
���±�ţ�1004-0609(2009)02-0235-06
Al6061/20SiCw��ĵij��ܳ��μ�����ն���Ϊ
�����1���С��2�����ޱ�1�������1��������1��ͯ��Ȩ2
(1. �й�������ҵ������о��������� 400039��
2. �Ͼ����պ����ѧ ����ѧԺ���Ͼ�210016)
ժ Ҫ��
��Al6061/20SiCw����ڵ�������͵�˫������Ӧ��״̬�µĿ���Ϊ�����о������ó��������ȷֱ�Ϊ1:1��2:1������ģ�ߣ��ں㶨Ӧ��2 MPa���¶�873 K�������£��о�Al6061/20SiCw��ĵij��μ��ޡ�����MARCHINIAK-KUCAYNSKI(M-K)ģ�ͺ���������ģ�ͣ����һ������Ԥ��Al6061/20SiCw�����˫������Ӧ��״̬�µļ���Ӧ��ķ���ģ�͡���������������Ƶĵ�ЧӦ�������£���˫������Ӧ�������Ŀ������Զ��ڵ�������Ӧ�������Ŀ�������������ʼ����ȱ�ݵ�Al6061/20SiCw��ģ�����ģ���ܽ�Ϊȷ��Ԥ�⸴�ϲ�����˫�����������µļ���Ӧ�䡣
�ؼ��ʣ�
�������ϲ�������������������������
��ͼ����ţ�TG 316 ���ױ�ʶ�룺A
Forming limits and cavitation behaviors of superplastic Al6061/20SiCw sheet
ZHAO Zu-de1, DOU Xiao-li2, WANG Yan-bin1, SHU Da-yu1, HU Chuan-kai1, TONG Guo-quan2
(1. No. 59 Research Institute of China Ordnance Industry, Chongqing 400039, China;
2. School of Electromechanical Engineering, Nanjing University of Aeronautics and Astronautics,
Nanjing 210016, China)
Abstract: The cavitation behaviors of Al6061/20SiCw sheet under uniaxial and equibiaxial tension stress states were investigated. The forming limits of Al6061/20SiCw sheet under biaxial tension using dies with aspect ratios of 1:1 and 2:1 at constant applied stress of 2 MPa and at 873 K were also investigated. An analytic model based on the MARCHINIAK- KUCAYNSKI(M-K) and plastic damage models was proposed to predict the limiting strains of Al6061/20SiCw sheet under biaxial tension stress state. The results show that at a similar effective strain rate, the amount of cavities obtained under equibiaxial tension states is slightly greater than that under uniaxial tension states. Under the condition of Al6061/20SiCw sheet without original geometric deficiency, the prediction of the analytic mode is in agreement with the limiting strains under biaxial tension state.
Key words: aluminum-based composite; superplasticity; cavitation; formability
�������ϲ���(Al-MMCs)���б�ǿ�ȸߡ��ȸնȸߺ�������ϵ���͵�һϵ���������ۺ�������е���ܣ��ڳ��������������պ��졢���ӵ���������Ҫ��Ӧ��ǰ�������ǣ�������ǿ��ļ��룬ʹ���������ϲ��ϵ��������Եͣ���������ܲ�Ӷ������μӹ������ܴ�����ѡ����ܳ��μ����ij���Ϊ�ƶ��������ϲ��ϵĹ�ҵӦ�ã��ر���Ϊ�������ϲ��ϰ�������������ϵ�Ӧ���ṩ��һ��;�������ó��ܳ����������ϲ��Ͼ��г���ѹ���͡����Ͽɽ��д���κ�ʵ�ֽ����γ��ε��ŵ㣬��ˣ��о��������ϲ��ϰ�ĵij��ܳ��ξ��Եú���Ҫ[1]��
TEE��[2]�о�������Al-MMCs���и�Ӧ�����ʵij�����ЧӦ�����Ӧ������Ϊ10?2 s?1����Ⱦ��䳬�ܳ��ε����Ӧ���������Լ2����������ʹ�ó���Ч�ʲ�����Al-MMCs�����Ե��ϰ���Ŀǰ��Al-MMCs �����о�����Ҫ����Ϊ���������Ժͱ��λ���[3?8]�����ζ�����֯�������ǶԿ���Ӱ��[9?10]���ڵ������졢��˫�������ƽ��Ӧ�������£�YAMAMOTO ��[11]�о���Al-10Si-Mg/SiCp�ij����ԣ��ó����μ���ͼ���о�������Al-10Si-Mg/SiCp����С���μ������ڵ�˫�������������ij��μ������ڵ��������������봫ͳ�ı�����������Բ�ͬ������������ε���С���μ�������ƽ��Ӧ��������MARCHINIAK- KUCAYNSKI (M-K)ģ��[12]������������ѧԭ����TONG��[13]�����˵�˫�������µij��ܳ����Է���ģ�ͣ��伫��Ӧ��Ԥ��ֵ��Al-6Mg-0.3Sc�Ͻ�����ʵ�����Ǻ����á�����Ӧ��ֵ�ǰ�ij��ܳ��ι�����ƵĻ�����
��ʵ�ʹ����У���ij��ι��̶�����˫������Ӧ��״̬�½��еģ�����˫������Ӧ��״ֻ̬�ǰ��ϳ����е���������ˣ��жϵ�˫������Ӧ��״̬�µij��ܳ����Է���ģ���ܷ��Ϊȷ��Ԥ���������ϲ��ϰ����˫�����������µļ���Ӧ�䣬��ʵ�ʹ������������ϲ��ϰ�ij��ܳ��κ���Ҫ��
�ڴˣ������������Ƚ��г��ܵ���������������Σ���������Al-MMCs ���ܳ��α����������������Ĺ�ϵ��Ȼ����M-Kģ�ͺ���������ģ�ͣ����һ������Ԥ��Al6061/20SiCw�����˫������Ӧ��״̬�¼���Ӧ��ķ���ģ�ͣ����Է���ģ��Ԥ���Al6061/20SiCw�����˫�����������µļ���Ӧ����м��顣
1 ʵ��
���о����æ�-SiCw��Ϊ��ǿ�࣬��ֱ��Ϊ0.3~1.3 ?m����Ϊ5~80 mm������Al 6061 ��ĩ��Ϊ���壬��ĩ�����ȴ�ԼΪ25 ?m����Ͻ�ɷ�(���������%)Ϊ��Al-1.01 Mg-1.07Si-0.35Cu-0.25Fe-0.05Mn-0.12Cr�����ϲ��ϲ��÷�ĩұ���Ʊ�����Al 6061 �Ͻ��ĩ���������Ϊ20%�Ħ�-SiCw��ͬ��VH-500��ۻ��л�е���12 h�������ѹʵ�������������������ѹ�ɸ��ϲ��϶�����773 K����10?1�ļ�ѹ���ȼ�ѹ�ɰ�����Ȼ����793 K�½���������ÿ�������ı�����Ϊ10%��ÿ������֮���˻���10 min����������Ӧ����ֹ���ѡ��������ܱ�����Ϊ80%����ĵ����պ��Ϊ2 mm��
�ڿ�����Χ�У�ʹ����������ʽ�Կ��͵����¯�ĵ���DCS2000 ����������������е����������飬�����Ʒ���ȡ���������������Ϊ7.5 mm��6 mm�� 1 mm(����������)��������ʵ������У��ϸ����Ŀ���¶ȣ�ȷ��¯���¶ȱ仯Ϊ��1 K�����������Ƶļ�������Ƶ�����������Ͻ��г��ܳ��Ρ�������Բ��ģ�ij���Ϊ40 mm�����������ȷֱ�Ϊ1?1��2?1����Ӧ��˫������Ӧ����(�� = ��2/��1)�ֱ�Ϊ1.000 0��0.666 7�������ι����У����ֺ㶨�ĵ�ЧӦ��Ϊ2.0 MPa(��Ӧ�ĵ�ЧӦ������Ϊ0.15 s?1)�����������졢������Ԥ���ı��������ж�ʵ�飬�и���Ʒ��ÿ����Ʒ������ˮ���ⶨ������ܶȣ�Ȼ����װ���Զ�ͼ�����������Leica Q500��ѧ�����¹۲����ò�����п���������Զ�ͼ����������Զ�ͼ�����ʱ��ÿ����Ʒ�۲�10���ӳ���ȡ��ƽ��ֵ����֤����ܶȵIJⶨ������Զ�ͼ�����ֵ֮���������10%��
2 ���������
2.1 ��������͵�˫������Ӧ��״̬�µĿ���Ϊ
ͼ1��ʾΪAl6061/20SiCw���ܳ��������ѵ�������Ƭ��ͼ1��ʾ��Բ�ΰ�ģ�ͳ���������Ϊ2?1����Բ��ģ���䶥��������Ӧ��ֱ�Ϊ?2.19��?1.83��ͼ2��ʾΪAl6061/20SiCw���ܵ�������͵�˫����������Ӧ�������������Ĺ�ϵ���ɼ���������ʵ�������£������������Ӧ������������ӡ�Ϊ����Ƚϣ� ͼ2��ʾ���˴�ͳ���ܺϽ�Al7475��������Ŀ���Ϊ��ͼ2��ʵ�����ݵ�����÷��̦�V=��V0exp(�Ǧ�)��������V0�ͦ�V�ֱ��dz�ʼ�����������һ��Ӧ���µĿ������������Ϊ����������ϵ���������������Al6061/20SiCw���ܱ��ι����У�������ȡ�����丽�����ϵ����Ա���[14]����1����ΪijЩ����Al-MMCs�����Ͻ�Ħ�V0�ͦ�ֵ���ɼ���Al6061/20SiCw���������ܸ��ϲ��ϵĦ�ֵ�������С�ڴ�ͳ���ܺϽ�Al7475�Ħ�ֵ�����⣬���о��Ħ�V0ֵ�����ѱ����������������Զ�ͼ������������ƫ�߲����ġ�

ͼ1 Al6061/20SiCW���ܳ���������Ƭ
Fig.1 Photos of superplastic formed Al6061/20SiCw diaphragms with different die aspect ratios (T =873 K, ��=2 MPa): (a) 1?1; (b) 2?1
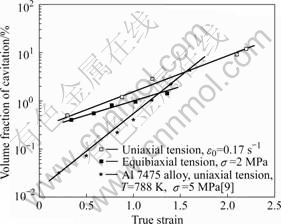
ͼ2 �������������Ӧ��Ĺ�ϵ
Fig.2 Plots of ��V with �� for Al6061/20SiCw at 873 K
��1 ���ֳ���Al-MMCs�����Ͻ�Ħ�V0�ͦ�ֵ
Table 1 ��V0 and �� for some superplastic Al-MMCs and aluminum alloys

��ͼ2�ͱ�1��֪������ͬӦ���£���˫�����������ڲ��Ŀ������Դ��ڵ������������Ŀ������������ߵĦ�ֵ�����Բ��Ŀǰ��Ӧ��״̬�Ԧ�ֵ��Ӱ����δ��ȷ��MAHONEY��[15]��Ϊ��Ӧ��״̬(�������졢��˫�������ƽ��Ӧ��)��Al7475�Ͻ�Ŀ���Ϊû��Ӱ�졣���ڳ��ܲ��ϲ��켰���Ʊ����ղ�ͬ��������Ӧ��״̬�Կ���ΪӰ��ʱ��Ӧ��������֯����(����徧���ߴ硢ǿ���༰�������)���ء�
Ϊ�������ò����������֯�۲⡣ͼ3(a)��ʾΪ�Գ�ʼӦ������0.17 s?1����������Ӧ�����0.33ʱ�Ŀ���ò��ͼ3(b)��(c)�ֱ�Ϊ�ڵ�˫��Ӧ������(��=2 MPa)�����£�������Ӧ��Ϊ?0.29��?2.19ʱ�Ŀ���ò������ò�۲����������ǿ����ͻ���Ľ������ȳɺˡ�������������ڲ�������һ���̶ȷ������ۼ����Ӷ��γ�ֱ��Ϊ10 mm���ҵĿ���Ӧ��״̬�Կ��ֲ�������Ӱ�졣

ͼ3 Al6061/20SiCW����ò
Fig.3 Cavity morphologies of Al6061/20SiCW deformed to ��=0.33 (a) at ![]() = 0.17 s?1 under uniaxial tension (tensile axis-horizontal), ��t =?0.29 (b) and ��t =?2.19 (c) at ��=2 MPa under equibiaxial tension (sheet thickness-vertical)
= 0.17 s?1 under uniaxial tension (tensile axis-horizontal), ��t =?0.29 (b) and ��t =?2.19 (c) at ��=2 MPa under equibiaxial tension (sheet thickness-vertical)
2.2 Ԥ��ļ���Ӧ����ʵ�����ıȽ�
��ģǻ���������ȷֱ�Ϊ1?1��2?1ʱ��Al6061/ 20SiCw��������������(��ͼ1)�������������ĺ���Ӧ��ֱ�Ϊ?2.19 ��?1.83��ΪԤ�⼫��Ӧ�䣬����һ�ֻ���M-Kģ�ͺ�������ģ�͵ķ���ģ�͡�
����M-Kģ�͵ķ����������¼��衣
(1) �������ϲ����ڲ����ڳ�ʼ����ȱ�ݼ���ʼ���ۣ�������Ӧ������ƽ�У���ͼ4��ʾ������ʼ���β�������ϵ��f0����Ϊf0=tB0/tA0������tB0��tA0�ֱ��ʾ�����ڡ�����ϵij�ʼ��ȡ�
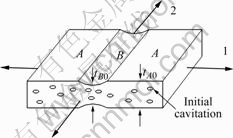
ͼ4 ����ģ��
Fig.4 Geometry of groove (1, 2 represent x, y axial directions)
(2) �������ϲ����ڲ����ڳ�ʼ�������ˣ�����Ϊ����Ӱ���������ϲ��ϳ��ܳ����Ե���Ҫ���أ����в��ϵ�Ч��ʼ����������F0��
![]()
����ѳ��ܱ����¶��£������������ϲ��ϸ���ͬ�ԣ�����Backofen��������![]() ������ѭvon Mises��������������䶨�ɣ�˫�������µĵ�ЧӦ
������ѭvon Mises��������������䶨�ɣ�˫�������µĵ�ЧӦ
��![]() �͵�ЧӦ������
�͵�ЧӦ������![]() �ֱ�Ϊ
�ֱ�Ϊ![]() ��von Mises����
��von Mises����
�����ϵ�������Ϊ![]() ����A��B��ƽ������Ϊ��
����A��B��ƽ������Ϊ��

�ڱ��о��У����踴�ϲ����ڵ�˫�������˫������ʱ�����ֵ��ͬ��ȡ�� = 1.6��ʽ(2)��дΪ


��������m���ǡ�DB0��DA0��f0���Ϳ�����Runge-Kutta���Է���(8)��⡣��x��t����ʱ��yֵ�����ͣ���y=0ʱ��xֵ���Ǽ���Ӧ�䡣
�ڱ��о��У����β�������ϵ��f0�ı仯��ΧΪ1~0.99���ٶ������ڹ�������ij�ʼ���˲�һ�£�DB0/DA0�ı仯��ΧΪ1.0~2.0��ͼ5��ʾΪAl6061/ 20SiCw�ڲ�ͬf0����˫�������=1.000 0��˫�������=0.666 7�µ����۳��μ��ޡ���ͼ5��֪�����ۼ���Ӧ������f0����������������ʼ����ȱ�ݣ���f0=1����ģ���ܹ��ɹ���Ԥ��Al6061/20SiCw�����˫�����������µļ���Ӧ�䡣���⣬��Ӧ��״̬�ɵ�˫

ͼ5 f0 �Գ��μ���Ӱ��(����Ϊʵ����)
Fig.5 Predicted formability for different f0 (dashed line�� experimental results): (a) Die ratio of 1?1, ��=1.000 0; (b) Die ratio of 2?1, ��=0.666 7
�������=1.000 0�仯��˫�������=0.666 7ʱ�����ϵij����������½�����f0=1ʱ��DB0/DA0����1.65��0.05�����ۼ���Ӧ���ʵ�����Ǻ����á���Al6061/20SiCw���ϲ��ϣ���Ϊ�ն��ֲ������ȣ�DB0/DA0��ȡֵ��ΧΪ1.6~1.7�Ǻ����ġ�ֵ��ע����ǣ���TAI[16]������ģ���У�DB0/DA0ֵ�ɴ�1�䵽5������Ϊ�÷�Χ���Խ��ܡ����������ϴ���С�ij�ʼ���β������ԣ�Ҫʹ���ۼ���Ӧ���ʵ�������Ǻϣ����Լ�СDB0��DA0֮��IJ�ֵ��ʵ���ϣ�����ʵ��Al6061/20SiCw���ϲ��ϣ�f0��0.995�仯��0.999��������Ϊ�Ǻ�����ȡֵ��Χ����f0Ϊ0.995ʱ��Ϊ����ʵ������һ�£�DB0/DA0ֵ��ȡ1.32��1.07��
3 ����
1) Al6061/20SiCw��ij��ܱ��Σ��������ھ���/��������κˣ����������丽�����ϵ����Ա��ο��ơ���������͵�˫�����죬Al6061/20SiCw��ĵĿ���Ϊû�����ԵIJ��졣
2) M-Kģ�ͺ���������ģ��Ԥ��ij��μ�������f0�����������DB0/DA0�������С���ٶ����ϲ����ڳ�ʼ����ȱ�ݣ���DB0/DA0Ϊ1.65��0.05ʱ�����ۼ���Ӧ�����˫�������˫������(Ӧ���Ȧ�=0.666 7)��ʵ�������Ǻ����á������������ϲ��ϣ���Ϊ�ն��ֲ������ȣ�DB0/DA0ȡֵ��ΧΪ1.6~1.7�Ǻ����ġ����ܳ����Է���ģ���ڰ�����ʼ����ȱ�ݵ�����£��ܽ�Ϊȷ��Ԥ��˫������Ӧ��״̬�µļ���Ӧ�䡣
[1] TONG G Q, CHAN K C. Comparative study of a high-strain-rate superplastic Al-4.4Cu-1.5Mg/21SiCw sheet under uniaxial and equibiaxial tension[J]. Mater Sci Eng A, 2003, A325: 79?86.
[2] TEE K L, LU L, LAI M O. Improvement in mechanical properties of in-situ Al-TiB2 composite by incorporation of carbon[J]. Mater Sci Eng A, 2003, A351: 227?231.
[3] LI A B, GENG L. Simulation of the large compressive deformation of metal matrix composites with misaligned whiskers[J]. Mater Sci Eng A, 2003, 358: 324?333.
[4] YAN X Q, LIU Y, FU M F. Model of nonlocal lubrication and approximate solution method in the cold extrusion[J]. Journal of Plasticity Engineering, 2004, 11(5): 54?56.
[5] IMAI T, MAO J F, DONG S L. High strain rate superplasticity of TiC particulate reinforced 2014 aluminum alloy composites[J]. Mater Sci Eng A, 2004, 364: 281?286.
[6] HAN L H, NIU J T, HU H. Study on high strain rate superplasticity of a 6061Al alloy composite reinforced with 30vol.% AlN particulate[J]. J Mater Eng Perform, 2004, 13(2): 200?207.
[7] XU X J, WANG W, CAI L. Superplasticity of a SiC particulate-reinforced 6A02Al matrix composite[J]. Rare Metals, 2004, 23(1): 84?87.
[8] MA A, NISHIDA Y. Superplasticity of fine-grained 20vol.%SiC whiskers reinforced 2024 aluminum alloy produced by ECAP with a rotary die[J]. Mater Sci Forum, 2007, 539(7): 2934?2939.
[9] IWASAKI H, TAKEUCHI M, MORI T, MABUCHI M, HIGASHI K. A comparative study of cavitation characteristics in Si3N4p/Al-Mg-Si composite and 7475 aluminum alloy[J]. Scripta Metall Mater, 1994, 31(3): 255?260.
[10] WADA S, MABUCHI M, HIGASHI K, LANGDON T G. A quantitative analysis of cavitation in Al-Cu-Mg metal matrix composites exhibiting high strain rate superplasticity[J]. J Mater Res, 1996, 11(7): 1755?1764.
[11] YAMAMOTO H, NISHIMURA H, MIYAZAKI A. Formability of superplastic aluminum alloy composites reinforced with SiC particles[J]. Mater Proc Tech, 2000, 101(3): 198?208.
[12] MARCINIAK Z, KUCZYNSKI K. Limit strains in the processes of stretch forming sheet metal[J]. Int J Mech Sci, 1967, 9(6): 609?613.
[13] TONG G Q, CHAN K C, NIEH T G. Superplastic bulging of an Al-Mg-0.3Sc alloy and its forming limits[J]. Mater Sci Forum, 2004, 471(5): 385?389.
[14] STOWELL M J. Cavity growth in superplastic alloys[J]. Metal Sci, 1980, 14(7): 267?272.
[15] MAHONEY M W, HAMILTON C H, GHOSH A K. Development of forming limits for superplastic formed fine grain 7475 Al[J]. Metall Trans, 1983, 14(8): 1593?1598.
[16] TAI W H. Predictions of limit strains in sheet metal using a plastic damage model[J]. Int J Mech Sci, 1988, 30(2): 119?126.
�ո����ڣ�2008-03-19�������ڣ�2008-06-10
ͨѶ���ߣ�����£��о�Ա���绰��023-68792238��E-mail: cqzzd@163.com
ժ Ҫ����Al6061/20SiCw����ڵ�������͵�˫������Ӧ��״̬�µĿ���Ϊ�����о������ó��������ȷֱ�Ϊ1:1��2:1������ģ�ߣ��ں㶨Ӧ��2 MPa���¶�873 K�������£��о�Al6061/20SiCw��ĵij��μ��ޡ�����MARCHINIAK-KUCAYNSKI(M-K)ģ�ͺ���������ģ�ͣ����һ������Ԥ��Al6061/20SiCw�����˫������Ӧ��״̬�µļ���Ӧ��ķ���ģ�͡���������������Ƶĵ�ЧӦ�������£���˫������Ӧ�������Ŀ������Զ��ڵ�������Ӧ�������Ŀ�������������ʼ����ȱ�ݵ�Al6061/20SiCw��ģ�����ģ���ܽ�Ϊȷ��Ԥ�⸴�ϲ�����˫�����������µļ���Ӧ�䡣
