
�Ӽ�����������ѡ���Խ������κ���
�����ã�¬�������Ƴ���������������˧��
(���ϴ�ѧ ұ���ѧ�빤��ѧԺ������ ��ɳ��410083)
ժҪ�����ó��ºͽϸ��·ֽν����龫����¼������������о����������Na2S2O3��Mo��Ҫ���볣�½���Һ�У���Na2CO3��Ҫ�����Ƚ�Һ�С����¶�Ϊ300 K��Һ�̱�Ϊ0.75��ʱ��Ϊ1 h�������£�������������ѭ��������Mo��Na2S2O3�Ľ����ʷֱ�Ϊ82.28%��75.03%����Na2CO3�Ľ����ʽ�Ϊ33.13%�����½�Һ��n(S2O32-)/n(CO32-)Ϊ1.97��ʵ����Na2S2O3��Na2CO3�ij������룻���¶�Ϊ313~363 K��Һ�̱Ȳ�С��1��ʱ��Ϊ1 h�������½�����ˮ������Na2CO3��Na2S2O3��Mo���Ƚ��ʷֱ�Ϊ94.0%��94.3%��69.0%�����ǵ������ܽ����ʷֱ�Ϊ95.99%��98.58%��94.51%��
�ؼ��ʣ�
���������������龫����ѡ���Խ�������������
��ͼ����ţ�TF 817��TQ 115 ���ױ�־�룺A ���±�ţ�1672-7207(2011)07-1847-05
Selective leaching sodium salts and molybdenum from
alkaline bismuth smelting slag
TANG Mo-tang, LU Jie-zhu, TANG Chao-bo, CHEN Yong-ming, JIN Shuai-yong
(School of Metallurgical Science and Engineering, Central South University, Changsha 410083, China)
Abstract: The two-stage leaching at different temperatures was used to treat alkaline smelting slag of bismuth sulphide concentrate. The results show that molybdenum and Na2S2O3 are mainly leached into the leachate at normal temperature, while Na2CO3 goes into hotter leachate mostly. When two-stage countercurrent leaching is carried out at 300 K for 1 h with the ratio of liquid volume to solid mass of 0.75, the leaching efficiency of Mo and Na2S2O3 are 82.20% and 75.03%, but the leaching efficiency of Na2CO3 is only 33.13%. The n(S2O32-)/n(CO32-) reaches up to 1.97 in the leaching solution, indicating primary separation of Na2S2O3 and Na2CO3. The leaching efficiency of Na2S2O3, Na2CO3 and Mo are 94.0%, 94.3% and 69.0% in the hot-leaching process at temperature of 313-363 K, the ratio of liquid volume to solid mass ratio being 1, and time of 1 h. Their total two stage leaching efficiency can reach up to 95.99%, 98.58% and 94.51%, respectively.
Key words: alkaline smelting slag; bismuth sulfide concentrate; selective leaching; alkali; molybdenum
��Ĵ�ͳұ���������Է�Ϊ��[1]��ʪ��[2-3]�����࣬�������ɻ�����������ͳ���մ���ұ���¶ȸߡ��ܺĴ�Ũ��SO2������Ⱦ���ص�ȱ�㡣Ϊ�ˣ������õ�[4-10]��ԭ���о��Ļ����Ͻ��������龫��ĵ��¼�������ʵ�����о���ȡ������ֱ���ʸߡ����������õ�Ч�������¼�������������ұ���¶ȵ͡��ܺĵ͡���������������Ի�������Ⱦ���ŵ㣬�������ļ�϶࣬��ˣ�¯������������[5, 11]�ͻ���ϡ�н�����[12-13]�ǵ��¼��������ܷ�ʵ�ֹ�ҵӦ�õĹؼ������������ڲ�ͬ�¶��·ֽ���ˮ�������¼������������Ե��¼��������Ĺ�ҵӦ�þ�����Ҫ�ٽ����á�
1 ʵ��
1.1 ����
����ԭ��Ϊ���龫����¼��������ۺ���������¯��������¯�����ڿ������׳��⣬����������Ϊ��������ơ�¯���ijɷ�(��������)���1��ʾ��¯�������κ���(��������)���2��ʾ��
��1 ���������¯���ɷ�
Table 1 Chemical composition of bismuth alkaline smelting slag %

��2 ��������¯�������κ���
Table 2 Contents of sodium salts in alkaline smelting slag %

1.2 ���鷽��
��ȡһ�������ĸ��������뵽Բ����ƿ�У�����һ����Һ�̱�����Ͳ��ȡ����ˮ���뵽Բ����ƿ�У���Բ����ƿ���ں���ˮԡ���У����Ƶ������¶ȣ�����һ��ʱ�䡣��������ձó��ˣ�����Һ�̷��룬�Գ��½���ʵ�����Һ�̷���ʱ������������ˮϴ���Ƚ���������ˮϴ��
1.3 ��������
������ȫԪ�ط�����ICP-AES�������������-������[14]�ⶨ����������̬�뺬���������ζ����ⶨ̼���ƺ��������������ηֹ��ȷ��ⶨ�⺬����
2 ����ԭ��
ԭ������Ҫ��Na2S2O3��Na2CO3��Na2SO4��Na2MoO4��Na2S�������¶��ܽ������[15]��ͼ1��ʾ���ɼ�����ͬ�¶���Na2CO3��Na2SO4��ˮ�е��ܽ�Ƚ�С����Na2MoO4��Na2S2O3�ܽ�Ⱥܴ�ԭ�Ͻ��н��������У���Na2CO3��Na2SO4�ڽ���Һ�б���ʱ��Na2MoO4��Na2S2O3��Զû�ﵽ���ͣ��������Һ�и�Ũ�ȵ�Na2S2O3��������ͬ������ЧӦ����Na2CO3�����ε��ܽ⣬ʹNa2CO3��Na2SO4�ı���Ũ�Ƚ��ͣ��Ӷ��ڱ�����Һ�в������ܽ��������ܽ����֮���Ũ�Ȳ��죬����Ũ�Ȳ����ڳ���ʱ�Ƚ����ԡ�������������Ũ�Ȳ���ʹNa2CO3��Na2SO4�����ڽ����У���Na2MoO4��Na2S2O3�ֽ��볣�½�Һ�У��ﵽ�����Ч��������������ˮ�������Ƚ�ҺŨ���ᾧ�����մᾧĸҺ��ʯ�ҿ�����Ũ�������ռ���������ϡ����½���Һ���нϸ�Ũ�ȵ�Na2S2O3������Ũ���ᾧ����Na2S2O3������Ҫ��Na2MoO4����̬���볣�½�Һ��ͬʱ���Һ�л���һ��Ũ�ȵ�Na2S����Ϊ��������ⴴ��������������
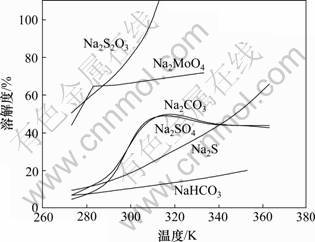
ͼ1 �����¶��ܽ������
Fig.1 Solubility curves of sodium salts
3 ���������
3.1 ���½���
����ԭ�Ͽ��������Ƚ�С�����½�������ֻ����Һ�̱Ⱥ�ʱ��2�����ص�Ӱ�졣
3.1.1 Һ�̱ȵ�Ӱ��
���¶�300 K����3 h�������£�������Һ�̱ȶԳ��½������̵�Ӱ�죬�����ͼ2��ͼ3��ʾ����ͼ2�ɼ���Һ�̱ȶ�Mo��Na2S2O3��Na2CO3�Ľ�����Ӱ��ܴ�Һ�̱ȼ�С�����ǵĽ����ʽ��ͣ���Һ�̱�С��0.75ʱ��Na2CO3�Ľ����ʽ��ͽϿ졣������ΪҺ�̱�ԽС������Һ��Na2S2O3Ũ��Խ��Ҳ��������Na2CO3�Ľ�������ͼ3��֪��Na2CO3��Ũ����Һ�̱�Ϊ0.75ʱ���������ΪҺ�̱�С��0.75ʱ������Һ��Na2CO3�Ѿ����ͣ���ЧӦʹNa2CO3��Ũ�Ƚ��ͣ���Һ�̱ȴ���0.75ʱ������Һ��Na2CO3��δ���ͣ���Ũ����Һ�̱��������С���ӷ���ĽǶȿ���Һ�̱�ԽС��Na2S2O3��Na2CO3�ķ���Ч��Խ�ã�����Һ�̱�С��0.75ʱ��Һ�̷������ѣ���ˣ�Һ�̱���0.75Ϊ���š�
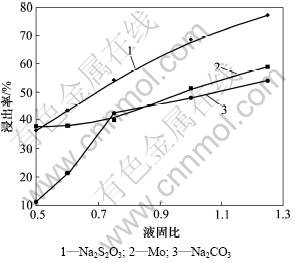
ͼ2 Һ�̱ȶԽ����ʵ�Ӱ��
Fig.2 Effect of ratio of liquid volume to solid mass on leaching efficiency
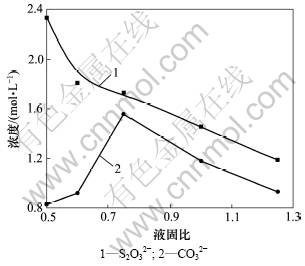
ͼ3 Һ�̱ȶ�Ũ�ȵ�Ӱ��
Fig.3 Effect of ratio of liquid volume to solid mass on concentration
3.1.2 ʱ���Ӱ��
���¶�293 K��Һ�̱�Ϊ0.75�������£�������ʱ��Գ��½������̵�Ӱ�죬�����ͼ4��ʾ����ͼ4�ɼ���ʱ���Mo��Na2CO3��Na2S2O3�Ľ�����Ӱ�첻����ˣ����Ž���ʱ�䲻Ӧ����1 h��
3.1.3 ������������ѭ����������
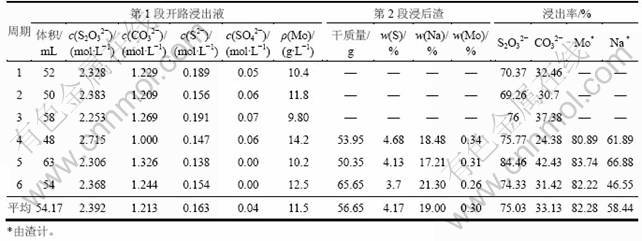
��һ�ν�������ʵ������֪��Ũ�Ⱥͽ�������ì�ܵģ�Ϊ�˽�����ì�ܣ����¶�Ϊ300 K��Һ�̱�Ϊ0.75��ʱ��1 h�������£���������������ѭ���������飬������3��ʾ��
�ӱ�3����֪��������������ѭ������Na2S2O3��Ũ��2.392 mol/L��Mo������Ũ��Ϊ11.5 g/L����Na2CO3��ƽ��Ũ��ȴֻ��1.213 mol/L����ԭ�������ʵ�����n(Na2S2O3)/n(Na2CO3)=0.87��ȣ�����Һ��n(Na2S2O3)/n(Na2CO3)��ƽ��ֵ�ﵽ��1.97��ʵ����Na2S2O3��Na2CO3�ij������롣Mo��Na2S2O3��ƽ�������ʷֱ�Ϊ82.28%��75.03%����Na2CO3��ƽ�������ʽ�Ϊ33.13%��
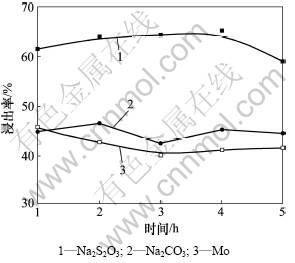
ͼ4 ʱ��Խ����ʵ�Ӱ��
Fig.4 Effect of time on leaching efficiency
��3 ����������������������
Table 3 Results of two-stage reverse leaching at normal temperature
3.2 ��ˮ����
��ˮ������Ϊ�˾����ܻ���������е�̼���ƺ��⡣
����Ϊ������������ѭ������������ɷ����3��ʾ��ÿ����40 g������ʵ�飻��Ҫ�����¶ȡ�Һ�̱Ⱥ�ʱ����ƽ����ʵ�Ӱ�졣
3.2.1 Һ�̱ȵ�Ӱ��
���¶�363 K��ʱ��Ϊ2 h�������£�������Һ�̱ȶ��Ƚ����̵�Ӱ�죬�����ͼ5��ʾ����ͼ5��֪����Һ�̱ȴ���2.0���ƵĽ����ʱ仯����
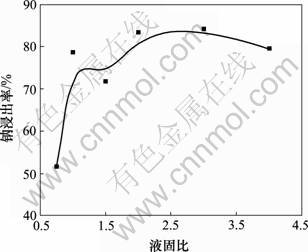
ͼ5 Һ�̱ȶ��ƽ����ʵ�Ӱ��
Fig.5 Effect of the ratio of liquid volume to solid mass on sodium leaching efficiency
3.2.2 ʱ���Ӱ��
���¶�363 K��Һ�̱�Ϊ1�������£�������ʱ����Ƚ����̵�Ӱ�죬�����ͼ6��ʾ����ͼ6��֪����ʱ�������ƵĽ����������ϳʻ����������ơ�
3.2.3 �¶ȵ�Ӱ��
��Һ�̱�Ϊ1��ʱ��1 h�������£��������¶ȶ��Ƚ����̵�Ӱ�죬�����ͼ7��ʾ����ͼ7��֪���¶ȸ���303 K���ƽ����ʱ仯��С�����ǵ�Na2CO3��Na2SO4��313 K����ʱ�ܽ�������ˣ��Ƚ��¶�ȡ313 K�ȽϺ��ʡ�
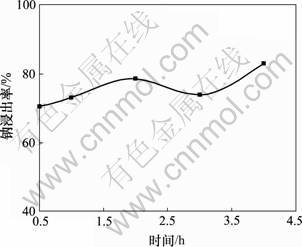
ͼ6 ʱ����ƽ����ʵ�Ӱ��
Fig.6 Effect of time on sodium leaching efficiency
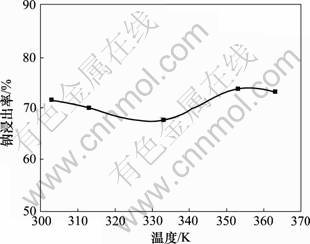
ͼ7 �¶ȶ��ƽ����ʵ�Ӱ��
Fig.7 Effect of temperature on sodium leaching efficiency
3.2.4 �Ƚ��ۺ���������
��100 g���½�����100 mLˮ�����¶�313 K��Һ�̱�Ϊ1�������½������1 h���������4��ʾ���ɱ�4��֪���Ƚ�Һ����Ҫ��Na2CO3�����ʵ�����n(Na2CO3)/n(Na2S2O3)=3.06����ԭ����n(Na2CO3)/ n(Na2S2O3)=1.15���ɼ������½���ʵ����Na2CO3��Na2S2O3�ķ��롣��ˮ���������У�Na2CO3��Na2S2O3�Ľ����ʾ�������94%���Ƚ������ƺ���ĺ����ֱ���6.11%��0.13%��
��4 �Ƚ��ۺ�����ʵ����
Table 4 Result of hot leaching on comprehensive condition

4 ����
(1) ���½�����ʵ��Na2S2O3��Na2CO3�ij������룬�ڱ�֤�ϸ߽����ʵ�ǰ���£������������������Na2S2O3��Mo�����Һ�е�Ũ�ȡ����¶�Ϊ300 K��Һ�̱�Ϊ0.75��1 h���Ż������½�����������������Mo��Na2S2O3��ƽ�������ʷֱ�Ϊ82.28%��75.03%��Mo������Ũ�ȴﵽ11.5 g/L��Na2S2O3Ũ��Ϊ2.392 mol/L����Na2CO3��ƽ�������ʽ�Ϊ33.13%�����Һ��n(S2O32-)/n(CO32-)�ﵽ1.97��
(2) ���¶�Ϊ313~363 K��Һ�̱Ȳ�С��1��ʱ��Ϊ1 h���Ż������¶������������ˮ������ Na2CO3��Na2S2O3��Mo���Ƚ��ʷֱ�Ϊ94.0%��94.3%��69.0%�����ǵ������ܽ����ʷֱ�ﵽ95.99%��98.58%��94.51%����ʵ��������εĸ�Ч��ȡ��
�ο����ף�
[1] ������. ��ұ��[M]. ����: ұ��ҵ������, 1986: 17-32.
WANG Li-guo. Metallurgy of bismuth[M]. Beijing: Metallurgical industry press, 1986: 17-32.
[2] ������, ��ެ, ���ຣ. ������ʪ��ұ����[J]. ��ɫ����, 2001, 53(4): 15-18.
WANG Cheng-yan, QIU Ding-pan, JIANG Pei-hai. Hydrometallurgy of bismuth in China[J]. Nonferrous Metals, 2001, 53(4): 15-18.
[3] ֣����, ������, �����. ������ϵ����ʪ��ұ��Ļ����о�[J]. ���Ϲ�ҵ��ѧѧ��: ��Ȼ��ѧ��, 1997, 28(1): 34-36.
ZHENG Guo-qiu, TANG Mo-tang, ZHAO Tian-chong. Fundamental study on hydrometallurgy bismuth in the chloride system[J]. Journal of Central South University of Technology: Natural Science, 1997, 28(1): 34-36.
[4] ������, ������, ������, ��. ����Ǧ��ұ������: �й�ר��, 99115369.3[P]. 2000-11-22.
TANG Mo-tang, PENG Chang-hong, YANG Sheng-hai, et al. A smelting method for secondary lead production: China, 99115369.3[P]. 2000-11-22.
[5] ������, �ξ�, ������. ��-ʪ�����Ϲ��մ���Ǧ�������ۺϻ����м۽���[J]. ��ɫ����, 2003, 55(3): 39-40.
LI Shi-qing, HE Jing, TANG Mo-tang. Direct alkali smelting process of Pb-Bi-Ag sulphide ore[J]. Nonferrous Metals, 2003, 55(3): 39-40.
[6] Margulis, Efim V. Low temperature smelting of lead metallic scrap[J]. Erzmetall, 2000, 53(2): 85-89.
[7] �Ƴ���. ��ԭ������������ۼ������о�[D]. ��ɳ: ���ϴ�ѧұ���ѧ�빤��ѧԺ, 2003: 15-16.
TANG Chao-bo. The theory and process research on reducing-matting smelting[D]. Changsha: Central South University. School of Metallurgical Science and Engineering, 2003: 15-16.
[8] TANG Chao-bo, TANG Mo-tang, YANG Wei-yi. The laboratory research on reducing-matting smelting of jamesonite concentrate[C]//Proceedings of TNS 2003, 132th Annual Meeting and Exhibition. Boston, 2003: 689-697.
[9] ��ʢ��, ���Ӿ�. ����ֱ����Ǧ����Ӧ��[J]. �������������, 1997(6): 31-33.
XU Sheng-ming, WU Yang-jun. Application of direct basic lead-smelting process[J]. Conservation and Utilization of Mineral Resources, 1997(6): 31-33.
[10] ��ʢ��, Ф�˽�, ��־��, ��. �������������յ���������[J]. �й���ɫ����ѧ��, 1998, 8(2): 303-308.
XU Sheng-ming, XIAO Ke-jian, TANG Zhi-jun, et al. Treatment of silver concentrate by basic smelting process[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(2): 303-308.
[11] ��ʢ��, Ф�˽�, ���Ӿ�. �Ӽ���л��ռ�����ij�������[J]. �������������, 1999(1): 41-43.
XU Sheng-ming, XIAO Ke-jian, WU Yang-jun. Elementary experiments for the recovery of alkali and silver from the basic lead-smelting process[J]. Conservation and Utilization of Mineral Resources, 1999(1): 41-43.
[12] ����. ϡ�н���ұ��ѧ[M]. ����: ұ��ҵ������, 1990: 68-79.
LI Hong-gui. Rare metal metallurgy[M]. Beijing: Metallurgical Industry Press, 1990: 68-79.
[13] Kar B B, Datta P, Misra V N. Spent catalyst: Secondary source for molybdenum recovery[J]. Hydrometallurgy, 2004, 72(1/2): 87-92.
[14] ������, ��ΰ��, ������, ��. ���������������������ƹ���������Һ�������̬����[J]. ������ɫ����, 2004, 20(4): 41-44.
YANG Tian-zu, LIU Wei-feng, LAI Qiong-lin, et al. Analysis of sulfur conformation in the oxidated solution from the sodium pyroantimonite production by the air oxidation[J]. Hunan Nonferrous Metals, 2004, 20(4): 41-44.
[15] Dean J A. ���ϻ�ѧ�ֲ�[M]. 13��. �з���, ��. ����: ��ѧ������, 1991: 10.
Dean J A. Lange��s Chemistry Handbook[M]. 13th ed. SHANG Fang-jiu, trans. Beijing: Science Press, 1991: 10.
(�༭ �Կ�)
�ո����ڣ�2010-08-11�������ڣ�2010-11-16
������Ŀ�����ҡ�ʮһ?�塱�Ƽ�������Ŀ(2006BAB02B05)
ͨ�����ߣ�������(1942-)���У���������ˣ����ڡ���ʿ����ʦ��������ɫ����ұ���о����绰��0731-88830470��E-mail: mttang@csu.edu.cn
