
���±�ţ�1004-0609(2014)04-0863-07
1235���Ͻ���������̬����֯�ı���
ë����1��������1���� ��2��ʷ����1������1������ά1
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 650093��
2. ����ʡ����ұ���о�Ժ �����о��������� 650031)
ժ Ҫ��
ժ Ҫ�������������������Ʊ�6 mm���ƺ�Ϊ1235�����Ͻ����ø߷ֱ���羵(TEM)��ɨ��羵(SEM)�ͱ�ɢ��������似��(EBSD)������̬(TRC)��Ʒ���۽ṹ���б������������������̬��1235���Ͻ���п���������֯���������ߴ���30~100 nm֮������ྦྷ��֯������( )���滬�ƵĻ��ƴ����ܶ�λ���ߵ�������Ա�����֯��������(100)�����������ٽᾧ��֯��Fe��Si�Ȳ���Ԫ�ع����ڻ���Al�У�������̬�¾���ֱ�������ֲ���20~50 ��m֮�䣬�Ҳ����Ľ�ǿ֯����{210}<122>��{122}<210>��{210}<125>�ȣ�������֯����ͭ֯��{112}<111>��{112}<110>��
)���滬�ƵĻ��ƴ����ܶ�λ���ߵ�������Ա�����֯��������(100)�����������ٽᾧ��֯��Fe��Si�Ȳ���Ԫ�ع����ڻ���Al�У�������̬�¾���ֱ�������ֲ���20~50 ��m֮�䣬�Ҳ����Ľ�ǿ֯����{210}<122>��{122}<210>��{210}<125>�ȣ�������֯����ͭ֯��{112}<111>��{112}<110>��
�ؼ��ʣ�
1235���Ͻ��������������۽ṹ���߷ֱ���羵�����ӱ�ɢ��������֯����
��ͼ����ţ�TG146.21 �� �� ���ױ�־�룺A
Characterization of microstructure of 1235 aluminum alloy sheet produced by twin roll casting
MAO Hong-liang1, WANG Jian-hua1, YANG Gang2, SHI Qing-nan1, YI Jian-hong1, CHEN Liang-wei1
(1. Faculty of Materials Science and Engineering, Kunming University of Science and Technology,
Kunming 650093, China
2. Materials Research Institute, Kunming Metallurgy Research Institute, Kunming 650031, China)
Abstract: The microstructures of 6 mm-thick 1235 aluminum alloy sheets produced by twin roll casting (TRC) were investigated by high-resolution transmission electron microscopy (HRTEM), scanning electron microscopy (SEM) and backscattered electron diffractometry (EBSD). The results show that there are rapidly solidified microstructures with nano-polycrystalline grains ranging in 30-100 nm, severe plastic deformation structures sliding bands along () direction, high density dislocation lines and recrystallized microstructures growing along (100) direction in the sheets. Additive elements, such as Fe and Si, exist in Al solid solution. In casting state, grain diameter almost evenly distributes in 20-50 ��m; in the sheets produced by TRC, there are dominating textures, such as {210}<122>, {122}<210> and {210}<125>, and secondary textures, such as copper texture {112}<111> and {112}<110> .
Key words: 1235 aluminum alloy; twin roll casting(TRC); microstructure; high-resolution transmission electron microscopy; backscattered electron diffraction(EBSD); texture
1235���Ͻ��Ǵ����Ͻ���Ҫ����������Ʒ��˫��������������������͵����ԡ����ᡢ�ܱպͰ����Ժõ�һϵ���ŵ㣬�㷺����ʳƷ�����ϡ����̡�ҩƷ������װ塢��ͥ����Ʒ�ȵİ�װ���ϣ������������ϣ����������������������ݵȵĸ��Ȳ��ϣ���������Ϊװ�εĽ����ߡ���ֽ�Լ������ľ�ӡˢƷ���Ṥ��Ʒ��װ���̱��[1]�����ž��ú����ķ�չ�ͽ����Լ���������;��Ӧ��������ؼ�������չ��������Ӧ�������ǰ��Խ��Խ������������ҵ�ѳ�Ϊ��ǰ����ʮ�ֹ�ע�IJ��Ϲ�ҵ��Ŀǰ�������м��������ϸߵ���˫������Ӧ��ʮ�ֹ㷺��������������ʹ�ø�������˫�������⣬90%�İ�װ������ʹ�õ�Ҳ��˫���������������̹��̶�Һ̬������������ҪӰ�죬��ֱ�Ӿ�������������֯���Ӷ��Բ��ϵ���������Ҫ�����ú�Ӱ��[2-5]���������������������������Ʊ��²��ϵ�Ӧ��Խ��Խ�㷺[6]�������Ǽ�����þ�Ͻ�[7-12]�����Ͻ�[13-17]���������߶����������������õ���1235�������ϵĿ��ټ�����������֯���з����ͱ������Ӷ�Ϊ�Ͻ�ĺ����ӹ��ṩ�ο�������������������������Ϊһ������ʹҺ̬��ֱ�����������ģ����������������������봫ͳ�����������������ķ�����ȣ����й��̼����̶̡��ܺĵ͡��ɱ��͵��ŵ㣬���һ��������õĺϽ���ѧ���ܡ�����������������ʵ��������ȴ�����̣���������߲��ϵ����Գ������������������������ٶȶ����Ͻ����֯�����ܶ���Ӱ�죬��������Խϸߵ��������ʣ���������Ͻ�����ṹ������Ӱ�죬�������ƫ����ϸ������[18]����������������������ʱ����һ������ͨ��Al-Ti-B˿���о���ϸ����
��������������õ����Ͻ�����������֯�����ṹ�ԺϽ�������кܴ�Ӱ�죬���״������õ��������ϵ��۽ṹ��֯����ṹ�ͳɷ�����������������ϵ���о����ױ������١������ڵ��ӱ�ɢ������(EBSD)�����ܶԾ�����ϴ��������������ľ���ѧȡ����Ϣ�Ŀ��ٱ궨������EBSD���������о����Ͻ�ľ��������������ߴ硢����ȡ���Ǿ�������[19-20]�������ø߷ֱ���羵���Զ����Ͻ��еڶ�����з���[21]����ˣ���������������羵(TEM)�ͱ�ɢ��������(EBSD)���״εõ���6 mm�������̬�����ϵ�����֯����ṹ����ɷֽ��б�����Ϊ�о������ϵ��۽ṹ�������������������֮��Ĺ�����ϵ���»�����
1 ʵ��
1.1 ʵ��ԭ��
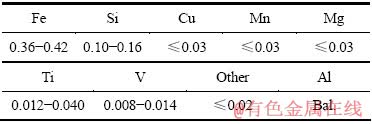
����������ʱ���ƺ�Ϊ1235���Ͻ�ɷ����ϣ���Ӧ�ľ���ɷּ���1��
��1 1235���Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of 1235 aluminum alloy (mass fraction, %)
1.2 ʵ�鷽��
��ʵ����ѡ������ij������˾˫����������������6 mm����������Ͻ���ʵ�顣
1.2.1 ����Ʒ�Ʊ�
ѡȡ�������״εõ���6 mm�������ϣ������²��������羵�����Ʊ���1) ��6 mm����������и��г�Լ0.5 mm��ľ��ȱ�Ƭ��2) �������ô�ɰֽ��ϸɰֽ��ĥ��Լ150~200 ��m��3) ����ĥ��Լ100 ��m���Һ�4) ���d 3 mm ��ԲƬ��5) ѡ��10%(�������)�ĸ������90%�ı�������Һ�����Һ��˫��������ǵĵ�ѹ��50 V��������30 mA����d 3 mm��ԲƬ���ļ�����С�ף�6) Ѹ��ȡ����������������ˮ�Ҵ���Ưϴ�ɾ������ͺ�ΪJEM-2100����羵�½��з���������ٵ�ѹΪ200 kV��
1.2.2 EBSD��Ʒ�Ʊ�
ѡȡ�������״εõ���6 mm�������ϣ��и�ɱ߳�Ϊ10 mm��С���飬�����²������EBSD�������Ʊ������Ȱ���������Ҫ������(��Ʒ����Ĺ��ȴﵽ0.5~1.0 ��m)����ν��е���⣬���ҺΪ10%HClO4+90%CH3COOH(�������)�����ѹΪ18~20 V������Ϊ1.5~2.0 A��
2 ��������
2.1 �����ϵ�TEM����

ͼ1 6 mm��1235�����ϵĸ߷ֱ���羵ͼ
Fig. 1 High-resolution transmission electron microscopies of 6 mm-thick 1235 aluminum alloy sheets produced by TRC
��TEM�����������״εõ���6mm�������ϣ���ͼ1��ʾ����ͼ1(b)��(c)��Բ��ѡ������������������õ���ͼ1(d)��ʾ�Ķྦྷ����ĵ�������ߵ㡣���ڵ������������ֱ��Ϊ2~3 ��m�����������ڵ�����������ǧ������ˣ��γɶྦྷ����ߵ����������С������30~100 nm֮�䣬��Щ��������Һ̬�����ڹ��ȼ������γɵģ��ǵ��͵Ŀ���������֯����ͼ1(c)�е�����������������������õ���ͼ1(e)��ʾ������������ߵ㣬ͼ1(e)��ʾΪ���淨�߷���� ��������õ��ĵ�����������ߵ�ͼ�������İߵ����ڵİߵ��Ӧ�ľ���ָ��Ϊ{111}��{220}��{311}������һ�װߵ�ɱ궨Ϊ
��������õ��ĵ�����������ߵ�ͼ�������İߵ����ڵİߵ��Ӧ�ľ���ָ��Ϊ{111}��{220}��{311}������һ�װߵ�ɱ궨Ϊ ��(220)��(311)����ˣ�ͼ1(c)�ɽ���Ϊ���������������ƺ�ƽ�����죬���ı߽��л��ƴ����뻬�ƴ����ڵ���������������
��(220)��(311)����ˣ�ͼ1(c)�ɽ���Ϊ���������������ƺ�ƽ�����죬���ı߽��л��ƴ����뻬�ƴ����ڵ���������������
��ͼ2(a)��(b)���о��滬��ֱ�Ӳ����Ľ���ƽ��̨�ף�̨����30~50 nm֮�䡣��ͼ2(a)��(b)��Բ��ѡ��������������������������ͼ2(c)��ʾ�ĵ�������ߵ㣬���װߵ�����λ����ͬ��3���������ߵ��Ӷ��ɣ��ɵ��Ӱߵ��������֪�������� ��������˻��ơ���ͼ2(f)�г�����ߵĻ��ƴ��⣬�ұ�������ѡ�������ܼ��Ľ���ƽ�е�λ���ߡ���ͼ2(e)��Բ��ѡ������������������õ���ͼ2(e)��ʾ�����ĵ������䵥���ߵ㣬ͼ2(e)��ʾΪ����ķ��߷����[001]��������õ��ĵ�����������ߵ�ͼ�������İߵ����ڵİߵ��Ӧ�ľ���ָ��Ϊ{200}��{020}��{220}������һ����ָ���ߵ�궨�ֱ�Ϊ(200)��(020)��(220)��ͼ2(a)��(c)��(e)����ʾ���ĵ����������侧����С���������ϣ�������ȡ���в��졣�ڸ���Ʒ����δ�۲쵽Fe��Si��Ti �ĵڶ��࣬˵�����Ǽ����ܳʹ�����ֲ�������еڶ��࣬Ҳ��Ϊ�����ࡣ
��������˻��ơ���ͼ2(f)�г�����ߵĻ��ƴ��⣬�ұ�������ѡ�������ܼ��Ľ���ƽ�е�λ���ߡ���ͼ2(e)��Բ��ѡ������������������õ���ͼ2(e)��ʾ�����ĵ������䵥���ߵ㣬ͼ2(e)��ʾΪ����ķ��߷����[001]��������õ��ĵ�����������ߵ�ͼ�������İߵ����ڵİߵ��Ӧ�ľ���ָ��Ϊ{200}��{020}��{220}������һ����ָ���ߵ�궨�ֱ�Ϊ(200)��(020)��(220)��ͼ2(a)��(c)��(e)����ʾ���ĵ����������侧����С���������ϣ�������ȡ���в��졣�ڸ���Ʒ����δ�۲쵽Fe��Si��Ti �ĵڶ��࣬˵�����Ǽ����ܳʹ�����ֲ�������еڶ��࣬Ҳ��Ϊ�����ࡣ
2.2 �����ϵ�EBSD����
��EBSD�����������״εõ���6 mm�������ϣ�������С��ͼ3��ʾ����ͼ3(a)�ɿ���������С��ֱ�۷ֲ�����ͼ3(b)�ɵó�������С��ͳ����״�ֲ�����ͼ3�п�֪���������״εõ��������Ͼ���ֱ������ƽ���ֲ���20~50 ��m֮�䡣

ͼ2 6 mm��1235�����ϵ�HRTEM��
Fig. 2 HRTEM images of 6 mm-thick 1235 aluminum alloy sheets produced by TRC
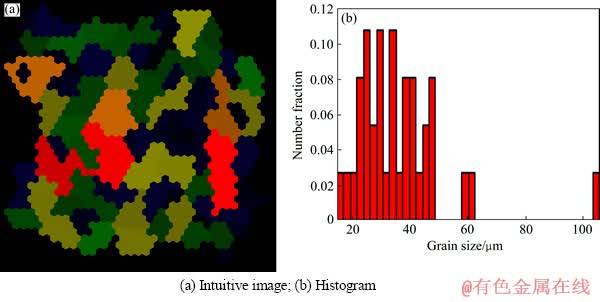
ͼ3 6 mm�������Ͼ�����С�ֲ�ͼ
Fig. 3 Grain size distribution of 6 mm-thick aluminum sheets
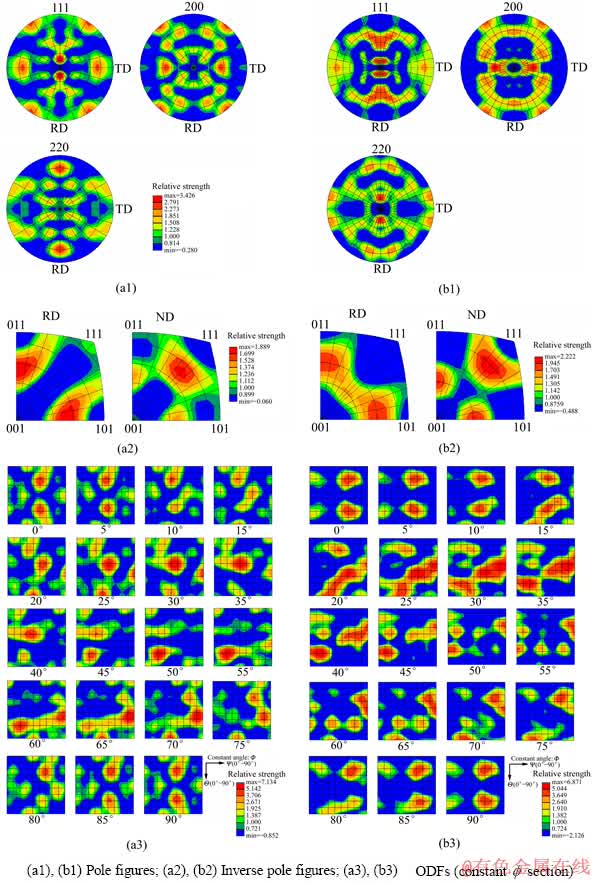
ͼ4 6 mm��1235������EBSD֯��ͼ
Fig. 4 EBSD texture figures of 6 mm-thick 1235 aluminum sheets
ͼ4��ʾΪ6 mm�������ϵļ�ͼ������ͼ��ODFͼ�����е�ͼ(a)��(b)�ֱ����ͬһ����Ʒ�е�������ͬ�Ĺ۲������ý���������ͼ4(a1)��Ӧ��֯����{221}<112>��{112} ͭ��֯����ͼ4(b1)��Ӧ��֯����{221}<012>��{125}
ͭ��֯����ͼ4(b1)��Ӧ��֯����{221}<012>��{125} ��{112}ͭ��֯������ͼ4(a2)������֪�����淨��(ND)һ�µľ�����{210}��{221}��������(RD)һ�µľ�����{210}��{111}����ͼ4(b2)�������淨��(ND)һ�µľ�����{210}��{211}��������(RD)һ�µľ�����{210}��{320}����ͼ4�ķ���ͼ((a2), (b2))�����У�����ǿ�ȸߵ���������Ƚϴ���ȷ������ָ��ʱ���ϴ��ȼ�ͼ��ȷ������ָ��Ҫ���ס���ͼ4(a3)��(b3)���з�����֪����ͼ4(a3)����ǿ֯�����
��{112}ͭ��֯������ͼ4(a2)������֪�����淨��(ND)һ�µľ�����{210}��{221}��������(RD)һ�µľ�����{210}��{111}����ͼ4(b2)�������淨��(ND)һ�µľ�����{210}��{211}��������(RD)һ�µľ�����{210}��{320}����ͼ4�ķ���ͼ((a2), (b2))�����У�����ǿ�ȸߵ���������Ƚϴ���ȷ������ָ��ʱ���ϴ��ȼ�ͼ��ȷ������ָ��Ҫ���ס���ͼ4(a3)��(b3)���з�����֪����ͼ4(a3)����ǿ֯����� ��
�� ��
�� ���д�ǿ֯�����
���д�ǿ֯����� ��
�� ��
�� ����ͼ4(b3)����ǿ֯�����
����ͼ4(b3)����ǿ֯����� ��
�� �����д�ǿ֯�����
�����д�ǿ֯����� ��
�� ����ODF����ȷ��֯���뼫ͼ���ͷ���ͼ��ȷ���Ľ��һ�£����ȼ�ͼ�����ͷ���ͼ��������ݡ���ȷ��������ȷ�������֯����֡�
����ODF����ȷ��֯���뼫ͼ���ͷ���ͼ��ȷ���Ľ��һ�£����ȼ�ͼ�����ͷ���ͼ��������ݡ���ȷ��������ȷ�������֯����֡�
3 ����
1235���Ͻ�Һ�徭���������������������֮��ֱ�����ɿ�1500 mm��6 mm�����Ͻ�Ƭ�ģ���������������Ϊһ��1235���Ͻ���۵�Ϊ664 �棬Ϊ��֤�������������У�ǰ��������¶Ȳ���̫�ͺ�̫�ߡ����ǰ���¶�ƫ�ͣ���Ȼ���Խ�������������ĺ�������Ӱ�������������ԣ����п�����������ǻ�ᾧ����ֹ������˳�����У����ǰ���¶�̫�ߣ����������������⺬������������Ʒ����ɴ�������ס�����Ӿ���¯����������ǰ���¶��Dz��Ͻ��͵ģ�����ǰ�������¶��ϸ������һ����Χ��(ǰ���¶���ָ������ǰ����������ʱ�������¶�)��ѡȡ�¶�Ϊ685~735 ��֮�䣬������������¶�Լ��400 �����ҡ���1235���Ͻ������̬�г����˴�������������֯�������ߴ���30~100 nm֮�䣬��Щ��������Һ̬�����ڹ��ȼ������γɵģ����ǵ��͵Ŀ���������֯����ͼ1(b)��ʾ����1235���Ͻ������̬�л����������Ա�����֯���������滬�ƵĻ��ƴ����������˸��ܶȵ�λ�����������ǵ��͵�������Ա�����֯����ͼ2(a)��ʾ�����⣬��1235���Ͻ������̬�л��۲쵽����[100]��������ĵ�������ߵ㣬��ͼ2(e)��ʾ��������֯ͨ�����˻��ٽᾧ����֯���й���������Ʒ��TEM������δ�۲쵽Fe��Si�ĵڶ��࣬��˵�����Ǽ����ܹ�����Al�����С���EBSD����������̬1235���Ͻ�ľ���ֱ������ƽ���ֲ���20~50 ��m֮�䣬�������в���ǿ֯����{210} ��{122}
��{122} ��{210}
��{210} ��֯���������Ĵ�ǿ֯����{112}ͭ֯����{112}
��֯���������Ĵ�ǿ֯����{112}ͭ֯����{112} ֯����������ǿ֯����{210}֯����{122}֯���ɶԳ��֣�����������������а������ٽᾧ����
֯����������ǿ֯����{210}֯����{122}֯���ɶԳ��֣�����������������а������ٽᾧ����
�Ծ�����������֯������̬��Ʒ���к����ӹ����������������������ָ�����Ҫ��ĺ��Ϊ45 ��m����������Ҫ������������̬��δ����������1 ��m�ĵڶ��࣬���⣬����ǿ֯��{210}֯����{122}֯���ɶԳ��֣������غ����������쳤�ʺͿ���ǿ�Ƚ�����ȣ����ᵼ���ƶ�����
����̬1235���Ͻ������֯��ѹ��̬����ͳ��ֱ����Ӳ����Ӻ���������̬������֯��������ͬ����ֱ��Ӱ�������ǵ���ѧ���ܺͲ�Ʒ�ij�Ʒ�ʡ�
4 ����
1) 1235���Ͻ���������̬����֯���ֶ����ԡ��п���������֯���������ߴ���30~100 nm֮������ྦྷ��֯���������滬�ƵĻ��ƴ����ܶ�λ���ߵ�������Ա�����֯��������(100)�����������ٽᾧ��֯��Fe��Si�Ȳ���Ԫ�ع����ڻ���Al�С�
2) ����̬1235���Ͻ�ľ���ֱ������ƽ���ֲ���20~50 ��m֮�䣬�������в�����ǿ֯����{210}��{122}��{210}�ȣ���ǿ��֯����ͭ֯��{112}��{112}��
REFERENCES
[1] �˸���, �� ��. ��������[M]. ����: ��ѧ��ҵ������, 2005: 17.
PAN Fu-sheng, ZHANG Jing. Aluminum foil material[M]. Beijing: Chemical Industry Press, 2005: 17.
[2] ������, ��ΰ��, ���ٳ�, ������. ���Ͻ�֦����������ֵģ��[J]. ����ѧ��, 2002, 38(8): 799-803.
XU Qing-yan, FENG Wei-ming, LIU Bai-cheng, XIONG Shou-mei. Numerical simulation of dendrite growth of aluminum alloy[J]. Acta Metallurgica Sinica, 2002, 38(8): 799-803.
[3] CHEN S D, CHEN J C. Simulation of microstructures in solidification of aluminum twin-roll casting[J]. Transactions Nonferrous Metals Society of China, 2012, 22(6): 1452-1456.
[4] CHEN Z W, LI S S, ZHAO J. Homogenization of twin-roll cast A8006 alloy[J]. Transactions Nonferrous Metals Society of China, 2012, 22(6): 1280-1285.
[5] ���ض�, �¾���. ˫����������������֯ģ����ģ�͵���֤[J]. �����ȴ���ѧ��, 2012, 33(7): 153-158.
CHEN Shou-dong, CHEN Jing-chao. Validation of model for solidification process of twin-roll continuous casting thin strip[J]. Transactions of Materials and Heat Treatment, 2012, 33(7): 153-158.
[6] �����, �� ��, ��, �� ��. �������������ķ�չ��״��˼��[J]. �й���ɫ����ѧ��, 2004, 14(S1): s192-s196.
DING Pei-dao, JIANG Bin, YANG Chun-mei, FANG Liang. Development and thought of thin strip continuous casting[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(S1): s192-s196.
[7] CHANG L L, CHO J H, KANG S K. Microstructure and mechanical properties of twin roll cast AM31magnesium alloy sheet processed by differential speed rolling[J]. Materials and Design, 2012, 34: 746-752.
[8] WANG S R, WANG M, KANG S B, CHO J H. Microstructure comparison of ZK60 alloy under casting, twin rollcasting and hot compression[J]. Transactions Nonferrous Metals Society of China, 2010, 20(5): 763-768.
[9] WANG Y, KANG S B, CHO J. Microstructure and mechanical properties of Mg-Al-Mn-Ca alloy sheet produced by twin roll casting and sequential warm rolling[J]. Journal of Alloys and Compounds, 2011, 509: 704-711.
[10] MASOUMI M, ZARANDI F, PEKGULERYUZ M. Microstructure and texture studies on twin-roll cast AZ31 alloy and the effect of thermomechanical processing[J]. Materials Science and Engineering A, 2011, 528: 1268-1279.
[11] PARK S S, PARK W J, KIM C H, YOU B S, KIM N J. The twin-roll casting of magnesium alloys[J]. Magnesium Sheet Processing, 2009, 61(8): 14-18.
[12] TANG N, WANG M P, LOU H F, ZHAO Y Y, LI Z. Microstructure and texture of twin-roll cast Mg-3Al-1Zn-0.2Mn magnesium alloy[J]. Materials Chemistry and Physics, 2009, 116: 11-15.
[13] DAS S, LIM N S, SEOL J B, KIM H W, PARK C G. Effect of the rolling speed on microstructural and mechanical properties of aluminum-magnesium alloys prepared by twin roll casting[J]. Materials and Design, 2010, 31: 1633-1638.
[14] OKAYASU M, SATO R, TAKASU S, NIIKURA A, SHIRAISHI T. Mechanical properties of Al-Si-Cu alloys produced by the twin rolled continuous casting process[J]. Materials Science and Engineering A, 2012, 534: 614-623.
[15] LIU X B, XU Q Y, JING T, LIU B C. Microstructure of aluminum twin-roll casting based on celluar automation[J]. Transactions of Nonferrous Metals Society of China, 2008, 18(4): 944-948.
[16] GRAS C, MEREDITH M, HUNT J D. Microstructure and texture evolution after twin roll casting and subsequent cold rolling of Al-Mg-Mn aluminium alloys[J]. Journal of Materials Processing Technology, 2005, 169: 156-163.
[17] BAE J H, RAO A K P, KIM K H, KIM N J. Cladding of Mg alloy with Al by twin-roll casting[J]. Scripta Materialia, 2011, 64: 836-839.
[18] GRAS C, MEREDITH M, DUNT J D. Microdefects formation during the twin-roll casting of Al-Mg-Mn aluminium alloys[J]. Journal of Materials Processing Technology, 2005, 167: 62-72.
[19] ������, ������, �¹���, �̳���. ���õ��ӱ�ɢ�����似���о������¶ȶ�ѹ����1235���Ͻ�֯����Ӱ��[J]. ��е���̲���, 2012, 36(1): 76-80.
YAN WEN-duan, Fu Gao-sheng, CHEN Gui-qing, CHENG Chao-zeng. Influence of Deformation temperature on the texture of 1235 aluminum alloy after compression by EBSD technology[J]. Materials for Mechanical Engineering, 2012, 36(1): 76-80.
[20] �� ��. ���ӱ�ɢ�����似�������ڲ��Ͽ�ѧ�е�Ӧ��[J]. �й�����ѧ��ͼ�����, 2005, 10(4): 205-210.
LIU Qing. EBSD technique and its applications in materials science[J]. Chinese Journal of Stereology and Image Analysis, 2005, 10(4): 205-210.
[21] KARLIK M, MANIK T, LAUSCHMAN H. Influence of Si and Fe on the distribution of intermetallic compounds in twin-roll cast Al-Mn-Zr alloys[J]. Journal of Alloys and Compounds, 2012, 515: 108-113.
(�༭ ����)
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2013AA030803)��������Ȼ��ѧ����������Ŀ(51064016)������ʡӦ�û����о��ƻ��ش���Ŀ(2013FC010)
�ո����ڣ�2013-07-01�������ڣ�2013-11-27
ͨ�����ߣ�����ά�����ڣ���ʿ���绰��13170634199��E-mail: elegantbaby@126.com
[1] �˸���, �� ��. ��������[M]. ����: ��ѧ��ҵ������, 2005: 17.
PAN Fu-sheng, ZHANG Jing. Aluminum foil material[M]. Beijing: Chemical Industry Press, 2005: 17.
[2] ������, ��ΰ��, ���ٳ�, ������. ���Ͻ�֦����������ֵģ��[J]. ����ѧ��, 2002, 38(8): 799-803.
[5] ���ض�, �¾���. ˫����������������֯ģ����ģ�͵���֤[J]. �����ȴ���ѧ��, 2012, 33(7): 153-158.
[6] �����, �� ��, ��, �� ��. �������������ķ�չ��״��˼��[J]. �й���ɫ����ѧ��, 2004, 14(S1): s192-s196.
[20] �� ��. ���ӱ�ɢ�����似�������ڲ��Ͽ�ѧ�е�Ӧ��[J]. �й�����ѧ��ͼ�����, 2005, 10(4): 205-210.
