
DOI��10.19476/j.ysxb.1004.0609.2019.08.05
������Ƭ���Mg/Al���������ӽ��淴Ӧ����Ч��
������1��������1������ǿ1�����帣1�����廪2��ФǬ��1
(1. �ϲ���ѧ ���繤��ѧԺ���ϲ� 330031��
2. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 541004)
ժ Ҫ��
������AZ31B Mg/6061-T6AlΪ�о����Խ�������п��ͭ�����������ó������㺸���к����������ͷ���ܡ����ý���������SEM��XRD��������������о��˽�ͷ������֯����ѧ���ܡ���������� Mg/Al��ͷ�ں���ʱ��Ϊ1.1 sʱ��ͷ�¶ȴ�358.6 �棬�����γ���Al12Mg17��Al3Mg2��ɵ�����IMC���Բ㣬�����˽�ͷ��ѧ���ܣ��Ͽ�Ϊ���Խ�����ѣ�����п���ܽ��ͻ�ÿɿ���ͷ�ĺ���ʱ�䣬0.5 sʱ��ͷ���������Ϊ1154.4 N��˺����Ϊ146.9 N���Ͽڱ��ֳ����Զ����������溸��ʱ���ӳ�п������Ч�Խ��ͣ�����ͭ������Ч���Mg-AlϵIMC���γɣ�������Mg/Cu�����Բ���½�ͷ��ѧ���ܽϵͣ���������������Ч���Mg-AlϵIMC���γɣ�1.1 sʱ��ͷ�������ﵽ���ֵΪ1141.4 N����˺������С(72.2 N)��Mg/Ag����Ͽڳ��ִ��Զ���������
�ؼ��ʣ�
�������㺸��Mg/Al���ʺϽ��������仯����(IMC)��������Ƭ����ѧ������
���±�ţ�1004-0609(2019)-08-1606-10���� ��ͼ����ţ�TG453.9���� ���ױ�־�룺A
Ŀǰ������ҵӦ������������չ����Ҫ����Խ��Խ�㷺�ز��þ����ܶȵ͡���ǿ�Ⱥͱȸնȸߵ��ŵ�����Ͻ��þ�Ͻ�������ֲ���ʵ�ֳ���������������ʵ������������ȼ��Ч�ʺͽ��ܼ��ŵ�Ŀ��[1-4]��Ϊ�˳������þ�Ͻ������Ͻ���������ܣ������ֲ��Ͻ��к��Ӷ���ÿɿ������ӹ����ѳ�Ϊ��Ȼ����[5]������þ����֮����������ʴ��ڽϴ�IJ��죬���Ҷ����нϻ��û�ѧ���ʣ���Mg/Al���ó��溸�ӷ�������ʱ������������������γ��������Ƶ�ȱ��[6-7]���������м������γɴ�������Mg-AlϵIMC��Mg/Al���ӵļ����ѵ�[8-10]��Ϊʵ��þ�����ʺϽ�Ŀɿ����ӣ�����Ӧ���˰����ۻ��������ຸ�е��Ƚ����Ӽ������缤�⺸��[11]���ټ�벻���[12]������Ħ����[13]����������[8, 14]����ɢ��[15]�ȷ�����������Ӧ�ú��ַ����������о����γɴ����Ĵ���IMC�����ͺ��ӽ�ͷ���ܡ�
Ϊ�˼���þ/�������е�IMC���о��߲��������м��ķ���������������������ͷ����[16-17]����PANTELI��[8]��AZ31/ AA6111�����������У��ֱ�����������������������Ϳ����þ���������1 ��m�̲��100 ��m���㣬��������Ϳ����ɽ���IMC���ƽ����ȣ�����������Ч�ظ��ƽ�ͷ�Ķ����ܡ����첨��[18]�����Ͻ������û�ѧ�Ʒ�Ϳ��һ��3 ��m���㣬���ó������㺸������þ�Ͻӷ��֣���������Ч����ֹþ���������ɢ��������Mg-AlϵIMC���γɣ�������Ľ�ͷ����ǿ��������19.6%����⳿��[15]��þ�Ͻ�������ϡ����Ԫ�أ�������Mg/Al��ɢ���������֯�����ܵ�Ӱ�죬����������ܼ��ٽ��洦�Ħ�-Mg17Al12�γɣ������γɸ��۵㡢�����ȶ���Al11La3�࣬������1% ϡ����ʱ��ͷ����ǿ�����54%��DAI��[19]���õ绡��������������ϵͳ��������0.3 mm���в��þ�����ֽ����������ڽ�����Mg2Sn������������ȡ��Mg-Alϵ��IMC���γɣ����Ҽ���������˽�ͷ��ֵ���ء�GAO��[12]��6061���Ͻ��AZ31Bþ�Ͻ�TIG���У��о���ͬ��ȵ�п���Խ�ͷ���ܵ�Ӱ�죬�����ʵ���п���ɲ�����Ч����Mg/Al��ͷ���۽ṹ�������˽�ͷ�е�Mg-Alϵ��IMC��
��Mg/Al����ʱ���ò�ͬ���������м������Ч����IMC���γɲ�������ͷ���ܣ�����ֱ�����Ӳ�Ƭ��Ϊ�����һ�ַ�������Ȼ��������ױ�������Mg/Al����������п��ͭ�����м�в�[12, 20-21]������δ����Ӧ���ڳ����������е��о����������IJ���п��ͭ������Ƭ��Ϊ�м�����þ�����ʺϽ��������ӣ���������������Ϊ�ͽ�ͷ����ѧ���ܣ��Խ�ͷ�����ṹ��Ԫ�طֲ����Ͽ���ò�������о���
1 ʵ��
���ú��Ϊ0.5 mm��AZ31Bþ��6061-T6Al�Ͻ����г�������ӵ㺸���飬��Ʒ���Ϊ100 mm��20 mm��0.5 mm�������Ϊ40 mm�����ú�Ⱦ�Ϊ100 ��m��п��ͭ������Ƭ(���ȡ�99.99%)��Ϊ�м�в㡣����ʹ�õij������㺸�豸�ͺ�Ϊ NC-2020A (��ͼ1)��������Ƶ��Ϊ20 kHz������������Ϊ2 kW���������Ϊ 15 mm��6 mm��
ĸ���벭Ƭ�ֱ����1200#��5000#ɰֽ��ĥ��������Ĥ���þƾ���������Ȼ����ñ�ͪȥ����֬���̶�����ѹ��(F)�ͺ��ӹ���(P)�ֱ�Ϊ1145 N��1.4 kW������ʱ��(t)Ϊ0.5��0.7��0.9��1.1 s��ÿ������ֱ�3������������������˺�������ԣ��ֱ���չ���GB/T 7124��1986��GB/T 2790��1995���У�������˺����������ٶȷֱ�Ϊ1��2 mm/min�����ȣ��Ѳ�Ƭ�㺸��þ�Ͻ������������м�в㣬�㺸����ΪF=344 N��P=0.3 kW��t=0.3 s����Σ�����SEM������ͷ����ķ�Ӧ��Ϊ������EDS��XRD������ͷ���������Ԫ�طֲ�������WDW3050����������Խ�ͷ������������˺�������顣�ٴΣ������ͺ�ΪAT4508��·�����Ǻ�ֱ��Ϊ0.2 mm��K���ȵ�ż���������¶ȣ�����ʱ���òɼ����Ϊ0.1 s��
2 ��������
2.1 ���淴Ӧ��Ϊ
ͼ2��ʾΪ�ڲ�ͬ����ʱ����Mg/Al�������㺸��ͷ����BSE����ͼ2�ɼ������ӽ�����ܽ�ϣ�δ�������ơ��麸��ȱ�ݣ����ź���ʱ�����ӣ���ͷ�������־��״���������ڳ���������Ϊ�������Ӽ������ں��ӹ����У���������Ӵ���ĸ��ʩ�Ӻ���������������ѹ�����ڸ�Ƶ��������Ӧ������������ʹ��������Ĥ���顢�������º;ֲ��������������Ա��Σ��Ӷ�������е������ʵ����Ч���ӡ�
����ʱ��Ϊ0.5��0.7 sʱ�����δ���ִ��Ե�IMC�㣻��������ʱ��Ϊ0.9 sʱ�����������ϸ��������IMC��������ʱ�����ӵ�1.1 sʱ�������γ���Լ15 ��m����������IMC�㡣�Ժ���ʱ��Ϊ1.1 s�Ľ�ͷ�Ͽڽ���XRDɨ�裬�����ͼ3��ʾ����֪��ͷ�����γɵĴ���IMC���ɿ���Mg���Al12Mg17�Ϳ��������Al3Mg2��ɡ�����IMC��Ĺ�̬��������һ����ѭ�����߹��ɣ����IMC ���ȿ��Բ������������߷���������[22]��
 (1)
(1)
ʽ�У�X��IMC��ĺ�ȣ�t��K�ֱ��Ǽ���ʱ����������ʳ��������������ʳ���K���ڸ����¶���ͨ��Arrhenius���̼���
 (2)
(2)
ʽ�У�K0��ָǰ���ӣ�Q�ǻ�ܣ�R�Dz�������������T������ѧ�¶ȡ�����PANTELI��[22]ͨ�����Իع���ϳ�����K0 (5��104 ��m2/s)��Q (65 kJ/mol)ֵ����ϱ����������ķ�ֵ�¶ȣ�����1.1 sʱIMC��ĺ��Ϊ0.33 ��m������ʵ�ʺ������γɵ�IMC���Ȳ��dz�����������IMC���γɺ�����ͨ����ɢ���У��ڳ����������У���Ӧ���ʱ�������Ѹ�����ӿ�λŨ�ȣ��ٽ�λ����ֵ��ϸ�������ȣ�����������Ԫ����ɢϵ��[23]�����IMC���ں�С�ĺ���ʱ����Ѹ����������þ�����е���ɢ�ʸ������Al12Mg17 �ڽ������ȳɺ˲���������ʱ�������γ�������Ӧ�㣻���������Al12Mg17��Ӧ���谭��þ�����������ɢ����ʱAl3Mg2��Al12Mg17/Al����ɺ˲��Ը�����ٶȳ�������IMC����Al12Mg17��Al3Mg2���[24]��
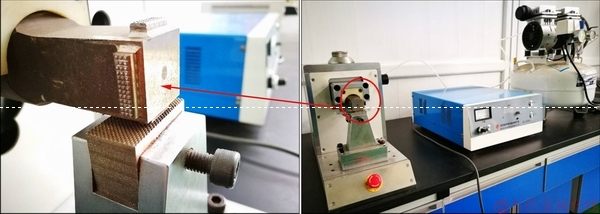
ͼ1 ������������������ò
Fig. 1 Ultrasonic welding equipment and sonotrode shape
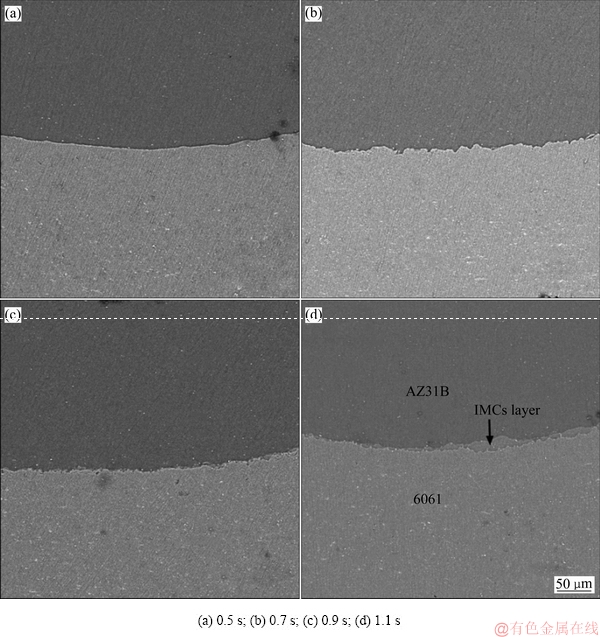
ͼ2 ��ͬ����ʱ����Mg/Al��ͷ��BSE��
Fig. 2 BSE images of Mg/Al joint with different welding time
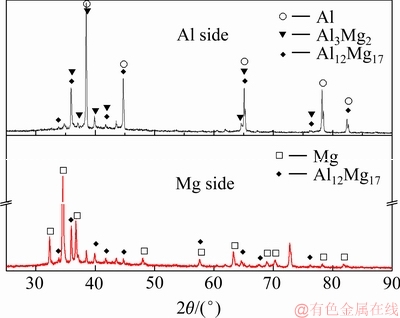
ͼ3 ����ʱ��Ϊ1.1 s��þ/����ͷ�Ͽ�XRD��
Fig. 3 XRD patterns of Mg/Al joint fracture with welding time of 1.1 s
���ź���ʱ���ӳ�����ͷ�����¶ȸı���ͼ4��ʾ��������ʱ��Ϊ1.1 sʱ�����ֵ�¶�Ϊ358.6 �棬��Ҳ��������������Ϊ�������Ӽ����������¶���δ�ﵽĸ�Ľ������۵㣬����ͨ������Ԫ����ɢ���γɻ�еǶ��ʵ����Ч���ӣ��������¶Ȳ�����PANTELI��[22]����Mg/Al��ͷ�¶ȴ�����ͬ�����������ʱ�����0.512 sʱ��Mg/Al��ͷ�¶Ⱦ�����400 �棬������ֲ����ԭ���������Ϻ�ȡ������豸�������豸�IJɼ����ȵ�������ء�
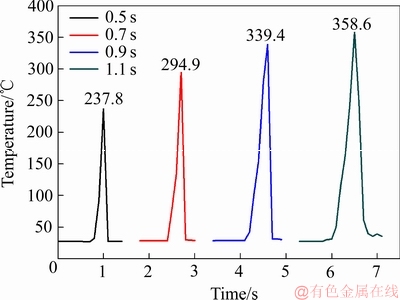
ͼ4 Mg/Al��ͷ���¶Ȳ������
Fig. 4 Temperature measurement results of Mg/Al joints
ͼ5��ʾΪ����п����ͷ����֯��EDSɨ��������ͼ5�ɼ����ڲ�ͬ����ʱ���¾����γ���ȱ�ݵ���Ч��ͷ��������ʱ��Ϊ0.5 sʱп�������״̬���溸��ʱ������ӳ�����п��������Խ��ͣ���������пΪ�����Ľ������۵�(419.53 ��)�ܵͣ��ڽ���Ħ����ѧ������п���ܸ�����������п�����������죬����ֻ�γɲ��ֵ�״п�㣻������п���������ã�������Mg/Al����ֱ�ӽӴ������Ƴ���Mg-AlϵIMC�γɣ�������ʱ��ﵽ1.1 sʱ����ͷ�����¶Ƚϸ߶�����п�ۻ�����þ�強�Ѷ����º���ʧЧ����EDS��ɨ����ʾ��п���д���þԪ�أ������ں���ʱ��Ϊ0.7 sʱп����Ѿ����ѳɲ�������п�飬����þԪ��Ѹ����ɢ����䵽п��֮�䡣
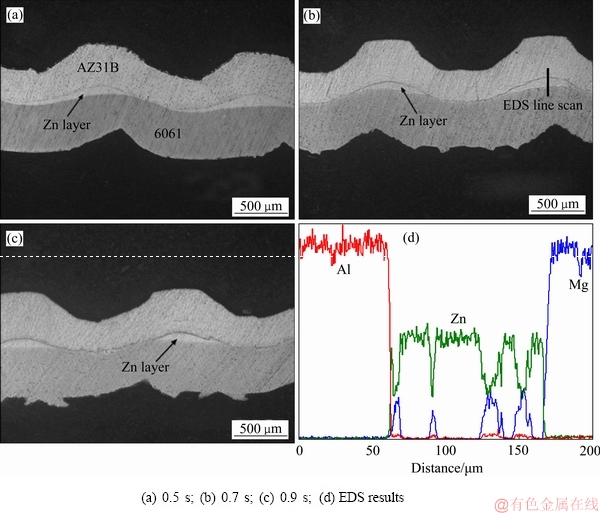
ͼ5 ��ͬ����ʱ���µ�Mg/Zn/Al��ͷ����֯��EDS��ɨ����
Fig. 5 Microstructure and EDS line scan results of Mg/Zn/Al joint with different welding time
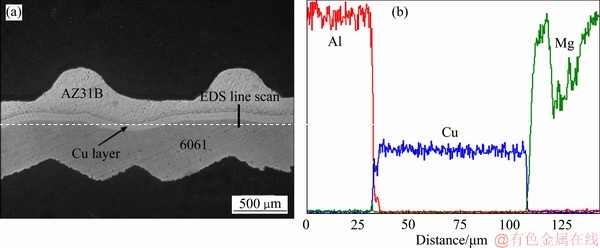
ͼ6 ����ʱ��Ϊ1.1 s��Mg/Cu/Al��ͷ����֯��EDS��ɨ����
Fig. 6 Microstructure(a) and EDS line scan results(b) of Mg/Cu/Al joint with welding time of 1.1 s
ͼ6��ʾΪ����ʱ��Ϊ1.1 s��Mg/Cu/Al��ͷ����֯��EDS��ɨ��������ͼ6�ɼ���������ʱ��Ϊ 1.1 sʱ����ͭ���Ľ�ͷ���������ã��������ȷֲ���ͭ����Ч�����Mg-AlϵIMC�γɡ���EDS����������Կ�����Al/Cu�����γɺ��ԼΪ6 ��m����ɢ�㣬����Al/Cu����������ʱ��ɢϵ��(1.4��103 m2/s[25])�ܴ����Al/Cu�����γɽϺ���ɢ�㡣����ͭ��þ��������ʺ;���ṹ����ϴ�������Խϲ���Mg/Cu������γ�Լ1 ��m����ɢ�㡣
����ʱ��Ϊ1.1 s�����������Ľ�ͷ����֯��ͼ7��ʾ����ͼ7�ɼ������������������״̬��ʵ����ȱ�ݵĿɿ����ӣ��ɹ������þ��������ɢ�Ӷ���ֹMg-Alϵ��IMC���γɡ�EDS��ɨ������ʾ�ڼ�����Ԫ�ص�Ũ�ȷֲ�����EDS������Ի��Al/Ag��Mg/Ag֮��Ԫ����ɢ���ȷֱ�ԼΪ2 ��m��6 ��m��������ֲ�������������þ�е���ɢ����(D0=3.65��10-4 m2/s)���������е���ɢ����(D0= 1.18��10-5 m2/s)��[21]��
2.2 ��ѧ���ܷ���

ͼ7 ����ʱ��Ϊ1.1 s��Mg/Ag/Al��ͷ���ṹ��EDS��ɨ����
Fig. 7 Microstructure and EDS line scan results of Mg/Ag/Al joint with welding time of 1.1 s
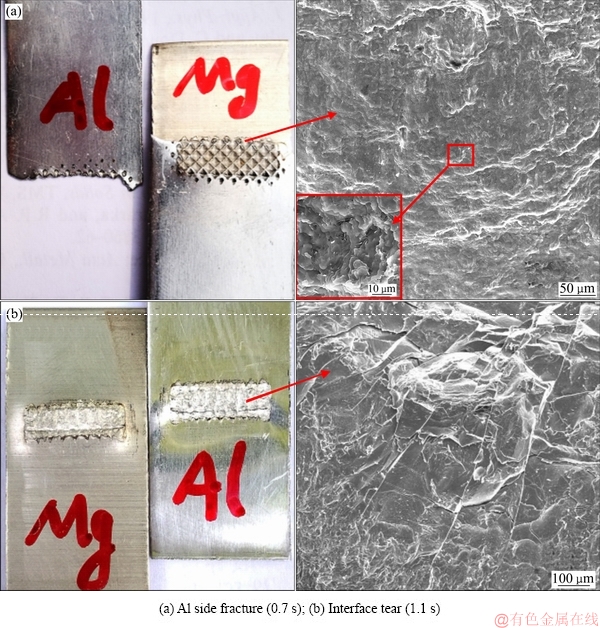
ͼ8 Al/Mg��ͷ˺������Ķ�����ʽ���Ͽ���ò
Fig. 8 Fracture form and fracture morphology of Al/Mg joint tear test
��Mg/Ag��ͷ����������˺��ʵ��ʱ����ͷʧЧ��ʽ��Ҫ��������Ѻͽ���˺�ѣ���ͼ8��ʾ����ͼ8 ��֪��������ʱ��Ϊ0.7 sʱ���Ͽ��ɴ���ƽ��Сƽ����ɣ��������Զ����������������ں������ͨ����еǶ�ϴﵽ��Ч��������δ�γɴ���IMC����ʱ��ͷ��˺�����ﵽ���(106.9 N)��������ʱ��Ϊ1.1 sʱ����ͷʧЧ��ʽΪ����˺���ҶϿڱ�����ִ�ƽ���������������ҶϿڴ��ڴ����Ķ������ƣ�������ͷʧЧѸ�ٷ��������ͼ2���������֪�����ڽ����γ�����IMC�㵼�½�ͷ��ѧ����Ѹ���½�����ʱ��ͷ����������˺�����ﵽ���ֵ�ֱ�Ϊ944.6 N��38.2 N����ͼ9��ʾ��Mg/Al��ͷ��������˺���������ź���ʱ���������������С��������ʱ��Ϊ0.9 sʱ���������ﵽ���ֵΪ1121.5 N����˺������0.7 sʱ��С����������0.9 sʱ����ֲ����������ϸС�ĵ�״IMC����ͷ��˺�����������������ȴ�IMC����Ե������չ���¶���ʧЧ��
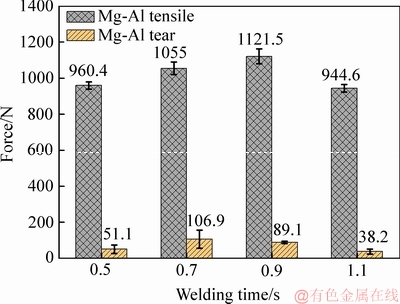
ͼ9 Mg/Al��ͷ��������˺����
Fig. 9 Tensile and tearing force of Mg/Al joint
ͼ10��ʾΪMg/Zn/Al��ͷ������˺��������������ͼ10��֪�����ź���ʱ���ӳ�����������С��˺�����ȼ�С�����ӣ�������ʱ��Ϊ0.5 sʱ�����������Ϊ1154.4 N����������0.5 s ʱ����п���ܱ����ں��������п�ʵؽ����ܿ���ʵ�����Ա��ζ��γɻ�еǶ�����ӡ���ͼ11��ʾ����ͷ��˺�ѶϿ�����ò��ʾ��������ֳ����Զ���������������ʱ���ӳ���0.7 sʱ�����ڲ���п���ڸ�Ӧ���ʱ��κ����������������������죬�ҽ�����Mg/Al����ֱ�ӽӴ�ʱ�䣬��������Ͻϲ����������˺�����½���0.9 sʱ��������������������ھֲ�п�����ۻ���þ���Ӱ��ͽ�ͷ������������������˺�����ܵ���������

ͼ10 Mg/Zn/Al��ͷ��������˺����
Fig. 10 Tensile and tearing force of Mg/Zn/Al joint
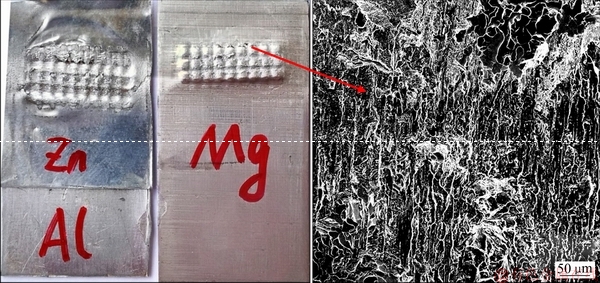
ͼ11 ����ʱ��Ϊ0.5 s ��Mg/Zn/Al��ͷ˺������Ķ�����ʽ���Ͽ���ò
Fig. 11 Fracture form and fracture morphology of Mg/Zn/Al joint tear test with welding time of 0.5 s
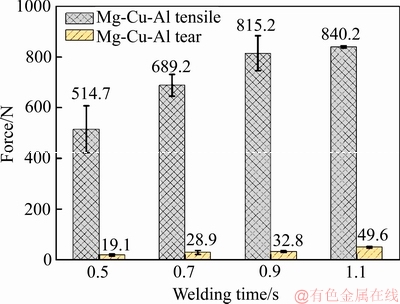
ͼ12 Mg/Cu/Al��ͷ��������˺����
Fig. 12 Tensile and tearing force of Mg/Cu/Al joint
ͼ12��ʾΪ��ͷ����ͭ�����������˺�������Խ������ͼ12��֪������ʱ���ӳ�ʱ����������˺���������ӣ����ֵ�ֱ�Ϊ840.2 N��49.6 N�����Mg/Al��ͷ����ѧ���ܸ��͡�����ͭ�����������˺��ӽ��棬ͭ���۵�(1086 ��)��Mg(650 ��)�ĸߣ������Ҫ���Ӻ���ʱ������γ���Ч���ӡ������ź���ʱ����������þ�������������κͺ�������������أ��ں�������������˺������ʱ����þ������ʧЧ(��ͼ13)��������ѧ���ܺ�С��ԭ��֮һ������ͭ��þ���ʲ������������ܽϲ��Mg/Cu/Al��ͷ��˺�ѶϿ���òͼ(��ͼ13)���Կ�����1.1 sʱMg/Cu�ֶϿ���⻬��δ���ι����ӣ��γ��ι̽�Ͼֲ�����Ͽڳʴ��Զ��ѣ��Ҵ��ڴ����������ơ����о�����[26]�ڴ�ĺ���������Mg/Cu������γɴࡢӲ��Mg2Cu����Ҳ�Ǿֲ�������ڴ�Ϻͽ�ͷ��ѧ���ܵ͵�ԭ�����ͭ�����ʺ����м�в�������Mg/Al��ͷ���ܡ�
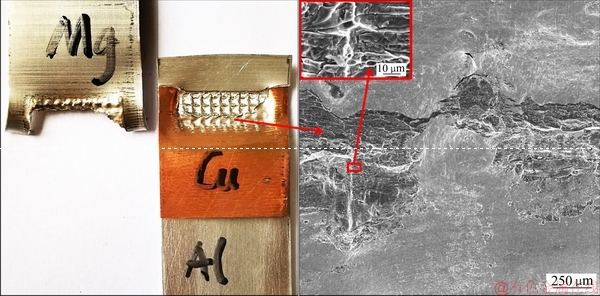
ͼ13 ����ʱ��Ϊ1.1 s ��Mg/Cu/Al��ͷ˺������Ķ�����ʽ���Ͽ���ò
Fig. 13 Fracture form and fracture morphology of Mg/Cu/Al joint tear test with welding time of 1.1 s
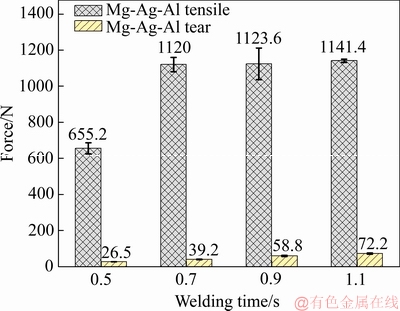
��ͷ����������������˺�������Խ����ͼ14��ʾ����ͼ14��֪������ʱ��Ϊ0.5 sʱ����ͷ��������˺�����ֱ�Ϊ655.2 N��26.5 N�������ں���ʱ��̽���δ��������Ӵ����γ���Ч���ӣ���0.7~1.1 sʱ��ͷ������������0.5 sѸ��������������ȶ���1.1 sʱ��ͷ�ﵽ���������Ϊ1141.4 N��˺�����溸��ʱ���������������ӣ����ֵ��Ϊ72.2 N��Mg/Ag����˺����ͼ15��ʾ����������������ͷ��Ȼ�����������������Դ���Mg/Ag���ܽϱ������棻�ɶϿ���òͼ(��ͼ15)���Կ�������ͷ�Ͽڳ��ִ��Զ����������Ҵ��ڴ����������ơ�
ͼ14 Mg/Ag/Al��ͷ��������˺����
Fig. 14 Tensile and tearing force of Mg/Ag/Al joint

ͼ15 ����ʱ��Ϊ1.1 s ��Mg/Ag/Al��ͷ˺������Ķ�����ʽ���Ͽ���ò
Fig. 15 Fracture form and fracture morphology of Mg/Ag/Al joint tear test with welding time of 1.1 s
3 ����
1) ���ó������㺸���Գɹ�ʵ��þ�����ʺϽӣ��ں���ʱ��Ϊ0.9 sʱ�ﵽ����������Ϊ1121.5 N�ͽϴ��˺����Ϊ89.1 N��������ʱ��Ϊ1.1 sʱ��ͷ���������Al12Mg17��Al3Mg2��ɵ���������IMC�㣬�����ؽ����˽�ͷ����ѧ���ܣ���ͷΪ���Զ��ѣ���ͷ�¶����ź���ʱ���ӳ���������1.1 sʱ�����¶����ֵΪ358.6 �档
2) ��������п���ܽ��ͺ���ʱ���ʵ�ֿɿ����ӣ�0.5 sʱ��ͷ��������˺�����ֱ�Ϊ1154.4 N��146.9 N���Ͽ�Ϊ���ֳ�����ռ�����������ź���ʱ���ӳ��������ں����п����٣�������ʱ���1.1 sʱ����п���ۻ�������þ�嵼�½�ͷʧЧ��
3) ��������ͭ������Ч���Mg-AlϵIMC���γɣ�������ͭ��Ӳ�Ƚϴ����۵�ߣ�����ʱ���ӳ�ʱþ�������������أ�������þ��ͭ�����Լ����ͷ����ʱ���ȴ�þ�����ʧЧ��Mg/Cu�Ͽ���ֱ���⻬�������ι���������Ϊ���Զ����Ҵ��ڴ����������ƣ����ͭ�����ʺ���Ϊ�м��������Mg/Al��ͷ���ܡ�
4) ��������������Ч���Mg-AlϵIMC���γɣ�1.1 s��ͷ�������ﵽ���Ϊ1141.4 N��Mg/Al��ͷ�ĸߣ���˺������С(72.2 N)��Mg/Ag����Ϊ��ͷ���ϵı����棬��Ͽڳ��ִ��Զ���������
REFERENCES
[1] ������, �ܵ���, ����ˮ, ���ٻ�, ��С��, �� ��. ��/�����ֽ������ӷ�ĩ�ļ��⺸��[J]. �й���ɫ����ѧ��, 2013, 23(12): 3401-3409.
ZHANG Li-juan, ZHOU Dian-wu, LIU Jin-shui, XU Shao-hua, QIAO Xiao-jie, LI Sheng. Laser welding of steel/aluminum dissimilar metal with powder addition[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(12): 3401-3409.
[2] PENNER P, LIU L, GERLICH A, ZHOU Y. Feasibility study of resistance spot welding of dissimilar Al/Mg combinations with Ni based interlayers[J]. Science & Technology of Welding & Joining, 2013, 18(7): 541-550.
[3] AZIZI A, ALIMARDAN H. Effect of welding temperature and duration on properties of 7075 Al to AZ31B Mg diffusion bonded joint[J]. Transactions of Nonferrous Metals Society of China, 2016, 26(1): 85-92.
[4] ˧ ��, ��־��, �� ��, �ֵǷ�. þ/�����ֲ��Ϻ����о���״[J]. ���Ӽ���, 2017(2): 1-4.
PENG Shuai, WU Zhi-sheng, ZHAO Fei, JIA Deng-feng. Research status of magnesium/aluminum dissimilar materials welding[J]. Welding Technology, 2017(2): 1-4.
[5] �� Ӱ, ��, ���ƽ. Mg/Al���ֽ������ӵ��о���״[J]. ϡ�н��������빤��, 2012, 41(s2): 109-112.
Chen Ying, Shen Changbin, Ge Jiping. Research progress on the welding of Mg/Al dissimilar metals[J]. Rare Metal Materials and Engineering, 2012, 41(s2): 109-112.
[6] ������, �� ��, ��·ƽ, ����ʤ, �� ��. Mg/Al�����ɢ����ͷ���������֯����ѧ����[J]. �й���ɫ����ѧ��, 2017, 27(6): 1083-1090.
MA Yun-zhu, WU Lei, LONG Lu-ping, LIU Wen-sheng, LIU Chao. Microstructure and mechanic property of Mg/Al joints obtained by vacuum diffusion bondings[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(6): 1083-1090.
[7] ���ѱ�, �����, �� ��, ��־��, �� ��. ���ָ�ǿ���Ͻ����Ħ������ӽ�ͷ��ȱ�ݺ���������[J]. �й���ɫ����ѧ��, 2014, 24(5): 1167-1174.
SONG You-bao, YANG Xin-qi, CUI Lei, ZHONG Zhi-kang, XIAO Peng. Defects and tensile properties of friction stir welded lap joints for dissimilar high-strength aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(5): 1167-1174.
[8] PANTELI A, ROBSON J D, CHEN Y C, PRANGNELL P B. The effectiveness of surface coatings on preventing interfacial reaction during ultrasonic welding of aluminum to magnesium[J]. Metallurgical & Materials Transactions A, 2013, 44(13): 5773-5781.
[9] DAI Xiang-yu, ZHANG Hong-tao, LIU Ji-hou, FENG Ji-cai. Microstructure and properties of Mg/Al joint welded by gas tungsten arc welding-assisted hybrid ultrasonic seam welding[J]. Materials & Design, 2015, 77: 65-71.
[10] POOYAP,ABBASIM. Materials flow and phase transformation in friction stir welding of Al6013/Mg[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(5): 1253-1261.
[11] OGURA T, NETSU S, YOKOCHI T, SAIDA K. Dissimilar metal joining of A5052 aluminum alloy and AZ31 magnesium alloy using laser brazing[J]. Materials Science Forum, 2016, 879: 2532-2536.
[12] ������. TIG�绡Ԥ�ȸ����µ�Mg/Al���ֽ������������������о�[D]. ������: ��������ҵ��ѧ, 2014.
LIU Ji-hou. Research on ultrasonic seam welding process of dissimilar metals of Mg/Al with the preheating of TIG arc[D]. Harbin��Harbin Institute of Technology, 2014.
[13] LEE K J, KWON E P. Microstructure of stir zone in dissimilar friction stir welds ofAA6061-T6 and AZ31 alloy sheets-TNMSC[J]. Transactions of Nonferrous Metals Society of China, 2015, 24(7): 2374-2379.
[14] PANTELI A, CHEN Y C, STRONG D, ZHANG X, PRANGNELL P B. Optimization of aluminium-to- magnesium ultrasonic spot welding[J]. JOM, 2012, 64(3): 414-420.
[15] ��⳿, ������, ������, Alan LUO, ������. La��þ/��Һ����ɢ���ӽ�����֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(11): 2743-2748.
XU Guang-chen, CHEN Yi-qing, LIU Li-hua, Alan LUO, MA Li-kun. Effect of La on structures and properties of the liquid-solid diffusion bonding interface of magnesium/ aluminum[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(11): 2743-2748.
[16] GAO Qiong, WANG Ke-hong. Influence of Zn interlayer on interfacial microstructure and mechanical properties of TIG lap-welded Mg/Al joints[J]. Journal of Materials Engineering & Performance, 2016, 25(3): 756-763.
[17] PATEL V K, BHOLE S D, CHEN D L. Improving weld strength of magnesium to aluminium dissimilar joints via tin interlayer during ultrasonic spot welding[J]. Science & Technology of Welding & Joining, 2013, 17(5): 342-347.
[18] ���첨, ������, �� �, ��ԣ��, �� Х. ��ѧ�������þ�����ֽ������������ӵ�Ӱ��[J]. ���Ͽ�ѧ�빤��, 2017, 25(2): 35-38.
CUI Qing-bo, LI Yu-long, YANG Jin, WANG Yu-bo, YU Xiao. Effects of chemical plating Sn coating on the ultrasonic spot welding of Mg/Al dissimilar metals[J]. Meterials Science & Technology, 2017, 25(2): 35-38.
[19] DAI Xiang-yu, ZHANG Hong-tao, WANG Bo, JI Ang, LIU Ji-hou, Feng Ji-cai. Improving weld strength of arc-assisted ultrasonic seam welded Mg/Al joint with Sn interlayer[J]. Materials and Design, 2016, 98: 262-271.
[20] ��ǿ, �� ��, ������. ͭ��Ĥ���м���þ����ɢ����[J]. �人���̴�ѧѧ��, 2012, 34(8): 62-66.
LUO Guo-qiang, YI Kai, WANG Yi-yu. Diffusion bonding of magnesium alloy and aluminum alloy using copper film as interlayer[J]. Journal of Wuhan Institute of Technology, 2012, 34(8): 62-66.
[21] WANG Yi-yu, LUO Guo-qiang, ZHANG Jian, SHEN Qiang, ZHANG Lian-meng. Effect of silver interlayer on microstructure and mechanical properties of diffusion- bonded Mg-Al joints[J]. Journal of Alloys & Compounds, 2012, 541(30): 458-461.
[22] PANTELI A, ROBSON J D, BROUGH I, PRANGNELL PB. The effect of high strain rate deformation on intermetallic reaction during ultrasonic welding aluminium to magnesium[J]. Materials Science and Engineering A, 2012, 556: 31-42.
[23] PATEL V K, BHOLE S D, CHEN D L. Characterization of ultrasonic spot welded joints of Mg-to-galvanized and ungalvanized steel with a tin interlayer[J]. Journal of Materials Processing Technology, 2014, 214(4): 811-817.
[24] LI Wang, YIN Wang, PRANGNELL P, ROBSON J. Modeling of intermetallic compounds growth between dissimilar metals[J]. Metallurgical & Materials Transactions A, 2015, 46(9): 4106-4114.
[25] KULEMIN A V, KHOLOPOV Y V. The diffusion processes taking place during the ultrasonic welding of copper to aluminum (translation)[J]. Automat Weld, 1980, 33(6): 11-13.
[26] ���ϼ, ����, ����. þ�Ͻ�/ͭ�������㺸��ͷ������֯������[J]. �ȼӹ�����, 2016(17): 192-196.
LI Cai-xia, YANG Yan, ZHAO Xiao. Interfacial microstructure and mechanical properties of magnesium alloy/Cu ultrasonic spot welded joints[J]. Hot Working Technology, 2016(17): 192-196.
Effectiveness of metal foil barrier interfacial reaction during ultrasonic welding of Mg/Al
LI Ming-feng1, WANG Guan-ming1, ZHU Zheng-qiang1, ZHANG Yi-fu1, HU Qing-hua2, XIAO Qian-kun1
(1. School of Mechanical & Electrical Engineering, Nanchang University, Nanchang 330031, China;
2. School of materials science and Engineering, Guilin University of Technology, Guilin 541004, China)
Abstract: In this paper, AZ31B Mg/6061-T6 Al was used as the research object. The foils of Zn, Cu and Ag were added to the interface, respectively, and ultrasonic spot welding was used to inspect the joint performance. The microstructure and mechanical properties of the joints were investigated by metallographic microscope, SEM, XRD and tensile tester. The results show that when the welding time is 1.1 s, the joint temperature reaches 358.6 ��C, and the interface forms a continuous IMC brittle layer composed of Al12Mg17 and Al3Mg2, which reduces the mechanical properties of the joint and the fracture is brittle dissociative fracture. Adding Zn foil to the interface can reduce the welding time for obtaining reliable joints. The maximum tensile shear force is 1154.4 N and the tear force is 146.9 N at 0.5 s. The fracture shows the characteristics of toughness, and the effectiveness of Zn foil decreases with the increase of welding time. The addition of Cu foil effectively blocks the formation of Mg-Al IMC, however, due to the poor weldability of Mg/Cu, the mechanical properties of the joint are very poor. The addition of Ag foil can also effectively block the formation of Mg-Al IMC. The tensile shear force of the joint reaches a maximum of 1141.4 N at 1.1 s, but the tearing force is small (72.2 N). The fracture of the Mg/Ag interface exhibits brittle fracture characteristics.
Key words: ultrasonic spot welding; Mg/Al heteroalloy; intermetallic compounds; metal foil; mechanical property
Foundation item: Project(51365039) supported by the National Natural Science Foundation of China; Project(U1731118) supported by the Joint Research Fund in Astronomy under Cooperative Agreement between the National Natural Science Foundation of China (NSFC) and Chinese Academy of Sciences (CAS)
Received date: 2018-08-22; Accepted date: 2019-01-21
Corresponding author: WANG Guan-ming; Tel: +86-13767058021; E-mail: zgwangguanming@126.com
(�༭ ��ѧ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51365039)��������Ȼ��ѧ����ίԱ��-�й���ѧԺ�������ϻ���������Ŀ(U1731118)
�ո����ڣ�2018-08-22�������ڣ�2019-01-21
ͨ�����ߣ���������������ʦ���绰��13767058021��E-mail��zgwangguanming@126.com
ժ Ҫ��������AZ31B Mg/6061-T6AlΪ�о����Խ�������п��ͭ�����������ó������㺸���к����������ͷ���ܡ����ý���������SEM��XRD��������������о��˽�ͷ������֯����ѧ���ܡ���������� Mg/Al��ͷ�ں���ʱ��Ϊ1.1 sʱ��ͷ�¶ȴ�358.6 �棬�����γ���Al12Mg17��Al3Mg2��ɵ�����IMC���Բ㣬�����˽�ͷ��ѧ���ܣ��Ͽ�Ϊ���Խ�����ѣ�����п���ܽ��ͻ�ÿɿ���ͷ�ĺ���ʱ�䣬0.5 sʱ��ͷ���������Ϊ1154.4 N��˺����Ϊ146.9 N���Ͽڱ��ֳ����Զ����������溸��ʱ���ӳ�п������Ч�Խ��ͣ�����ͭ������Ч���Mg-AlϵIMC���γɣ�������Mg/Cu�����Բ���½�ͷ��ѧ���ܽϵͣ���������������Ч���Mg-AlϵIMC���γɣ�1.1 sʱ��ͷ�������ﵽ���ֵΪ1141.4 N����˺������С(72.2 N)��Mg/Ag����Ͽڳ��ִ��Զ���������
[4] ˧ ��, ��־��, �� ��, �ֵǷ�. þ/�����ֲ��Ϻ����о���״[J]. ���Ӽ���, 2017(2): 1-4.
[5] �� Ӱ, ��, ���ƽ. Mg/Al���ֽ������ӵ��о���״[J]. ϡ�н��������빤��, 2012, 41(s2): 109-112.
[12] ������. TIG�绡Ԥ�ȸ����µ�Mg/Al���ֽ������������������о�[D]. ������: ��������ҵ��ѧ, 2014.
[20] ��ǿ, �� ��, ������. ͭ��Ĥ���м���þ����ɢ����[J]. �人���̴�ѧѧ��, 2012, 34(8): 62-66.
[26] ���ϼ, ����, ����. þ�Ͻ�/ͭ�������㺸��ͷ������֯������[J]. �ȼӹ�����, 2016(17): 192-196.
