
���±�ţ�1004-0609(2014)08-2035-09
�������SiCp/Al-Fe-V-Si����Ш��ѹ�ƺ����Ƶ�����֯�������Ϊ
����ǿ1, 2��������3���� ��3����־��4��������1, 2������5
(1. ������ѧԺ ��е����ѧԺ�����Ƹ� 222005��
2. ����ʡ������Դ�����о�Ժ�����Ƹ� 222005��
3. ����ˮ��ˮ��ѧԺ ����ѧԺ��֣�� 450011��
4. ���ϿƼ���ѧ ����ѧԺ����̶ 411201��
5. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410082)
ժ Ҫ��
ժ Ҫ������������������Ʊ�SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϰ�������ͨ��Ш��ѹ�ƺ����������Ʊ����ϲ��ϰ�ġ��о�������Ш��ѹ�ƺ����ƹ����п���SiC�ֲ�����ɢ���ӵı仯��SiC-Al������������ͨ��X��������������������������ܻ������е�������ɡ����������Ш��ѹ�ƹ�����ʹ�������������Ч���ܻ�������ʹSiC�������ȷֲ���������480 ���¶����Ш��ѹ�ƺͶ�������ƺ���ɢ������Ȼ������60~150 nm��δ�����Գ�����δ��Al13Fe4��ƽ����ת�䣬SiC-Al���洦����һ��ƽֱ�ġ�����Ϊ3~5 nm�Ĺ��ɲ㣬����ɾ���û��ȱ�ݣ������ɲ������߽�����ʪ�ԣ�Ш��ѹ�ƺ������ư������������еĶ��ѱ����SiC���������µ����Զ��ѷ�ʽ���������¶ȵ�����SiC-Al����ǿ�Ƚ��ͣ��������¶ȵ���200 ��ʱ��SiC�����İζ�Ϊ��Ҫ����Դ���������¶ȸ���200 ��ʱ��SiC-Al������ճΪ��Ҫ����Դ��
�ؼ��ʣ�
�������Ͻ������ϲ��������������Ш��ѹ����������
��ͼ����ţ�TG146.2 �� �� ���ױ�־�룺A
Microstructure and fracture behaviour of spray-deposited SiCp/Al-Fe-V-Si sheet as-rolled after wedge pressing
HE Yi-qiang1, 2, HU Jan-bin3, ZHANG Yi3, CHEN Zhi-gang4, FENG Li-chao1, 2, CHEN Zhen-hua5
(1. College of Mechanical Engineering, Huaihai Institute of Technology, Lianyungang 222005, China;
2. Jiangsu Marine Resources Development Research Institute, Lianyungang 222005, China;
3. College of Software, North China University of Water Resources and Electric Power, Zhengzhou 450011, China;
4. College of Electromechanical Engineering, Hunan University of Science and Technology, Xiangtan 411201, China;
5. College of Materials Science and Engineering, Hunan University, Changsha 410082, China)
Abstract: SiCp/Al-8.5Fe-1.3V-1.7Si composite prepared by spray deposition was densified by wedge pressing, and then was hot-rolled into sheets. The evolutions of pore, SiC particles distribution, second-phase dispersions during wedge pressing and SiC/Al interface of composite sheet as-rolled were observed. The phase compositions of composite plate blank during densification process were analyzed by X-ray diffraction and energy spectrum. The results show that the composite plate blank can be densified by wedge pressing, and homogeneous SiC particle distribution can be obtained. The dispersions keep fine with 60-150 nm in diameter from growing obviously and transforming into equilibrium phase such as Al13Fe4 during the wedge pressing and rolling at 480 ��. A clean SiC-Al interface without defect of the composite sheet as-rolled can be seen, which contributes to the wettability between SiC particle and Al matrix. The tensile fracture surface of the composite as-rolled is characterized with a ductile rupture mechanism under the restriction of SiC particles. The bonding between SiC particle and Al matrix becomes week as tensile temperature increases. Cracks nucleate in the SiC particles as tensile temperature is below 200 ��, while cracks nucleate along SiC-Al interface as tensile temperature increases up to 200 ��.
Key words: heat resistant aluminium alloy; composite; spray deposition; wedge pressing; rolling
20����70����������վ�ʵ���ҿ�ʼ���ƿ��������������Ͻ��Կ���һ����120~350 �淶Χ��ʹ�õ����Ͻ������浱ʱ��������ʹ�õ��ѺϽ�[1]���������Լ���50%����[2]�����ſ����������ĩұ�����ķ�չ�����������̿�����һϵ�п��������������Ͻ���Щ���Ͻ�������������º����ۺ���ѧ���ܣ������Ͻ����Чʹ���¶������300 ������[3]����Ϊ�������㷺ʹ���ں��պ��������е���Ҫ�Ͻ����֮һ�����ڴ�20����80������������Ϲ�ҵ��ѧ�Ⱥ��Al-Fe-Ce��Al-Fe-V-Siϵ�������Ͻ���Ʊ����ա���֯�����ܵȽ������о�[4-5]�������Ƽ���ѧ�뱱����ɫ�����о���Ժ����������μ����Ʊ���Al-Fe-V-Siϵ�������Ͻ𣬲��ںϽ�������TiC����������ǿ������˺Ͻ������[6-7]���п�Ժ�����о������о������ÿ������̹����Ʊ�������Al-Feϵ�Ͻ𣬶��������Ͻ��临�ϲ�������������о�[8-9]���������������������ڿ�����[10-12]���������Al-Fe-V-Si�������Ͻ��临�ϲ��Ͻ�����һϵ�����ۺ�ʵ���о���
��������ĸ����ԭ����������Ӣ��Swansea��ѧ��SINGER�����������1970���״ι�������[ 13]��1974�꣬BROOKS��[14]���������ԭ���ɹ�Ӧ���ڶ���������������չ��������Osprey ���գ������˴�ͳ�������ڼӹ��õ��ĸߺϽ�ͳ��Ͻ�ܡ�����Ͳ���������ġ�20����70 ���ĩ��������ʡ������ѧ��GRANT��[15]����Գ������������Ʊ�ϸ���ȡ����ٶȵ�����Һ��Ϊ������Һ�嶯ѹ���ι���(LDC)����������������о�ʼ��20����80�������������ҵ��ѧ�������Ƽ���ѧ�ͱ������ղ����о�Ժ�Բ��ϵ���֯�����������չ��̿�չ�о����Ϻ������о������Ʊ�������������ȡ�ýϴ��չ�����ϴ�ѧ���Ϻ���ͨ��ѧ��������ɫ������Ժ�����ϴ�ѧ����������Ʊ���������������ϲ��Ϸ�������������о�[16-18]��
ͨ��������������Ϻ�һ���Ŀ�϶�������ͳ�����߽�Ҳ����һ����������Ĥ�����ֿ���֮��δ�ﵽ�����ұ���ϣ��������е������ʴﵽ15%~20%���ر��Ƕ����Ͻ���ԣ����������������������������������(������һ��Ϊ0.01%~0.05%)�����ֿ����������Ĥ�ƻ�������������ϵ�����ұ���ϣ���ʹ������������ܶȽӽ������ܶȣ��粻���������ӹ�������Ҳ��ϵ͡���ˣ����������ײ��ϵĺ������ܻ��о���Ϊ�������ڶ�ѧ�߹�ͬ��ע�Ŀ��⣬���õ����ܻ�������ҪΪ���졢��ѹ�����ơ��ȵȾ�ѹ����ѹ��[19-21]����δ����Ч�����ߴ����Ʊ����ѵ����⣬Ҳû��ϵͳ�о���ߴ����ϲ��ϰ�����ܻ������е�����֯����ѧ���ܵı仯��
�������SiCp/Al-Fe-V-Si���ϲ����������ڵ����Բ��ϣ�������辭��ѹ����ѹ���ܺ�ʹ�ã������ڴ�ߴ縴�ϲ��ϰ��������ڸò��ϵĸ��±��ο��������豸��λ���ӹ��ɱ������ƣ���ѹ����һ������ʵ�֣���������SiC�����ķֲ���ۼ�����ֱ�����������°������ѡ�Ϊ�ˣ��������߲���Ш��ѹ�ƶԴ�ߴ�������������������ܻ��ӹ���Ϊ�������Ƽӹ��ṩ���õ�Ԥ���μ�����ͨ�������������ô�ߴ����ܰ�ġ�Ш��ѹ�ƹ���ͨ���ֲ�С�����ۻ���ʵ��������ε�ѹ���ӹ��������Ե������ѱ��κϽ𣬲��ö��С�������ļӹ���������ʹ���ϵ��������2.5~3.0����
��Ш��ѹ��Ԥ���ܺ�İ���ͨ����������ƻ�ô�ߴ縴�ϲ��ϰ�ġ�SiCp/Al-Fe-V-Si�����������������ܣ����ܶ�С�����й�����Ӧ��ǰ�������õ���ᾭ��Ч�档ͨ�����������Ш��ѹ�ơ����ƹ��յĹ���˼·�������ܴ�ߴ�����������������Ϸ������ż�����ɱ��ϵ������Լ����Ӧ��DZ���������о���ߴ�������������ĺ������ܻ����ա�����֯����ѧ���ܵĹ�ϵ�Լ��������������Ш��ѹ�ơ����Ƶij��μ������������ƺͷ�չ��ײ��ϵ����ܻ����������ܻ����ۺͻ���������Ҫ���塣
1 ʵ��
1.1 ԭ�ϼ��ɷ����
��������������ɷ�Ϊ15%(�������)SiCp/ Al-8.5Fe-1.3V-1.7Si�ĸ��ϲ���Ϊ�о�������Ͻ���Fe��V��Al-40Fe��Al-40Fe-10V�м�Ͻ����ʽ���롣��������Ƶ��Ӧ¯������Al-40Fe��Al-40Fe-10V�м�Ͻ������������Ĵ�Al�ʹ�Si��1020 ������Al-8.5Fe-1.3V-1.7Siĸ�Ͻ�SiC����Ϊ��-SiC��ƽ������ԼΪ2 ��m���ڸ��ϲ������������ԼΪ15%����Al-8.5Fe-1.3V-1.7Siĸ�Ͻ��SiC��ĩ�ڶ����������豸���Ʊ�������
1.2 ���Լӹ�
����������ϳ���ӹ�������Ϊ450 mm��110 mm��20 mm�İ�����Ȼ����630TҺѹ���Ͻ���Ш��ѹ�ƣ����������¶�Ϊ480 �棬����1 h��Ш��ѹ�����ܺ��ٽ��ж�������ƣ������¶�Ϊ480 �棬����ǰ����1 h�����μ��˻���ʱ��20 min������ʯī������������Ϊ0.43 m/s��
1.3 ��ⷽ��
��������������CSS-44100�͵�������������Ͻ��У���������Ϊ0.5 mm/min�����췽��ƽ���ڰ�����Ʒ�������Ʒ��XJL-03���ͽ��������½�����֯�۲졣��JSM-5600ɨ��羵�¹۲����������Ͽ���ò����JEOL 3010��羵�۲���ɢ���Ӽ������ı仯��������X���������ǽ���������������ð����·����������ܶȡ�
2 ��������
2.1 ���ϲ��ϵ�����֯
2.1.1 ������֯
ͼ1��ʾΪ�������SiCp/Al-8.5Fe-1.3V-1.7Si��Ш��ѹ�ƺͺ������ƹ����еĽ�������֯�ݱ���̡�
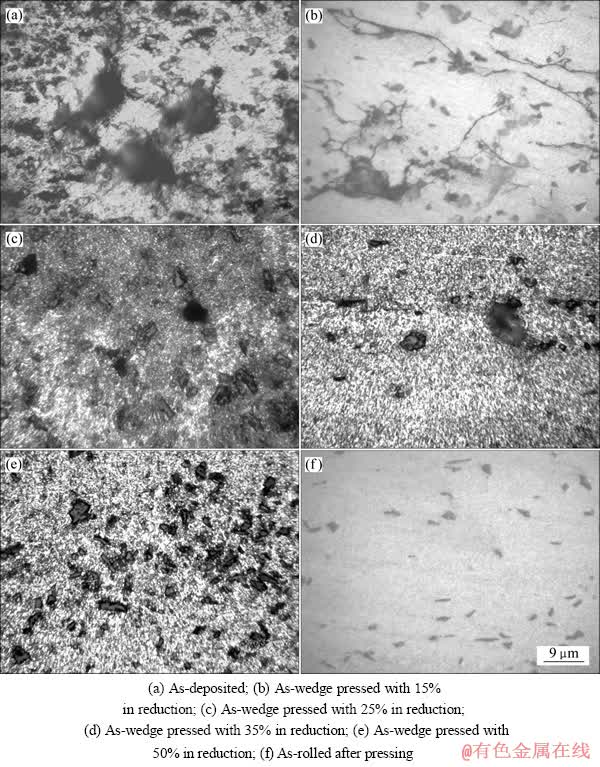
ͼ1 �������SiCp/Al-8.5Fe-1.3V-1.7Si�����ܻ������еĽ�������֯�ݱ�
Fig. 1 Metallographs of SiCp/Al-8.5Fe-1.3V-1.7Si during densification process
����������еĿ�϶��Ҫ��3������ɣ���϶ʽ��϶��������������������������γɵĿ�����ͼ1(a)�ɼ�����SiCp/Al-8.5Fe-1.3V-1.7Si�ij������д��ڽ����εĿ�(ԼΪ10 ��m)�����ⲿ�ֳ�������֮��Ҳ���ڷ�϶��δ��ʵ��ұ���ϣ����Dz����������̬����̬�����ڸ���ײ�������������Ƕ��������в�������������ѻ�����ӣ���������Һ�����������п�϶�Ľ���������κ��볤�������ɱ�ʾΪ
 (1)
(1)
ʽ�У�pg��ps��pi�ֱ�Ϊ�������ܽ���½����ų���ѹ��������ѹ�������ѹ���� Ϊ����������rpΪ�������İ뾶����ʽ(1)��֪�������е����庬���Գ�������϶���нϴ��Ӱ�죬��ˣ�����ʱ�ij��������Լ�С��������϶�ȷdz���Ҫ��
Ϊ����������rpΪ�������İ뾶����ʽ(1)��֪�������е����庬���Գ�������϶���нϴ��Ӱ�죬��ˣ�����ʱ�ij��������Լ�С��������϶�ȷdz���Ҫ��
������Կ���SiC����ԼΪ2 ��m����SiC������Ҫ�ֲ��ڳ�������֮��ı߽��ϣ�Ҳ�в���SiC�����ֲ��ڳ��������ڲ���������ΪSiC����������������������ڶ��ܵIJ��죬��ճ���ڳ��������ı���ֲ�������������ٲ��ֶ��ܸߵ�SiC��������������ڲ�����Ш��ѹ�Ʊ��γ̶ȴ�15%(��ͼ1(b))ʱ����ߴ����ѹ�ϻ��С������ƽ���ߴ�Ҳ�ɳ���̬��10 ��m��С��2~3 ��m������������֮��ķ�϶��Ȼ���ڡ�����Ш��ѹ�Ʊ��γ̶ȵ����ӣ������ڲ����������ͳߴ綼��Ӧ��С����ѹ����Ϊ25%ʱ(��ͼ1(c))��δ�ܿ������Խ����εĿ�����������֮��ķ�϶�Դ��ڣ�SiC�������ؾۼ��ڳ��������ı߽��ϣ�ѹ����Ϊ35%ʱ(��ͼ1(d))����������֮���϶����ʧ��δ�ܹ۲쵽���ԵĿ�����SiC�����Ա����˳���ʱ�ۼ��ڳ�������������ص㣻��ѹ������50%ʱ(��ͼ1(e))���������������Ͳ�״��֯��������ģ����SiC�����ֲ����ھ��ȣ���������������������֯�õ����ơ�ͼ1(f)��ʾΪШ��ѹ����10 mm(ѹ����ԼΪ50%)������480 �澭�������������1.5 mmʱ��ĵ�����֯�����Կ�������ľ������ܣ�SiC��������������ã����������ı߽���ȫ��������ˣ�Ш��ѹ������Ч�����������SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϣ�Ϊ������������߲��ϵı������������ܱ���SiC�����ľ��ȷֲ������ͳ��ѹ���մ�����SiC�ۼ���
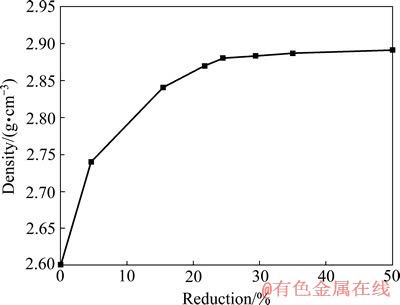
ͼ2 ���ϲ��������ܶ���ѹ�����ı仯
Fig. 2 Density evolution of composite with pressing reduction
ͼ2��ʾΪШ��ѹ�ƹ����и��ϲ����ܶȵı仯�������ͼ2���Կ�����Ш��ѹ�Ʊ��γ̶ȶ��������������ϵ����ܻ�Ӱ��ܴ������ܻ���Ҫ������ѹ�Ƴ��ڣ����ʼ�ܶ�Ϊ2.60 g/cm3����ʼ����ܶ�Ϊ0.87�����ڲ��ɱ�������ܶȱ仯�����Ľ�(��c=0.8)���˽β������ܶȱ仯�ϴ�ѹ������25%ʱ�������ܶ�Ϊ2.89 g/cm3������ܶ�Ϊ97.3%����ѹ��������25%ʱ������ѹ���������ӣ���������еĿ��ߴ���������С�����������ܶ���ߣ�ͬʱ���ܻ����ʽ��ͣ����������еij�������֮�仹���ڷ�϶����϶��ѹ�ƹ��������ֺϣ�������ܶȻ������ӣ�����߲��ϵij���������Ϊ��Ҫ����ѹ������50%ʱ���ܶ�Ϊ2.90 g/cm3������ܶ�Ϊ97.6%�������ѻ������ܣ������ڽ�һ�������Ƴ��Ρ����ϲ��ϰ����Ĺ����н����������¹�ϵʽ��
 (2)
(2)
ʽ�У�CΪ���ֳ������ɳ�ʼ����ܶ�ȷ������1Ϊ��Ӧ�䡣
Ш��ѹ�������봫ͳ��ѹ������ȣ������ܶ�Ҫ�ͣ���˲��ϵ�����Ҳ����봫ͳ��ѹ������ȣ�Ш��ѹ�ƾ������¼������ƣ�1) ���ڽ�С��λ���豸��ͨ���ۻ��������ܴ�ߴ��������������2) �ܱ��������������ϸС������֯������SiC�����ľۼ���3) �ܱ��⼷ѹ��������������ЧӦ���µ�����֯�ֻ���
2.1.2 ��ɢ���������
ͼ3��ʾΪ��̬Al-8.5Fe-1.3V-1.7Si�Ͻ���������SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϵ�����֯�����Ա����������SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ����ڲ�ͬ�ӹ�״̬�µ�����֯��
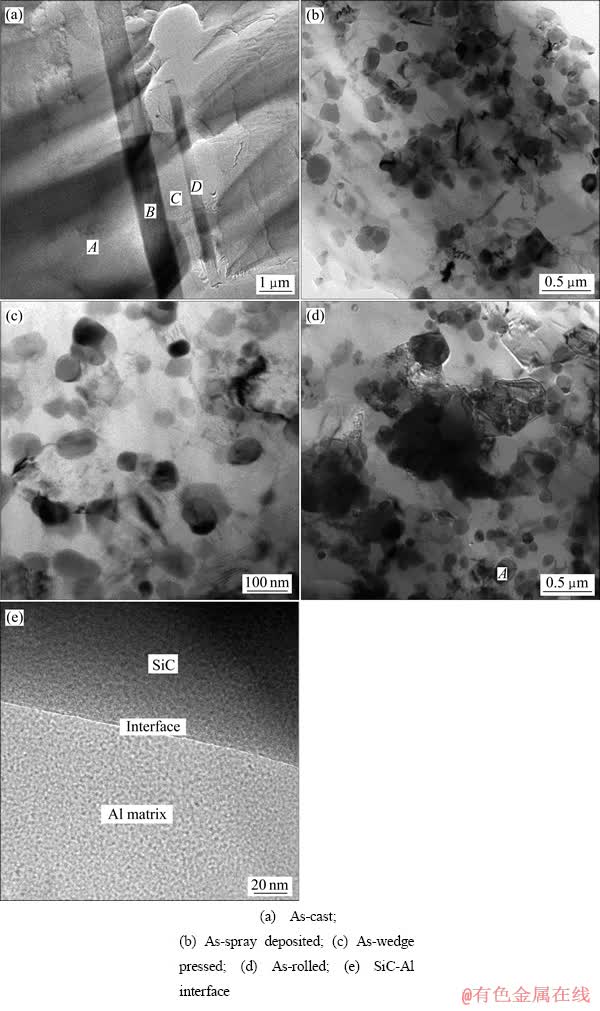
ͼ3 ��̬Al-8.5Fe-1.3V-1.7Si�Ͳ�ͬ״̬��SiCp/Al-8.5Fe-1.3V-1.7Si������֯
Fig. 3 Microstructures of as-cast Al-8.5Fe-1.3V-1.7Si and its composite under different states
ͼ3(a)��ʾΪ��̬Al-8.5Fe-1.3V-1.7Si������֯�����Կ��������Ϸֲ�����״�Ĵִ������࣬���ȴ�10 ��m���ϣ�����Ϊ0.5~1 ��m��������(����1)�����������︻��Fe��Si����̷��ǿ��[22]���о���֪����Al-8.5Fe-1.3V-1.7Si�Ͻ��У�����ȴ���ʵ���1��103 K/s���Ͻ��г��˴��ڦ�(Al)��Al13Fe4���⣬������Al8Fe2Si��Al3FeSi���ɱ�1�����ƶϣ�ͼ3(a)�е���״������ӦΪAl8Fe2Si��
������������У�С�۵�����������Ķ����Ƚ������Դﵽ1��104~1��106 K/s����ȴ���ʣ��������������ײʱ���Ի�ýϸߵ���ȴ���ʣ�����ϸ�����ϲ��ϵ�����֯��ͼ3(b)��ʾ�������SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϵ�����֯�����Կ��������������Ϸֲ���60~150 nm�Ľ�������ɢ���ӣ��������SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϵ�X��������������������ͼ4��ʾ����ͼ3(c)��(d)���Կ������������������Ш��ѹ�ƺͶ�������ƺ�������֯δ�����Ա仯����ɢ������Ȼ������60~150 nm��δ�����Գ���ͼ3(d)����ɢ���ӳɷֵ���������ͼ5��ʾ��ͼ3(e)��ʾΪШ��ѹ�ƺ������Ƶ�SiCp/Al-Fe-V-Si���ϲ��ϵ�SiC-Al������ò����ͼ3(e)��������ؿ�����SiC-Al���洦����һƽֱ�Ŀ���Ϊ3~5 nm�Ĺ��ɲ㣬����ʮ�ָɾ���û�г����κ�ȱ�ݣ������ɲ������߽�����ʪ�ԣ���ǿSiC������Al����Ľ����ϣ������Ľ����϶�����߸��ϲ��ϵ���ѧ����ʮ������[23]��
��1 ͼ3(a)��B�㴦�����������
Table 1 Energy spectrum analysis of point B in Fig.3(a)
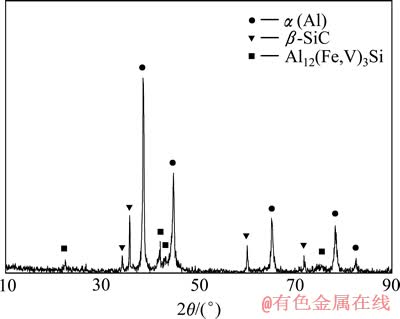
ͼ4 �������SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϵ�XRD��
Fig. 4 XRD pattern of as spray deposited SiCp/Al-8.5Fe- 1.3V-1.7Si composite
��ͼ4���Կ������������������Ҫ�ɦ�-SiC����(Al)�͵ڶ����-Al12(Fe,V)3Si��ɣ�δ�����ԵĦ�-A113Fe4��A16Fe��Al8Fe2Si��ƽ���������ij��֡��������Ͻ�8009Al����������������γɴ�������ϸС��ɢ��Al12(Fe,V)3Si���ù軯��ĸ������ȶ��Լ��ѣ�����Ч����λ�������ڸ������谭�������ƣ��Ǹ�ϵ�кϽ�����Ϊ��Ҫ��ǿ���ࡣ
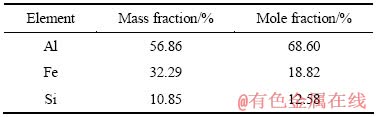
��ͼ5���Կ�������ɢ���Ӻ�Ԫ��Al��Fe��V��S����Ħ����Ϊ68.53:14.74:1.72: 6.53��������ɷֿ����ƶϳ�ͼ3(d)����ɢ������ΪAl12(Fe,V)3Si��
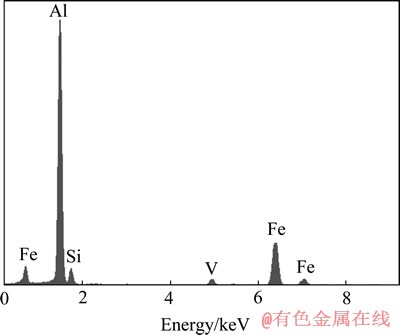
ͼ5 ͼ3(d)��A�㴦�����������
Fig. 5 Energy spectrum analysis of point A in Fig.3(d)
�����������£���Ϊ��ȴ���ʵͣ�����������ɴִ�ĵڶ������ӡ�̷��ǿ��[22]�о����֣���ȴ���ʶ�Al-8.5Fe-1.3V-1.7Si������֯�ṹ�о��������ã�����ȴ���ʽϵ�ʱ(����1��103 K/s)����������Al13Fe4��Al8Fe2Si��Al3FeSi��ƽ���࣬��ȴ���ʸ���1��103 K/sʱ�����������ɦ�-Al12(Fe,V)3Si�࣬���뱾ʵ�����о����һ�¡�ͨ��������������Ʊ���SiCP/Al-8.5Fe-1.3V-1.7Si���ϲ��ϣ���������������յĸ���ȴ����(1��103~1��104 K/s)��������ɢϸС�Ħ�-Al12(Fe,V)3Si�࣬��Al-Fe-V-Si�Ͻ�Ͻ����Ҫǿ���࣬�ֻ��ʼ�С����Al-Fe��С3~4�������������ֹ軯��Ҳʮ���ȶ����ֽ⣬�ڸߴ�550 ��ʱ�Ա����������κ�����BCC�ṹ�����кܸߵ����ȶ��ԡ���ɢ���ӵĴ���Ҳ�谭���ȱ�¶�����о���Ǩ�ƺ;���������˸ø��ϲ��ϻ���������õ����ȶ����ܡ�HAMBLETON��[24]�о���SiC����ǿ����Al-Fe-V-Si�Ͻ𣬷�����600 ���±�¶100 h��Ҳû�г���Al13Fe4�ࡣШ��ѹ�Ƶ�ѹ���¶�Ϊ480 �棬���ڼ������ò��缷ѹ����ǿ���ܱ��⼷ѹ�����е�����ЧӦ����ˣ����ϲ�������������������γɦ�-Al12(Fe,V)3Si����Ш��ѹ�ƺͺ��������ƹ����б�����ɢϸС������״����ò��δ��Al13Fe4��ƽ����ת�䡣
2.2 ���ϲ��ϵĶ������
ͼ6��ʾΪ���ϲ���Ш��ѹ�ƺ��������������ڲ�ͬ�¶�������Ͽڵ�SEM��ͼ6(a)��ʾΪ�����������µ����������ò�����Կ�����SiC���������γɵ�ƽ�������Լ�����SiC�������γ����γɵ����ѡ���ͼ6(b)��(c)��(d)���Կ��������������¶ȴ�100 �����ߵ�300 �棬���ζϵ�SiC�����������٣������γ���SiC���࣬�������¶����ߵ�300 ��ʱ��ֻ�ܿ�������SiC�������ζϺ��γ�ƽ�����档�ڸ��������¶��£����Կ�������Ͻ��ؾ����Ѳ�����С���ѣ�����С��1 ��m��
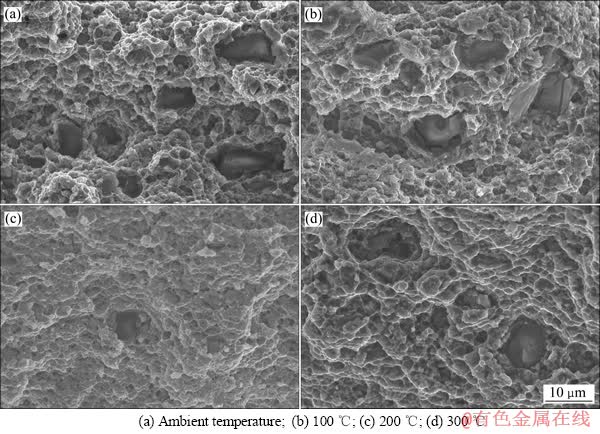
ͼ6 ����̬SiCp/Al-8.5Fe-1.3V-1.7Si �ڲ�ͬ�¶��µ����������ò
Fig. 6 Tensile fracture surface morphologies of SiCp/Al-8.5Fe-1.3V-1.7Si rolled at different temperatures
����SiC��������������ģ�����Լ�����������ϵ���IJ�ͬ��Ӧ��������SiC������SiC���������Ľ��棬��Ӳ�����Ե�SiC������������������Ļ���Ͻ���������䣬�������SiC���������µ����Զ��ѡ�
SiC������ǿAl-Fe-V-Si���ϲ����ڲ�ͬ�¶��´�������3��ʧЧ��ʽ��SiC�������ѡ�������ճ�ͻ��忪�ѡ���ͬ�¶�ʱ�����ֶ��ѷ�ʽΪ����SiC-Al�������ǿ����ء������������¶ȵ����ߣ�����ǿ�ȵĽ����ǵ��¶��ѷ�ʽ�����仯����Ҫԭ�������º�100 ��ʱ������ǿ�ȸߣ�Ӧ��������SiC��������˴�SiC���������ϡ����������¶ȸ���200 ��ʱ��SiC-Al�������ǿ�Ƚ��ͣ���������н��汻�ƻ���SiC�������γ�������������SiC���γ����γɵ����ѣ�SiC�����ͻ���������ճ�Լ�����Ŀ��ѳ�Ϊ�����κ˵���Ҫ�����ڸ��������¶��£����ϲ��϶��dzʻ�������Զ��Ѻ������ϵĴ��Զ������ϵĸ��϶��ѷ�ʽ��������Ϊ��������SiC��ǿ���������˻���Ͻ��������������SiC������Χ��������Ӧ�������γ�˺���⣬���Զ��ѳ�Ϊ��Ҫ�Ķ��ѷ�ʽ��SiC�Ŀռ�ֲ�����������Զ��ѷ�ʽҲ����Ӱ
�죬SiC�����ֲ�Խ�����ȣ���ۼ���SiC����Խ���ײ���λ������������������������Χ�γɸ��ܶ�λ�������絼��SiC�������ζϻ�SiC-Al������ճ����˺���⡣SiC�������Ѻ���������ƻ�SiC-Al��ճ�γɵ����ƻ���Ѹ����չ������ӣ�ʹ���ϲ���ͻȻ�������Զ��ѡ�Ϊ��ʹSiC������ȫ�����ϣ���SiC ����Ҫ�����ص������Ӧ��������Ҫ��ͨ����Ӧ����ʵ�֣����в������������ڿ�����������ļ�������ͨ����������������صij̶�ȡ����SiC�������ݺ��(SS)����������е�SiC����������ֲ������ݺ����SiC��ǿ�Ȧ�SiC�Լ��������ǿ�Ȧ�i֮��Ĺ�ϵ��ʽ(3)��ʾ[20]��
SS=��SiC/��i (3)
Ш��ѹ�ƹ����ܱ����������������֯�ľ����ԣ�ʹSiC�����ֲ����Ӿ��ȣ���˿��Ա���SiC��������������еĹ���ͻȻ���Ѻ�SiC-Al����Ĺ�����ճ����߸��ϲ��ϵ���ѧ���ܡ�
3 ����
1) Ш��ѹ�ƹ�������Ч�����������SiCp/Al-8.5Fe-1.3V-1.7Si���ϲ��ϰ�����ѹ����С��25%ʱ�����ܶ���ѹ��������Ѹ�����ӣ�������Ѹ�ټ��٣�ѹ��������25%ʱ����ѹ�����������ܶ������ٶȼ���������������֮����ѷ��һ���ֺϣ���ѹ������50%����������ܶȴ�97.3%����������֮��ʵ��ұ���ϣ�����ʹSiC�������ȷֲ���
2) �����ܱ��⼷ѹ���������Ե�����ЧӦ������480 ���µ���Ш��ѹ�ƺͶ�������ƺ�������֯δ�������Ա仯����ɢ������Ȼ������60~150 nm��δ�����Գ���δ��Al13Fe4��ƽ����ת�䣬SiC-Al���洦����һƽֱ�Ŀ�����3~5 nm�Ĺ��ɲ㣬����ɾ���û������ȱ�ݡ�
3) Ш��ѹ�ƺ������Ƶİ������������г�SiC���������µ����Զ��ѣ�SiC-Al����ǿ���������¶ȵ����߶����ͣ��������¶ȵ���200 ��ʱ��SiC�������ζ�Ϊ��Ҫ����Դ���������¶ȸ���200 ��ʱ��SiC-Al������ճΪ��Ҫ����Դ��
REFERENCES
[1] LANGENBECK S L, COX J M. Rapidly solidified powder aluminum alloys[M]. FINE M E, STRAKE E A, ed. ASTM, 1986.
[2] SAKATA I F, LANGENBECK S L. Elevated temperature aluminum alloys of aerospace application[J]. SAE Technical Paper Series, 1983.
[3] DAS S K, DAVIS L A. High performance aerospace alloys via rapid solidification processing[J]. Material Science and Engineering A, 1988, 98: 1-12.
[4] XIAO Yu-de, WANG Wei, LI Wen-xian. High temperature deformation behavior and mechanism of spray deposited Al-Fe-V-Si alloy[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(6): 1175-1180.
[5] TANG Yi-ping, TAN Dun-qiang, LI Wen-xian, PAN Zhi-jun, LIU Lei, HU Wen-bin. Preparation of Al-Fe-V-Si alloy by spray co-deposition with added its over-sprayed powders[J]. Journal of Alloys and Compounds, 2007, 439(1/2): 103-108.
[6] �ܰ���, ������, Τ ǿ, ʯ����, �����, ������. �������Al-F-V-Siϵ�������Ͻ���Ʊ����պ�����[J]. �й���ɫ����ѧ��, 2002, 12(2): 250-254.
XIONG Bo-qing, ZHANG Yong-an, WEI Qiang, SHI Li-kai, SUN Yu-feng, SHEN Ning-fu. Technique and property of heat resisting Al-Fe-V-Si alloys prepared by spray forming process[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(2): 250-254.
[7] WANG Feng, ZHU Bao-hong, XIONG Bai-qing, ZHANG Yong-an, LIU Hong-wei, ZHANG Rong-hua. An investigation on the microstructure and mechanical properties of spray-deposited Al-8.5Fe-1.1V-1.9Si alloy[J]. Journal of Materials Processing Technology, 2007, 183(2/3): 386-389.
[8] PENG L M, ZHU S J, MA Z Y, BI J, CHEN H R, WANG F G. The effect of Si3N4 whiskers on the high-temperature creep behavior of an Al-Fe-V-Si alloy matrix composite[J]. Composites Science and Technology, 1999, 59(5): 769-773.
[9] WANG J Q, QIAN C F, ZHANG B J, TSENG M K, XIONG S W. Valence electron structure analysis of the cubic silicide intermetallics in rapidly solidified Al-Fe-V-Si alloy[J]. Scripta Materialia, 1996, 34(10): 1509-1515.
[10] CHEN Z H, HE Y Q, YAN H G, CHEN Z G, YIN X J, CHEN G. Ambient temperature mechanical properties of Al-8.5Fe-1.3V- 1.7Si/SiCp composite[J]. Materials Science and Engineering A, 2007, 460/461: 180-185.
[11] CHEN Z H, CHEN Z G, YAN H G, CHEN D, HE Y Q, CHEN G. Novel method for densification of porous spray deposited Al-Fe-V-Si alloy tube preforms[J]. Materials Science and Technology, 2009, 25(1): 111-116.
[12] HE Yi-qiang, QIAO Bin, WANG Na, YANG Jian-ming, XU Zheng-kun, CHEN Zhen-hua, CHEN Zhi-gang. Thermostability of monolithic and reinforced Al-Fe-V-Si materials[J]. Advanced Composite Materials, 2009, 18(4): 339-350.
[13] SINGER A R E. The principles of spray rolling of metals[J]. Metals and Materials, 1970, 4(2): 246-250.
[14] BROOKS R G, MOORE C, LEATHAM A G. Osprey process[J]. Powder Metallurgy, 1977, 20(2): 100-102.
[15] LAVERNIA E J, BARAM J C, GRANT N J. The structure and properties of Mg-Al-Zr and Mg-Zn-Zr alloys produced by liquid dynamic compaction[J]. Materials Science and Engineering A, 1987, 95: 225-236.
[16] Ф�ڵ�, �� ��, ������, ������. ��������Al-Fe-V-Si�Ͻ����������������֯����ѧ����[J]. �й���ɫ����ѧ��, 2006, 16(11): 1869-1875.
XIAO Yu-de, ZHONG Jue, LI Wen-xian, MA Zheng-qing. Microstructure features and mechanical properties of spray deposited billets of rapidly solidified Al-Fe-V-Si aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2006, 16(11): 1869-1875.
[17] ����ܾ, ����, �� ��, �� ��, �ż�ɽ, �ܰ���, �챦��, ������. TiC ������ǿ�������Al-Fe-V-Si �Ͻ����֯����ѧ����[J]. ��ұ, 2002, 11(4): 59-62.
HU Dun-yuan, HUANG Zan-jun, YANG Bin, CUI Hua, ZHANG Ji-shan, XIONG Bai-qing, ZHU Bao-hong, ZHANG Yong-an. Microstructure and mechanical properties of Al-Fe-V-Si alloy reinforced with TiC in-situ reaction[J]. Mining & Metallurgy, 2002, 11(4): 59-62.
[18] �� , ����, �� ��, �� ��. �������SiCp/Al-7Si���ϲ��ϵ�ƣ��������չ[J]. ����ѧ��, 2011, 47(1): 102-108.
LI Wei, CHEN Zhen-hua, CHEN Ding, TENG Jie. Growth behavior of fatigue crack in spray-formed SiCp/Al-7Si composite[J]. Acta Metallurgica Sinica, 2011, 47(1): 102-108.
[19] WEGMANN G, GERLING R, SCHIMANSKY F P, ZHANG Jin-xu. Spray forming and subsequent forging of ��-titanium aluminide alloys[J]. Materials Science and Engineering A, 2002, 329/331: 99-105.
[20] Ф�ڵ�, ̷��ǿ, ������, ������. �������A1-Fe-V-Si �Ͻ�ģѹ���ܻ�������ģ����Ʒ��֯�����о�[J]. ������ұ��ѧ��, 2004, 3(3): 213-218.
XIAO Yu-de, TAN Dun-qiang, LI Wen-xian, MA Zheng-qing. Investigation on die-compacting processing of spray deposited Al-Fe-V-Si heat-resistant aluminum alloy and microstructures and tensile properties of its die-forged pieces[J]. Journal of Materials and Metallurgy, 2004, 3(3): 213-218.
[21] �챦��, �ܰ���, ������, ����ΰ, ʯ����, �����. ������ι��ղ������ȼ�ѹ�ƶȶ�8009�������Ͻ����֯�����ܵ�Ӱ��[J]. ϡ�н���, 2003, 27(6): 692-695.
ZHU Bao-hong, XIONG Bai-qing, ZHANG Yong-an, LIU Hong-wei, SHI Li-kai, SUN Yu-feng. Effect of spray forming and hot extrusion process upon microstructure and mechanical properties of 8009 alloy[J]. Chinese Journal of Rare Metals, 2003, 27(6): 692-695.
[22] ̷��ǿ, �ƽ���, ������, Ф�ڵ�, ���ճ�, �� ΰ. ��ȴ���ʶ�Al-8.5Fe-1.3V-1.7Si�Ͻ���Ҫ����ɵ�Ӱ��[J]. �й���ɫ����ѧ��, 2005, 15(8): 1226-1230.
TAN Dun-qiang, TANG Jian-cheng, LI Wen-xian, XIAO Yu-de, WANG Ri-chu, CHEN Wei. Effect of cooling rate on primary phase constitutes of Al-8.5Fe-1.3V-1.7Si alloy[J]. The Chinese Journal of Nonferrous Metals, 2005, 15(8): 1226-1230.
[23] ROMERO J C, ARSENAULT R J. Anomalous penetration of Alinto SiC[J]. Acta Metallurgica et Materialia, 1995, 43: 849-857.
[24] HAMBLETON R, JONES H, RIANFORTH W M. Effect of alloy composition and reinforcedment with silicon carbide on the microstructure and mechanical or the three silicide dispersion strengthened aluminium alloys[J]. Materials Science and Engineering A, 2001, 304/306: 524-528.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51004050)������ʡ��Ȼ��ѧ����������Ŀ(BK20141250)������ʡ��Ȼ��ѧ�о�������Ŀ(14KJB430005)������ʡ��Ȼ��ѧ����������Ŀ(12JJ3048)
�ո����ڣ�2013-10-08�������ڣ�2014-02-21
ͨ�����ߣ�����ǿ�������ڣ���ʿ���绰��0518-85895330��E-mail: ant210@126.com
