
DOI: 10.11817/j.issn.1672-7207.2018.07.012
���ڻ����Ӿ��������м��������������ϵͳ
�춬���������������������ѣ����˶���������
(�����Ƽ���ѧ ���Ұ�������Ƚ�װ�����̼����о����ģ�������100083)
ժ Ҫ��
�м���������ķǽӴ����߲��������ͨ�����ڻ����Ӿ����������������߲���������������CCD��������ڴ�����������б�����м���������״������ͨ�������ؽǵ㶨λ�������궨���ٴΣ�ͨ�������м�����ȱ���ʵ�ֶԲ�ͬ��ȵ��м���ƽ����״��ͼ����������������ת�������ͨ���м�����Ե���������仯��ԭ������������ص�����������м���ͼ���ؿ��ȷ����ƽ�������������ת��������м���ƽ��ͼ���ƴ�ӡ��о����������ͨ��������IJ���ϵͳ���㷨���Ի���������м���ƽ��ͼ��������ֵ��ͨ���빤ҵ�ֳ�����ǵIJ�������Աȣ���֪ϵͳ��������ܹ���ӳ�м������������Ƽ�ϸ��������Ϊ���������������м���������Ŀ����ṩ����Ч�����ֶΡ�
�ؼ��ʣ�
�����������������������Ӿ�������ϵͳ��
��ͼ����ţ�TP391.4 ���ױ�־�룺A ���±�ţ�1672-7207(2018)07-1657-10
Vision-based camber on-line measurement system in hot rough rolling
XU Dong, YANG Quan, WANG Xiaochen, SUN Youzhao, LIU Kedong, DAI Zhenyang
(National Engineering Research Center of Flat Rolling Equipment,
University of Science and Technology Beijing, Beijing 100083, China)
Abstract: To achieve non-contact and on-line measurement of camber in a hot rolling, the design and implementation of an image-based computer vision measurement system was proposed. In order to capture the plane images of intermediate slab, the area-scan charge-coupled device (CCD) camera was installed at the exit of the rough mill. The camber-detection algorithm consists of three parts. Firstly, the camera was calibrated by subpixel corner detection. Secondly, by introducing the thickness variable, the relationship between the physical positions on the intermediate slab and their relative image positions was formulated. Finally, the translation along the width direction and the rotation were calculated using the continuity of the intermediate slab edge shape, and then each frame capture with overlapped regions from the CCD camera was stitched. The results show that the propose camber measurement system and camber-detection algorithm can achieve the overall slab shape and camber values from the obtained image. The equipment and technique are validated through comparison with center-line deviation measured by width gauge. The accuracy of the system reflects that it can reflect the detailed character of the shape of intermediate slab, which provides a potential measurement tool for camber control.
Key words: hot rough rolling; camber; machine vision; measurement system
�������������У������м����������������������ΰ������Գ�ȱ�ݵ���Ҫ������ʽ����������������ĸ���ԭ��������ʱ�м�������ѹ�²�ͬ��ʹ�м�������ij��ȷ����ϵ����첻ͬ[1-2]�����������м�����������ȱ�ݲ�����Ӱ���Ʒ���ֵİ��κͳߴ磬���һ�Ӱ������������̵������ȶ��ԣ�����ʱ�����ᵼ�¶Ѹ��¹�[3]��Ϊ���ܹ�ʵ�ֶ��м������������Ч���ƣ�����Ҫ��ɶ��м���������IJ������м����¶ȸߣ���������죬��������̶������˹���������ˣ������ֳ���Ҫ����������ֱ�ӹ۲��м���������״�����ݾ�����������������б�������Ϳ��������䡣��Щ���������Ż����Ӿ������ķ�չ���ܶ��о��߲���CCD������м����������㣬�Ӷ�����м�����ƽ����״��Ϊ������Ŀ����ṩ����ֶ�[4]����ͨ������£������м��������������������м�����ͷ����β��3~5 m ��������ѧ�߲���CCD������м���ͷ��β�ֲ�����������㣬��ȡ��������Ϣ������������3̨�������ͬ���ɼ�ͼ�������㷨������м���ͷβ������[5-6]�����õ�Ŀ[7]��˫Ŀ[8]�����������ͨ������ȡ�������м���ͷ��β���ֵ�ƽ����״��ͨ�������ڴ������Ϸ��ĵ�̨����CCD�����ɶԴ����м���ͷ��������ļ��[9-11]������֮�⣬Ϊ���ܹ������м���ȫ������������Ϣ������ͨ��һ������Դ���ǰ����м���ȫ�����г���ʱ����CCD���ֻ�ܰ�װ�ھ����м�����Զ�ĵط���������ǽϴ��м���β��������������ռ���غ��٣��������ϴ�[12-13]��Ϊ�˽�һ�����⾫�ȣ���������CCD������˶��м����ֲ��������㣬����������ͼƬ����ƴ�ӳ������м���ƽ����״�IJ����������㷺�Ͽɣ�ͬʱ������ͼ���������ķ�չ�����ַ���Ҳ��Ӧ����ʵ�����������У������������м����ٶȺ�����ʱ��������2��ͼ���а����س��ȷ�����ƶ�����ķ���[14-15]������Ѱ��2�������ص�������м�������ͼ��������㣬ͨ��ƥ��������Ĵ�ֱ����ȷ��2���м���ͼ����ص�����ķ���[16-18]���������߽�����CCD��������ڴ�����������б�����м���������״��ͨ�������ؽǵ㶨λ�������궨��ͨ�������м�����ȱ���ʵ�ֶԲ�ͬ��ȵ��м���Ʒ����״��ͼ�����������������ת�������ͨ���м�����Ե���������仯��ԭ������������ص�����������м���ͼ���ؿ��ȷ����ƽ�������������ת��������м���ƽ��ͼ���ƴ�ӣ��õ��������м���ƽ��ͼ��������ֵ��Ϊ���������������м���������Ŀ����ṩ�˲����ֶΡ�
1 ����ϵͳ�ṹ
��������������������ϵͳ�ṹ����ʾ��ͼ��ͼ1��ʾ�����м�������ָ�����λ��ʱ���Ƚ�����������м���ͷ��λ�ã���Ӧ������ CCD ����������㣬��������ǿ�ʼ�����м��������ٶȣ�Ȼ��������м����ϱ���ͼ�������м����˶��ٶȾ�ǧ����������ͼ��������������ͼ������ÿ��ӻ��м���ƽ����״���м�������������������ʾ���û���ʾ���ϡ�
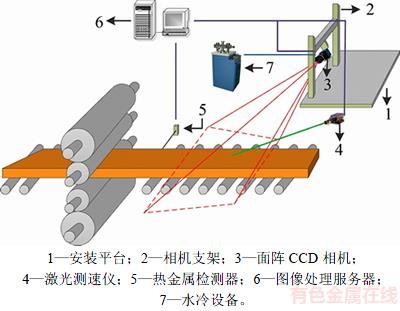
ͼ1 ����ϵͳʾ��ͼ
Fig. 1 Schematic diagram of measurement system
1.1 ��ѧ����
��ѧ������װ���������ڵĹ������Ϸ���װƽ̨�ϣ����м����ϱ��������б���㡣��ѧ��������1���ڰ�����CCD�����������ͷ��ǧ�����ߡ���������CCD�й����ƽ��ߴ�Ϊ12.7 mm��9.6 mm������Ϊ3 376��2 704����ͷΪǧ�����ع̶����ྵͷ(����Ϊ16 mm)����ˣ�2�������Ӧ���ӳ��Ƿֱ�Ϊ43.3���33.4�㡣���ѡ��ǧ����ͨѶ��ʹ�ô���������50 m��֡���ܹ��ﵽ9 ֡/s��Ϊ�˸����ֳ��ҳ���ˮ���������֧���ܷ����ܱտռ��ڣ�ͬʱΪ����������ڶ�¶ȷ�Χ�ڣ�����ϵͳ�䱸��ˮ�����ϵͳ��
����İ�װ�߶�h������Ƕ� �����˲�����Χ���������ȣ���ͼ2��ʾ��ͼ2�У�h0Ϊ�������ڲ����Ԥ���ĵ����϶�߶ȣ�h1Ϊ��װƽ̨��������߶ȣ�l0Ϊƽ̨�������ǵ���ˮƽ���롣ͼ2��ʵ�ߺ����߶�Ӧ����Ұ��ΧΪ2������λ�ã���ͬ�����װ�߶ȼ�����Ƕȶ�Ӧ�IJ�������l1��l2����l5��l 6�����۾������1��ʾ����֪�������װ�ڲ�ͬ�߶�ʱ�������Ӧ������Ƕȣ�1��������Ի�ȡ2.6~6.1 m���Ĵ����ϱ���ͼ���ȷ�Χ������2 mm/�������ڡ���ij��������������Ϊ�����м�������С��1.5 m������ʱ�м��������ٶ�С��10 m/s��9 ֡/s��֡�ٿ���ʵ�־���50%�ص�������м�������ͼ��Ļ�ȡ��
�����˲�����Χ���������ȣ���ͼ2��ʾ��ͼ2�У�h0Ϊ�������ڲ����Ԥ���ĵ����϶�߶ȣ�h1Ϊ��װƽ̨��������߶ȣ�l0Ϊƽ̨�������ǵ���ˮƽ���롣ͼ2��ʵ�ߺ����߶�Ӧ����Ұ��ΧΪ2������λ�ã���ͬ�����װ�߶ȼ�����Ƕȶ�Ӧ�IJ�������l1��l2����l5��l 6�����۾������1��ʾ����֪�������װ�ڲ�ͬ�߶�ʱ�������Ӧ������Ƕȣ�1��������Ի�ȡ2.6~6.1 m���Ĵ����ϱ���ͼ���ȷ�Χ������2 mm/�������ڡ���ij��������������Ϊ�����м�������С��1.5 m������ʱ�м��������ٶ�С��10 m/s��9 ֡/s��֡�ٿ���ʵ�־���50%�ص�������м�������ͼ��Ļ�ȡ��
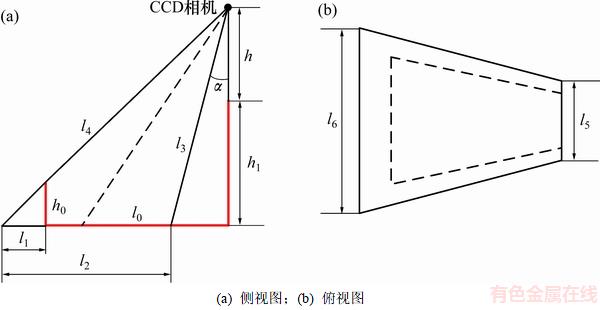
ͼ2 ��ѧ������װ����Ұ��Χʾ��ͼ
Fig. 2 Schematic diagram of optical devices and field of view
��1 ��ѧ������ͬ��װλ�õ���Ұ��Χ������
Table 1 Field of view and accuracy of different optical devices�� installation locations
1.2 ͼ������
ͼ������ͨ��ǧ�����߽����������ڲ�����CCD�����ȡ���������м���ƽ��ͼ��ͼ�������ǻ�ȡ���м��������ٶȣ���ͼ�����������õ��м������������Ϣ���˻��������潫��ʾ�����м�����ƽ����״�Լ������ȡ����������Ϣ��ͬʱͼ����������������������������ݿ⡣
1.3 ����֧��
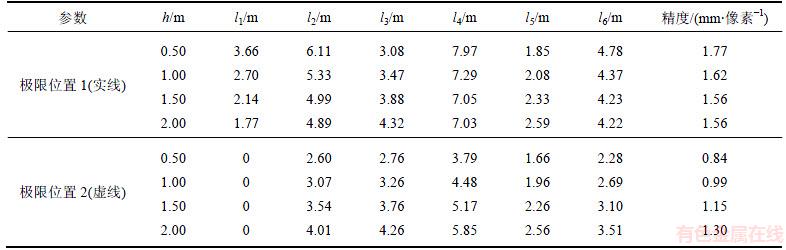
���֧��ͨ���ؽ���˨��װ�ڹ������Ϸ��İ�װƽ̨�ϣ�֧���ⲿ�ܷⲢ���а�װ���������Լ�λ�ÿ��Ե����IJ���ģ�顣���ڲ����Ľṹ��ͼ3��ʾ������ʵ��CCD����߶Ⱥ�ˮƽλ�á������ǡ�ˮƽ�ڽǵĵ�����ͬʱ��������������ܷⱣ����װ�ú�ˮ��ɢ��װ�á�
ͼ3 ���֧�ܺ��Ľṹʾ��ͼ
Fig. 3 Schematic diagram of camera support��s core structure
2 �����㷨
���������м��������������ϵͳ�㷨������ͼ4��ʾ������ͨ�������ѱ궨��ȷ��������ڲ���������ƽ����ⲿ����[19]������CCD�����Ұ��Χȷ���������Ƶ�ʣ����м����������������������CCD�����ȡ�м����ϱ��������ֲ�ͼ���м���ͼ�����Ԥ����������Canny�㷨��ȡ�м����ϱ��������������꣬ͨ����������վ���뱾�����м�����ȣ������������ԭ�����궨�����ȷ���м����ϱ���ij��ռ��������Ӧͼ����������֮���ת����ϵ��������������ת����ϵ�����м�������ʵ�����ꡣ�ڻ�ȡ�м����ֲ�����ʵ����������ϣ����ݲ���Ƶ�ʼ������˶��ٶ�ȷ������2���м���ͼ���س��ȷ�����ƶ����룬ͨ���м�����Ե���������仯��ԭ��������2���м���ͼ���ؿ��ȷ����ƽ�������������ת��������м���ƽ��ͼ���ƴ�ӣ���ȡ�м����ϱ�������������������������ֵ��
2.1 ����궨
����ı궨���Ӿ���⼼��Ӧ���еĹؼ����裬�궨�ľ��Ⱥ�Ч��ֱ��Ӱ��ϵͳ�ļ�⾫�ȡ������׳���ģ������Ҫ�漰��3������ϵ��ͼ������ϵ���������ϵ����������ϵ�����ߵļ��ζ�Ӧ��ϵ���£�
 (1)
(1)
ʽ�У� ��
�� �ֱ�Ϊ�ռ�ij������� ������ͼ�����ꣻ
�ֱ�Ϊ�ռ�ij������� ������ͼ�����ꣻ ��
�� ��
��
 ��
�� ��
�� ��M1Ϊ������ڲ���������ֻ������ڲ��ṹ�йأ�M2Ϊ������ⲿ��������ֻ���������绷�������λ���йأ�MΪͶӰ����
��M1Ϊ������ڲ���������ֻ������ڲ��ṹ�йأ�M2Ϊ������ⲿ��������ֻ���������绷�������λ���йأ�MΪͶӰ����
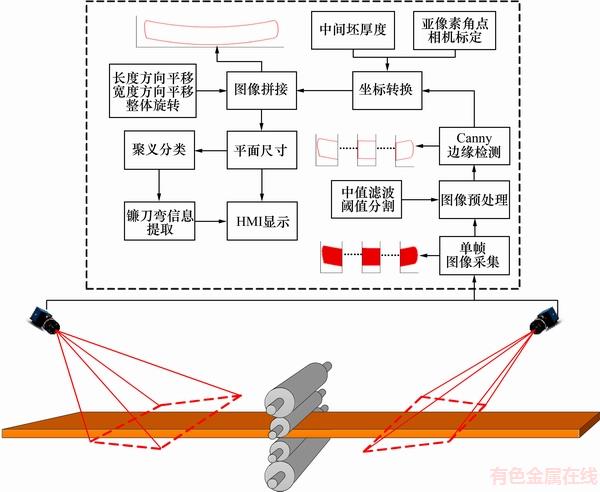
ͼ4 ���������м�����������ϵͳ�㷨����ͼ
Fig. 4 Algorithm flow chart of intermediate slab camber detection system in hot rough rolling
2.2 �����ѱ궨��
���ĵ��о������Ǵ����м�����ƽ����״�ͳߴ磬��⾫��Ҫ��ϸߣ�����һ��ȷ����װ�����������������ᾭ���䶯����ˣ�����ʹ������������궨��[19]�����岽�����¡�
ͨ�����̸�궨��ȷ��һϵ������������֪�Ŀռ���Լ���ͼ�����꣬ʹ����С���˷���������������������Ľ������ģ�����������k1��k2������m��ͼ����ÿ��ͼ���Ͼ���n�������㣬��ͼ������������ϵ�е���ά����Mijͨ������õ���ͼ���������� ��ͨ��������Ȼ���Ʒ������������Ż�ģ�Ͷ���������ⲿ������������������Ż�����ʽ(2)��ʾ�����ջ��������ڲ������Լ�����ƽ������������װλ�õ��ⲿ������
��ͨ��������Ȼ���Ʒ������������Ż�ģ�Ͷ���������ⲿ������������������Ż�����ʽ(2)��ʾ�����ջ��������ڲ������Լ�����ƽ������������װλ�õ��ⲿ������
 (2)
(2)
���У�mijΪ��ͼ������ȡ�������������ꣻ Ϊ����������ͶӰ��ͼ���ϵ����ꣻAΪ������ڲ�������
Ϊ����������ͶӰ��ͼ���ϵ����ꣻAΪ������ڲ������� ��
�� Ϊ������ⲿ������
Ϊ������ⲿ������
2.3 ���ڻҶ��ݶ������Ľǵ������ؾ�ȷ��λ
�����̸�ǵ���ľ��ȶ�����궨����������ҪӰ�죬������Harris�ǵ������Ӷ����̸�ͼ����нǵ���Ļ����ϣ����ûҶ��ݶ����������������ؼ��ǵ㶨λ��ʹ����궨�����Ϊ��ȷ����С�궨�����������������ϵͳ�ļ�⾫�ȡ����岽�����¡�
1) ͨ��Harris�ǵ�������[20]�������̸�ǵ���г���λ��
2) ��㼰���̸���ǵ�ɸѡȥ������������Harris�ǵ������У��ɼ������̸��ڽǵ㡢���̸���ǵ㼰�����3�����͵ĵ㣬��ͼ5��a��b��c��ʾ��ֻ���ؾ��ο�·���Ҷ���Ծ�仯����Ϊ4�εIJ������̸��ڽǵ㣬��˿�ʵ�ֶ��ڽǵ��ɸѡ��
3) ���ûҶ��ݶ��������Խǵ����λ������������ؾ�ȷ[21]�������̸�ͼ���У���Ե�ϵĵ���Ҷ��ݶȴ�ֱ�ڸõ���ǵ�����ߣ��ʿɲ����Գ���λ�ǵ�Ϊ���ĵ�������нǵ����������ж�ε����������ͼ6��ʾ��
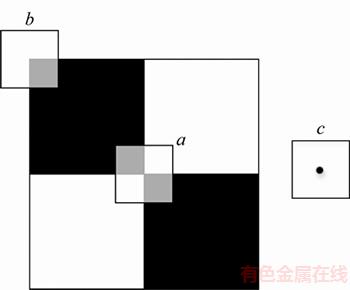
ͼ5 ��㼰��ǵ�ȥ��ʾ��ͼ
Fig. 5 Schematic diagram of removing noisy points and external points
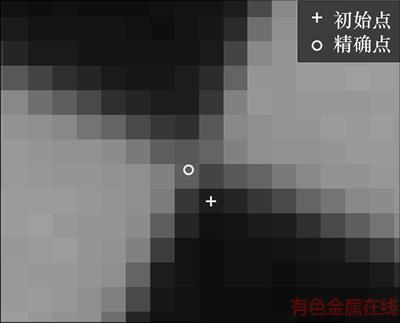
ͼ6 �Ҷ��ݶ������������ؾ�ȷ��λ���
Fig. 6 Result of corner detection by gray gradient method
2.4 ͼ������������ȡ
���ڴ����������⣬�ؼ���һ���ǻ���м�����������Ե���ꡣͨ���ֳ���ͼ��ɼ�ʵ�鷢�֣���CCD����ع�ʱ�����ز��������ʵ����������Ի���м����뻷�����ֶ����õ�ͼ�������㻷�����м������·���ĸ������ص�Ӱ�죬ԭʼͼ�����������������ţ���Ӱ���Ե����Ч���ͼ�⾫�ȡ���ˣ��ڽ��б�Ե���֮ǰ����Ҫ��ԭʼͼ�����һ����Ԥ������
1) ������ֵ�˲���ͼ��ƽ����Ϊ�˼���ԭʼͼ���������ţ���5��5��ֵ�˲����ڰ���һ�����ƶ��������θ����ڴ����м���ͼ���ϣ�ͬʱ�����������ڵ������������в�������ֵ�����Ը���ֵ���渲��������������ء�
2) ���ڻҶ�ֱ��ͼ����ֵ�ָ���м���ͼ��Ҷ��뱳�������Բ��죬ͼ���ǰ�����2�����˫��ֱ��ͼ������֮��IJ��ȶ�Ӧ�ڶ����Ե������Խ�����Ŀ�ĵ㣬�ɸ��ݷ����״ȷ����ֵ����ͼ����ж�ֵ��������
3) ͼ����̬ѧ���㡣��ֵ��֮������õ��ı߽���������ƽ���ģ��м�����������������Ƥ����ȴˮ����Ҳ�����һЩ��������ͨ��ͼ����̬ѧ�����͡���ʴ�����ͱ��������Ч�����м����ϵġ������ͱ����ϵ�4������ͨ�������ͼ7(b)��ʾ��
4) ����Canny ���ӵ�������ȡ��ʹ��Canny����������x��y��2��ƫ������Ȼ����÷Ǽ�ֵ���Ƽ�������ȥ������ͼ����д������õ����ı�Եͼ������Freeman���������м��������߽硣��ͼ7(c)��ʾʹ��Canny���ӵı�Ե�����Ժܺõ����ֳ��м����ı�Ե�����ұ����˱�Ե�������Ժ������ԡ�
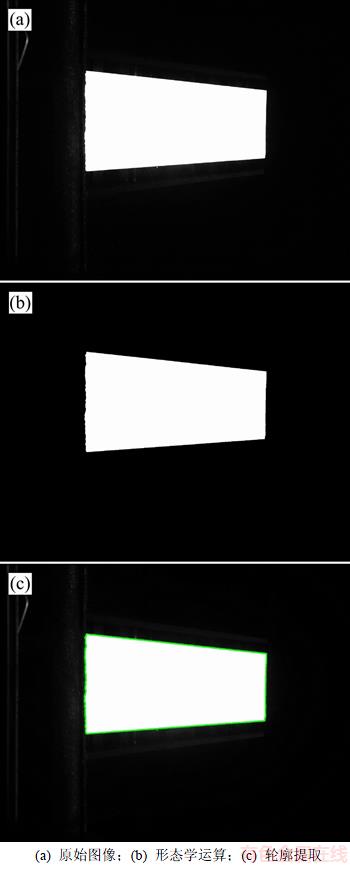
ͼ7 �м���ͼ��������ȡ
Fig. 7 Profile of intermediate slab image
2.5 �����м�����ȵ�����ת��
��ͨ������궨����ȷ������ڲ��Լ�����ƽ�����Σ��Ӷ�ȷ���˹���ƽ���ϵ������������ͼ������֮���ת����ϵ�����м������Ϊhsʱ���м����ϱ���ƽ����������ڹ���ƽ�淢���˸ı䣬��ʱͶӰ�����Ϊ
 (3)
(3)
��ʱ����������� ƽ�����м����ϱ����غϣ��м����ϱ���ƽ������������ϵ�ڱ�ʾΪ
ƽ�����м����ϱ����غϣ��м����ϱ���ƽ������������ϵ�ڱ�ʾΪ ��ͨ��ʽ(1)��(3)�ɵ���������ϵ���м����ϱ����ϵ��ƽ������
��ͨ��ʽ(1)��(3)�ɵ���������ϵ���м����ϱ����ϵ��ƽ������ ����Ͷ���γɵ�����ͼ������������ת����ϵ��
����Ͷ���γɵ�����ͼ������������ת����ϵ��
 (4)
(4)
����������ȡ����õ����м���������ͼ�����꣬����ʽ(4)�ļ�����Եõ��м���������ʵ�����ꡣ
2.6 ͼ��ƴ��
Ϊ�˻�ȡ�м���ȫ������������Ϣ����Ҫ�������ص�����ľֲ��м���ͼ�����ƴ�ӡ���ʵ�������������м����ڹ����ڻ������ƫ����ͬʱ�����������ʱ���������ڵ��м�����������������м���Ϊ�ο�ϵ��CCD����˶���2�������������ͼ8��ʾ��������������м����˶�������س��ȷ����ƽ�ƣ���������ؿ��ȷ����ƽ��(��Ӧ��ƫ)��ת��(��Ӧ������)��
ͼ��ƴ��������ͼ9��ʾ��ͨ����������������ıȽϣ���ɲ����ࡢ�����������ķ��࣬��Բ�����ʹ������������ֱ�ͨ�������ǻ�ȡ�������ٶ������������Ƶ�ʼ���2���������м������ȷ�����˶����룬ͨ���м�����Ե�����仯���ص�ȷ���ؿ��ȷ�������ƽ�ƾ��������������ת�������ͨ��������ʹ������������ݼ���õ���ֵȡƽ��ֵ����ɶ������м���������ƴ�ӡ�
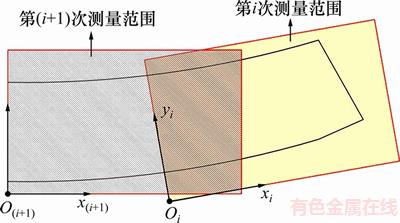
ͼ8 �˶��м�������������������Ұ������ϵ�仯
Fig. 8 Change of coordinate system in camera�� view by moving intermediate slab camber
2.7 ��������Ϣ��ȡ
���������м�����������ϵͳ��Ŀ����Ϊ�˶����صõ��м���ȫ���������̶���Ϣ������������Ķ�������Ŀǰ��û��ͳһ����ʶ�������м��������䳣������ʽ��ͼ10��ʾ��������ͨ��C�����䡢���ӵġ�S�������ͷ��β�ֲ������䡣ͨ�����������ϵͳ���Ի�ȡ�м���ȫ����������Ϣ��ͨ��������Եõ��м��������ߣ������߾�������[22]�����Խ��������м������й��࣬���������������ϱ�־�� ����־��
����־�� �ľ����������м����������������̶ȣ�
�ľ����������м����������������̶ȣ�
 (5)
(5)
���У�CΪ�м�������������������λΪmm������������������ʾ�м���������������ֵ��ʾ�����࣬��ֵ��ʾ��������ࡣ
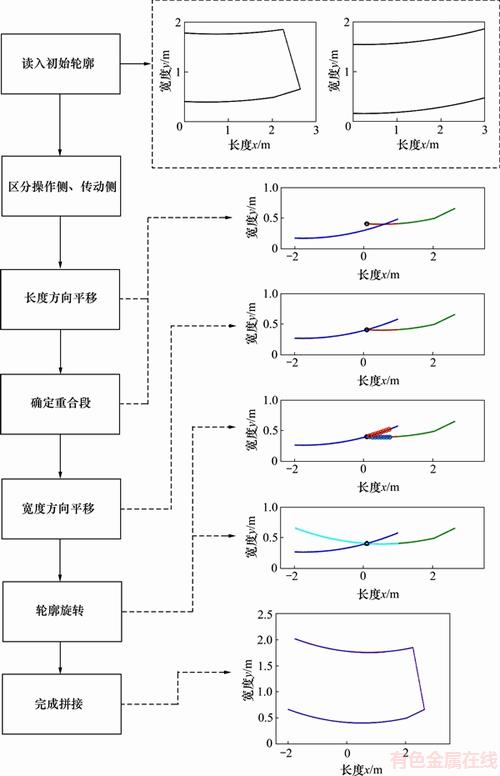
ͼ9 �м����ֲ�ͼ��ƴ�ӹ���
Fig. 9 Stitching process of intermediate slab local imager
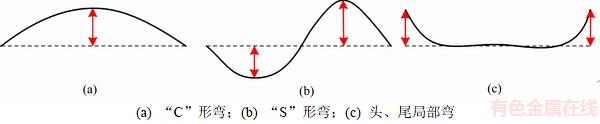
ͼ10 �����м��������䳣������ʽ
Fig. 10 Diagrams of intermediate slab camber in rough rolling
3 ����ϵͳ��װ����֤
ϵͳ��װ��ij��������������R2���ں�������ȡ���м���ͼ��ͼ������������ȡ������ת����ͼ��ƴ�ӣ����ջ�ȡ�м�����ƽ����״��ͼ11��ʾΪ3�ֲ�ͬ������ʽ���м�����״��
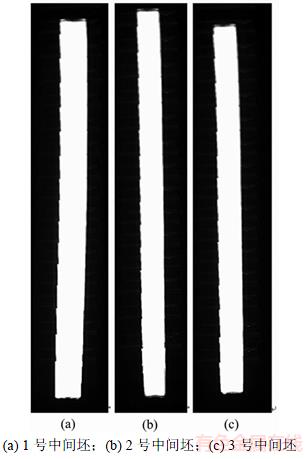
ͼ11 �����м���ƽ����״
Fig. 11 Plane shapes of intermediate slab in rough rolling
��������������졢�����¶ȸߣ���ˣ����Խ����˹����߲�����Ϊ����֤����ϵͳ�ļ�⾫�ȣ��ڻ�ȡ�м�����ƽ����״֮��ͨ���м��������Ե��ֵȷ�������ߣ�������������ڵIJ���ǻ�ȡ���м��������߽��бȽϡ�ͼ12��ʾΪ��ͼ11��Ӧ���м���CCD�������ͨ������Dz�����������ƫ������ͨ���ȽϿ�֪��2�ֲ���������õ��м���ƽ����״��ʽ��һ�µģ��Ҿ�����ͬ��ϸ��������������CCD�������м���������ƫ�������Դ���ͨ������Dz����Ľ������Ҳ�Ӳ���֤���˲��ò���Dz����Ľ����Ϊû�п����м����������ת������������ƫС��

ͼ12 �м���������ƫ����
Fig. 12 Offset value of intermediate slab center line
ϵͳͶ��Ӧ�ú������ȶ�������������֤������R2��������ͬ��������֮ǰ�����Ը�����������Ա10 s���ҵ�Ԥ��ʱ�䡣�����ʱ���ڣ�����������Ա���Ը��ݲ���������ʾ�İ�����״��������������Ż����ã��Ӷ�����������������������Ƶ�Ӱ�졣
4 ����
1) Ϊ�˿˷����в����������ڵ�ȱ�ݣ�ʵ�������м���������ȱ�ݵ����߷ǽӴ������������һ��������CCD�������������ǡ���װ֧�ܼ���ȴ�豸��ɵ����������ϵͳ��
2) ���������ؾ�ȷ��λ�Ľǵ��⼼�����������ı궨����ͨ�������ȱ���ʵ���˲�ͬ����м�������ͼ��������ʵ�������ת�������ͨ���м�����Ե���������仯��ԭ�����ͼ��ƴ�ӡ�
3) ����ϵͳ���㷨���Ի���������м���ƽ��ͼ��������ֵ�����㹤����Ҫ��ͬʱ������ϵͳ��е�ṹ������ά�����㷨���нϸߵ�³���Ժͼ���Ч�ʣ������ڹ�ҵ�����ֳ��м��������������ʵʱ������
�ο����ף�
[1] KANG Y, JANG Y, CHOI Y, et al. An improved model for camber generation during rough rolling process[J]. ISIJ International, 2015, 55(9): 1980-1986.
[2] WANG Haiyu, YANG Quan, WANG Xiaochen, et al. Study and application of camber control model of intermediate slab in rough rolling[J]. Journal of Iron and Steel Research International, 2014, 21(9): 817-822.
[3] JEONG D, KANG Y, JANG Y J, et al. Development of FEM simulator combined with camber reducing output feedback fuzzy controller for rough rolling process[J]. ISIJ International, 2013, 53(3): 511-519.
[4] �½���. �ִ�������������DZ���Ӧ����չ��[J]. �Զ����DZ�, 2001, 22(1): 1-5, 8.
CHEN Jiangning. The application and prospects of modern special detecting instrument for the heavy plate[J]. Process Automation Instrumentation, 2001, 22(1): 1-5, 8.
[5] Harris Instrument Corporation. Continuous online camber measurement[EB/OL]. [2016-01-01]. http://harris-instrument. com/wp-content/uploads/2016/01/HIC-Continuous-Online-Camber- Measurement-1.pdf
[6] ������. ������������Ĵ�������������⼼���о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2009: 50-67.
ZHANG Xianglei. Research on online detection technique of sickle-curved strip steel using line scan camera[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 2009: 50-67.
[7] �����, ������, ��һ��, ��. ����CCD������������ͷ����״���[J]. �����Ƽ���ѧѧ��, 1994, 16(3): 280-282, 288.
LI Yijie, WANG Lifei, SUN Yikang, et al. Detecting the shape of hot strip head area with linear CCD[J]. Journal of University of Science and Technology Beijing, 1994, 16(3): 280-282, 288.
[8] ����. �������ֶ˲���״�Ӿ�����о�[D]. ���: �ӱ���ҵ��ѧ���ƿ�ѧ�빤��ѧԺ, 2014: 13-14.
LEI Fengxiang. Research on vision detection of the hot rolled strip end��s shape[D]. Tianjin: Hebei University of Technology. School of Control Science and Engineering, 2014: 13-14.
[9] KAMPMEIJER L, HOL C, DE R J, et al. Strip tracking measurement and control in hot strip rolling[J]. Metallurgia Italiana, 2014, 106(3): 29-34.
[10] EICHERT G, DEVORICH S. Position and camber measurement in the hot rolling process: EMG hotCAM[C]// Proceedings of the Iron and Technology Conference. Warrendale, PA, United States: Association for Iron and Steel Technology, 2013: 2329-2337.
[11] �δ���. �к�����ƹ��̸߾��Ȳ�����Ƶ��о���Ӧ��[D]. ����: ������ѧ������ұ��ѧԺ, 2009: 98-124.
HE Chunyu. Study and application of high accuracy camber control in plate rolling[D]. Shenyang: Northeastern University. School of Materials and Metallurgy, 2009: 98-124.
[12] OLLIKKALA A V H, KANANEN T P, MAKYNEN A J, et al. Camera-based curvature measurement of a large incandescent object[C]// Proceedings of SPIE: the International Society for Optical Engineering. Bellingham, WA, United States: Society of Photo-Optical Instrumentation Engineers, 2013: 87883D1-6.
[13] MONTAGUE R J, WATTON J, BROWN K J. A machine vision measurement of slab camber in hot strip rolling[J]. Journal of Materials Processing Technology, 2005, 168(1): 172-180.
[14] FRAGA C, GONZALEZ R C, CANCELAS J A, et al. Camber measurement system in a hot rolling mill[C]// Conference Record of the 2004 IEEE Industry Applications Conference: 39th IAS Annual Meeting. Piscataway, NJ, United States: Institute of Electrical and Electronics Engineers Inc, 2004: 897-902.
[15] YANG Y Y, CHEN C M, HO C Y, et al. Development of a camber measurement system in a hot rolling mill[C]// Conference Record: IEEE Industry Applications Society Annual Meeting. Piscataway, NJ, United States: Institute of Electrical and Electronics Engineers Inc, 2008: 379-384.
[16] LEE J, CHOI Y J. Development of camber and steering control system in hot strip mill[C]// 19th IEEE International Conference on Emerging Technologies and Factory Automation, ETFA 2014. Piscataway, NJ, United States: Institute of Electrical and Electronics Engineers Inc, 2014: 1-4
[17] KONG N, YOO J, LEE J, et al. Vision-based camber measurement system in the endless hot rolling process[J]. Optical Engineering, 2011, 50(10): 107202-107210.
[18] YOO J, LEE W, KONG N, et al. An edge detection algorithm for steel bar in hot rolling process (ICCAS 2014)[C]// International Conference on Control, Automation and Systems. Gyeonggi-do, Korea: IEEE Computer Society, 2014: 1389-1391.
[19] ZHANG Zhengyou. Flexible camera calibration by viewing a plane from unknown orientations[C]// Proceedings of the IEEE International Conference on Computer Vision. Piscataway, NJ, United States: Institute of Electrical and Electronics Engineers Inc, 1999: 666-673.
[20] BELLAVIA F, TEGOLO D, VALENTI C. Improving Harris corner selection strategy[J]. IET Computer Vision, 2011, 5(2): 87-96.
[21] ̷����. ������궨����ؼ����о�[D]. ��ɳ: ������ѧ������ѧ���繤�̼��Զ���ѧԺ, 2004: 32-34.
TAN Xiaobo. Study on calibration and its correlation technique[D]. Changsha: National University of Defense Technology. Institute of Mechanical and Electrical Engineering & Automation, 2004: 32-34.
[22] Ҷ��, ������, ��ޱ. ���ģ���ߵ��Զ����������Ӧ��[J]. ϵͳ����ѧ��, 2010, 19(6): 640-644.
YE Ming, WANG Huiwen, KOU Wei. Automatic classification method of large-scale curves and application[J]. Journal of Systems & Management, 2010, 19(6): 640-644.
(�༭ ����ƽ)
�ո����ڣ�2017-07-10�������ڣ�2017-09-17
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51604024)�������У��������ҵ���ר���ʽ�������Ŀ(FRF-TP-17-002A2)���廪��ѧĦ��ѧ�����ص�ʵ���ҿ��Ż���������Ŀ(SKLTKF16B11)����������Ȼ��ѧ����������Ŀ(3182026) (Project(51604024) supported by the National Natural Science Foundation of China; Project(FRF-TP-17-002A2) supported by the Fundamental Research Funds for the Central Universities; Project(SKLTKF16B11) supported by the Tribology Science Fund of State Key Laboratory of Tribology; Project(3182026) supported by the Beijing Natural Science Foundation)
ͨ�����ߣ��춬����ʿ�����°�����ƹ��̰����������ò�����о���E-mail: xudong@ustb.edu.cn
ժҪ��Ϊ���ܹ�ʵ�ֶ��м���������ķǽӴ����߲��������ͨ�����ڻ����Ӿ����������������߲���������������CCD��������ڴ�����������б�����м���������״������ͨ�������ؽǵ㶨λ�������궨���ٴΣ�ͨ�������м�����ȱ���ʵ�ֶԲ�ͬ��ȵ��м���ƽ����״��ͼ����������������ת�������ͨ���м�����Ե���������仯��ԭ������������ص�����������м���ͼ���ؿ��ȷ����ƽ�������������ת��������м���ƽ��ͼ���ƴ�ӡ��о����������ͨ��������IJ���ϵͳ���㷨���Ի���������м���ƽ��ͼ��������ֵ��ͨ���빤ҵ�ֳ�����ǵIJ�������Աȣ���֪ϵͳ��������ܹ���ӳ�м������������Ƽ�ϸ��������Ϊ���������������м���������Ŀ����ṩ����Ч�����ֶΡ�
[4] �½���. �ִ�������������DZ���Ӧ����չ��[J]. �Զ����DZ�, 2001, 22(1): 1-5, 8.
[6] ������. ������������Ĵ�������������⼼���о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2009: 50-67.
[8] ����. �������ֶ˲���״�Ӿ�����о�[D]. ���: �ӱ���ҵ��ѧ���ƿ�ѧ�빤��ѧԺ, 2014: 13-14.
[11] �δ���. �к�����ƹ��̸߾��Ȳ�����Ƶ��о���Ӧ��[D]. ����: ������ѧ������ұ��ѧԺ, 2009: 98-124.
[21] ̷����. ������궨����ؼ����о�[D]. ��ɳ: ������ѧ������ѧ���繤�̼��Զ���ѧԺ, 2004: 32-34.
[22] Ҷ��, ������, ��ޱ. ���ģ���ߵ��Զ����������Ӧ��[J]. ϵͳ����ѧ��, 2010, 19(6): 640-644.
