
���±�ţ�1004-0609(2007)12-1987-06
�������7055���Ͻ������֯����ѧ����
���Ⱦۣ��� �ܣ��� ������ �ݣ��� ݶ
(�Ϻ���ͨ��ѧ ���������ϲ��Ϲ����ص�ʵ���ң��Ϻ� 200030)
ժ Ҫ��
����ȫ�Զ���������������ι����Ʊ���7055���Ͻ�Ĵ���������ζ�����ͨ������֯��������ѧ���ܲ��ԣ��о���ҵ����������7055���Ͻ�ij�ʼ��֯����ѹ���ռ��ȴ����ƶȶ�����֯����ѧ���ܵ�Ӱ�졣����������������7055���Ͻ������ɴ�d 260 mm��1600 mm������Ϊ����״�����Ⱥ�۾��ȣ���Ҫ��20~30 ��m����֯�����Ժ��ƫ�����������ܶȴﵽ98.2 %���������̬���ϵ�T6̬��bΪ500~543 MPa����ʾ������������������Ͻ���ұ��������Խ��������ζ�������С��ѹ�ȱ��κ�ﵽȫ���ܣ������Ʒ��T6̬�����b��ߵ�745 MPa����Ϊ12.8 %��
�ؼ��ʣ�
7055���Ͻ�������������ȴ���������֯����ѧ������
��ͼ����ţ�TG 146.2���� ���ױ�ʶ�룺A
Microstructure and mechanical properties
of 7055 Al alloys by spray forming
LI Xian-ju, YANG Jie, ZHANG Hao, ZHANG Jie, ZHANG Di
(State Key Laboratory of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200030, China)
Abstract: A large-scale 7055 Al alloy billet with a size of d 260 mm��1600 mm was prepared by fully automatic controlled reciprocating spray forming technology. The initial microstructure and the effect of subsequent treatment (including extrusion and heat treatment) on the microstructures and mechanical properties of the 7055 alloy were studied. The results show that the as-deposited billet has an equiaxed and homogeneous structure with a grain size of 20-30 ��m and no macro-segregation structure. The relative density of the as-deposited alloy gets up to 98.2%. The ultimate tensile strength of as-deposited materials after T6 heat treatment gets up to 500-543 MPa, which indicates that there is little defect in the as-deposited billets produced by fully automatic controlled reciprocating spray forming technology. After deformation at small extrusion ratio, the billets could be fully densified. The ultimate tensile strength of the large-scale materials at T6 state rises to 745 MPa, and the elongation is 12.8%.
Key words: 7055 Al alloy; spray forming; heat treatment; microstructure; mechanical properties
��Ӣ��Swansea��ѧ��Singer������1968�����������εĸ����ԭ������[1-2]���ü������Ѹ�ٷ�չ����20����90������ڣ��Ѿ��ڸ����ܸ֡�����ͭ�Ƚ��������γɲ�ҵ[3-5]���봫ͳ�����칤����ȣ�������ι��յ���ȴ�ٶȿ��Դﵽ102~103 K/s������������ι����Ʊ��IJ���Ԫ�ع��ܶȴ���ϸС����֯���ȡ�ƫ���̶�С[6-8]���ҹ����²����Ʊ����ȴ����ͺ����ӹ�����ȡ���˷ḻ���о��ɹ�����Щ�ɹ��Ѿ��ﵽ�����Ƚ�ˮƽ[9]������Ŀǰ�ڲ�Ʒ��ҵ��ˮƽ�ϣ�������Ƚ�ˮƽ����Դ���������ࡣ
Al-Zn-Mg-Cuϵ��ǿ���Ͻ����Ժ��պ����ò�Ϊ�������Ʋ���չ������һ�����Ͻ����, �����������㷺���ڸ��ַɻ������������������ձڰ�ͻ����ǿ�Ƚṹ��������, ������������պ��칤ҵ�в���ȱ�ٵ���Ҫ����[10-12]��7055���Ͻ��������������ij���п�������������Ͻ��ǵ�ǰʵ��ʹ�õ����ǿ�����Ͻ𣬰�����������ǿ�ȴ�648 MPa�����ںܶ��о���λ���ô�ͳ���ն�7055���Ͻ����˴����о����úϽ���ǿ���Ѿ�������700 MPa�������ӽ�800 MPa��������Щ�����Ǵ������С��Ʒ�ϻ�õģ������������Ʒ����ʵ���ܡ������ߴ��7055���Ͻ���ʱ������п�����Ƚϸߣ���˺Ͻ�ɷ�ƫ�������������γ����ѡ���Ȼ����7055���Ͻ��Ʒ�类�ҹ������ص㹥����Ŀ��������Ϊֹ���ҹ����ӹ���ҵ�������������й�ҵʵ��Ӧ�ù���������������Լ�����Ӧ������ķ�չ�����⣬�ҹ���δ������չ�������7055���Ͻ��о������Ĺ���������
���о��鿪չ��ȫ�Զ����������������װ�������յĴ���ǰ�ڹ���[13-16]���Ʊ���d 260 mm��1 600 mm��7055���Ͻ�ҵ���Ķ��������������о��˸ù�ҵ����������7055���Ͻ�����ԭʼ��֯����ѹ���ȴ������նԲ�Ʒ����֯�����ܵ�Ӱ�죬�����ҹ�������ι�ҵ�������յķ�չ�����Ʒ�ĺ����ӹ�����������ָ�����á�
1 ʵ��
7055���Ͻ�����ɷ�ΪAl-8.2Zn-2.2Mg-2.4Cu- 0.2Zr(����������%)����������Ƶ¯�н��У������¶ȿ�����700~740 �档���徭�������ͳ�����������������ȫ�Զ�����������������豸���Ʊ���d 260 mm��1 600 mm�����Ͻ��������乤����������Ϊ�������������ղ������£�б���10?~30?�����վ���600 mm��������ת��40~60 r/min���½��ٶ�2~4 mm/s�������¶� 750~850 �棬����ѹ��Ϊ 0.8 MPa���������Ķ�����Բ���������������Ϊ1 mm����������������Ϊ1 kg���������ܶȡ���ѹ�¶�Ϊ420 �棬ѡ��d 270 mm��ѹͲ���ֱ�ѹ��d 120 mm��d 110 mm�İ��ģ���ѹ�ȷֱ�ԼΪ5��6��ѡ����ʵ�ģ�ߣ������ϼ�ѹ���⾶d 127 mm���ھ�d 78 mm�Ĺܣ���ѹ��Լ6.1��
���ù�ѧ�����۲��˺Ͻ�ͬ״̬������֯����X�������似��(XRD)����֯���������������������ѧ��������GBT228��2002���������� ��������ʵ�鷽�����Ƴ�Բ��������������ͬһ״̬ȡ3��������ʵ����SHIMADZU AG-100KNA������ʵ����Ͻ��С��Ͽ���ò�۲��ڷ�����S-515��ɨ��羵�Ͻ��С�
2 ʵ����
2.1 ��������������ò
ͼ1��ʾΪ7055���Ͻ������������ĺ����Ƭ�������о�������ͼ����ߵĶ�������ֱ��Լ260 mm����Լ1 600 mm��������������¾��ȣ�����ϸ�£����泵Բ2~3 mm���ɡ���Բ��������������������ܶȴﵽ98.2%��
ͼ1 �����������ò
Fig.1 Appearance of as-deposited billet
2.2 �Ͻ������֯�����ݱ�
2.2.1 �������������֯�۲켰���������
���������������ͬ��λ����֯���������۲죬��ͼ2��ʾ���Ա�Բ�Ĵ�(ͼ2(a))������뾶�е㴦(ͼ2(b))�ͱ�Ե��(ͼ2(c))�����Ľ�����֯��֪������������֯�dz��ӽ���������Ϊ����״�����Ⱥ�۾��ȣ���Ҫ��20~30 ��m����֯�����Ժ��ƫ����������ɢ�ֲ��Ŵ���ϸС��һ�������࣬ ����������������������״�ࡣ
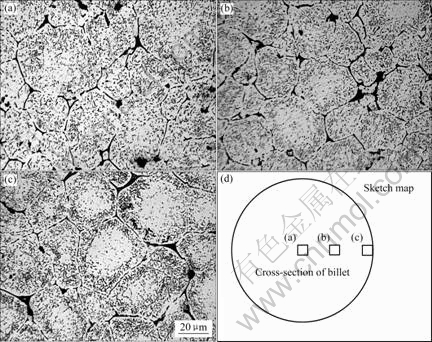
ͼ2 ���������������ϲ�ͬ���������֯
Fig.2 Microstructures of different areas on cross section of as-deposited billet: (a) Center; (b) Center of semidiameter; (c) Edge
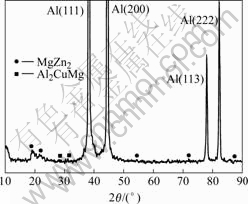
�����������XRD����ͼ3��ʾ����������֪�����������֯��Ҫ�ɦ�(Al)��MgZn2��ɣ�ͬʱ��������Al2Cu��Al2CuMg��

ͼ3 �����������XRD��
Fig.3 XRD pattern of as-deposited billet
2.2.2 ��ѹ̬����֯�۲�
ͼ4��ʾΪ�����ȼ�ѹ�Ľ�����֯��������ѹ���ᾧ�����飬��֯���Ե����ܻ����ҵڶ���ֲ����Ӿ��ȣ������Ͽ�϶������������ͼ4(b)��ʾ����֯�����Եķ����ԣ��������ؼ�ѹ����ֲ���

ͼ4 ��ѹ̬������֯
Fig.4 Microstructures of extrusion phase: (a) Transverse; (b) Longitude
2.2.3 ��ѹ��T6̬����֯�۲켰���������
ͼ5��ʾΪ��ѹ��T6�ȴ����Ľ�������֯����ͼ5(a)��(b)��ʾ�Ľ�����֯���Կ���������ϸС�ĵڶ����ھ��ں;�������������ͼ5(b)�л����Է�����֯�����Եķ����ԣ�����֮���еڶ���������

ͼ5 ��ѹ��T6̬������֯
Fig.5 Microstructures of as-extruded samples after T6 treatment: (a) Transverse; (b) Longitude
�Լ�ѹ��T6̬��֯������XRD���������ʵ������ͼ6��ʾ�������������Ե�֪���������Ϊ�ǡ�(MgZn2)������S(Al2CuMg)����ͼ3�Աȣ� Al(220) ����ʧ��Al(222)��ǿ���������ӣ�����ʾ��ѹʹ�Ͻ������֯����
ͼ6 ��ѹ��T6̬������XRD��
Fig.6 XRD pattern of as-extruded samples after T6 treatment
2.3 �Ͻ���ѧ����
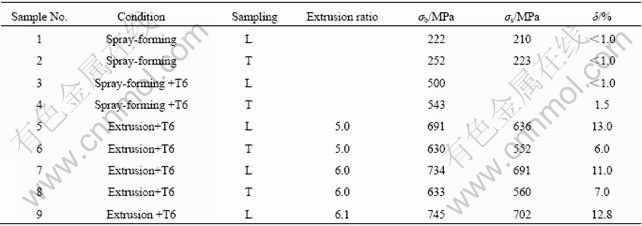
��״̬���ϵ���ѧ�������ڱ�1��L��ʾƽ���ڶ�����ѹ��(��)����T��ʾ��ֱ�ڶ�����ѹ��(��)������Ʒ9���⾶127mm���ھ�78mm�ļ�ѹ���Ͻ�ȡ���ٽ���T6����������450 ���¶��±���2 h��Ȼ��������480 �棬����2 h��ˮ�д��Ȼ����120 ��ʱЧ24 h���ɱ�1���Կ������������̬���Ϧ�b��222~252 MPa������T6�ȴ�����b�ﵽ500~543 MPa�����������Ҫ�߳���ʮMPa���Ķ���1%���ҡ��������̬���Ͼ�����ѹ������ĦĶ���10%���ϡ������ԣ�������ѹ+T6��������Ʒ�������b�ͦ�s�Ⱥ����b�ͦ�s�ֱ�߳�Լ60~100 MPa��80~130 MPa��������쳤�ʶ�Զ���ں���ġ���ѹ��Ϊ6����Ʒ�������b�ͦ�s�ֱ�ȼ�ѹ��Ϊ5����Ʒ�ĸ߳�Լ40 MPa��60 MPa����������������ܼ�ѹ�ȵ�Ӱ�첻����Ʒ9Ϊ��ѹ�ܣ���b�ߴ�745 MPa����sΪ702 MPa���Ĵ�12.8 %��
2.4 ��������Ͽ���ò�۲�
ͼ7��ʾΪ7055���Ͻ�ѹ��T6̬��������Ͽڵ�SEM���Կ���������Ͽ�Ϊ���͵����Զ��ѣ����Ѿ��ȡ�

ͼ7 ����ѹ��T6̬������������Ͽ�SEM ��
Fig.7 SEM image of tensile fracture of as-extruded sample after T6 treatment
��1 ��ͬ״̬����ѧ����
Table 1 Mechanical properties of different conditions
3 ���������
���о�����ȫ�Զ���������������ι����Ʊ��˴�������������ò���¾��ȣ�����ϸ��(ͼ1)����Բ���ϱȽ��١��������������֯Ϊ���ᾧ����۾���(��ͼ2)�������������ܶȴ�98.2%���������Ϲ�ҵ��Ʒ�����ܶ�ԼΪ97%���ң�����ʾ�˱��о������õ�������ι��������Ʊ������ܶȵĹ�ҵ������Ͻ���������T6�ȴ���������������Ħ�b��ߴ�543 MPa�����ڹ�����������л�δ�������������ȼ�ѹ���ᾧ�����飬��֯��һ��ϸ�����Ȼ������ϻ����ϴﵽȫ����(��ͼ4)�����ھ�����ϸ�����������࣬�ڶ����κ˵ļ������ӣ��������ں������ȴ�����
�������̬��֯��ұ�����������ڱ��κ�ģ��������Ŀ�϶����ۣ���ˣ���ѧ����������ǿ�Ȼ����쳤�ʣ����ȱ��κ����Ҫ��(����1����Ʒ1��2)���������̬��֯����T6�ȴ�����b�ﵽ 500~543 MPa�����Ը�����̬���Ͻ��ǿ�ȣ��������о�������εĿ���������֯��Ч�ؿ˷��˴�ͳ���칤�����γɵĴִ���֯��ͬʱ����ȼ�����������ι��������ڲ����Ŀ�϶����۵�ȱ�ݣ���֤�˽ϸߵ��������ܡ��������������������������������ɵģ���϶����۵���֯ȱ�����ڲ���洦�γɣ����������֯������ͻ���Եص��ں���ģ���������Ħ�b���ں���ġ�������ѹ��ԭʼ��ṹ�����ң���֯��һ��ϸ���;��Ȼ��������������������̬���ܴ��ڵ�����ȱ�ݣ��������ܵõ���������ߡ��ɱ�1����Ʒ5��7��9���������ݿ�֪����һ�����ڣ���ѹ��Խ��������ѧ���ܾ�Խ�ߣ�����������ڼ�ѹ��Խ����֯�ķ����Ծ�Խǿ��֯����֯Խϸ�£��ڶ�������������ɢ��ԭ��ѹ����������֯�����Ե�֯������(��ͼ4(b)��ͼ5(b))����ֱ��ѹ�������֯���������ƽ�м�ѹ����ģ���ˣ��������ѧ�������Ը��ں����(����1����Ʒ5��6��7��8)����Ʒ9�Ħ�b����Ʒ5��7�߳�Լ10 MPa�� ����������ڼ�ѹ�ܵļ�ѹ�ȸ���Ҳ���������ڼ�ѹ�ܺ��С���ȼ�ѹ���Ĵ��Ч�����á�
���о��Ʊ����������7055���Ͻ��ǿ�ȱ��������ô�ͳ��������ĺϽ�߳�15 %���������������ɢ�̶Ⱥ;�����ָ�����������ء�Ϊ�˻�����ǿ��Ч����ʱЧ��֯Ӧ����G.P��������Ϊ�������ǹ�����һ����ȱ�ݺ;��紦�����γɣ����Ǿ����κ�[17-18]�����о�������������Ͻ��ɵ��ᾧ��ɣ�����ϸС��û�к��ƫ��(��ͼ2)��������ѹ������һ��ϸ���;��Ȼ�(��ͼ4)�������������������̬��֯���ܴ��ڵ���ȱ�ݡ����������Ͻ���ȣ�����������Ͻ�ľ�������ϸС���ȣ�����������Ը��࣬���������ǡ�(MgZn2)�ھ����ϷǾ����κ˵ļ��ʸ��Ӷ�ʹ�������������ɢ��������ɢǿ�� Orowan����[19]����������ɢ�̶�Խ�ߣ��Ͻ�ǿ�Ⱦ�Խ�ߡ���ˣ�����������Ͻ����ѧ���ܱȴ�ͳ������������Ͻ��Ҫ�ߵöࡣ���⣬����Hall-Petch��ʽ[20]������ֱ��ԽС��ǿ�Ⱦ�Խ�ߣ���Ҳ������������Ͻ���ѧ������Խ��ԭ��
4������
1) ����ȫ�Զ���������������μ����Ʊ���d 260 mm��1 600 mm��7055���Ͻ�������������������������Ϊ����״�����Ⱦ��ȣ���Ҫ��20~30 ��m֮�䣬��֯�����Ժ��ƫ�������ܶȴﵽ98.2%�������ڹ����Ƚ���ҵ��Ʒ�����ܶȡ�
2) 7055���Ͻ��������̬���Ͼ���T6�ȴ�����bΪ500~543 MPa����ʾ��ȫ�Զ�������������������Ͻ�����ȱ���٣�ұ����������Խ��
3) ����������ζ�������������ģ����������ڸ�����϶����۵���֯ȱ�ݣ���ˣ�������ζ���������ǿ���Ե��ں���ǿ�ȡ�
4) ������ѹ���κ�T6�ȴ������������7055���Ͻ�����Ʒ�Ħ�b��ߴ�745 MPa���Ĵ�12.8%��������Ӧ�����������ꡣ
REFERENCES
[1] Grant P S. Spray forming[J]. Progress in Materials Science, 1995, 39(4/5): 497-545.
[2] Jenabali Jahromi S A. Creep behavior of spray-cast 7XXX aluminum alloy[J]. Materials and Design, 2002, 23(2): 169-172.
[3] ����, ������, ������, ���촺. ����������������ķ�չ�ſ���չ��[J]. ���Ͽ�ѧ�빤��, 1996, 14(4): 8-13.
MI Guo-fa, TIAN Shi-fan, ZENG Song-yan, LI Qing-chun. The status and prospect of the metal spray atomization and deposition technique[J]. Materials Science and Engineering, 1996, 14(4): 8-13.
[4] �ż�ɽ, �¹���. ��������������β����Ʊ��������½�չ[J]. �����Ƽ���ѧѧ��, 1997, 19(1): 15-21.
ZHANG Ji-shan, CHEN Guo-liang. Recent progress in spray forming technique for materials processing[J]. Journal of University of Science and Technology Beijing, 1997, 19(1): 15-21.
[5] ���鲨, �� ��, ����, �ܸ���, ���촺. ������ο������̼��������Ͻ��е�Ӧ��[J]. ��ĩұ����, 1998, 16(2): 137-142.
FAN Hong-bo, SHEN Jun, CHUI Cheng-song, CAO Fu-yang, LI Qing-chun. The research and use status of spray-forming rapidly solidifying technique in aluminum alloys[J]. Powder Metallurgy Technology, 1998, 16(2): 137-142.
[6] ������, �ܰ���, �� ��, ������, ʯ����, �� ��, �� ��. ������������������ε���ֵģ��[J]. �й���ɫ����ѧ��, 1999, 9(S1): 78-83.
ZHANG Yong-an, XIONG Bai-qing, LIU Jiang, ZHANG Shao-ming, SHI Li-kai, LIU Yong, WANG Feng. Computer simulation of droplets in flight stage during spray forming process[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(S1): 78-83.
[7] ������, �ܰ���, ����ΰ, �챦��, ʯ����, �ż�ɽ, ���^��. CuCr25��ͷ���ϵ���������Ʊ�����֯����[J]. �й���ɫ����ѧ��, 2003, 13(5): 1067-1070.
ZHANG Yong-an, XIONG Bai-qing, LIU Hong-wei, ZHU Bao-hong, SHI Li-kai, ZHANG Ji-shan, XIA Xu-li. Spray forming process and microstructure of CuCr25 contactor material[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(5): 1067-1070.
[8] YU Fu-xiao, CUI Jian-zhong, Ranganathan S, Dwarakadasa E S. Fundamental differences between spray forming and other semisolid processes[J]. Mater Sci Eng A, 2001, 304/306: 621-626.
[9] ����Ⱥ, �Ʋ���. �����������[J]. ��ɫ����, 2002, 54(1): 12-26.
PENG Chao-qun, HUANG Bai-yun. Spray depositon technology[J]. Nonferrous Metals, 2002, 54(1): 12-26.
[10] ������, �챦��, ����ΰ, ���ǻ�, �ܰ���, ʯ����. Zn�������������7������ϵ��ǿ���Ͻ���֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2005, 15(7): 1013-1018.
ZHANG Yong-an, ZHU Bao-hong, LIU Hong-wei, ZHANG Zhi-hui, XIONG Bai-qing, SHI Li-kai. Influence of Zn content on microstructure and properties of spray-formed 7������ series aluminum alloys[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(7): 1013-1018.
[11] Dumont D, Deschamps A, Brechet Y. On the relationship between microstructure, strength and toughness in AA7050 aluminum alloy[J]. Mater Sci Eng A, 2003, 356(1/2): 326-336.
[12] WANG Feng, XIONG Bai-qing, ZHANG Yong-an, ZHANG Zhi-hui, WANG Zhi-xing, ZHU Bao-hong, LIU Hong-wei. Microstructure and mechanical properties of spray-deposited Al-Zn-Mg-Cu alloy[J]. Materials and Design, 2007, 28(4): 1154-1158.
[13] �� ��. �������������̼�����ϵ��о�[D]. ��ɳ:���Ϲ�ҵ��ѧ, 1998.
ZHANG Hao. Study on Multi-Layer spray deposition process and materials[D]. Changsha: Central South University of Technology, 1998.
[14] �� ��. ���������������װ��. �й�ר�� 03230878. 7[P]. 2004-05.
ZHANG Hao. Setup of controlled reciprocating spray forming. CN 03230878.7[P]. 2004-05.
[15] �� ��, �� ݶ, �� ��, �� ��. ��������������ι���. �й�ר�� 03117066.8[P]. 2004-02.
ZHANG Hao, ZHANG Di, ZHANG Jie, SONG Li. Process of controlled reciprocating spray forming. CN 03117066.8[P]. 2004-02.
[16] ����̫, ������, �� ��, �� ��. ����ʽ������������Ʊ�������߶ȵıջ�����[J]. �й���ɫ����ѧ��, 2007, 17(2): 254-259.
MA Wan-tai, WANG Xiao-yong, ZHANG Hao, ZHANG Jie. Closed loop control of spray height in tubular preparation with reciprocating spray deposition process[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(2): 254-259.
[17] �ű���. ��ɫ���������ȴ���[M]. ����: ������ҵ��ѧ������, 1993: 8-75.
ZHANG Bao-chang. Nonferrous metal and heat treatment[M]. Xi��an: Northwestern Polytechnical University Press, 1993: 8-75.
[18] Zheng L J, Chen C Q, Bai P C, Zhou T T, Liu P Y, Dong B Z. Small-angle X-ray scattering study of precipitates in AlZnMgCu-1.0%Li alloy[J]. Materials Letters, 2003, 58(1/2): 25-28.
[19] �ſ���. ����ǿ��ѧ[M]. ������: ��������ҵ��ѧ������, 2004: 66-67.
ZHANG Jun-shan. Strength of materials[M]. Harbin: Harbin Institute of Technology Press, 2004: 66-67.
[20] ������. ���̲���ѧ[M]. ������: ��������ҵ��ѧ������, 2002: 12-13.
WANG Xiao-min. Engineering material science[M]. Harbin: Harbin Institute of Technology Press, 2002: 12-13.
�ո����ڣ�2007-05-24�������ڣ�2007-09-24
ͨѶ���ߣ��� ���������ڣ���ʿ���绰��021-62932511; E-mail: zhanghao@sjtu.edu.cn
ժ Ҫ������ȫ�Զ���������������ι����Ʊ���7055���Ͻ�Ĵ���������ζ�����ͨ������֯��������ѧ���ܲ��ԣ��о���ҵ����������7055���Ͻ�ij�ʼ��֯����ѹ���ռ��ȴ����ƶȶ�����֯����ѧ���ܵ�Ӱ�졣����������������7055���Ͻ������ɴ�d 260 mm��1600 mm������Ϊ����״�����Ⱥ�۾��ȣ���Ҫ��20~30 ��m����֯�����Ժ��ƫ�����������ܶȴﵽ98.2 %���������̬���ϵ�T6̬��bΪ500~543 MPa����ʾ������������������Ͻ���ұ��������Խ��������ζ�������С��ѹ�ȱ��κ�ﵽȫ���ܣ������Ʒ��T6̬�����b��ߵ�745 MPa����Ϊ12.8 %��
