
���±�ţ�1004-0609(2008)02-0282-06
����ֱ����Al-Cu�Ͻ��������¶��ݶȺ�һ��֦������Ӱ��
�� ������ �֣��Ʒ��Σ�����־
(������ҵ��ѧ ���̼��������ص�ʵ���ң����� 710072)
ժ Ҫ��
����ֱ��Ϊ4 mm��7 mm��������Al-4%Cu(������������ͬ)�Ͻ���ж�������ʵ�顣�о�������Сֱ�������¶��ݶȸ���,���¶��ݶȱ仯���Ȳ�δ������ֱ���ȳ����Ա���������ֱ����С����/֦�������Ӧ��С�����ֱ��Ϊ4 mm��7 mm����һ��֦��������������ʵĹ�ϵ��һ��֦�������������ʡ��¶��ݶȵı仯��ϵ����������ֵ����ϣ�һ��֦�����ʵ������TRIVEDIģ�ͷ��ϽϺá�
�ؼ��ʣ�
Al-Cu�Ͻ�����������������ֱ����һ��֦�����������ģ�����¶��ݶ���
��ͼ����ţ�TG 113.1; TG 146.2���� ���ױ�ʶ�룺A
Effect of Al-Cu alloys diameter on thermal gradient and primary dendrite arm spacing
during directional solidification
QU Min, LIU Lin, TANG Feng-tao, FU Heng-zhi
(State Key Laboratory of Solidification Processing,
Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: Directional solidification experiment was carried out on Al-4%Cu(mass fraction) alloy with sample diameters of 4 mm and 7 mm. The results show that the sample with small diameter gets higher thermal gradient, the variation range of temperature gradient is not direct proportional to the ratio of diameters. Thin samples correspond to the smaller cellular and dendrite arm spacing. The variation of primary dendrite arm spacing for 4 mm and 7 mm sample in diameter with growth velocity and the relationship of primary dendrite arm spacing with growing velocity and temperature gradient are obtained. Both relationships agree with the theoretical model. The experimental result fit well with TRIVEDI model.
Key words: Al-Cu alloy; directional solidification; sample diameter; primary dendrite arm spacing; theoretical model; thermal gradient
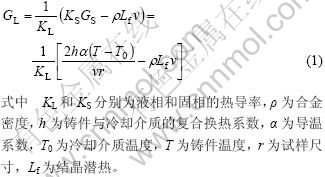
һ��֦�����Ӱ��Ͻ�����ʱ���ʷֲ��������������֯��,������֦����̬����Ҫ�������о���仯�����Լ�������������������ϵ�������ڶԺϽ���֯ʵʩȷ��Ԥ��Ϳ��ơ����д�����ʵ���о������˺Ͻ����Ժ����̲���(c0��GL��v)���1֮��Ĺ�ϵ��ͬʱҲ�����ڶ�Ͻ�֦����֯��������������ģ�ͣ���HUNT[1]��K-F[2]��TRIVEDI[3]��HUNT-LU[4]��W-L[5]ģ�͵ȡ����ϼ���ģ�;�δ��������ֱ����һ��֦������Ӱ�죬������ֱ���仯����������֯�����Ʊز���Ӱ�졣��ˣ��ڲ�ͬ����ֱ���������о��¶��ݶȺ�һ��֦����ཫ�ܸ�ȷ�ķ�ӳ��һ��֦�����仯��
���ñ�ֱ�������Բ��Ͻ��ж��������о����������õ����ӡ�CHEN��[6]���ò�ֱͬ���������ֱ��Pb-2.2%Sb�Ͻ��Al-2%Cu�Ͻ�����о�����Ϊ���������̷�������ĺ��ƫ�������ڶ����Ĵ��ڶ���ɵġ�TRIVEDI��[7]�Բ�ֱͬ�������Ĺ�Һ��������о����õ�������������Ҫ�����ڶ����Ĵ��ڶ��������ʵľ���ƫ����ɵġ������ñ�ֱ��������һ��֦������1���о���Ŀǰ��δ�����������ò�ֱͬ�������о�һ��֦�����ı仯�����Ը�ȷ�ط�ӳ���е�֦��ģ�͵���Ч�ԣ������ۼ�����ѡ��ģ�;���ָ�����壬ʹ�����ۼ����������ʵ�飬�Ӷ���ʵ�������õ�Ԥ���ԡ���ˣ�������������ò�ֱͬ��Al-4%Cu�������о�Al-4%Cu�Ͻ�������֦����̬��һ��֦�����ı仯���ƣ�����ʵ���������е�����ģ�ͽ��бȽϣ�ּ�ڵó���ֱͬ�����¶��ݶȺ�һ��֦������Ӱ����ɣ��Ӷ��õ���ʵ��������ŵ�ģ�͡�
1 ʵ��
ʵ��ѡ��Al-4%Cu��Ԫ�Ͻ𣬲���Al-Cu�м�Ͻ�(Cu����������Ϊ51.87%)��99.99%����������ո�Ӧ¯�����ƶ��ɣ��ۻ�������ǻΪd 60 mm��180 mm����ģ�У�Ȼ���и��d 4 mm��150 mm��d 7 mm��150 mm�������������ĥ�⻬���ñ�ͪ��ϴ���Ա�ʵ�顣
ʵ��������Ƶĵ������Bridgman��������װ�ã���ṹ��ͼ1�����ò������������װ�ý���Һ�㡣ʵ��¯���趨Ϊ1 000 �档��������d 0.25 mm ��K��NiCr/NiSi�ȵ�ż[8]���в��£�����װ���⾶Ϊ1 mm���������ܣ����Ͻ��ۻ�������Һ���棬����30 min ��ʼ��������¼�¶ȡ���ʵ��ֱ����4 mm��7 mm����ֱ����������v = 5��30��100��300��500 ��m/s���¶��ݶȵı仯���ƣ��ٶ���������������������[9]��
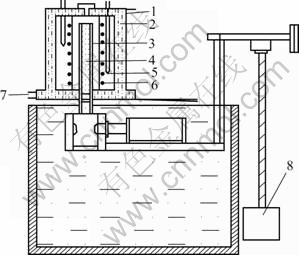
ͼ1 Bridgman��������װ��ʾ��ͼ
Fig.1 Sketch of Bridgman directional solidification device: 1��Water outlet; 2��Water cooling jacket; 3��Aluminum tube, 4��Sample; 5��Thermocouple; 6��Resistance wire; 7��Water input; 8��Pneumatic
ʵ����ɺ������������кͺ��У�������ĥ�������Kroll��ʴ��(H2O+HNO3+HF)���б��洦��������Lecia DM4000��ѧ�����۲������֯��ʹ��SISC IAS V8.0����ͼ����������Ժ�������һ��֦�����IJ�����ͨ����Щ֦������֦��������100��������һ���ĽǶȣ����Ժ���沢����ȷ��ӳһ��֦����ࡣ�������߲�����ͼ2��ʾ�ļ��㷽���������ݽ�������ȡ֦�����������ƫ��Ƕȣ�Ȼ�����������õ�һ��֦�����(�ˡ�)���м��㣬ͨ�����μ��㣬�ɵæ� = �ˡ�sin�ȡ�

ͼ2 һ��֦�����˵IJ�������
Fig.2 Primary dendrite spacing �� measurement
2 ʵ����
�¶��ݶȵIJ��������ͼ3������ͬ���������£�����ֱ��ԽС���¶��ݶ�Խ�ߡ��ڵ��ٷ�Χ��(5~100 ��m/s)���¶��ݶ�����������½��Ͽ죬����d 4 mm���������Կ���d 7 mm�����ġ����ų������ʵ��������¶��ݶ��½�������С����v��100 ��m/s�Ժ�d 7 mm�������¶��ݶȺ�d 4 mm�������ݶȱ仯������ȫһ�£������ʶ�������ƽ�С��Աȷ��֣�4 mm�����е��ݶ����Ը���d 7 mm�������¶��ݶȡ���v=5 ��m/sʱ��d 4 mm�������¶��ݶ�Ϊ13.7 K/mm����d 7 mm�������¶�Ϊ12.2 K/mm��v=100 ��m/sʱ��d 4 mm�������¶��ݶ�Ϊ11.1 K/mm��d 7 mm����Ϊ10.3 K/mm��v=5 ��m/sʱd 7 mm�������¶��ݶ���4 mm���������11.31%�������ߵ��¶��ݶȽ����7.61%���¶��ݶȵı仯������ֱ���������Ա������ɴ˵ó����������ʵIJ�����������ֱ�����¶��ݶȵ�Ӱ����С��
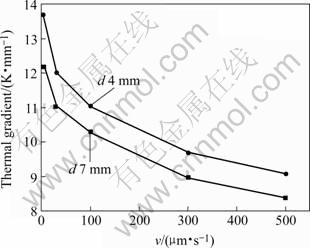
ͼ3 �������ʶ��¶��ݶȵ�Ӱ��
Fig.3 Effects of withdrawal velocity on temperature gradient
��ֱ��Ϊd 4 mm��7 mm�����ڸ������������½��ж�������ʵ�飬�о���������֯��ͼ4��ʾΪd 4 mm��d 7 mm�������ݽ�����֯����ͼ�ɼ�������������Ϊ15 ��m/sʱ�����̽���Ϊ��״�����ʴ�100 ��m/s���ӵ�300 ��m/s���ﵽ600 ��m/sʱ�����̽����Ϊ��֦״�������ϸС��
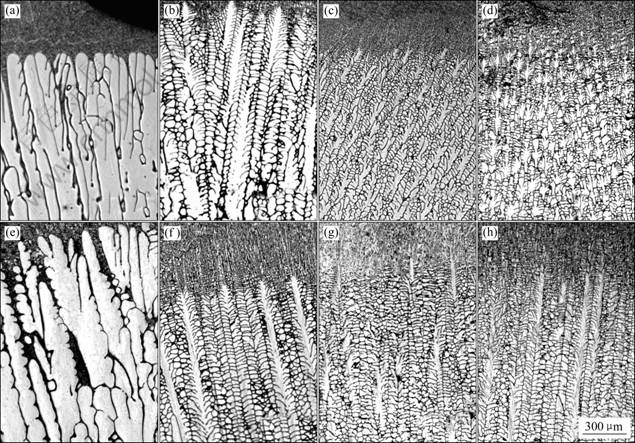
ͼ4 ��ͬ����������ֱ���������ݽ�����֯
Fig.4 Microstructures of longitudinal sections of samples with different diameters under various withdrawal velocities: (a)-(d) Samples with diameter of 4 mm; (e)-(h) Samples with diameter of 7 mm; (a), (e) 15 ��m/s, (b), (f) 100 ��m/s (c), (g) 300 ��m/s (d), (h) 600 ��m/s
��d 4 mm��d 7 mm����һ�μ����бȽϣ������������ʵ����ӣ���/֦����������������Ĺ��ɣ��Ҳ�ֱͬ��������������ͬ�ı仯���ơ��ڰ�״-��/֦-��֦ת��Σ�֦��������������ʵ������������������֦��ϸ���Σ�֦��������������ʵ��������С��d 4 mm������һ�μ������С��d 7 mm�����ģ�����ֱ����������Ӱ��ϴ��ڰ����Σ�d 4 mm�����İ������Ϊ78.09 ��m��d 7 mm�����ļ��Ϊd 95 ��m����������21.65%����v = 300 ��m/s֦���Σ�d 4 mm������һ��֦�����Ϊ88.95��m����d 7 mm������Ϊ102.9 ��m����������15.68%�������ͼ5��ʾ��
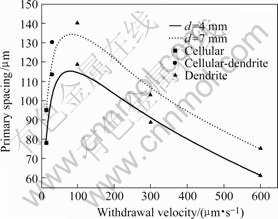
ͼ5 ��ֱͬ������һ�μ�������ʵı仯
Fig.5 Variation of primary spacing with withdrawal velocity for samples with different diameters
3 ����
ͼ3��������ͬ���������£�Сֱ���������и��ߵ��¶��ݶȡ�������ΪС����ֱ�������У��������ȶ�����С[7-8]�������е��ȶ���ʹ�¶Ⱦ��Ȼ�����������Һ���¶��ݶȡ�
���ݶ�����������ƽ�ⷽ�̣����������еľ����������ɵó�����ǰ��Һ���¶��ݶ�[10]��
�����ߴ����¶��ݶȵķ�ĸ���У����߳ߴ����¶��ݶȳɷ��ȡ���ˣ�������һ��������£�����ͬ���ϣ������ߴ�ԽС�����¶��ݶ�Խ��
����һ��֦�����˵ļ��㣬����HUNT[1]ͨ��֦����˰뾶���۵ó�һ�μ�ࡣ����ȷ��һ��֦�����Ϊ��״��֦��ģ�ͣ��ڸ�ģ���н�һ��֦�����ͼ�˰뾶��ϵ�������õ�
���ϼ���ģ�Ͷ��ǽ����ڵ�ֵѡ������ϣ�����һ��֦������1�����̲���(v��G��c0)�ĺ�������Ϊ![]() ���Ը����IJ��ϣ���һ�����������£�һ��֦������1ֻ���¶��ݶ�G����������v�йأ������¶��ݶȳɷ��ȡ��ɼ�����������������ͬ������£�����ֱ��ԽС���¶��ݶ�Խ�ߣ�һ��֦������1��С��
���Ը����IJ��ϣ���һ�����������£�һ��֦������1ֻ���¶��ݶ�G����������v�йأ������¶��ݶȳɷ��ȡ��ɼ�����������������ͬ������£�����ֱ��ԽС���¶��ݶ�Խ�ߣ�һ��֦������1��С��
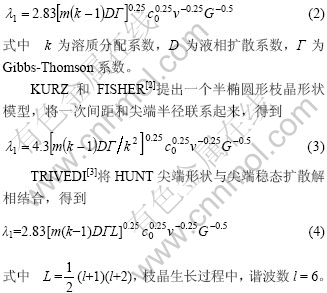
�ֱ�����ֱ��������ʵ������HUNTģ�ͣ�K-Fģ�ͺ�TRIVEDIģ�ͽ��бȽϣ������ͼ6��ʾ�������������ʵ����ӣ�һ��֦�������ּ�С�����ơ�����ֱ��4 mm��7 mmʵ�����õ�һ��֦������1����TRIVEDIģ�ͺ�HUNTģ��֮�䣬��K-Fģ�ͱ�ʵ������ܶ࣬��������Ϊ����֦�����Ϊ�����壻��HUNTģ�ͼ����һ��֦����������Ա�ʵ����С����������ֱ����7 mm����4 mm��ʵ������ģ�ͱ仯����һ�£�����TRIVEDIģ�ͱȽϽӽ�����������TRIVEDIģ������HUNTģ�ͻ����Ͻ��е����������d 4 mm�������ԣ�d 7 mm����һ��֦������1���ӽ�TRIVEDIģ�͡�
ͼ6 ��ֱͬ������һ��֦������1����������v�仯��ʵ����������ģ�͵ıȽ�
Fig.6 Comparison of experimental data and theoretical modes for primary dendrite spacing ��1 varying with growth rates: (a) d = 4 mm; (b) d = 7 mm
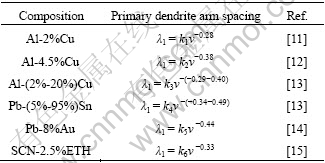
��ͼ7�з��֣�һ��֦������1��v-0.25G-0.5�����ȣ���v-0.25G-0.5���Ӷ����ӡ���Ƚ϶��ԣ������ͼ6���ơ�K-Fģ�ͱ�ʵ��ֵ��ܶ࣬��HUNTģ�����ʵ��ֵС��ʵ�������ӽӽ�TRIVEDIģ�͡����ܵ�ԭ����������������ͨ�����ֶԱȵó���һ��֦������1��ʵ��ֵ��TRIVEDIģ�ͱȽϽӽ�����ˣ�TRIVEDIģ������ʵ��ֵ�����潫ʵ�����������Իع飬��ʵ��������Ч�Խ�����֤����һ��˵��TRIVEDIģ�͵���Ч�ԡ�

ͼ7 ��ֱͬ������һ��֦������1��v-0.25G-0.5�仯��ʵ����������ģ�ͱȽ�
Fig.7 Comparison of experimental data and theoretical modes for primary dendrite spacing ��1 varying with v-0.25G-0.5: (a) d = 4 mm; (b) d = 7 mm
ͨ����ͼ6��ʵ����������ϣ��ɵõ�d 4 mm����һ��֦������1����������v�Ĺ�ϵΪ
![]()
d 7 mm������1��v�Ĺ�ϵΪ
![]()
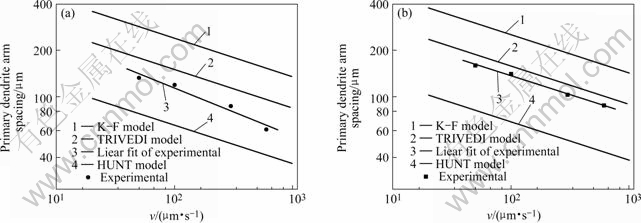
����ϵʽ��Ϊ��1 = av-b��ʽ�����1������бȽϿɵã���Al-Cu�Ͻ�b = 0.28~0.49�������Ͻ���л��������0.33�������ĵĽ��Ϊ0.25��0.31�������۽��b = 0.25���ӽ�������d 7 mm����ʵ��ֵb = 0.25������ģ����ȫһ�¡�
��1 ��ͬ�Ͻ���л���һ��֦������1��v�Ĺ�ϵ
Table 1 Variation of primary dendrite arm spacing ��1 with v for different metallic and organic materials
Ϊ�˵õ�һ��֦������1����������v���¶��ݶ�G�Ĺ�ϵ����ͼ7�е�ʵ����������ϣ���d 4 mm�����õ��Ĺ�ϵ���£�
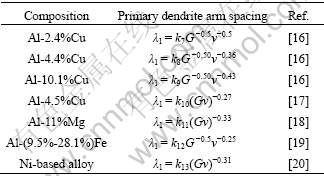
����ϵʽ�����Ϧ�1 = kv-aG-b��ʽ��������ʽ(7)��(8)�У�b/a = 2����2��Al-(9.5%-28.1%)Fe�Ͻ��һ��֦������1����������v���¶��ݶ�G����b/a = 2�����ң�Al-(9.5%-28.1%)Fe�Ͻ�Ľ��������ֵ��ȫһ�¡���Al-4.4%Cu��Al-10.1%Cu�Ͻ��b/a����1~2֮�䡣Al-2.4%Cu��Al-4.5%Cu��Al-11%Mg��Ni �����ºϽ�(IN738LC)�Ͻ��a��bֵ����ȣ�b/a = 1�����۽������һ��֦������b/a = 2�������Щʵ��ֵ���ģ����һ����ƫ������ĵ�ʵ��������ϽϺá���ˣ�֤ʵ����ʵ��������Ч�ԣ��Ӷ���һ��˵��TRIVEDIģ����ʵ�������ӷ��ϡ�
��2 ��ͬ�Ͻ�һ��֦������1���¶��ݶ�G������v�Ĺ�ϵ
Table 2 Variation of primary dendrite arm spacing ��1 with temperature gradient G and velocity v for different alloys
REFERENCES
[1] HUNT J D. Solidification and casting of metals[M]. London: The Metal Society, 1979: 3-12.
[2] KURZ W, FISHER D J. Dendrite growth at the limit of stability: Tip radius and spacing[J]. Acta Metall, 1981, 29: 11-20.
[3] TRIVEDI R. Interdendritic spacing: Part ��. A comparison of theory and experiment[J]. Metall Trans A, 1984, 15: 977-982.
[4] HUNT J D, LU S Z. Numerical modeling of cellular/dendritic array growth: Spacing and structure predictions[J]. Metall Mater Trans A, 1996, 27: 611-623.
[5] WARREN JAMES A, LANGER J S. Prediction of dendritic spacing in a directional-solidification experiment[J]. Physics Review E, 1993, 47(4): 2702-2712.
[6] CHEN J, SUNG P K, TEWARI S N, POIRIER D R, de GROHIII H C. Directional solidification and convection in small diameter crucibles[J]. Mate Sci Eng A, 2003, 357: 397-405.
[7] TRIVEDI R, LIU S, MAZUMDER P, SIMSEK E. Microstructure development in the directionally solidified Al-4.0% Cu alloy system[J]. Sci Tech Adv Mater, 2001, 2: 309-320.
[8] G?ND?Z M, ?ADIRLI E. Directional solidification of aluminum-copper alloys[J]. Mater Sci Eng A, 2002, 327: 167-185.
[9] �� ǿ, ˾�˳�, �� ��, �����. ��������Al-4.5%Cu�Ͻ�֦����֯��������ʵĹ�ϵ[J]. �й���ɫ����ѧ��, 2007, 17(7): 1101-1106.
WU Qiang, SI Nai-chao, GUO Yi, LI Da-yun. Relationship between primary dendrite arm spacing of Al-4.5%Cu alloy and withdrawal rate during unidirectional solidification[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(7): 1101-1106.
[10] ������, �� ��, ��̫��, �žۻ�. ��������ZMLMC���¶��ݶȵIJⶨ�����������֯��Ӱ��[J]. ���켼��, 2006, 27(11): 1165-1168.
ZHANG Wei-guo, LIU Lin, HUANG Tai-wen, ZHANG Ju-hui. Determining the temperature measurement of temperature gradient on the ZMLMC directional solidification apparatus and the effect of temperature gradient on solidification microstructure[J]. Foundry Technology, 2006, 27(11): 1165-1168.
[11] AN G Y, LIU L X. Dendrite spacing in unidirectionally solidified Al-Cu alloy[J]. J Cryst Growth, 1987, 80: 383-392.
[12] LIN X, HUANG W, FENG J, LI T, ZHOU Y. History-dependent selection of primary cellular/dendritic spacing during unidirectional solidification in Aluminum alloys[J]. Acta Mater, 1999, 47: 3271-3280.
[13] CADIRLI E, G?ND?Z M. The directional solidification of Pb-Sn alloy[J]. J Mater Sci, 2000, 35: 3837-3848.
[14] KLAREN C M, VERHOEVEN J D, TRIVEDI R. Primary dendrite spacing of lead dendrites in Pb-Sn and Pb-Au alloys[J]. Metall Trans A, 1980, 11: 1853-1861.
[15] HUANG W, GENG X, ZHOU Y. Primary spacing selection of constrained dendritic growth[J]. J Cryst Growth, 1993, 134: 105-115.
[16] YOUNG K P, KIRKWOOD D H. The dendrite arm spacing of aluminum-copper alloys solidified under steady-state conditions[J]. Metall Trans A, 1975, 6: 197-205.
[17] SU R J, OVERFELT R A, JEMIAN W A. Microstructure and compositional transients during accelerated directional solidification of Al-4.5pct Cu[J]. Metall Trans A, 1998, 29: 2375-2381.
[18] LIU Y L, KANG S B. Solidification and segregation of Al-Mg alloys and influence of alloy composition and cooling rate[J]. Mater Sci Technol, 1997, 13: 331-336.
[19] LIANG D, JIE W, JONES H. The effect of growth velocity on primary spacing of Al3Fe dendrites in hypereutectic Al-Fe alloys[J]. J Cryst Growth, 1994, 135: 561-564.
[20] KERMANPUR A, VARAHRAAM N, ENGILEHEI E, MOHAMMADZADEH M, DAVAMI P. Directional solidification of Ni base superalloy IN738LC to improve creep properties[J]. Mater Sci Technol, 2000, 16: 579-586.
________________________
������Ŀ��������Ȼ��ѧ����������Ŀ(10377012)
�ո����ڣ�2007-07-29�������ڣ�2007-11-20
ͨѶ���ߣ��� ������ʿ�о������绰��029-88493942-8009; E-mail: qm_021@yahoo.com.cn
