Industry, 2005, 29(1): 41-43.
[13] MA H Z, LAN X Z. Study on the sorption of rhenium from the leaching solution of the fume of molybdenite calcinations by anion exchange resin[J]. Journal of Xi��an University of Architecture and Technology, 2005, 31: 41-47.
[14] WANG S, ZHONG H, LIU G Y, ZHANG Q, LI T. Synthesis and adsorption properties for Au(��) of alkoxycarbonyl thiourea resin[J]. Journal of Central South University of Technology, 2008, 15(4): 463-468.
[15] MA H M, ZHU Z L, ZHANG R H, LIN J W, ZHAO J F. Kinetics of adsorption of copper from water by weak base epoxy anion-exchange resin[J]. Ion Exchange and Adsorption, 2006, 22: 519-526.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(21106188)������ʡ��Ȼ��ѧ������Ŀ(12JJ4013)���й���ʿ���ѧ����������Ŀ(2011M501299, 2012T50709)�����ϴ�ѧ�����У��������ҵ���ר���ʽ�������Ŀ(2011QNZT050)
�ո����ڣ�2012-02-11�������ڣ�2013-05-20
ͨ�����ߣ��� �꣬���ڣ���ʿ���绰��0731-88830603�����棺+86 731-88879616��E-mail: zhongh@mail.csu.edu.cn
ժ Ҫ����Ե���ͭ���ͭ�⾫�����ԣ��о�����һ��ѡ���Ե����������¹��ա���������������ĵ����������ܵ��ҺpHֵ��Ӱ������������Na2CO3-NH4HCO3������Һ���Ƶ�����pHΪ9���ң�����ʵ�ֻ�����ѡ���Ե�������Ч�������⡢蝹Ľ����ʷֱ�Ϊ99.35%��99.79%����ǻ�����ϵ�ĵ�����������ȣ��⡢蝹Ľ����ʷֱ������23.86%��26.50%����ѡ���Ե����������У���ͭ������ϲ��ܽ��������ڽ������У��������ͭƷλ�ﵽ10.84%�������ʴﵽ97.93%������Ϊͭұ��ԭ�϶����ա�����N235Ϊ��ȡ�����Ե���������Һ�е��⡢諾����ܼ���ȡ������Һ��HClŨ�ȵ���Ϊ25.48 g/Lʱ����ʵ���⡢蝹�ͬʱ��ȡ������ȡ�ʷֱ�Ϊ99.84%��95.19%����17%�İ�ˮ�������л��࣬�л������⡢蝹ķ����ʷֱ�Ϊ99.89%��99.54%��������ҺpH����Ϊ8��30������D201��֬����1 h���⡢蝹������ʷֱ�Ϊ3.46%��92.18%����������Ϊ169.56��
[1] ����ΰ. �����ʪ������������ijЩ����֮dz��[J]. ϡ�н�����Ӳ�ʺϽ�, 1995, 121(6): 124-128.
[2] ������, �� ��, �⽭��, ������. ��ѹ�����»�����ʪ������[J]. ������ɽ, 2004, 342(12): 35-38.
[8] ��ռ��, �� ��, ����Ǭ, ������, �� ��. ����������������о�[J]. �й���ҵ��ѧѧ��, 2009, 38(2): 229-234.
[11] �� ��, ������, ���貨. ����N235�Ӻ�Mo, Mn���Һ����ȡ����Mo[J]. ���̹���ѧ��, 2006, 6(1): 28-31.
[12] �ִ���. ��ȡ�����⡢���Һ�л����[J]. �й���ҵ, 2005, 29(1): 41-43.
