
���±��: 1004-0609(2005)07-1051-06
��Ti3SiC2�������ӷ�Ӧ�ս�SiC�մ�
����Ӣ1 , ������1 , ��Ծ��2
(1. �������պ����ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� 100083; 2. ���ϴ�ѧ ��ĩұ������ص�ʵ����, ��ɳ 410083)
ժҪ: ��Ti3SiC2��ĩ��Ϊ����, ������ѹ��Ӧ�ս����ӷ�����SiC, ͨ������ʵ��, �о��������¶ȡ� ���±���ʱ�䡢 ����ѹ�������Ӳ��ȶ���������ǿ�ȵ�Ӱ��, ��ѡ������ѹ��ղ����ֱ�Ϊ: 1500��, 30min, 30MPa, 150��m�� ���õ��Ľ�ͷ������ǿ��Ϊ39.49MPa�� �۽ṹ�о��ͳɷַ�������: �ڽ��洦, ������Ԫ�ص���ɢ, �ٽ��˽�����, �����Եķ�Ӧ��ɢ�㡣 ���������ʾ�ڸ��¡� ��ѹ�� ��������Լ�ʹ��ʯīģ�ߵ�������, Ti3SiC2��ĸ�ķ������淴Ӧ, ʵ�ֽ����ϡ�
�ؼ���: �մ�����; ��������; Ti3SiC2 ; SiC�մ� ��ͼ�����: TQ174.758
���ױ�ʶ��: A
Joining of reaction bonded SiC ceramic using Ti3SiC2 powder as filler
DONG Hong-ying1, LI Shu-jie1, HE Yue-hui2
(1. School of Materials Science and Engineering, Beijing University of Aeronautics and Astronautics, Beijing 100083, China;
2. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Abstract: The joining of RBSiC to RBSiC was successfully realized by hot pressing reaction joining process using Ti3SiC2 powder as filler. The optimized technological parameters were obtained by orthogonal experiments, which are the joining temperature of 1500��, the dwelling time of 30min, the joining pressure of 30MPa and the interlayer thickness of 150��m. Under these conditions, the obtained shearing strength of the joint is 39.49MPa. The mechanism of bonding was investigated based on observation of the microstructure, determination of distribution of the elements and phase analysis at the welded area, which show that the mechanism of bonding at the interfaces is interdiffusion and interfacial reaction.
Key words: ceramic joining; special joining; Ti3SiC2; SiC ceramic
SiC�մ����ھ������¡� ��ĥ�� ��ʴ�� ��ѧ�ȶ��Ըߵ���������, ����ں��պ��졢 ������ ���������ܵ��������Ź�����Ӧ��ǰ���� Ȼ�������մɱ������еĴ��Խϴ�, ���ڼӹ����ε�ȱ��, ��ʵ��ʹ��ʱ, ������Ҫ��С�͡� ��״��SiC�մ����ӳ�Ϊһ�����͡� ��״���ӵ����塣 �������մɲ��ϱ��������������ѧ����, ���, �մɵ����Ӵ����Ų��ٵ��ѵ��������ԡ� Ŀǰ�о���չ�ĸ������Ӽ����н�ճ�����ӡ� ��е���ӡ� Ħ�������ӡ� ���������ӡ� ���Խ���ǥ���� SHS���ӡ� �ֲ�˲��Һ�����ӡ� ������ɢ������ѹ��Ӧ�ս����ӷ���, ����ǥ������ɢ����Ϊ����[1, 2]�� ����SiC�մ���Ҫ��ǿ�Ĺ��ۼ��Ӻ�, �����м�㺸�Ͻ���ʵ��SiC�մɵ����ӡ� ���ý����м���õ�����ǿ�Ƚϵ�, ���Ҳ������ڸ��»���[3, 4]; �����л��ۺ����մ���������Ϊ�м���������ȱ�����л��ۺ������ѽ�����л������Ӳ�λ��������, �Ӷ�����Ӱ������ǿ��[5]�� ����SiC�մ�����, Ŀǰ������ѡȡ���ʵ��м�㺸������߽�ͷ�ĸ���ǿ�Ⱥ����ȶ��Ե����⡣ �������ǽ���������Ϊ�м�㺸�ϵ���ѹ��Ӧ�ս����ӷ����нϺõķ�չǰ����
��Ԫ������̼������(Ti3SiC2)�ǽ������Ƚ��ܵ���ע�����ǽ������ϡ� ���������Jeitschko ��Novotny��TiH2, Si��ʯīΪԭ��, ͨ�����෴Ӧ�ϳɲ�ȷ�����侧��ṹ[6]�� ���, �й��� ������ �ձ��� ������ �µ����ȹ��ҵĿ�ѧ�Ҷ�������˰����ϳɡ� ��������Ԥ�����ڵĴ����о��� ��Ȼ̼�����ѵ��о�Ŀǰ��û����ȫһ�µĽ���, ���Ѿ��϶�̼��������һ���ۺ��˽������մ��ŵ�����Ͳ��ϡ� ��������������õĵ��ȡ� ��������, �������Ժ�, ���������¾��нϺõ�����, ����Ҫ������������һ���е�ӹ������ӹ�; �����մ�, ��������, ����ǿ�ȴ� Ti3SiC2���۵�ߴ�3000������, ���и����ȶ���, �ڵ���1800�桢 ����ջ�����в��ֽ�[7-13]�� ���, ������Ϊ�м������SiC�մɲ�����������SiC�մɵĸ���Ӧ��; ����Ҫ��������ͨ�������Ա��λ�������ʱ�Ӹ��½�������ʱ�����IJ�����Ӧ���Ӷ���һ��������Ӽ��ĸ���ǿ�ȡ� Ŀǰ�������ʹ��Ti3SiC2������Ϊ�м�㺸�ϵ��о��Ƚ��١�
���о�ѡ�úϳɺõ�Ti3SiC2��ĩ������Ϊ�м�㺸��, �ֱ�ѡȡ��ͬ��������, ������ѹ��Ӧ�ս����ӷ�����SiC��SiC�����ӡ�
1ʵ��
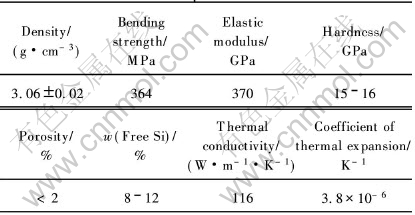
ʹ��Ԥ�Ⱥϳɺõ�Ti3SiC2��ĩ(��������TiC)��Ϊ�м�㺸��; ����ĸ��Ϊ��Ӧ�ս�SiC(RBSiC), ������������1���С�
���մ��г�25mm��25mm��7mm�ij�����, ��ĸ���ܺ����������ĥ�⡣ Ȼ����õ�ĸ�ķ���ƾ���, �ڳ�������������ϴ, ��ɺ���м�㰴��SiC/Ti3SiC2/SiC��˳��װ��ʯīģ��[CM(22]�С� ����ѹ¯�н�������ʵ�顣 ���ӹ���Ϊ: ѹ��20~40MPa; �¶�Ϊ1300~1500��; ����ʱ��Ϊ30~90min, �������ӹ�����ͨ�������Ϊ�������ա�
��1 ��Ӧ�ս�SiC�Ļ�������
Table 1 Properties of RBSiC
�������ӹ�������Ϊ�DZ���, ���÷DZ�������������ǿ�Ȳ���, ��ͼ1��ʾ�� ���Ӽ���ǿ�ȸ��ݷ��ν�����ǿ�ȼ��㹫ʽ����[14]��
![]()
ʽ�Ц�Ϊ����ǿ��, Pa; MbΪ���, N��m; WzΪ����ϵ��, m3; FΪ�ƻ��غ�, N; xΪ�����㵽�ƻ�λ�õľ���, m; dΪ�����Ŀ���, m; hΪ�����ĸ߶�, m��
��ͼ1�ɼ�, �����ַ����ⶨ��ǿ��ֵ, �Ȳ��ǵ����Ŀ���ǿ��, Ҳ���ǵ����Ŀ���ǿ��, ���ǰ���������, �Կ���Ϊ��, �ڱ����г�Ϊ����ǿ�ȡ� Ϊ��ʹ���ݾ��пɱ���, ��������������ͬ���ķ������вⶨ��
��ɨ��羵(SEM)�۲����ӽ������������֯��ò�� ������(EDX)������������Ԫ�صķֲ��� �����Ӽ��ĶϿ���X��������(XRD)����, ���о��м����������ɡ�
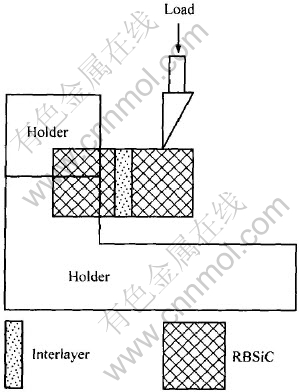
ͼ1 ����ǿ�Ȳ���ʾ��ͼ
Fig.1 Diagrammatic sketch of instrument used to determine weld strength
2���������
2.1��ѹ��յ�ȷ��
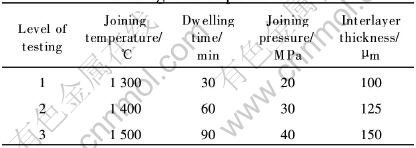
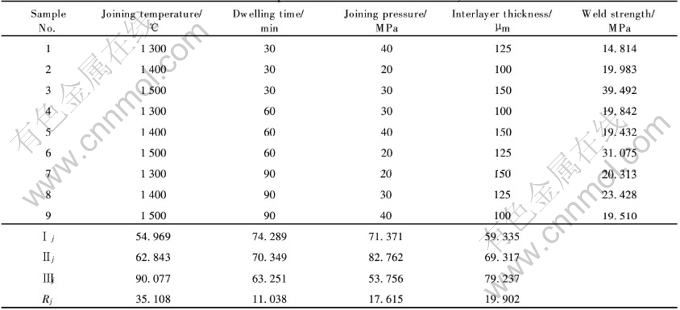
���մ����ӹ�����, Ӱ������ǿ�ȵ�ʵ�����رȽϸ���, ����������ʵ��ѡȡ������ǿ��Ӱ��ϴ��4��ʵ������, ���������¶ȡ� ����ѹ���� ����ʱ���Լ���Ƶ������м����(����м����, ��ָ���м�㺸�ϳ�����ܻ��Ժ�����ۺ��), �����������ʵ�������������ѵ�ʵ�鹤�ղ����� ��2�г�������ʵ����ѡ��ĸ����ؼ����ˮƽ, ��3�г���ѡ�õ�L9(34)����ʵ���, ���Թ��ղ���������ѡ��
2.2����ʵ����
��4�г���4��������3����ͬˮƽ�µ�����ʵ������ �ñ��Т� �� ��ֱ��ʾˮƽ1�� ˮƽ2�� ˮƽ3, j��ʾ��j��; ��j��ʾ�������е�j�е�ˮƽ1����Ӧ��ָ��֮��; ��j�� ��j��ʾ�������������ơ� ����Rj��ʾ��j���еĢ�j�� ��j�Լ���j�е����ֵ����Сֵ֮��, �������С, ���жϸ�����Ӱ������Ρ�
��2 ����ʵ���и�ˮƽ��ʵ������
Table 2 Processing parameters in orthogonal experiments
��3 L9(34)����ʵ���
Table 3 Orthogonal experiments
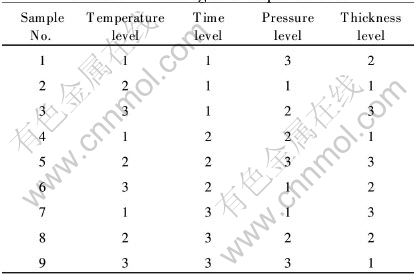
��������ʵ������ԭ��, ���ݱ��и��Т�j�� ��j�Լ���j��ֵ, �ɵ���ѹ��ղ���Ϊ: 1500��, 30min, 30MPa, 150��m�� ���õ����������ǿ��Ϊ39.49MPa, ������ǿ�Ȳ��Թ�����, �������м�㺸�ϴ����ѡ� �ɱ���Rjֵ���Կ����趨�������¶ȶԲ���ָ��Ӱ�����, ��Ƶ��м���ȴ�֮, ����ʱ��Բ���ָ���Ӱ����С��
��4 ����ʵ���������
Table 4 Experimental results and analyses
ͼ2��ʾΪ��Ӱ�����ضԲ���ָ���Ӱ�����ơ� �¶����մ���ѹ��Ӧ�ս������е�����Ҫ�Ĺ�������, �������������淴Ӧ�ܷ���, ��������Ӧ���е��ٶȡ� ͼ2��ʾ��ʵ�鷶Χ��, ���������¶ȵ����, ����ǿ������ߡ� ������ڴ��¶ȷ�Χ֮��, �ϸߵ��¶��������м�㺸�����մ�ĸ�ķ�Ӧ, �����ڽ�����ǿ�ȵ����, ��������ǿ�����м���ȵ����Ӷ����ӡ� �����м�㺸��Ti3SiC2��ĸ��RBSiCΪ���ֲ�ͬ�IJ���, ���ǵ�������ϵ����ͬ(Ti3SiC2�մɵ�������ϵ��Ϊ9.2��10-6K-1[15]), ���, �ں��ӵĽ��¹����н�������Ӧ���� ��ǰ����, ���о�������Ti3SiC2�������Ա������ܻ��⺸����Ӧ���� ��Ȼ, �м��Խ��, ��ͨ�����Ա��λ�����Ӧ��������Խǿ, ��������ǿ��Խ�ߡ� �ɼ�, ͼ2��ʾ��ʵ������Ԥ�ڽ��һ�¡� ����ʱ����Ҫ����ԭ����ɢ�ͽ��淴Ӧ�ij̶ȡ� �����ѡ�õı���ʱ�������ˮƽ������ǿ�ȵ�Ӱ����Խ�С�� һ��������ѹ������ʹ�մ�/�м�㺸��/�մɵĽ�����ܽӴ�, ������ӽӴ����, Ϊ�������淴Ӧ�Լ�������ɢ�ṩ������������ ��ͼ2���Կ���: ��20~30MPa��Χ��, ����ǿ����������ѹ�������Ӷ�����; ����30~40MPa��Χ��, ��������ѹ������������ǿ�Ƚ��͡� ������������ѹ������, ����������ʱ�����IJ���Ӧ��, �����п�����SiC�մ�������������, �Ӷ���������ǿ��, ���صĻᵼ�����Ӽ����λ���ѡ�
2.3�������۽ṹ���ɷַ���
ͼ3��ʾΪ��������SiC/Ti3SiC2/SiC�Ľ��������SEM ����Ƭ��EDX��ɨ��ɷַ������ø�Ԫ�صķֲ�, ��ɨ��·����ͼ3�к�������ʾ
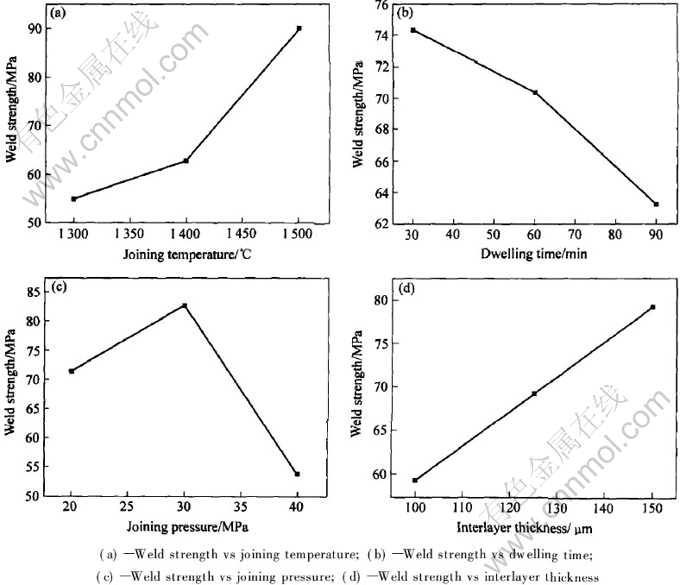
ͼ2 �����ض�����ǿ�ȵ�Ӱ������
Fig.2 Effects of technological parameters on weld strength referring to sum of weld strength as given in Table 4 at same level
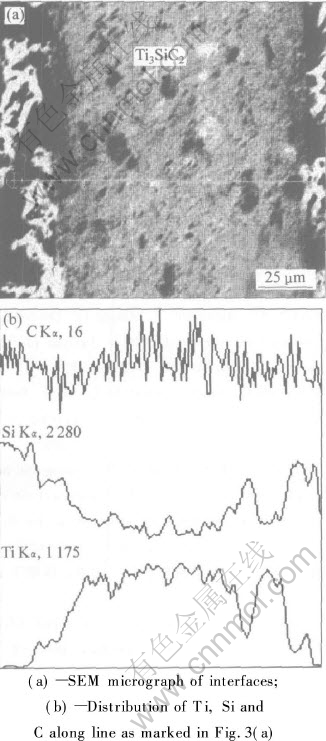
ͼ3 ��������SiC/Ti3SiC2/SiC���������SEM��Ƭ��EDX��
Fig.3 SEM micrograph and EDX patterns of SiC/Ti3SiC2/SiC interfaces
λ�á� ����������1300�汣��60min, ͬʱʩ��30MPa�����ѹ������������ȡ�ġ� ��ͼ�п��Կ���, ��SiC/Ti3SiC2�Ľ��洦, SiԪ�غ�TiԪ�صķֲ����߶�����һ���̶ȵ���б, ��˵���ڽ��洦, ������Ԫ�ص���ɢ, ���������Եķ�Ӧ��ɢ�㡣 ��Щ��Ӧ��ɢ���γɵ�ԭ��������RBSiCĸ���д�����һ�����������, �������м����Ϸ�����Ӧ�γɷ�Ӧ�㡣 ������[16]����, Ti3SiC2 �����ڸ�Si��C��������, ������ѧ��Ӧ�� �ڸ�Si��������1200~1350��ʱ��������TiSi2��SiC�� ͼ4��ʾΪ���ӹ��ղ����ֱ�Ϊ1500��, 30min, 30MPa, 150��mʱ���ӵ�����������ǿ�Ȳ���ʵ��֮��Ͽڱ����X���������ס� ��ͼ�п��Կ���, ����1500��ĸ������Ӻ�, �м����������TiSi2���ࡣ �˽��֤ʵ�����ӹ�����, Ti3SiC2��ĸ�ķ����˻�ѧ��Ӧ�� ����, RBSiCĸ���д���һ�����Ŀ�϶, �ڸ��º����ѹ����������, �м����Ͻ���RBSiC�Ŀ���, �����˽Ӵ����, �Ӷ��ٽ��˽��淴Ӧ�ͽ�����ɢ�Ľ���, ����������ǿ�ȵ���ߡ� ���ݱ�ʵ��Ľ��������Ϊ, ����Ti3SiC2��ĩ�м�㺸��ͨ����ѹ��Ӧ�ս����ӹ�������RBSiC�մɵ����ӻ�����Ҫ������: һ���м�㺸�������ܻ���ͬʱ��ĸ��֮�䷢��Ԫ�ص���ɢʵ������; �����ڸ��¡� ���ѹ���� ��������Լ�ʹ��ʯīģ�ߵ�������, Ti3SiC2��ĸ�ķ������滯ѧ��Ӧʵ�ֽ����ϡ�
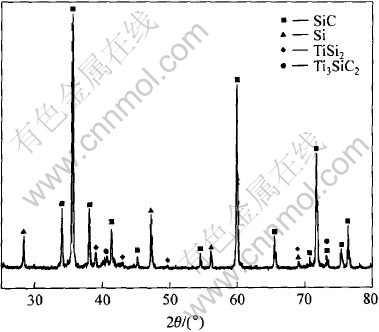
ͼ4 ���������Ͽڱ����X����������
Fig.4 XRD pattern of fractural surface
3����
1) ������ʵ��Ļ�����, ʹ��Ti3SiC2��ĩ��Ϊ�м�㺸��ͨ����ѹ��Ӧ�ս����ӹ���������RBSiC�� �������¶�Ϊ1500��, ����ʱ��Ϊ30min, ����ѹ��Ϊ30MPa, �м����Ϊ150��mʱ�������������ǿ��(�Կ���ǿ��Ϊ��)39.49MPa�� ������ʵ����������4��������, �����¶ȶ�����ǿ�ȵ�Ӱ�����, ����ʱ�������ǿ�ȵ�Ӱ����С��
2) ���ӻ�����Ҫ������: һ���м�㺸�������ܻ���ͬʱ��ĸ��֮�䷢��Ԫ�ص���ɢʵ������; �����ڱ�ʵ��������Ti3SiC2��ĸ�ķ������淴Ӧʵ�ֽ����ϡ�
REFERENCES
[1]���پ�. �մ�-�������ϲ��� [M]. ����: ұ��ҵ������, 1995.
LI Rong-jiu. Ceramic-Metal Composites [M]. Beijing: Metallurgical Industry Press, 1995.
[2]�Ž���, ������. ���������մ����Ӽ����Ľ�չ[J]. ������ѧ��, 2002, 30(1): 102-107.
ZHANG Jian-jun, LI Shu-jie. Progresses of joining techniques of nonoxide ceramics[J]. Journal of the Chinese Ceramic Society, 2002, 30(1): 102-107.
[3]����. ������. �Ž���, ��. SiC�մ����ӹ��ռ����Ϸ�Ӧ�����о�[J]. ϡ�н��������빤��, 2003, 32(3): 224-227.
ZHANG Li, LI Shu-jie, ZHANG Jian-jun, et al. Study on the joining process of SiC and the reaction products of filler[J]. Rare Metal Materials and Engineering, 2003, 32(3): 224-227.
[4]�Ž���, ������, ����. ��Ti/Ag�������ӵ�SiC�մɽ���[J]. �й���ɫ����ѧ��, 2004, 14(3): 455-459.
ZHANG Jian-jun, LI Shu-jie, ZHANG Yan. Interface of SiC joints welded by hot-pressing joining process with Ti and Ag[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 455-459.
[5]������. ������. ���л��ۺ�������̼�����մɼ��մɻ����ϲ���[J]. ������ѧ��, 2004, 32(10): 1246-1251.
LIU Hong-li, LI Shu-jie. Joining of SiC and SiC-based composites using preceramic polymers[J]. Journal of the Chinese Ceramic Society, 2004, 32(10): 1246-1251.
[6]Jeitschko W, Nowotny H. The crystal structure of Ti3SiC2��a new complex carbide[J]. Monatash Chem, 1967, 98(2): 329-337.
[7]TANG Ke, WANG Chang-an, HUANG Yong, et al. A study on reaction mechanism and growth of Ti3SiC2 synthesized by hot-pressing [J]. Mater Sci Eng A, 2002, A328: 206-212.
[8]Li J T, Miyamoto Y. Investigation on novel features during reactive synthesis of Ti3SiC2 ceramic[A]. Yan D S, Guan Z D, eds. Proceedings of the First China International Conference on High-Performance Ceramics[C]. Beijing: Tsinghua University Press, 1998. 594-597.
[9]Barsoum M W, El-Raghy T. Synthesis and characterization of a remarkable ceramic: Ti3SiC2[J]. Journal of Am Ceram Soc, 1996, 79(7): 1953-1956.
[10]Sun Z M, Zhou Y C. Synthesis of Ti3SiC2 powders by a solid-liquid method[J]. Scripta Mater, 1999, 41(1): 61-66.
[11]Gao N F, Miyamoto Y, Zhang D. Dense Ti3SiC2: prepared by reactive HIP[J]. Journal of Materials Science, 1999, 34(10): 4385-4391.
[12]Pampuch R, Lis J, Stobierski L, et al. Solid combustion synthesis of Ti3SiC2[J]. Journal of Europe Ceramic Society, 1989, 5(5): 283-288.
[13]El-Raghy T, Barsoum M W. Processing and mechanical properties of Ti3SiC2 (��): reaction path and microstructure evolution[J]. Journal of the American Ceramic Society, 1999, 82(10): 2849-2854.
[14]������. ������ѧ�̲�[M]. ����: ������ҵ������,1989. 134.
SHAN Hui-zu. Textbook of Material Mechanics [M]. Beijing: National Defence Industry Press, 1989. 134.
[15]������, ÷����, ���Ⱥ. �ɼӹ��մ�Ti3SiC2�ĺϳɺ�����[J]. ������ͨ��, 2003(3): 74-77.
CHEN Yan-lin, MEI Bing-chu, ZHU Jiao-qun. Synthesis and properties of the machinable ceramic Ti3SiC2[J]. Bulletin of the Chinese Ceramic Society, 2003(3): 74-77.
[16]El-Raghy T, Barsoum M W. Diffusion kinetics of the carbarization and silicidation of Ti3SiC2[J]. Journal of Application Physics, 1998, 83(1): 112-119.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50271003); �й����ջ�����ѧ����������Ŀ(03H51024)
�ո�����: 2004-08-31; ������: 2005-04-11
�����: ����Ӣ(1974-), Ů, ��ʿ�о���.
ͨѶ����: ������, ����, ��ʿ; �绰: 010-82317121; ����: 010-82316100; E-mail: shujieli@publica.bj.cninfo.net
[1]���پ�. �մ�-�������ϲ��� [M]. ����: ұ��ҵ������, 1995.
[2]�Ž���, ������. ���������մ����Ӽ����Ľ�չ[J]. ������ѧ��, 2002, 30(1): 102-107.
[3]����. ������. �Ž���, ��. SiC�մ����ӹ��ռ����Ϸ�Ӧ�����о�[J]. ϡ�н��������빤��, 2003, 32(3): 224-227.
[4]�Ž���, ������, ����. ��Ti/Ag�������ӵ�SiC�մɽ���[J]. �й���ɫ����ѧ��, 2004, 14(3): 455-459.
[5]������. ������. ���л��ۺ�������̼�����մɼ��մɻ����ϲ���[J]. ������ѧ��, 2004, 32(10): 1246-1251.
[14]������. ������ѧ�̲�[M]. ����: ������ҵ������,1989. 134.
[15]������, ÷����, ���Ⱥ. �ɼӹ��մ�Ti3SiC2�ĺϳɺ�����[J]. ������ͨ��, 2003(3): 74-77.
