
���±�ţ�1004-0609(2012)10-2713-07
AZ31þ�Ͻ𱡱ڹܼ�ѹ�������������
Ӱ����ɵķ���ģ��
�ű���1���� ��1�� ������1��ʯ ��1��֣�Ĵ�2�������2��������2
(1. ������ҵ��ѧ ���̼��������ص�ʵ���ң����� 710072��
2. �й����ͻ�е�о�Ժ����˾������ 710032)
ժ Ҫ��
���ڿ�����AZ31þ�Ͻ𱡱ڹܷ�����ѹ��ȷ����Ч��DEFORM-3D����Ԫģ�ͣ�ģ���ʾ������������Ǧ¶Լ�ѹ��������ѹ����ģ�ڴ����Ͻ������پ����Ե�Ӱ����ɣ����Ԧ½����Ż���ơ��ۺϿ��Ǽ�ѹ�������������ʡ����캸���������ܲijߴ羫�ȼ���Ӧ�û��������أ���øù��AZ31þ�Ͻ𱡱ڹܷ�����ѹģ�ߵĺ����������������ȡֵ��ΧΪ-5��~1�㣬���ŷ������������Ϊ�¡� -5��(����б5��)��
�ؼ��ʣ�
AZ31þ�Ͻ������ڹ����������ģ�������������������ֵģ����
��ͼ����ţ�TG376.9 ���� ���ױ�־�룺A
Numerical simulation of effect rules of porthole axial angle on extrusion process of AZ31 Mg alloy thin-walled tube
ZHANG Bao-jun1, YANG He1, GUO Liang-gang1, SHI Lei1, ZHENG Wen-da2, GU Rui-jie2, KOU Yong-le2
(1. State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi��an 710072, China;
2. China National Heavy Machinery Research Institute Co., Ltd., Xi��an 710032, China)
Abstract: Based on the developed precise and efficient DEFORM-3D model of the porthole extrusion process for the thin-walled AZ31 Mg alloy thin-walled tube, the influence laws of porthole axial angle �� on the extrusion load, welding pressure and the uniformity of billet flow rate at the die export were investigated and revealed by the comprehensive numerical simulations, and the value of �� was optimized. In integrated consideration of the extrusion load, the material utilization rate, quality of welding area and profiles size accuracy, and taking the tube application environment into account, it is proposed that the optimum �� is -5��-1��, the most suitable value of �� is about -5�� for the AZ31 Mg alloy thin-walled tube profile die.
Key words: AZ31 Mg alloy; thin-walled tube; porthole die; porthole axial angle; numerical simulation
������Ŀ�����ҿƼ��ش�ר��������Ŀ(2009ZX04005-031-11)����111���ߵ�ѧУѧ�ƴ������Ǽƻ�������Ŀ(B08040)
�ո����ڣ�2011-09-04�������ڣ�2012-05-25
ͨ�����ߣ��� �ϣ����ڣ���ʿ���绰��029-88495632��E-mail: yanghe@nwpu.edu.cn
�����ִ���ҵ�����ĸ��ٷ�չ���������ģ������ж��г��������Ͳġ���ģ�߸նȱ�֤�ܲijߴ羫�ȡ��ɽ���������ѹ�����ƣ�Խ��Խ���㷺��Ӧ�������Գ���������þ�Ͻ�����Ͳĵļ�ѹ������[1-2]����ģ���ǿ����Ͳķ�����ѹ��������Ϊ�ؼ��Ĺ�װ�����������Ų�Ʒ����״����С���ߴ羫�Ⱥͱ���״̬������Ӱ���Ʒ����֯�����ܣ��Լ�ѹ��������ʮ����Ҫ������[3-4]�������������պ��졢���������ȸ߶˿Ƽ�����õ��˿��ٷ�չ���Ը߾��ȡ������ܡ�����������ܵ����ͱ��ڹܲĵ���������㷺�����У���ˣ��о��������ģ�����ṹҪ�ضԷ�����ѹ���̵�Ӱ����ɶ�������Ż���ƣ��������ѹ�Ͳ�����������Ҫ���塣
��Ϊ���Ͻ�������ģ�ߺ���ǻ��ͨ�����������ṹҪ��(����������������Ǧ�)�ĺ�����ƶ���ƽ��������١����ͼ�ѹ�����ٽ������������ͺ����Լ����ģ�������ȶ����зdz���Ҫ������[5]����ˣ�����������ѧ�߶��ڷ�������״����Ŀ���ֲ�λ�ü���ؽṹҪ�ضԼ�ѹ���̵�Ӱ������Լ��Ż���ƽ����˴����������ģ���о�[3-8]��̽���������ṹ�����뼷ѹ���θ����������Ĺ�ϵ���Ӷ�Ϊ����ģ������ṩ�����۲ο����ݡ�Ȼ����������ѹ������һ�����临�ӵIJ����������̣����Բ���ʵ�鷽�����ж����о�[1]�����о��������о���������Ϊ�غ��Է�����������ǶԼ�ѹ���յ�Ӱ�죬��ˣ�������������ǶԷ�����ѹ���չ��̵�Ӱ����ɲ�û�еõ������о���������������������������ھ��飬��Ҫ������ģ�����²�Ʒ������ģ���������Եõ���һ�������[7]����ˣ�������ҪӦ���Ƚ������ֶζԴ�չ�������о������ż���������ķ��ٷ�չ����ֵģ����漼�����ڿɻ�ȡ���Գ��ι����и��ֶ�̬������Ϣ(Ӧ����Ӧ����ٶȵ�)���ܴ�������о��ɱ������̲�Ʒ�������ڣ��ѳ�Ϊ���Լӹ��о����ɻ�ȱ����Ҫ�о��ֶΡ�
����ս�ط����������ñ��ڹܣ���������״���ߴ���ͼ1��ʾ����Ҫ�����ʵ��ᡢ������������������ص㣬�����˴����о���Ա��Ŀ�⼯�����ܶȵ͡��������������þ�Ͻ������AZ31þ�Ͻ�(�����ƺ�MB2)�����ǣ�AZ31þ�Ͻ����Գ��δ���խ�����¶ȼ���ѹ�ٶȷdz����У������ѱ��κϽ����࣬�Ҹù��ܲ��⾶�ߴ���Խϴܱڱ�(��Աں�m/D=0.031 3)���������ģ����ǻ��״���ӣ����·�����ѹ���ι����н������Ա����쳣���ҡ�����������Ϊ���ѣ���Щ�������˻�ø߾��ȡ�������AZ31þ�Ͻ𱡱ڹܵ��Ѷȡ���ˣ�������Ʒ�������������Դﵽ���ͼ�ѹ�������ƽ��������������ߺ��캸���������ڴ˱��ڹܲļ�ѹ���չ����о��и�Ϊͻ�������á�
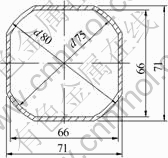
ͼ1 AZ31þ�Ͻ𱡱ڹܲĽ�����״�ͳߴ�
Fig. 1 Shape and sizes of cross-section of AZ31 Mg alloy thin-walled tube (mm)
����������������������ּ����������Ԫ������ͨ����һ�ı������������Ǧ£�ģ���о�������������Ƕ�AZ31þ�Ͻ𱡱ڹܷ�����ѹ���̵�Ӱ����ɣ�Ϊ�Ż�ģ�߽ṹ�ṩ����ָ�����ۺϿ��Ǽ�ѹ���������������ܲijߴ羫�ȵ����أ��Է�����������ǽ����Ż���ơ�
1 ����Ԫģ�͵Ľ���
����DEFORM-3Dƽ̨���Ծ���ս�ط�����������AZ31þ�Ͻ𱡱ڹܷ�����ѹ���չ���Ϊ�о������ڽ���˼�����װ��ģ�ͽ���������ģ�ͽ������߽������趨�ȹؼ������Ļ����ϣ��������á��ɿ���AZ31þ�Ͻ𱡱ڹܲķ�����ѹ���չ��̵ĸ���������Ԫģ��[9]��
���ڸù��ܲ���״�Գ��ԣ��������ģ��ѡ���Ŀ���������������״Ϊ���Ρ�������Ԫģ�Ͳ���ֵ���1���С����ݱ�1�еļ���ģ�ͽ����� AZ31þ�Ͻ����ͱ��ڹܷ������ģ����ģ����ͼ2��ʾ��
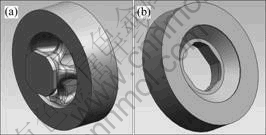
ͼ2 �������ģ����ģ��
Fig. 2 Geometries of porthole dies: (a) Dividing die; (b) Welding die
������ֵģ�������۷������ϵķ�����ͨ����һ�ı����ģ������������ǣ��о�����������������ǶԼ�ѹ��Ӱ����ɡ�ѡȡ�ķ�����������Ǧ·ֱ�Ϊ-10�㣬-5�㣬0�㣬5�㣬10��(��������бΪ��ֵ����������бΪ��ֵ)��ͼ3��ʾΪAZ31þ�Ͻ����ͱ��ڹܷ������ģ���������ʾ��ͼ��
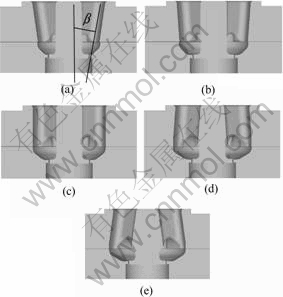
ͼ3 ����ģ�������������ʾ��ͼ
Fig. 3 Sketch map of porthole axial angle of porthole die: (a) -10��; (b) -5��; (c) 0��; (d) 5��; (e) 10��
���ڸù��ܲļ���������ģ�ĶԳ��ԣ�ȡ�����1/8��������Ԫ��ģ���������Ч�ʣ���ͼ4��ʾ������ͨ���ı伸�λ��߹��ղ������о����β����Լ�ѹ���̵�Ӱ����ɣ����������Ϣ��Ϊ�Ż���ѹģ��ѹ�����ṩ���ݡ�
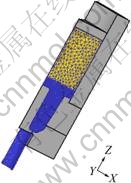
ͼ4 ��ѹ���յ�����Ԫģ��
Fig. 4 FE model of extrusion for thin-walled AZ31 Mg alloy
ͨ���ı����Ϻ�ģ�ߵļ���ģ�ͣ���ʹ��AZ31þ�Ͻ𱡱ڹܷ�����ѹ����Ԫģ�������������������Ͳķ�����ѹ���ι��̵���ֵģ�⡣��ˣ�Ϊ��֤������Ԫģ�͵Ŀɿ��ԣ����ڸ�����Ԫģ�ͣ�����������[12]��ͬ�ļ���ģ�ͼ�������������AZ31þ�Ͻ���ιܷ�����ѹ���չ��̽�����ģ����������������[12]���������Ǻ����ã���ѹ����ֵ��ģ��ֵ������ֵ���С��13%����ͼ5��ʾ����ֵ���ֵ�ʱ�̲�ͬ������Ԫ����ģ����ʵ��ģ����ǻ����������ɵģ���ֵ�¶ȵ�ģ����������С��6 �棬�ȶ����������Ͻ�����ֵ�¶Ⱦ���460~470 ��֮�䡣��Щ�����֤���������߲��õľ���ս�ط�����������AZ31þ�Ͻ𱡱ڹܷ�����ѹ����Ԫģ�������á��ɿ��ġ�
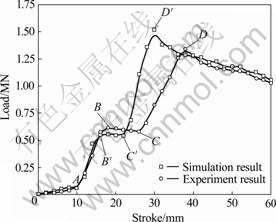
ͼ5 ģ����ʵ��ļ�ѹ���Ա�
Fig. 5 Comparison of extrusion load between simulation result and experiment one
��1 ����Ԫģ�Ͳ�������
Table 1 FE model parameters used in this study

2 ���������
2.1 �����Լ�ѹ���̵�Ӱ�����
2.1.1 ��ѹ��
��ѹ���Ĵ�С����ģ���������豸��λѡȡ�ͼ�ѹ����Ч������ʮ����Ҫ��Ӱ�졣ͼ6��ʾΪ��ͬ�������������ʱ��ѹ�����г����ߡ���ͼ6���Կ�����1) ��ѹ�����г̵ı仯���Ʋ��������������ǵĸı���ı䡣2) ���ŷ���������ѹ����ֵ���ȶ������μ�ѹ���������������� Ϊ����������Լ������������Z��ͶӰ����������������ǵ����������(��ͼ3)�����²�����亸�����Լ�ͻ�ƹ�����ʱ���������������ѣ���ѹ���������ӡ�3) �������������ԽС����ѹ����ֵ����Խ�磬�ܲ��ȶ������ο�ʼԽ�硣������Ϊ�������������ԽС�������������ҵ�ģǻ�ݻ�ԽС����Ҫ�������Ͻ���Խ��(����Խ��)������ͻ�ƹ��������ε�ʱ��Խ�̣����ԣ���ѹ����ֵ�ij���Ҳ��Խ�硣��ˣ�ѡ�ý�С�ķ�����������ǣ��������Խ��ͼ�ѹ�������һ�����������Ͻ������ϵ������ʡ�
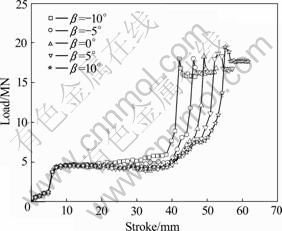
ͼ6 ��ͬ�������������ʱ��ѹ�����г�����
Fig. 6 Load��stroke curves at different porthole axial angles
2.1.2 ����ѹ��
�������ϵľ�ˮѹӦ���Ƿ�����ѹ�����зdz���Ҫ�ij���ָ�꣬���Сֱ��Ӱ���Ͳĺ����������������ϵľ�ˮѹӦ��ֵԽ����Ч��Խ�ã����������Ͳ��ۺ�����Ҳ��Խ��[13-14]��ͼ7��ʾΪ��ͬ��������������¼�ѹ���νκ�����ֲ���ˮѹӦ����ͼ����ͼ7���Կ���������������һ������ᴩ�ĸ߾�ˮѹӦ���������дӷ���������������빤�����Ľ����ʵ��ͨ�����������ŷ�����������ǵ����ú�����������������ӣ����������Ͻ�������ʱ��õ����ӳ����Ӷ�������ߺ���������������������С��ˮѹӦ��ֵ����Ϊ�������ϼ�ѹ���̵ĺ���ѹ�������С��ϵ������������ʵ��Ƿ��ܺ��ϼ��������������ӣ������۷������ϼ�ѹ����������Ϊ��Ҫ��ָ�ꡣ
ͼ7 ��ͬ������������������Ϻ�����ֲ���ˮѹӦ����ͼ
Fig. 7 Mean stress on billet welding area at different porthole axial angles: (a) -10��; (b) -5��; (c) 0��; (d) 5��; (e) 10��
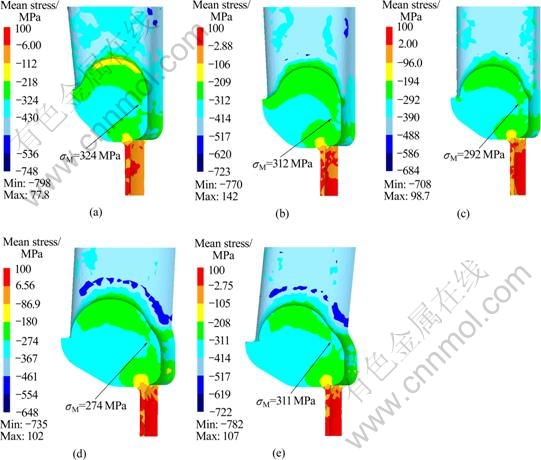
����ͼ7���Ի�÷�����������ǶԺ���ѹ����Ӱ����ɣ������ͼ8��ʾ����ͼ8���Կ���������ѹ���������������ǵ������ȼ�С�������¡�5��ʱ�����ּ�Сֵ��������Ϊ��һ���棬������������ǵ�����ı��˷�������������·����4�ɷ��������������Զ��ķ������������ͺ���ѹ�������ã���һ���棬���ŷ�����������ǵ����������ݻ��ͺ�������������������ӳ������Ͻ����ں������ڵĶѻ�ʱ�䣬�Һ����������Ͻ���ͻ�ƹ������ľֲ���ѹ��Ҳ�ڲ�����������������ѹ�������ԣ�����=5��ʱ������ѹ�����ּ�Сֵ��
ͼ8 ��ͬ�������������ʱ�ĺ���ѹ��
Fig. 8 Welding pressure at different porthole axial angles
2.1.3 ģ�ڴ����Ͻ������پ�����
ģ�߳��ڴ��������ٲ������������Ͳķ���Ťš�����ˡ�����ȳ���ȱ�ݣ�����Ӱ���Ͳ��������ߴ羫�ȣ���ˣ���֤��Ʒ�����ϵĸ��ʵ�����ģ���������ٶȾ����ԣ���Ϊģ����ƺ�ά����ѭ�Ļ���ԭ�����ԣ�����������ģ�߽ṹ�����ڽ������ٵ����ã����ģ�߳��ڴ��Ľ������پ����ԣ���������Ͳ������ͳߴ羫�ȡ�Ϊ����Ч�ر�ʾ������ѹʱ�����IJ������ԣ��Գ��ڴ��ٶȳ���ƫ��Esֵ���������ٵľ��ȳ̶�[15-16]������㹫ʽ���£�
 (1)
(1)
ʽ�У�NΪģ�߳��ڴ��ڵ���Ŀ��![]() Ϊ�涨ƽ���Ͻڵ������ٶȣ�
Ϊ�涨ƽ���Ͻڵ������ٶȣ�![]() Ϊ�涨ƽ����ƽ�������ٶȡ�
Ϊ�涨ƽ����ƽ�������ٶȡ�
EsֵԽС��˵��ģ�ڴ����Ͻ�������Խ���ȣ�EsֵԽ��˵��ģ�ڴ����Ͻ�������Խ�����ȡ�ͼ9��ʾΪ��ͬ���������������ģ�߳��ڴ��Ľ������پ������ͼ9���Կ�����ģ�߳��ڴ����Ͻ������پ�����Esֵ���ŷ�����������ǵ��������С�����£�-5��ʱ���������С���ٶ��轵��������Ϊ������������ǵı仯�ı������Ͻ����ӷ������뺸���Ҳ��Ӻ�����ͻ�ƹ�����������·�����Ӷ�Ӱ������������������ٶȾ����ԡ�
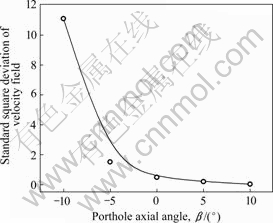
ͼ9 ��ͬ���������������ģ�ڴ��Ľ����ٶȳ��� ƫ��
Fig. 9 Standard deviation of velocity field at different porthole axial angles
2.2 ��������������Ż�
��������AZ31þ�Ͻ𱡱ڹܷ�����ѹ�����з�����������ǶԼ�ѹ��������ѹ����ģ�ڴ����Ͻ������پ������ָ���Ӱ����ɣ��Ըù��ܲķ������ģ�ķ�����������ǽ����Ż���ơ��Ż��������£�
1) ����20 MN��ѹ��������������ȫϵ��ȡ1.08[9]����ѹ����ֵӦС��20/1.08��18.5 MN��ͼ10��ʾΪ������������ǶԼ�ѹ����ֵ���ߡ���ͼ10���Կ�������ѹ����ֵ�������������ǵ�����������������ٶȲ������������ԣ�����Ʀ£�2.5�㣬���ܱ�֤��ѹ����ֵС��18.5 MN����ͼ6���Կ������������������ԽС����ѹ����ֵԽС���ҷ����������ҵ�ģǻ�ݻ�ԽС����Ҫ�������Ͻ���Խ�٣���ˣ�ѡ�ý�С�ķ�����������ǣ��������ͼ�ѹ�������ã�ͬʱ����������Ͻ������ϵ������ʡ�
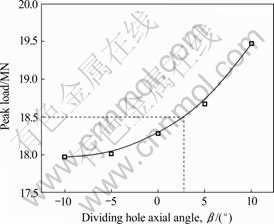
ͼ10 ��ͬ��������������µļ�ѹ����ֵ
Fig. 10 Peak load at different porthole axial angles
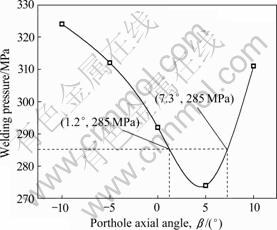
2) LI��[17]��Ϊ����������Ҫȡ���ں���ѹ�����������Ӧ���ı�ֵ����ֵԽ��������Խ�á��ƶ��е�[6]��Ϊ����ѹ����ﵽ�����溸�Ϲ����¶ȡ�Ӧ�������½�������Ӧ����s(�����洦AZ31þ�Ͻ�����¶�Ϊ380~400 �棬��ЧӦ������Ϊ0.5~1 s-1�����s��50 MPa)��5.7 ����������ѹ��Ӧ����50��5.7= 285 MPa[9]�����ܱ�֤��ѹ�õ��ϸ�Ĺܲġ���ͼ8���Կ������ù��AZ31þ�Ͻ𱡱ڹܲķ�����ѹģ�ߵķ������������Ӧ������1��~7.5��ķ�Χ��ȡֵ��
3) ��ͼ9���Կ�����������������ǵĸı����ģ�ڴ����Ͻ������پ�����������ҪӰ�죺������������Ǧ�Խ��EsֵԽС��ģ�ڴ����Ͻ�������Խ���ȣ�Խ����������Ͳijߴ羫�Ⱥ����������������£�-5��ʱ��Esֵ�������������ǵļ�С�������������ԣ��������������Ӧ������-10��~-5�㷶Χ��ȡֵ��
�ۺϿ��Ǽ�ѹ��������ѹ����ģ�ڴ����Ͻ������پ����Ե�Ҫ�ɵõ�AZ31þ�Ͻ𱡱ڹܲ���20 MN��ѹ���Ͻ��з�����ѹ��ģ�߷�����������Ǻ���ȡֵ��ΧΪ-5��~1�㡣���ڸ�ս�ط�����������AZ31þ�Ͻ���ʵ��Ӧ�ù����л��ܵ��൱��ľ���Ťת�غɣ������亸������Ҫ��ϸߣ����ԣ�Ӧ�����㼷ѹ��������ѹ���������ٶȾ����Ե�ָ��Ҫ��Ļ����ϣ���߹ܲķ�����ѹ����ѹ��Ϊ��Ҫ�ο����أ�����ѡȡ��С�ķ������������(��ͼ7)����ˣ�ȷ��20 MN��ѹ���ϼ�ѹ�ù�����ռ�ط�������AZ31þ�Ͻ𱡱ڹܷ�����ѹģ�ߵ����ŷ������������Ϊ�¡�-5��(��б5��)��
3 ����
1) �������������ǵ�����ѹ����ֵ�Լ��ȶ������μ�ѹ��������ģ�߳��ڽ�������Խ���ȣ������������ҵ�ģǻ�ݻ�Խ���·������࣬���������ʽ��ͣ�����ѹ���������������ǵ������ȼ�С������=5��ʱ���ּ�Сֵ������Ч����
2) �ۺϿ��Ǽ�ѹ�������������ʡ����캸���� �����ܲijߴ羫�ȵ����أ�����20 MN��ѹ������øù��AZ31þ�Ͻ𱡱ڹܷ�����ѹģ�ߺ����������������Ϊ-5��~1�㣻����߹ܲĺ��캸������Ϊ�Ż�Ŀ�꣬��������ŷ�����������Ǧ¡�-5��(����б5��)��
REFERENCES
[1] �� ��, ��С��. ���Ͳļ�ѹ����������Ԫģ�⼰ģ���Ż����[J]. ��ɫ�����ӹ�, 2009, 39(3): 36-39.
ZHANG Yang, DENG Xiao-min. Numerical simulation of the extrusion process of aluminum profile and die structure optimization[J]. Nonferrous Metals Processing, 2009, 39(3): 36-39.
[2] �� ��, лˮ��, �ƹ���, ���ŷ�. �����Ҹ߶ȶԷ������ģ��ѹ���ι��̵�Ӱ��[J]. ϡ�н���, 2008, 32(4): 442-446.
CHENG Lei, XIE Shui-sheng, HUANG Guo-jie, HE You-feng. Effects of height of welding chamber on extrusion forming process of porthole die[J]. Chinese Journal of Rare Metals, 2008, 32(4): 442-446.
[3] ����˳, ˧�ʿ�, �� ��. �ȼ�ѹģ�����������ά��ֵ����[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2004, 35(1): 86-90.
NI Zheng-shun, SHUAI Ci-jun, ZHONG Jue. Three-dimensional coupled thermal-mechanical numerical analysis of hot extrusion dies[J]. Journal of Central South University: Science and Technology, 2004, 35(1): 86-90.
[4] ARIF A F M, SHEIKH A K, QAMAR S Z. A study of die failure mechanisms in aluminum extrusion[J]. Journal of Materials Processing Technology, 2003, 134(3): 318-328.
[5] ������. ���Ͳļ�ѹģ����ơ����켰ά��[M]. ����: ұ��ҵ������, 1999.
LIU Jing-an. The design, manufacturing, usage and maintenance of aluminum profile extrusion dies[M]. Beijing: Metallurgical Industry Press, 1999.
[6] �ƶ���, ��־��, ���, л����. ��������ȼ����ϽǶԷ��ιܷ���ģ��ѹ����������Ӱ��[J]. �й���ɫ����ѧ��, 2010, 20(5): 954-960.
HUANG Dong-nan, ZHANG Zhi-hao, LI Jing-yuan, XIE Jian-xin. Influences of welding chamber depth and welding angle on forming quality of extrusion of square tube by porthole die[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(5): 954-960.
[7] �ڱ���, �� ��, ֣ ��, �κ���, ������. �������ģ����ֵ�������Ż����[J]. ���Թ���ѧ��, 2007, 14(5): 79-82.
YU Bao-yi, YAN Li, ZHENG Li, SONG Hong-wu, WANG Yong-xiang. Numerical analysis and optimal design of porthole compound dies[J]. Journal of Plasticity Engineering, 2007, 14(5): 79-82.
[8] ۡ����, ��ʿ��. �������ģ��ѹ������ֵģ�⼰ģ���Ż����[J]. ���Թ���ѧ��, 2009, 16(2): 123-127.
DI Li-qing, ZHANG Shi-hong. Porthole die extrusion process numerical simulation and optimal die design[J]. Journal of Plasticity Engineering, 2009, 16(2): 123-127.
[9] ʯ ��. AZ31þ�Ͻ�ܲľ��ܳ��ι����о�[D]. ֣��: ���ϿƼ���ѧ, 2010.
SHI Lei. Study on technology of closed extrusion forging of AZ31 magnesium alloy tubing[D]. Zhengzhou: Henan University of Science, 2010.
[10] �����. þ�Ͻ����г��������±�ʽ������ֵģ���о�[D]. ����: ���ִ�ѧ, 2008.
WANG Qi-jun. Study on numerical simulation of AZ31 magnesium alloy AZ31 cycling crank isothermal closed-die forging[D]. Changchun: Jilin University, 2008.
[11] Ҷ����. AZ31þ�Ͻ�������ѹ�����������ģ���о�[D]. ����: ����������ѧ, 2007.
YE Yong-nan. Thermal-mechanical coupling numerical simulation of reciprocating extrusion processes on AZ31 Mg alloy[D]. Xi��an: Xi��an University of Technology, 2007.
[12] LIU G, ZHOU J, DUSZCZYK J. FE analysis of metal ?ow and weld seam formation in a porthole die during the extrusion of a magnesium alloy into a square tube and the effect of ram speed on weld strength[J]. Journal of Materials Processing Technology, 2008, 200: 185-198.
[13] JO H H, LEE S K, JUNG C S, KIM B M. A non-steady state FE analysis of Al tubes hot extrusion by a porthole die[J]. Journal of Materials Processing Technology, 2006, 173(4): 223-231.
[14] LI Qiang, CHRIS H, JOLLY M R. Finite element modeling simulation of transverse welding phenomenon in aluminum extrusion process[J]. Material Design, 2003, (24): 493-496.
[15] �� Ң, ����ҫ, �˽���, �� ��, ��Է��. ���Ͳļ�ѹ���ι��̽�������״̬����ֵģ��[J]. ��е���������, 2010(8): 198-200.
WANG Yao, ZHOU Zhao-yao, PAN Jian-yi, LIU Liang, WU Yuan-biao. Numerical simulation analysis of metal flowing state on aluminum profile extrusion process[J]. Machinery Design & Manufacture, 2010(8): 198-200.
[16] �� ��, �ľ���, ��־��, ���滳, ���̩, �γɺ�. ���ղ��������Ͳļ�ѹ���ι��ɵ�Ӱ��[J]. �й���ɫ����ѧ��, 2002, 12(6): 1154-1161.
YAN Hong, XIA Ju-kan, LI Zhi-gang, DONG Xiang-huai, YANG Guo-tai, HE Cheng-hong. Effect of technological parameters on profile extrusion forming process[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(6): 1154-1161.
[17] LI L, ZHANG H, ZHOU J, DUSZCZYK G Y, LI Z, ZHONG H. Numerical and experimental study on the extrusion through a porthole die to produce a hollow magnesium profile with longitudinal weld seam[J]. Materials and Design, 2008, 29: 1190-1198.
(�༭ ������)
ժ Ҫ�����ڿ�����AZ31þ�Ͻ𱡱ڹܷ�����ѹ��ȷ����Ч��DEFORM-3D����Ԫģ�ͣ�ģ���ʾ������������Ǧ¶Լ�ѹ��������ѹ����ģ�ڴ����Ͻ������پ����Ե�Ӱ����ɣ����Ԧ½����Ż���ơ��ۺϿ��Ǽ�ѹ�������������ʡ����캸���������ܲijߴ羫�ȼ���Ӧ�û��������أ���øù��AZ31þ�Ͻ𱡱ڹܷ�����ѹģ�ߵĺ����������������ȡֵ��ΧΪ-5��~1�㣬���ŷ������������Ϊ�¡� -5��(����б5��)��
