
DOI�� 10.11817/j.issn.1672-7207.2020.11.010

ѡ�������ۻ�AlSi10Mg�Ͻı�������
����1, 2�����3��������1, 2������1, 2
(1. �����ռ�����о�����������100094��
2. �Ƚ���ѧң�м����������ص�ʵ���ң�������100094��
3. ������ҵ��ѧ ���̼��������ص�ʵ���ң����� ������710072)
ժ Ҫ��
�켼�������ڸ����������ṹ��ѧԪ���Ŀ��ٳ��Σ��Ҳ���ͬ�ֲ���һ�廯����ṹ�ܹ����Ϳռ��ѧ����ϵͳ���¶������ԣ�����ȶ��ԣ�����ѡ�������ۻ�(SLM)�����Ʊ�ȫ���ռ��ѧ�����AlSi10Mg���Ͻ��侵���о��������������SLM�Ʊ���AlSi10Mg���Ͻ���֯����(����ܶȴ���99.5%)�����˻����ѧ�������죻ͨ��������ʯ����(SPDT)��ù�ѧ�����棬����ֲڶȴ�8~13 nm�����ξ��ȴﵽ0.28��(��Ϊ��������=632 nm)�����о��������Ӧ���ڿռ��ѧ���侵����������졣
�ؼ��ʣ�
����������ѡ�������ۻ����������ռ��ѧ���������������ʯ������
��ͼ����ţ�TB34��TG113 ���ױ�־�룺A ���ſ�ѧ(��Դ����)��ʶ��(OSID)
���±�ţ�1672-7207��2020��11-3088-05
Surface characteristics of selective laser melted AlSi10Mg mirrors
HAN��Xiao1, 2, KANG��Nan3, JIAO��Jianchao1, 2, WANG��Chao1, 2
(1. Beijing Institute of Space Mechanics and Electricity, Beijing 100094, China;
2. Beijing Key Laboratory of Advanced Optical Remote Sensing Technology, Beijing 100094, China;
3. State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi'an 710072, China)
Abstract: Considering that additive manufacturing(AM) technologies is adapted for the optical components with complex lightweight structure, using the opto-mechanical structure with the same material can reduce temperature sensitivity,selective laser melting(SLM) technology was utilized to fabricate the AlSi10Mg mirror for aluminum alloy space optical sensor. The results show that the relative density of as-fabricated AlSi10Mg sample is above 99.5%, and the tensile strength and the ductility are excellent. The single point diamond turning(SPDT) is applied to deliver the optical surface with thoughness of 8-13 nm and accuracy of 0.28��(��=632 nm). The results can be used to manufacture the lightweight space optical mirrors.
Key words: additive manufacturing; selective laser melting; aluminum mirror; space optical; surface characteristics; diamond turning
���ſռ��ѧң�м�����Ѹ�ٷ�չ���߷ֱ������ʿռ��ѧ����ѳ�Ϊ�����о��ȵ㡣��ѧ���侵�Ǿ����ռ�����ĵ���ֱ��ʺ�������ѧ���ԵĹؼ��������Բ��ϼ��ӹ����칤�յ�Ҫ��Ϊ����[1]���������Ͻ����ڼӹ������ҳɱ��ϵͣ��ѳ�Ϊ�ռ�����ṹ����ѧ���侵��Ϊ���õIJ��ϡ��������Ͻ��侵���Ʊ����պ���������Ҫ���ǵĹؼ�����[2-3]����������(additive manufacturing��AM)����ʹ�ø��ӽṹ���γ�Ϊ���ܣ����ý����������켼���Ʊ����Ͻ�������֧�Žṹ���ܹ��������������ṹ�������̶ȡ�ͬʱ����ѧԪ����֧�Žṹ����ͬ�ֲ���Ҳ���Խ���ѧ��ͷ���¶ȱ仯��������[4]����������AlSi10Mg�Ͻ�����������õķ�ĩ�����ԡ�������������ҳ��ι��̲��ײ��������Ƶ��ŵ㣬�Ѿ���Ϊһ�ּ�TC4�ѺϽ�㷺�о���Ӧ�õ���������������ϡ���Ϊһ�ָ߾��Ƚ�������������η�����ѡ�������ۻ�(selective laser melting��SLM)�ڸ���������췽��Խ��Խ�ܵ���ע[5]����������SLM����ֱ��ͨ��������CADģ�ͳ���AlSi10Mg���Ͻ��侵����������һ������������֯�ṹ����ѧ�ͱ������ܡ�
1 ���鷽��
���о���ʹ�õĽ�����ĩΪ���������������ι�˾(BAM LTD)��������������AlSi10Mg��ĩ����ĩ��ּ���1��ͼ1��ʾΪ��ĩ��ò��SEM��Ƭ���ɼ���ĩ����̬�Ͼ��ȣ�ƽ������Ϊ30.26 ��m(��20~60 ��m��Χ��)����������������FS271Mѡ���������ϵͳ�Ʊ�����ϵͳ����Yb���˼������������Ϊ500 W��������ֱ��Ϊ70 ��m�����ι��̾���Ar�����н��У�����������������0.1����SLM���ղ������£������Ϊ200 W��ɨ���ٶ�Ϊ1 000 mm/s���̷۲���Ϊ30 ��m���������κӻ����Ƴ����֮ǰ������300 ��/2 h�˻������������ι��������ڿ������̵��µ���Ӧ����
��1��AlSi10Mg ��ĩ���(��������)
Table 1��Chemical composition of AlSi10Mg powder %

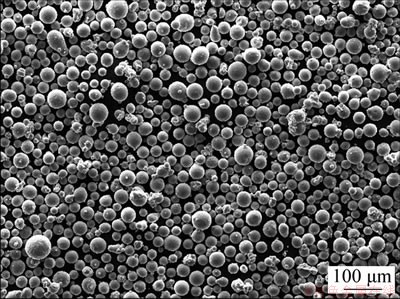
ͼ1��AlSi10Mg��ĩSEM ��Ƭ
Fig. 1��SEM micrograph of AlSi10Mg powder
���ù�ѧ����(OM���ͺ�ΪKeyence VH-Z50L)�ͳ�����ɨ���������(SEM���ͺ�Ϊ Zeiss Gmini500)�۲������Ʒ������֯�ṹ�����ð�������ˮ���ⶨ��������ܶȡ�������Ʒ�ߴ�ο�GB/T 228.1��2010��ͨ�������µ���������(Instron-3382 ������ѧ�����)�����ȴ���ǰ�����Ʒ��ѧ���ܣ���������Ϊ1 mm/min��ͨ����Ӳ�ȼƲ�����Ʒ��ά��Ӳ�ȣ����������ʯѹͷ����н�Ϊ136�㣬��ѹͷʩ��10 Nѹ�����������±���10 s����ÿ����Ʒ����5����ͬλ�õ�ά��Ӳ�ȣ�ȡƽ��ֵ��
���Ͻ��侵ԭ�ͻ���RC��ѧϵͳ��ơ�ͼ2��ʾΪ���侵CADģ�ͣ�ֱ��Ϊ58 mm����ѧ����Ϊ�����棬���屳��Ϊ���ʽṹ����SLM���ι����У�CADģ��ת����STL��ʽ����ͼ2��x������ξ���������ɨ�跽����ƽ����y-zƽ�档
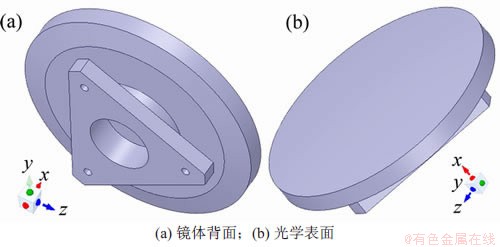
ͼ2�����侵��άģ��
Fig. 2��3D models of mirror
���õ�����ʯ����(SPDT)�Է��侵��ѧ������г����ܼӹ������ղ������£�����ת��Ϊ1 200 r/min���������Ϊ2 ��m��������Ϊ2 ��m/r������Zygo������Ǻ�LuphoScan�ǽӴ�ʽ�����ǶԹ�ѧ�ӹ�����ֲڶȺ����ν��м�⡣
2 ���������
2.1������֯������ܶ�
ͼ3��ʾΪ��SLM���������ĺ������������֯����ͼ3���Կ��������侵��ѧ������и����ܶȺ͵Ϳ�϶�ʣ���SLM�ӹ������У�������ȴ���ʸ߶��γ���ϸС�ĵ��ᾧ���۽ṹ[6]���Ӻ�����֯��Ƭ�ɼ��۳���ò����������֯��Ƭ�ɼ����͵ġ����ۡ���̬[7]���۲������֯��֪���۳ؿ��ȳ���������ֱ��(Լ70 ��m)�����⣬�����ų��η���ġ����ۡ�״��֯��̬����ȿ�֪�۳����Ϊ50~150 ��m����30 ��m���̷۲��Ȳ�����ȫһ�£�������SLM���ι����д����������ڵ��²�[8]��
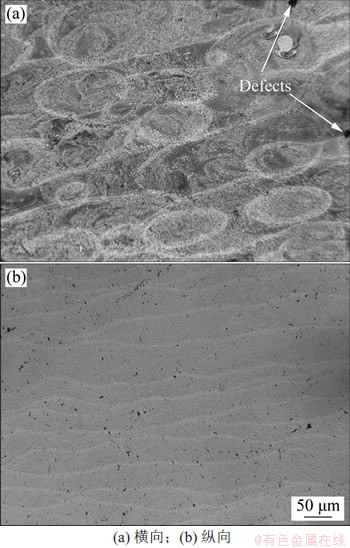
ͼ3��SLM AlSi10Mg�ĺ��������������֯��ò��ѧ����Ƭ
Fig. 3��OM micrographs of typical etched microstructure,cross section and longitudinal section of SLM AlSi10Mg
ͨ����ˮ���ⶨ������Ʒ������ܶȣ��豸Ϊ������˹BS2245������ƽ����������ȿɴ�0.1 mg��ѡ��3�����������߾�Ϊ10 mm��10 mm��10 mm����¯��Ʒ��ÿ����Ʒ����3�Σ���ȡƽ��ֵ����������ܶȷֱ�Ϊ99.74%��99.43%��99.56%��ƽ��ֵ��99.58%��
2.2����ѧ����
SLM���εĽ������ͨ����Ҫ���˻���������������Ӧ���������ܵ��±��κ�����[9]��ͼ4��ʾΪ��ͬ�ȴ��������¾�SLM���ε�AlSi10Mg�����������ܡ�����̬��Ʒ�Ŀ���ǿ�Ⱥ�����ǿ��ԼΪ400 MPa��270 MPa���������������Ʒ���������ܡ��ھ���300 ���˻�2 h�������Ŀ���ǿ�Ƚ���Ϊ287.0 MPa������ǿ�Ƚ���Ϊ176.5 MPa�������̬��ȷֱ�28����33��������Ҫ��������300 ��ʱ��Al�����й����͵�Si����������������ǿ�Ƚ���[10]��ͬʱ�����쳤�����ߵ�Լ10%�������˻��¶Ƚ�һ�����ߵ�500 �棬�ڶ�ʱ����(Լ1 h)����Ʒ�Ŀ���ǿ�Ⱥ�����ǿ�ȷֱ�33%��45%���ֱ�Ϊ250 MPa��100 MPa����֮�������˻��¶����ߣ��쳤�ʽ�һ����������Ҫ�������˻��¶Ƚ�һ�����ߣ�������Si�����������ڳ���̬����300 ���˻�������Ʒ�У�Si�������������Orowanǿ�����ã������˻��¶����ߡ�Si����������ʱ����ǿ��������ʧ����������ǿ����������[11]��
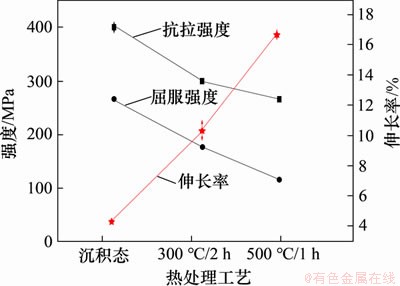
ͼ4��SLM AlSi10Mg��ͬ�˻�������ѧ����
Fig. 4��Tensile properties of SLM AlSi10Mg with different heat treatments
Ӳ��Ҳ�DZ������ϵֿ����Ա�����������Ҫָ�ꡣLI��[12]�о����ȴ�����SLM���ε�AlSi10Mg����Ӳ�ȵ�Ӱ�죬���������ȴ����¶Ⱥͳ���ʱ�����ӣ�����ֳ�������������ͼ5��ʾΪ�������˻���(300 ��/2 h)�����������ѹ�۹�ѧ����Ƭ�������ԣ�ѹ�۵ĶԽ��߳���d1��d2=145 ��m���˻�ǰ���ά��Ӳ��(HV)�ֱ�Ϊ110��10��99��5��
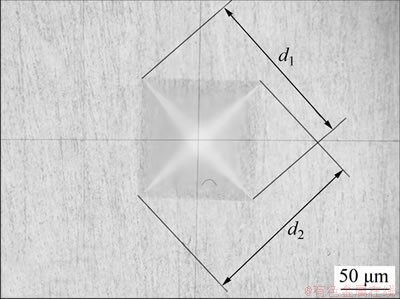
ͼ5������ѹ�۹�ѧ����Ƭ
Fig. 5��Optical micrographs of indentation on tested surfaces
2.3�������ӹ���������Բ���
ֱ��Ϊ58 mm�ľ�����SLM���κ�����ɰ�����������������ϵIJ�����ĩ��SLM���ξ����ߴ����Ϊ��0.1 mm�����ó����ܽ��ʯ�ӹ�����ֱ�ӶԷ��侵��ѧ������г�����������������ԼΪ0.1 mm��ͼ6��ʾΪ���ʯ���㳵���������ʵ����Ƭ��
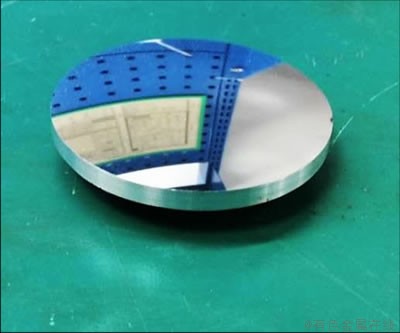
ͼ6��SLM���Ͻ�����ѧ�ӹ���ʵ����Ƭ
Fig. 6��Aluminum mirror produced by SLM after diamond point machining
SLM���Ͻ��ѧ�ӹ�����SEM��Ƭ����ѧ�ӹ�������̬��ѧ�ӹ�����������ͼ7��ʾ����ͼ7(a)�ɼ�����Ϊ2 ��m�������ۼ�����ù�ѧ�ӹ�������̬(��ͼ7(b))�ı���ֲڶ�Ϊ8~13 nm���ǽӴ�ʽ�����Dz����ı�������(��ͼ7(c))�����ξ���ԼΪ0.28��(��Ϊ��������=632 nm)��Ȼ�������ּӹ��ı���ֲڶ��в���������������Ĺ�ѧ����ϵͳҪ��ͨ����������Ͻ��侵���������(Ni)����Ĥ�㣬�ٽ��н��ʯ���ܼӹ�������߱���ֲڶ�[13]�����о��������ȵȾ�ѹ(HIP)���ն������������Ͻ�����ܻ��dz���Ч���ܹ�ȥ���������ڵ����п�϶����߱��澫��������[14]��
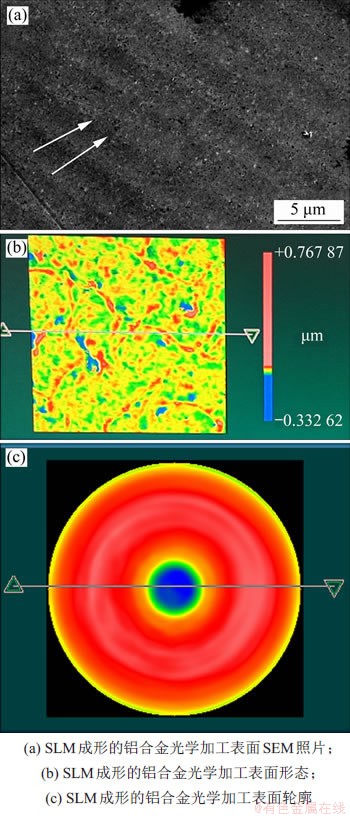
ͼ7��SLM���ε����Ͻ��ѧ�ӹ�����SEM��Ƭ����ѧ�ӹ�������̬��ѧ�ӹ���������
Fig. 7��SEM images of the turning surface��turning surface morphology detected by interferometer and surface profile of the mirror of SLM aluminum alloy
3 ����
1) ѡ�������ۻ�����(SLM)����Ӧ�������쾫�ܹ�ѧԪ���������ڸ����������ṹ�Ľ������侵�������ơ�
2) ���� SLM��������Ͻ�����澵�����������۽ṹ���������ѧ���ܡ����侵���澭�����ܽ��ʯ�ӹ��������ֲڶ�Ϊ8~13 nm�����ξ���Ϊ0.28��(��=632 nm)���ܹ������ѧ����Ӧ��Ҫ��
�ο����ף�
[1] �Ų���, ��С��, ��Ұ, ��. �����ھ����侵֧�ż����ķ�չ[J]. �����뼤���, 2018, 47(11): 1113001.
ZHANG Bowen, WANG Xiaoyong, ZHAO Ye, et a1. Progress on support technique of space-based large aperture mirror[J]. Infrared and Laser Engineering, 2018, 47(11): 113001.
[2] NEWSWANDERA T, CROWTHERA B, GUBBELSB G, et al. Aluminum alloy AA-6061 and RSA-6061 heat treatment for large mirror applications[C]// Proceeding of SPIE. San Diego, California, United States, 2013: 883704-1-15.
[3] �Ŷ���, ������. ���Ͻ��侵�ķ�չ��Ӧ��[J]. ���⼼��, 2015, 37(10): 814-823.
ZHANG Dongge, FU Yutian. Development and application of aluminum mirrors in optical system[J]. Infrared Technology, 2015, 37(10): 814-823.
[4] AZAM F I, ABDUL RANI A M, ALTAF K, et al. An indepth review on direct additive manufacturing of metals[C]// IOP Conference Series: Materials Science and Engineering, 3rd International Conference on Mechanical, Manufacturing and Process Plant Engineering(ICMMPE 2017) .Batu Ferringhi, Penang, Malaysia, 2017: 012005.
[5] WEI Pei, WEI Zhengying, CHEN Zhen, et al. The AlSi10Mg samples produced by selective laser melting:single track, densification, microstructure and mechanical behavior[J].Applied Surface Science, 2017, 408(30): 38-50.
[6] JAVIDANI M, ARREGUIN-ZAVALA J, DANOVITCH J, et al. Additive manufacturing of AlSi10Mg alloy using direct energy deposition: microstructure and hardness characterization[J]. Journal of Thermal Spray Technology, 2017, 26(4): 587-597.
[7] ������, ��Ԫ�, ��ȫ��, ��. AlSil0Mg���Ͻ�3D��ӡ��֯�������о�[J] . ���켼��, 2016, 37(11): 2402-2404.
ZHAO Xiaoming, QI Yuanhao, YU Quancheng, et a1. Study on microstructure and mechanical properties of AlSi10Mg alloy produced by 3D printing[J]. Foundry Technology, 2016, 37(11): 2402-2404.
[8] TRADOWSKY U, WHITE J, WARD R M, et al. Selective laser melting of AlSi10Mg: influence of post-processing on the microstructural and tensile properties development[J].Materials & Design, 2016, 105(5): 212-222.
[9] FIOCCHI J, TUISSI A, BASSANI P, et al. Low temperature annealing dedicated to AlSi10Mg selective laser melting products[J]. Journal of Alloys and Compounds, 2017, 695: 3402-3409.
[10] CAO Y, LIN X, WANG Q Z, et al. Microstructure evolution and mechanical properties at high temperature of selective laser melted AlSi10Mg[J]. Journal of Materials Science & Technology, 2021, 62: 162-172.
[11] CHEN B, MOON S K, YAO X, et al. Strength and strain hardening of a selective laser melted AlSi10Mg alloy[J]. Scripta Materialia, 2017, 141: 45-49.
[12] LI Wei, LI Shuai, LIU Jie, et al. Effect of heat treatment on AlSi10Mg alloy fabricated by selective laser melting: microstructure evolution, mechanical properties and fracture mechanism[J]. Materials Science and Engineering: A, 2016, 663: 116-125.
[13] HILPERT E, HARTUNG J, RISSE S, et al. Precision manufacturing of a lightweight mirror body made by selective laser melting[J]. Precision Engineering, 2018, 53: 310-317.
[14] HERZOG H, SEGAL J, SMITH J, et al. Optical fabrication of lightweighted 3D printed mirrors[C]// Proc of SPIE, 2015: 957308.
(�༭ �²ӻ�)
�ո����ڣ� 2020 -08 -26; �����ڣ� 2020 -09 -22
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(U1537105) (Project(U1537105) supported by the Natural National Science Foundation of China)
ͨ�����ߣ����죬��ʿ��������ʦ�����¿ռ��ѧң�����Ƚ����켰������������ۼ����о���E-mail��hanxiao1998@126.com
ժҪ�����ڼ����������켼�������ڸ����������ṹ��ѧԪ���Ŀ��ٳ��Σ��Ҳ���ͬ�ֲ���һ�廯����ṹ�ܹ����Ϳռ��ѧ����ϵͳ���¶������ԣ�����ȶ��ԣ�����ѡ�������ۻ�(SLM)�����Ʊ�ȫ���ռ��ѧ�����AlSi10Mg���Ͻ��侵���о��������������SLM�Ʊ���AlSi10Mg���Ͻ���֯����(����ܶȴ���99.5%)�����˻����ѧ�������죻ͨ��������ʯ����(SPDT)��ù�ѧ�����棬����ֲڶȴ�8~13 nm�����ξ��ȴﵽ0.28��(��Ϊ��������=632 nm)�����о��������Ӧ���ڿռ��ѧ���侵����������졣
