

Transformation mechanism of lamellar microstructure of AZ80 wrought Mg alloy during warm deformation
LI Zhao-zhi(������)1, 2, YANG Ya-qin(������)1, ZHANG Zhi-min(������)1
1.College of Materials Science and Engineering, North University of China, Taiyuan 030051, China;
2. Shanxi Jinxi Precision Machinery Co. Ltd, Taiyuan 030051, China
Received 12 June 2008; accepted 5 September 2008
Abstract:
The microstructure especially the lamellar second phase evolution by a combination of deformation and heat treatment for AZ80 alloy was investigated. The results show that there are finer lamellar Mg17Al12 phases after hot compression with the increasing strain, while there are coarse lamellar discontinuous precipitation cells of ��-Mg17Al12 phase spreading from the grain boundaries into the grains after T6 treatment of the compressed samples. The lamellar morphologies especially the lamellar distance of ��-Mg17Al12 phase precipitation of the T6 treated deformation specimen at different strains differ from each other as there are different grain boundaries in the corresponding compressed specimens.
Key words:
AZ80 Mg alloy; lamellar microstructure; strain; T6 treatment;
1 Introduction
Magnesium and its alloys are the lowest density alloys used as structural metals and have excellent specific strength and stiffness, machinability and dimensional stability. Therefore, they are very attractive in such applications as automobile, aviation, electronic and communication industry[1-2].Deformation and heat treatment are two major effective methods to improve the properties of the metallic materials. It is worth noting that the grain refinement technologies and the deformation mechanism were also studied in the past years, yet almost no attention has been paid to the relationship of the microstructure evolution between the plastic deformed alloy and the deformed alloy under heat treatment. The Mg-Al-Zn is the most widely used magnesium alloy at present. The Mg-Al-Zn cast ingot usually contains large amounts of lamellar Mg17Al12 divorced eutectics distributing along the grain boundary. However, before hot deformation, the compounds are usually artificially resolved into the matrix after a routine solution heat treatment. Nevertheless, several studies [3-4] pointed out that some small Mg17Al12 particles existed in the grain boundaries after hot extrusion, which may be evolved from the unresolved Mg17Al12 phases in the ingot, but the evolution of the Mg17Al12 phases during the deformation has not been well investigated yet. In the present work, the microstructure especially the lamellar Mg17Al12 phase evolution by a combination of deformation and heat treatment for AZ80 alloy was investigated.
2 Experimental
The chemical composition of the AZ80 magnesium alloy employed in the experiment is listed in Table 1. The material was homogenized before the deformation. The homogenization temperature conditions were set as follows: the billets were heated to 355 �� and maintained at this temperature for 16 h and then cooled in furnace.
Table 1 Composition of AZ80 alloy (mass fraction, %)

The length and width of the hot compressed samples were 150 mm and 17 mm and the thickness of the sample were 2, 4, 6, 8, 10 mm, respectively. The thickness of all samples after compression was controlled to be about 1 mm, which could be considered the plane strain deformation and the equivalent strains were 0.80, 1.59, 2.07, 2.38 and 2.65, respectively. The trials were performed under a 3 150 kN vertical extrusion press with an initial compressing speed of 8 mm/s. The test set is shown in Fig.1.
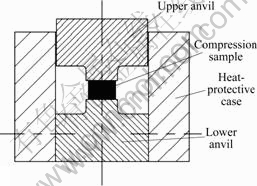
Fig.1 Schematic diagram of test set for compression
At room temperature, magnesium and its alloys are deformed essentially by basal slip and twinning, which limits their formability. Consequently, thermomechanical processing is frequently carried out at high temperature. It is generally considered that additional (prismatic and pyramidal) slip systems contribute significantly to deformation only at temperatures higher than 300 ��. Nevertheless, it has also been suggested that twinning may still be active even at high temperature. By investigating the Mg-Al alloy phase diagram, the deformation graph and the recrystallization as well as the practical conditions[5-6], the compression test was conducted from 200 �� to 400 ��. Conventionally, the AZ80 alloy processed by compression was subjected to a subsequent T6 heat treatment. This treatment involved two separate steps: solution treatment at (420��5)�� for 10 h and subsequent aging at (177��5)�� for 16 h. The microstructure of the billet, the compressed and T6 treated samples were observed with optical and scanning electronic microscopes.
3 Results and discussion
3.1 Microstructures of as-cast AZ80 alloy
Fig.2(a) shows the microstructures of the as-cast AZ80 alloy. It can be seen that two phases are mainly composed of the magnesium consisting of a matrix of ��-Mg with ��-Mg17Al12 along the �� grain boundaries. The big grains are the primary eutectic ��-Mg solid solution. The ��-Mg17Al12 phase generated from the non-equilibrium solidification distributes around the boundaries of ��-Mg and has black outlines. The ��-Mg17Al12 is continuous and uniform. The lamellar microstructure around the eutectic ��-Mg17Al12 phase is

Fig.2 Microstructures of AZ80 alloy: (a) As-cast; (b) After homogenization
the second ��-Mg17Al12 that separates out from the ��-Mg solid solution on cooling after the eutectic reaction. Fig.2(b) shows the microstructure of the as-cast AZ80 alloy after homogenization, the majority of Mg17Al12 particle congregated at grain boundaries disperses. The dendritic segregation is eliminated basically[7-9]. Although the grains become a little coarser, the microstructure is of advantage to plastic forming.
3.2 Microstructures of hot compressed samples
Fig.3 shows the microstructure evolution of the AZ80 compressed at 300 �� with different strains, the strain of Figs.3(a) and (c) is up to 2.07 and that of Figs.3(b) and (d) is 2.38. Figs.3(a) and (b) show the recrystallized grains along the original grain boundaries. When the strain is larger, the volume fraction of DRX increases gradually as shown in Fig.3(b) and the lamellar Mg17Al12 phases around the boundaries of the grains become thinner and smaller as shown in Fig.3(d).
During deformation, the original grains are thinned, and their boundaries become serration while subgrains form. DRX occurs partially and the grain distribution is heterogeneous[10-11]. Since gradients near the grain boundaries provide potential nucleation sites for DRX, DRX generally initiates at grain boundaries and finally replaces the original grains, then the surface of the grain boundaries per volume increases quickly.
With the increase of the strain, the defect density increases, and the lattice is seriously distorted, thereby, the number of nucleating sites for precipitation increases,
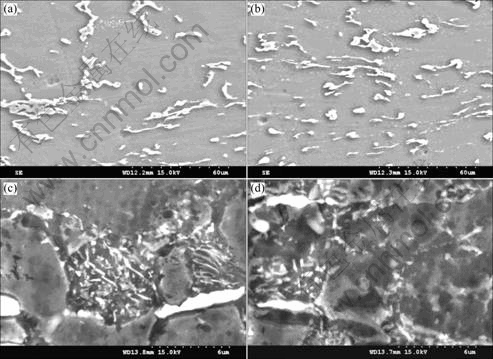
Fig.3 Microstructures of AZ80 after hot compression at 300 �� with different strains: (a) ��=2.07; (b) ��=2.38; (c) ��=2.07; (d) ��=2.38
which leads to the fine crystal particles[12-13]. The amount of lamellar ��-Mg17Al12 phases goes down and the morphology of which gets more and more fine with the increase of the strain because the coarse and dendritic microstructures of the as cast and ��-Mg17Al12 phases are broken, the grains are elongated, and most of the ��-Mg17Al12 phases dissolve into the magnesium matrix during hot deformation.
3.3 Microstructures of compressed samples with T6 treatment
Fig.4 shows the micrographs of the AZ80 compressed samples with different strains and solution treated at 420 �� for 10 h and aged at 170 �� for 16 h. The solution treatment at 420 �� causes the ��-Mg17Al12 phase to dissolve into the ��-solid solution and the ��-Mg17Al12 phase has been completely dissolved into the ��-Mg solid solution after 10 h solution treatment at 420�� resulting in a single-phase material[14]. During aging at 170 �� for 16 h for the AZ80 alloy, the element of Al separates out, which shows the precipitation of the ��-Mg17Al12 from the supersaturated ��-Mg solid solution at some of the grain boundaries, with coarse lamellar growth into the grains interior, which is a typical morphology for discontinuous precipitation of the ��-Mg17Al12 phase, as shown in Fig.4[15-16].
The lamellar morphology of ��-Mg17Al12 phase precipitation of the deformed specimen with T6 treatment at different strains differs from each other, as shown in
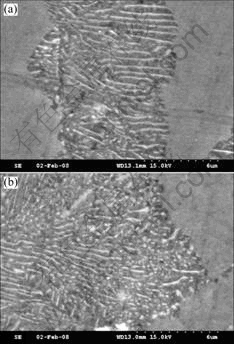
Fig.4 Microstructures of AZ80 compressed samples with T6 treatment at 300 �� with different strains: (a) ��=2.07; (b) ��=2.38
Fig.4. There are more coarse grains that have high-angle and straight grain boundaries in specimens compressed with less strain, as shown in Fig.3(a). The ��-Mg17Al12 phase is apt to nucleate and grow up along these grain boundaries as there is some obvious atomic mismatch and more imperfections than those of the grain interior, and the grain boundary energy is high, which makes the element Al diffuse easily within the boundary region, so the ��-Mg17Al12 phases precipitated along these grain boundaries are wide-spaced, as shown in Fig.4(a). With the increase of the strain, the distance of the lamellar precipitation gets narrower, which can be concluded from Fig.4(b). The volume fraction of fine crystal particles that have small-angle and cross grain boundaries in the larger compressed strain specimens is increased. This makes the lamellar Mg17Al12 phases, which precipitate along the boundary and grow up into the grain, appear thinner and smaller.
4 Conclusions
1) The amount of ��-Mg17Al12 phase goes down and the morphology of which gets finer and finer with the increase of the strain because the number of nucleating sites for precipitation increases. The coarse �� phases are broken and most of the �� phases dissolve into the magnesium matrix during hot deformation.
2) The micrograph of the AZ80 compressed samples with T6 treatment shows that there are generous coarse lamellar discontinuous precipitation cells spreading from the grain boundaries into the grains, which is a typical morphology for discontinuous precipitation of the ��-Mg17Al12 phase.
3) The lamellar morphologies of ��-Mg17Al12 phase precipitation of the deformed specimen with T6 treatment at different strains differ from each other. The lamellar microstructure is wide-spaced as there are more high-angle and straight boundaries in the specimens compressed with less strain. The lamellar is narrow-spaced as there are more small-angle and cross boundaries after hot compression with the increasing strain.
References
[1] AGHION E, BRONFIN B. Magnesium alloys development towards the 21st century [J]. Materials Science Forum, 2000, 350: 19-28.
[2] MORDIKE B L, EBERT T. Magnesium properties-applications- potential [J]. Mater Sci Eng A, 2001, 302: 37-45.
[3] LI Zhi-feng, DONG Jie, ZENG Xiao-qing. Influence of Mg17Al12 intermetallic compounds on the hot extruded microstructure and mechanical properties of Mg-9Al-1Zn alloy [J]. Mater Sci Eng A, 2007, 466: 134-139.
[4] LIU Ying, LI Yuan-yuan, ZHANG Da-tong, LEO N T W, CHEN Wei-ping. Microstructure and properties of AZ80 magnesium alloy prepared by hot extrusion from recycled machined chips [J]. Trans Nonferrous Met Soc China, 2002, 12(5): 882-885.
[5] LIU A S. Binary alloy phase diagrams [M]. Beijing: Metallurgical Industry Press, 2004: 105.
[6] CLARK J B, ZABFYR L, MOSER Z. Binary alloy phase diagrams [M]. Ohio: American Society for Metal, 1986: 1563-1566.
[7] DONNADIEU P, HARMELIN M G, SEIFERT H J, ALDINGERI F. Commensurately modulated stable states related to the �� phase in Mg-Al alloys [J]. Philosophical magazine A, 1998, 78(4): 893-905.
[8] STJOHN D H, EASTON M A, CAO P, QIAN M. New approach to analysis of grain refinement [J]. International Journal of Cast Metals Research, 2007, 20(3): 131-135.
[9] KLEINER S, BEFFORT O, UGGOWITZER P J. Microstructure evolution during reheating of an extruded Mg-Al-Zn alloy into the semisolid state [J]. Scripta Mater, 2004, 51: 405-410.
[10] PEREZ-PRADO M T, RUANO O A. Texture evolution during annealing of magnesium AZ31 alloy [J]. Scripta Mater, 2002, 46: 149-155.
[11] JIANG J, GODFREY A, LIU Q. Influence of grain orientation on twinning during warm compression of wrought Mg-3Al-1Zn [J]. Materials Science and Technology, 2005, 21(12): 1417-1423.
[12] ZHOU Hai-tao, YAN An-qing, LIU Chu-ming. Dynamic recrystallization behavior of AZ61 magnesium alloy [J]. Trans Nonferrous Met Soc China, 2005, 15(5): 1055-1061.
[13] TAN J C, TAN M J. Dynamic continuous recrystallization characteristics in two stage deformation of Mg-3Al-1Zn alloy sheet [J]. Mater Sci and Eng A, 2003, 339: 124-132.
[14] WANG Y, LIU G, FAN Z. Microstructural evolution of rheo-diecast AZ91D magnesium alloy during heat treatment [J]. Acta Materialia, 200, 65: 1-11.
[15] GUO Q, YAN H G, CHEN Z H, ZHANG H. Elevated temperature compression behaviour of Mg-Al-Zn alloys [J]. Materials Science and Technology, 2006, 22(6): 725-729.
[16] KUMAR S P, KUMARAN S, RAO T S. Structure-property correlation of precipitation hardened AZ91 magnesium alloy [J]. Materials Science and Technology, 2004, 20: 835-840.
(Edited by LI Xiang-qun)
Foundation item: Projects(50735005, 50605059) supported by the National Natural Science Foundation of China
Corresponding author: YANG Ya-qin; Tel: +86-351-3923956; E-mail: yangyaqin@nuc.edu.cn
