
�й���ɫ����ѧ�� 2004,(03),418-423 DOI:10.19476/j.ysxb.1004.0609.2004.03.015
����ʽ���ο��ƶ��۵ι��ɵ�Ӱ��
����ʯ�ͻ���ѧԺ��е����ϵ,����ʯ�ͻ���ѧԺ��е����ϵ,����ʯ�ͻ���ѧԺ��е����ϵ,����ʯ�ͻ���ѧԺ��е����ϵ,����ʯ�ͻ���ѧԺ��е����ϵ,����ʯ�ͻ���ѧԺ��е����ϵ,����ʯ�ͻ���ѧԺ��е����ϵ,����ʯ�ͻ���ѧԺ��е����ϵ ����102617 ,����102617 ,����102617 ,����102617 ,����102617 ,����102617 ,����102617 ,����102617
ժ Ҫ��
Ϊ���ƻ������̵Ķ�����,���ٷɽ�,��һ�ֲ���ʽIGBT���ο������IJ������Խ�����ʵ���о�,�о��˸ò��ο������Ժ��ӹ��̺��������Ե�Ӱ��,�������˲��ز����Ժ����۵ι��ɹ��̵�Ӱ�졣�������:����ʽ������һ�ֵͳɱ��ġ����ͷɽ�����Ч����,�����Ż����ӵ����IJ���,���ƶ�·ĩ�ڵķ�ֵ����,ȷ����·ĩ��Һ�ŵ���˳�ƶ�,����ȼ�����ڵ绡���۳صij����
�ؼ��ʣ�
��ͼ����ţ� TG431.5
����飺�Ὠ��(1964),��,����,��ʿ.;�Ὠ��,����;�绰:01081292134;E mail:yujianrong@bipt.edu.cn;
�ո����ڣ�2003-10-16
���������������˲Ż���������Ŀ(2002);
Influence of parallel waveform control on arc welding droplet transfer
Abstract��
In order to improve the dynamic performance of the welding process and reduce spattering, the waveform control performance of a parallel IGBT waveform controller was tested. The influence of the waveform controller on the dynamic performance of the welding machine in welding process was studied, and the influence of the waveform control parameters on the welding droplet transfer process was analyzed. The results show that the parallel waveform control is a low cost and effective method of lowering spattering. By means of the control method, the waveform of welding current can be optimized, the peak current in the ending time of the short-circuiting can be restrained and the liquor bridge can be softly broken, and the impact of arc to the molten pool in the instant of the arc re-triggering can be weakened.
Keyword��
arc welding; droplet transfer; waveform control;
Received�� 2003-10-16
Ϊ�˸���CO2������·���ɹ��̵Ķ�����, ������ͼͨ�����ο��������ƶ�·����ʱ�ĵ����� ��ѹ����, ʹ�۵�˳���ؽ����۳�, �Ӷ����ٷɽ�, ���ƺ�����Ρ� ���ط�����ʽ�ж���
Ӱ�캸�������������кܶ�, ���Ҿ�ϸ�IJ��ο��Ʒ����ڴ����߶��۵ι��ɵĿ���������ͬʱҲ�����˿ɿز��������ࡣ ��������˾�ĵ������ο��Ƶ�Դ, �ɿز������14��
1����ʽ���صĹ���ԭ�������̷���
����Ӳ��ص�·����̽�ֲ��ض�CO2���������ӹ��̵�Ӱ����ɡ�
ͼ1Ϊ����ʽ��������������ϵͳ�ĵ�·��ɿ�ͼ�� ͼ��IGBT���䴮�ӵ���R���������,�����Դ�ɲ��ӹ�ϵ�� �ɴ�IGBT��������̬���̷������ص����á� ��ͼ�ɼ�, ϵͳ�еĵ������η�����·�൱��һ�ɿط������� ��ϵͳ�Ĺ���ԭ����: IGBTԪ��ͨ�����ڹض�״̬, ֻ������Ҫ��������������ʱ, ���������ƴ�Ԫ��˲�䵼ͨ�� ���ο�������IGBTԪ����ʱ�䴦�ڹض�״̬, ���Ľ�С, ��������Ҳ��С, �����ڱ���IGBT�� ͼ�к�IGBT����Ĵ��ӿɵ�����ɿ���ͨ��IGBT�ĵ�������ȡ� R������������, R���˹�С(Ӧ����0.05 ��), �Ա���IGBT�����ջ���

ͼ1 ��������������������·��ͼ
Fig.1 Block diagram of waveform controller and its drive-proctect circuilts
�ɵ�·�����ɵ�: ����ʱ�绡�����ȶ�ֵ<����ʱ�绡�����ȶ�ֵ<����ʱ��Դ�ܵ����ȶ�ֵ�� ���Ӳ���ʱ, ����û��ʹ��Դ����ܵ�����С, ����ʹ�ܵ�������, ���ܵ绡������С, ������IGBT�ķ����������Ӹ���, ʹ��Դ�ܵ������ӡ� �ʲ��ؽ���˲ʱ�ܵ����ϴ�, ��һ���, Ȼ���ٹ��ɵ��ȶ�ֵ(��ͼ2��ʾ)�� ͼ3��ʾΪȼ��ʱ�IJ���״̬ͼ��
ͼ2 ��·ʱ�IJ���״̬ͼ
Fig.2 State diagram of waveform control during short-circuiting
���ؽ������������ɴ�40��50 ��s, �ߴ�150 A����, ��ֵ��С��IGBT�����ӵ���Rȷ���� ��˼���������Һ������һ������������, �Ӷ�ʹ֮����, �����̶�·ʱ�䡣 �˺������С��Һ�ŵ���ȷ��, ���ڲ��ؽ������ӵ���ȡ��, ���ӻ�·�ܵ�������, ʹ���������������������������ǰ�����İ���������, �����ڲ��������������������ʹ��·ʱ���ӳ������ơ� ��˲��ضԶ�·ʱ���Ӱ�������ӻ�������, ��ȡ���ڲ��ز�����С�� λ�����·���, ��ֵ����ͬ����ˡ� ������ͬ��ֵ������������, ���Լ���Һ���ı�������, �Ӷ����ٷɽ��� �����ؿ�ʼʱ�ĸ���������ʹҺ�����������½�, ����·����˲��Ӳ���ʱ, ��˴�ĸ���������ʹ��·���ڵ�����˲ʱѸ���½�, ���Զ�·���ڵķɽ�����ǿ�����������á� ͬʱͨ���Բ��ؽ��������̬���̵ķ���, ��֪: ���ؽ���ʱ���ɹ��̵�ʱ��ҪС�ڲ���ʱ���ɹ��̵�ʱ�䡣 ͬʱ����ָ������: �绡���������۵ι��ɶ��仯�ġ� ��֮, �ɲ��ع��̵ķ�����֪: ��������ʱ�绡�����ȶ�ֵС������ʱ�绡�����ȶ�ֵ, �ұȲ�������ʱ��Դ���ܵ����ȶ�ֵ��С�� ���ؽ���˲ʱ�ܵ����ϴ�, ��һ���, Ȼ���ٹ��ɵ��ȶ�ֵ�� ����������Һ������һ�����������á� ��������ͨʱ�Ĺ��ɹ���ʱ����ڲ��ؽ���ʱ���ɹ��̵�ʱ�䡣 ���ؽ������ӵ���ȡ��, ���ӻ�·�ܵ�������, ʹ���������������������������ǰ�����İ����������� ����ͬ���ؿ��ȵ�������, ��������벨�����õ�λ�á� ���ô��ĵ�����С�� ���������ӵ����йء� ��������벨��ʱ�̡� ������С������, ���봮�ӵ����С�ɷ��ȡ� �ڵ�·���������������, �仯�ĵ绡������ܵ����Լ��������ķ������ö���Ӱ��, ���Dz�������ǿ����һ�µ���Ҫԭ��
ͼ3 ȼ��ʱ�IJ���״̬
Fig.3 State diagram of waveform control during arc
2��������
�ɽ���Ҫ�����ڶ�·���ڡ� ��·ĩ�ں�ȼ�����ڡ� ������Ҫ�о����ظ������ֵ��I�� ������ʱ��t0�����������ʱ�䦤t�Զ�·������ ȼ�����ڵ����IJ���Ӱ��, ̽�ֲ����Լ���·ĩ�ں�ȼ�����ڵ���ϲ��ضԸ��ƶ�·���ɶ����Ե����á� �ں��ӵ���Ϊ120 Aʱ, ���в��ز����Ե�������Ӱ���ʵ�顣 ʵ��ʱ���в��ز���������������Ϊƽ��ֵ, ���л�ѹΪ21.5 V, ��·ʱ���ӵ���Ϊ0.5 ��, ȼ��ʱ���ӵ���Ϊ2.5 ����
2.1���ز����Ե������ε�Ӱ��
2.1.1 ��·���ڵIJ�������
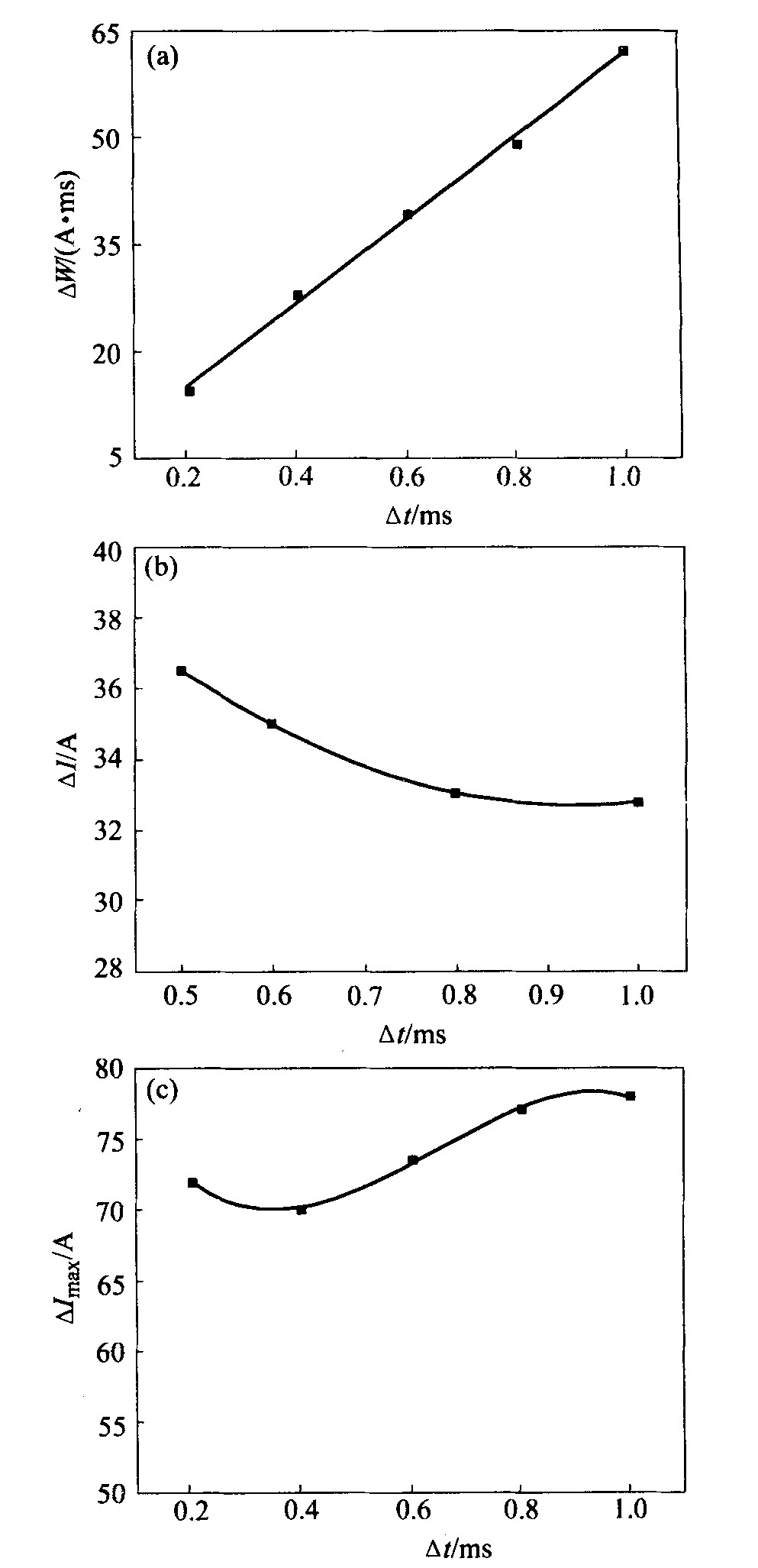
ͼ4��ʾΪ��·ʱ������ȥ������W�� ������Ȧ�I�Լ���ֵ����Imax�벨�ؿ��Ȧ�t�Ĺ�ϵ�� ͼ5Ϊ��������봮����������Ĺ�ϵ��

ͼ4 ��·ʱ���ز����Ե������ε�Ӱ��
Fig.4 Effect of waveform control parameters on current waveform during short-circuiting (a)��Clipping energy; (b)��Clipping depth; (c)��Peak current
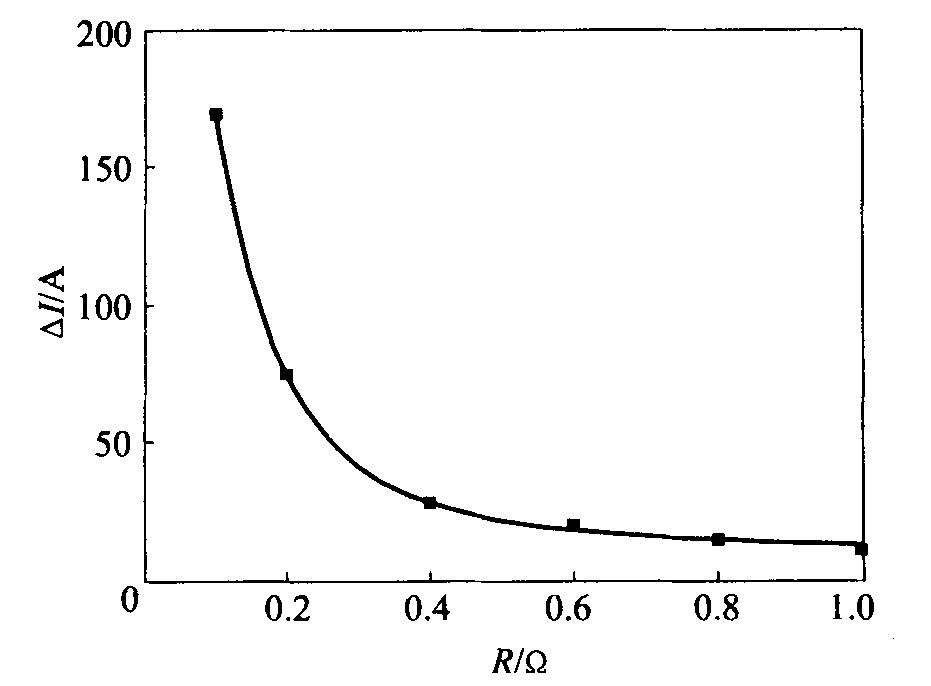
ͼ5 ��������봮����������Ĺ�ϵ
Fig.5 Relationship of clipping depth with series current limitation resistance
2.1.2 ȼ��״̬ʱ�IJ�������
ͼ6��ʾΪȼ��ʱ������ȥ������ ��������Լ���ֵ�����벨�ؿ��ȵĹ�ϵ��
��ͼ3�ɼ�, ��·ĩ�ڵ�����������˳��Ѹ��˥���� ��������ǿ������˥�����ɹ�����Һ�����������й�, Һ����������С��Һ��������, ���IGBT�ķ�������С, ����������, ��֮������ǿ�� ��Һ������������Һ��������ֱ���ɷ���, Һ��������ֱ������, Һ������������С; Һ��������ֱ����С, Һ���������������� �ɴ˿ɼ�, ��������ǿ����Һ���������������, ��Һ��������ֱ���ɷ��ȡ�
2.1.3 ��·ĩ����ȼ�����ڵ���ϲ�������
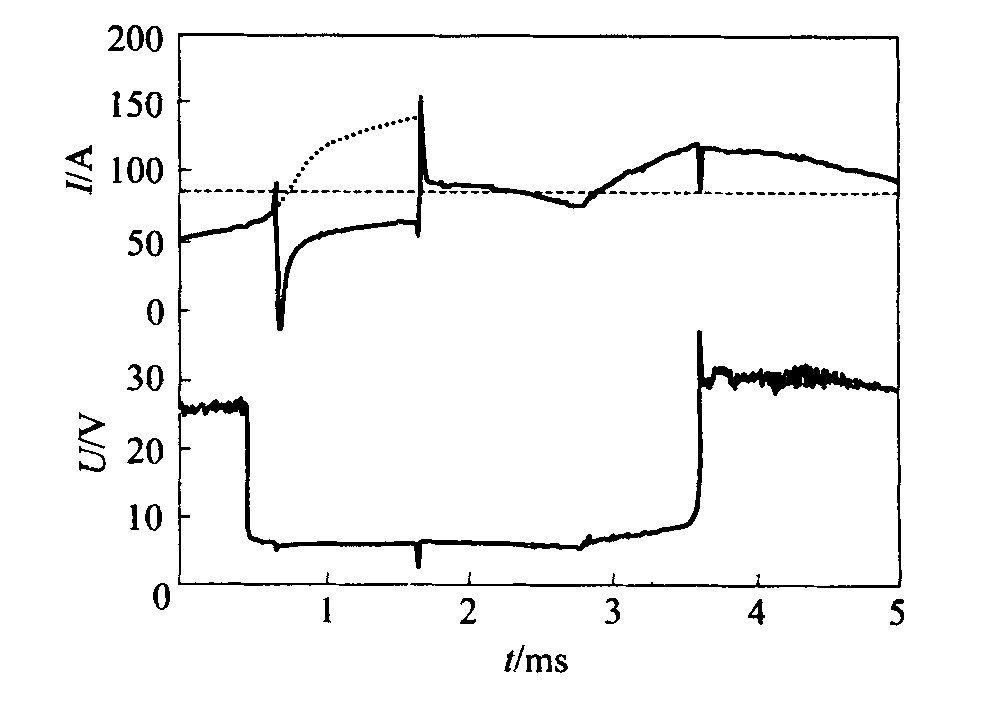
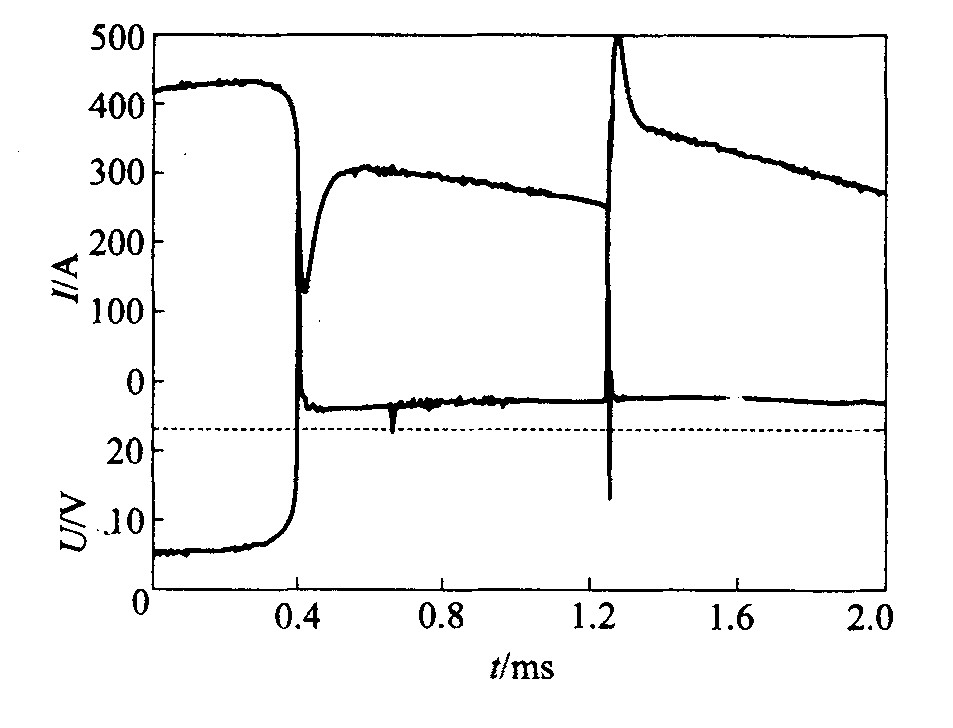
���ڶ�·ĩ�ڲ��ؿ��Զ�������, ����ʵ��Ч������, ��ȼ�����ڵIJ��ؽ����������(��ͼ7��ʾ)�� �����˼���Ƕ�·�����ﵽ������ֵʱ, ����������, ������ȼ����ʼ, ����ȼ����ʼʱ������ʱ��������ʱ�䶨ʱ���ء� ��·ĩ�ں�ȼ�����ڵ���ϲ��ز���ͬһ������Ҫ�Ȳ���2����������, ����������ͬ�������л�ʱ�Ķ����ͺ������ļ��������(��ͼ8��ʾ)��
2.2���ز������۵ι��ɵ�Ӱ��
1) ���ضԶ�·���ɵ�Ӱ��ʵ�����ǶԶ�·����������Ӱ�졣 �����Ƕ�·�ڼ仹��ȼ���ڼ�, �۵ι���ƽ�����������벨�ؿ��Ⱦ����������ȹ�ϵ, ������б�ʲ�ͬ��
�����Ƕ�·�ڼ仹��ȼ���ڼ�, ����ƽ�������IGBT���ӵ����ָ��˥����ϵ, ���沨�ؿ������Ӷ��½��� �ڶ�·�ڼ�, ����t<0.4 msʱ�½��Ͽ�, ������t>0.6��0.8 msʱ, ��I �榤t�仯����; ����ȼ���ڼ�, ����ƽ�������IGBT���ӵ����ָ��˥����ϵҪ�϶�·�ڼ�Ϊ����
ͼ6 ȼ��ʱ���ز����Ե������ε�Ӱ��
Fig.6 Effect of waveform control parameters on current waveform during arc (a)��Clipping energy; (b)��Clipping depth; (c)��Peak current
3) ��·��ֵ�����沨�ؿ��ȵ����Ӷ�����, �������ؿ��ȴ���1 ms������Ӱ�������ȶ���
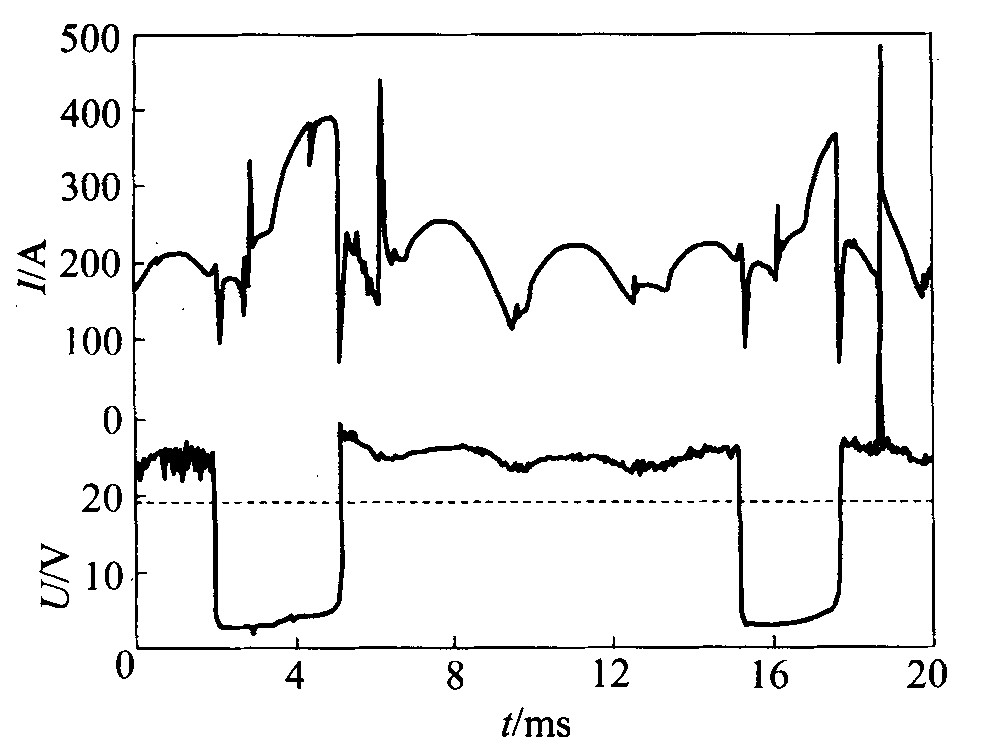
ͼ7 ��·ĩ����ȼ�����ڽ� ����ȼ���������IJ���
Fig.7 Current and voltage waveforms when only arc waveform controller was adopted in ending of short-circuilting and in arc's beginning

ͼ8 ��·ĩ����ȼ������ ���ò�ͬ�������IJ���
Fig.8 Current and voltage waveforms when two different arc waveform controllers were adopted in ending of short-circuiting and in arc's beginning
4) ��·���ڲ���ʱIGBT�Ĵ��ӵ���Ŀ��÷�ΧӦС��0.6 ��, ����·ĩ�ڼ�ȼ�����ڲ���ʱIGBT�Ĵ��ӵ���Ŀ��÷�ΧӦ����2 ����
5) ��·ĩ�ڼ�ȼ�����ڲ�����ͬһIGBT������Ҫ�Ȳ���2����������, ������������ò�ͬ���������ڶ����ͺ������ļ����������
6) �ɿع��Դ�������Ʋ��Ե����仯������Ӱ����ֱ�Ӷ���Ϊǿ����, ���������������Ե���һ�ನ������(�Ե�Դ��С����)�� �����ڶ�·���ɵ������, ���ֲ������������ڲ��ý��е�ʱ�����, ���߸�����ʱ����, �ø���ʱ���� �����·���ؽ�����, ���ضԵ�����Ӱ������Ϊ�����Ʋ����ڸǡ�
��֮����ʹ��·˲����������, ��ֵ����������˥����ʹҺ����С��������˳�ƶ϶��Ǿ��ұ���, ȼ����������ơ� ��ҲӦָ��: �������ز����������������ɾ�Ϊƽ��ͳ��ֵ, �䱾����һ����Χ�ķ�ɢ�ԡ� �����������ڵ�Դ��ѹ���ֲ���ʱ�õ���, ���ڲ�������ʵ�ʻ�ѹ�����½�, �������ֶ�˿����������������, ��Ϊ��ߵ绡��ѹ�͵绡����ֵ, ��Դ�����ѹӦ���� ���ڲ���ʱӦͬʱ���ں��ӹ��ղ�����
3����
1) Ӧ�ò���ʽ���ؿ����Ż����ӵ����IJ���, ���ƶ�·ĩ�ڵķ�ֵ����������˥��, �Ӷ�ʹҺ����С��������˳�ƶ϶��Ǿ��ұ��ϡ�
2) �ò��ط���Ѹ������ȼ�����ڵ绡���۳صij����
3) �ò��ط�����Ч���ƻ������̵Ķ����ԡ� ���ٷɽ���
4) �ò��ط����ܻ�����ԴӰ��, ��ʹ���������Ʋ��Ļ�����ԴҲ��ʹ��, ��һ�ֵͳɱ��ġ� ���ͷɽ�����Ч������
�����
[3] ��MitaT.Waveformcontrolofweldingcurrent[J].WeldingTechnology,1987,35(2):5965.
[10] ��UshioMM.PulsedGMAWspatteringinpulsedCO2welding[J].TransofJWRI,1995,14(1):713.
