
���±�ţ�1004-0609(2015)09-2435-10
����ѹ������Ⱦ�ѹ-�սᷨ�Ʊ�ITO�в��п�϶ȱ�ݵ�Ӱ��
��־�꣬�� ΰ������������
(���ϴ�ѧ ұ���뻷��ѧԺ����ɳ 410083)
ժ Ҫ��
��϶ȱ����Ӱ��ITO�в��ܶȼ�������Ե���Ҫԭ���о���Ⱦ�ѹ-��ѹ�սᷨ�Ʊ�ITO�в��п�϶���γɻ��������ڳ����еı仯���̣���������ѹ��(ģѹ����Ⱦ�ѹ)���������вĿ�϶ȱ�ݼ�����ܶȵ�Ӱ�졣�������������ģѹѹ��Զ������Ⱦ�ѹѹ������ģѹ���̶�ITO�����п�϶ȱ�ݵ�����������ҪӰ�죻��ģѹѹ����4 MPa��ߵ�20 MPaʱ��������200 MPa��Ⱦ�ѹ����15~45 ��m����Ŀ�϶����1.09%����Ϊ0.2%��ʵ������ITO����������ѹ��ԼΪ12 MPa����ģѹѹ��С��12 MPaʱ�������е�ITO����������ѹ���α䣻���������12 MPaʱ��ITO�������飬��ʹ�������ܻ����Ӷ�������϶ȱ�ݡ���ģѹ����Ⱦ�ѹѹ���ֱ�Ϊ24��250 MPa�����£�ITO��������ܶȴ�59.3%���ս��ITO�в�����ܶȸߴ�99.1%��
�ؼ��ʣ�
ITO�в�������ѹ������϶ȱ�����γɻ�����
��ͼ����ţ�TF12 �� �� ���ױ�־�룺A
Effects of forming pressures on pore defects in ITO target prepared by cold isostatic pressing-pressureless sintering
LIU Zhi-hong, CHEN Wei, LI Yu-hu, LIU Zhi-yong
(School of Metallurgy and Environment, Central South University, Changsha 410083, China)
Abstract: Pore defects are the primary cause that affects the density and uniformity of ITO target. The formation mechanism of pores, as well as their evaluation in the forming process, were studied in ITO target preparation by cold isostatic pressing-pressureless sintering. The effects of forming pressures in mould and cold isostatic pressing on pore defects and relative densities of ITO green body and sintered target were investigated. The results show that even though the pressure in mould pressing is much less than those in isostatic pressing, mould pressing has a significant impact on the elimination of pore defects. As the pressure in mould pressing increases from 4 MPa to 20 MPa, the porosity of sizes between 15-45 ��m in the green body decreases from 1.09% to 0.2% after cold isostatic pressing at 200 MPa. The yield pressure of ITO granules used in this study is about 12 MPa. When the pressure in mould pressing is lower than 12 MPa, ITO granules in the green body only suffer from compressive deformation; while the pressure is larger than 12 MPa, ITO granules in green body are crushed in mould pressing, resulting in the densification of ITO green body, therefore eliminating the pores. Under pressures of 24 MPa in mould pressing and 250 MPa in isostatic pressing, respectively, the relative density of obtained ITO green body reaches 59.3%, and after pressureless sintering, the relative density of the obtained ITO target reaches up to 99.1%.
Key words: ITO target; forming pressure; pore defect; formation mechanism
����������(Indium tin oxide��ITO)�в����Ʊ�ITO��Ĥ�Ĺؼ�����[1-2]�������ܣ��ر����ܶȼ�������ԣ�����Ӱ��ITO��Ĥ�ĵ���Ϳɼ�������[3-5]������϶ȱ���Ǿ���ITO�в��ܶȼ�������Ե���Ҫ���ء���ˣ��о����ǹ㷺��չ�˸��ܶ�ITO�в��Ʊ����о���NADAUD��[6]�о���TiO2��ZrO2��SiO2��ITO�в��ս����ܵ�Ӱ�죬����������������С��1%��TiO2���в�����ܶȴ���99%���ս������ܴٽ��в��ս����ܻ��������������ʶ�ITO��Ĥ���ܡ���߳���ѹ����ǿ����ĩԭ��ʪ����ĥ��ɢ����������ĩҲ����߰в��ܶȡ�KIM��[7]�о��˳���ѹ����ITO�в��ܶȵ�Ӱ�죬������ѹ����25 MPa������300 MPaʱ���в�����ܶ���50%�����90%��IWASA��[8]�о����֣���ITO��ĩ���л�е��ѧ������������ITO�вĵ��ս����ܻ�����ĥ120 min�ܽ��в�����ܶ���75%������91%��KIM��[9-10]�о�֤ʵ������ITO��ĩ���������ڰвĵ����ܻ��������ʵ�[11]�о�����������SiC���ϳ����е�������Ϊ����������������������Ч����SiC���������ԣ��Ӷ����ѹ�����ܣ�������Ⱦ�ѹѹ������200 MPaʱ���ܹ�����������Ӳ�ž��壬��������������ܶȡ������ ��[12]�о�������������ѹ������4.6 GPaʱ���ɻ���ܶ�Ϊ60%���������������ս����ܡ�
��Ⱦ�ѹ-��ѹ�սᷨ���Ʊ�������ܶ�(ITO�в������ܶ�Ϊ7.15 g/cm3)�ߴ�99%��ITO�вģ����㵱ǰ����ITO��Ĥ���Ʊ�Ҫ���ѳ�Ϊ��ǰ���ܶ�ITO�в��Ʊ���������[13-15]�����ǣ����Ų�ҵ������������ITO�в��ܶ����д���ߡ��Ʊ����ܶ�ITO�вĵĹؼ����ڽ�����ҪԴ�Գ����̵Ŀ�϶ȱ�ݡ���ITO�вij�������һЩ�о�������༯���ڹ����Ż����Գ����п�϶���γɻ��������ݽ����ɣ���ȱ�������о������������о�����Ⱦ�ѹ-��ѹ�սᷨ�Ʊ�ITO�в�ʱ���������п�϶���γɻ�������仯���̣��Լ�����ѹ��(ģѹ����Ⱦ�ѹ)��ITO�����Ͱв��п�϶ȱ�ݼ�����ܶȵ�Ӱ�졣
1 ʵ��
1.1 ʵ��ԭ��
ʵ��ԭ��Ϊ��������Ʊ���ITO���ϣ���In2O3��SnO2������Ϊ9:1���ȱ����Ϊ20.05 m2/g����װ�ܶ�Ϊ1.95 g/cm3�� ITO���ϵ�SEM��XRD��XRF��������ֱ���ͼ1��ͼ2�ͱ�1��ʾ��
��ͼ1�ɼ���ITO����Ϊ�������ο���������Ϲ⻬��ƽ������ԼΪ60 ��m�����ֿ������С����ѡ�״ȱ�ݡ���ͼ2��֪��ʵ������ITO���ϵ�����Ϊ������ϵ�����̿�ṹIn2O3���ķ���ṹSnO2��������������ڣ��ᾧ�Ƚϸߡ���1����ΪITO����XRF����������ɱ�1��֪��ITO�����������ܺ���Ϊ0.0055%(��������)������ITO�в��Ʊ���ԭ�ϴ��ȵ�Ҫ��
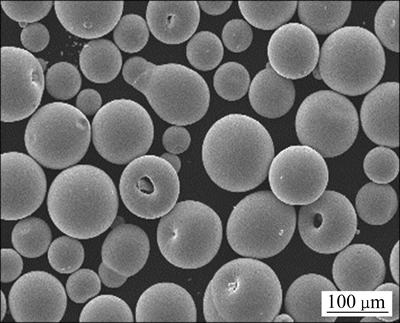
ͼ1 ITO���ϵ�SEM��
Fig. 1 SEM image of ITO granules
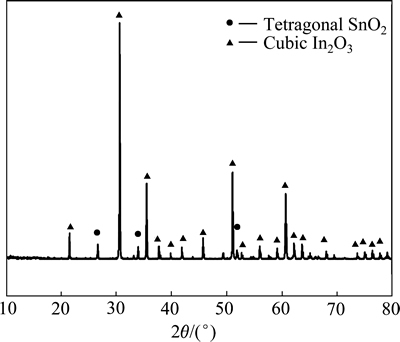
ͼ2 ITO���ϵ�XRD��
Fig. 2 XRD pattern of ITO granules
��1 ITO���ϵ�XRF�������
Table 1 XRF analysis result of ITO granules (mass fraction, %)
1.2 ��Ʒ�Ʊ�
����ģѹ-��Ⱦ�ѹ-��֬-��ѹ�սṤ���Ʊ�ITO�вġ�ģѹ��ʹ��ֱ��42 mmԲ���θ�ģ������ITO������װ��Ϊ25 g����Y79��ȫ�Զ���ĩ��ƷҺѹ���Ͻ���ģѹ��ѹ��Ϊ4~24 MPa����ѹʱ��Ϊ1 min����Ⱦ�ѹ��ģѹ������հ�װ����LDJ-350����Ⱦ�ѹ������Ⱦ�ѹ��ѹ��Ϊ100~250 MPa����ѹʱ��Ϊ30 min����֬������Ⱦ�ѹ�����ڿ�����������600 �汣��48 h���ѳ��л����ѹ�ս����֬��������������������1550 ���ս�6 h���Ƶ�ITO�вġ���ʵ���У��ֱ��ģѹ����Ⱦ�ѹ�ͳ�ѹ�ս���ITO��Ʒȡ�����۲������ò���ⶨ����ܶȡ�
1.3 �������
����S4 PIONEER��X����ӫ������Ƿ���ITO���ϵ�Ԫ����ɼ��京��������JSM-6360LV ��ɨ��羵�۲�ITO���ϡ��������вĶ��������ò�ͽṹ������Quantachrome PoreMaster-60��ȫ�Զ�ѹ���DzⶨITO�������ֲ�������Rigaku-TTR����X����������(Cu�У�K��=1.5406  )����ITO���ϵ�������ɣ� ����METTLER TOLEDO PL204�ͷ�����ƽ������ˮ���ⶨITO�����Ͱв��ܶȡ�
)����ITO���ϵ�������ɣ� ����METTLER TOLEDO PL204�ͷ�����ƽ������ˮ���ⶨITO�����Ͱв��ܶȡ�
2 ���������
2.1 ģѹѹ���Կ�϶ȱ�ݵ�Ӱ��
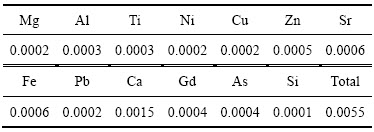
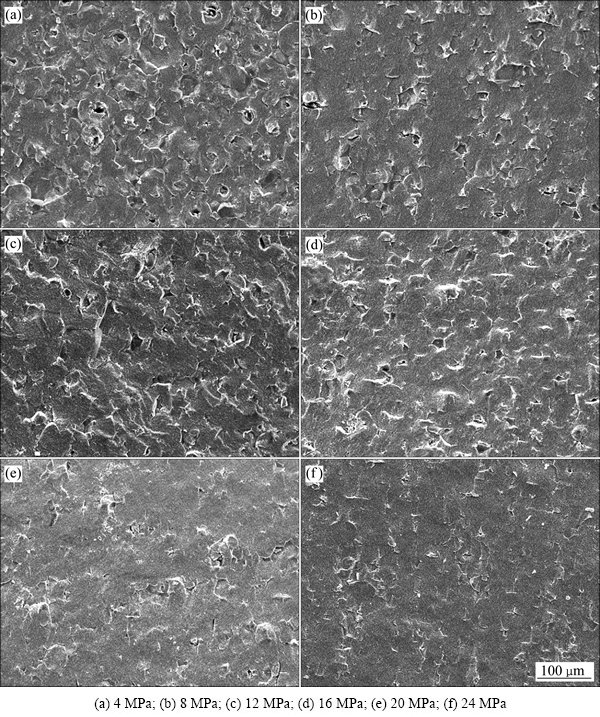
ʵ���о���ģѹ����ѹ����ITO�����α䡢�����Լ������п�϶ȱ�ݵ�Ӱ�졣ͼ3��ʾΪ��ͬѹ����ģѹ���������SEM��ͼ4��ʾΪ��ͬѹ����ģѹ���پ�200 MPa��Ⱦ�ѹ�����������SEM��
ͼ3 ��ͬѹ����ģѹ���������SEM��
Fig. 3 SEM images of fracture surfaces of green bodies after mould pressing at different pressures
ͼ4 ��ͬѹ����ģѹ�پ�200 MPa��Ⱦ�ѹ��ITO���������SEM��
Fig. 4 SEM images of fracture surfaces of ITO green bodies obtained by mould pressing at different pressures and then cold isostatic pressing at 200 MPa
��ͼ3�ɼ�����ģѹѹ��Ϊ4 MPaʱ�������в���ITO�����������α��δ���飬������ò����δ�����ı䣻��δ����ITO����֮�䣬����δ���Ͻ���ͽ�����(��ͼ3(a)�к�ɫ��)��ģѹ�����п�϶ȱ�ݽ϶ࡣ��ģѹѹ������12 MPa��ITO�����������飬�����������ܻ�����϶ȱ�ݻ�����ʧ����ͼ4�ɼ�����ģѹѹ��С��12 MPaʱ����ʹ�پ�200 MPa��Ⱦ�ѹ�������������Կɼ�δ����ITO��������Ȼ������δ���Ͻ����ѻ�����ʧ�������ѡ�״ȱ�ݿ�������ɵĿ�϶�ߴ�Ҳ������С�����������Դ��ڿ�϶ȱ�ݡ���ģѹѹ���ﵽ��20 MPa���پ�200 MPa��Ⱦ�ѹ��������δ����ITO������ȫ��ʧ����϶ȱ��Ҳ������ʧ��
�Ա�ģѹ����Ⱦ�ѹ�����������SEM���֪��ģѹ���̶������п�϶ȱ�ݵ�ȥ�����ر��Ƕ��ɡ����ѡ�״ȱ��ITO�������¿�϶ȱ�ݵ�ȥ�����йؼ����á���������ITO���������Ժã�ģѹ�����У�������ģ�����ܵ���ѹ���������ţ���������̮�������������ѹ����������䵽��϶�У�����������δ���Ͽ�϶��������������϶���ɴ������ѡ�״ȱ��ITO����������γɵĿ�϶�ȡ�Ȼ����������ITO��ĩ�ڲ����Լ�������ģ��֮�䣬��������Ի���������Ħ����ʹ�������ڲ�ѹ���ݶȽϴ�����ģѹѹ�������ӣ������ڲ�ѹ���ݶȽ�һ���������ѹ���ݶ�ʹ��������֯�����Խ��͡���ˣ���ͨ�����ģѹѹ��������������ȫ������϶��ͬʱ���ᵼ���µĿ�϶����[16]����ˣ����õ�һģѹ���������Ʊ�������ܶȸߡ������Ժõ�ITO������
ͼ5��ʾΪ4 MPa��20 MPaģѹ�����������پ�200 MPa��Ⱦ�ѹ�������Ŀ��ֲ����ߡ���ͼ5��֪����Ⱦ�ѹ����������϶�������٣�ģѹѹ������������϶�ʾ����ش�Ӱ�죬ģѹѹ��20 MPa��4 MPa�Ƚϣ�������200 MPa��Ⱦ�ѹ����ǰ���Ǵ�����ǰ����������������϶�ʾ�Զ���ں��ߵġ�
��2����Ϊ��ͬ����ѹ������������Ŀ��ֲ����ɱ�2��֪����200 MPa��Ⱦ�ѹ����ģѹѹ���ֱ�Ϊ4 MPa��20 MPa�������У�����1~15 ��m��15~45 ��m����Ŀ�϶�ʶ��������ͣ�������Ȳ��ϴ�20 MPaģѹѹ���£���Ⱦ�ѹ����ǰ����15~45 ��m����Ŀ�϶�ʱ仯��Ϊ���ԣ�����ͼ3��ͼ4�ж�Ӧģѹ����Ⱦ�ѹ�����������SEM����ʾ���һ�£�����ģѹѹ���Կ�϶��������ؼ����ã��ߵ�ģѹѹ�������������п�϶ȱ�ݵġ�̮������������������
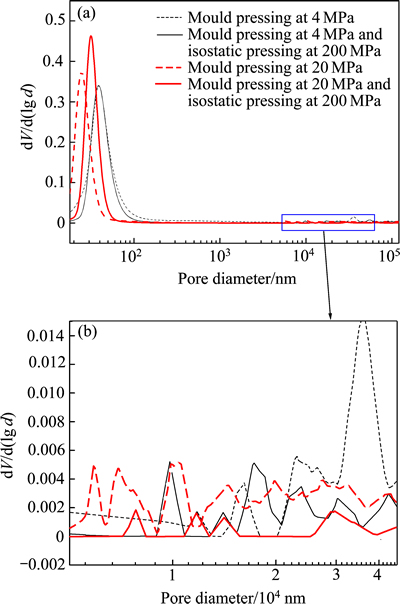
ͼ5 4 MPa��20 MPaģѹ�����������پ�200 MPa��Ⱦ�ѹ�������Ŀ��ֲַ�����
Fig. 5 Pore size differential distribution curves of ITO green bodies obtained by mould pressing at 4 MPa and 20 MPa respectively, as well as by further cold isostatic pressing at 200 MPa
��2 ��ͬģѹ����Ⱦ�ѹѹ������³��ͺ��������ֲ�
Table 2 Pore size distributions of ITO green bodies obtained under different pressure combinations between mould and cold isostatic pressing
2.2 ��Ⱦ�ѹѹ���Կ�϶ȱ�ݵ�Ӱ��
ͼ6��ʾΪ24 MPa��ģѹ���ٷֱ�100��150��200��250 MPa��Ⱦ�ѹ�����������SEM����ͼ6�ɼ���������Ⱦ�ѹѹ���������������п�϶�������Լ��٣���������Ը��á�����Ⱦ�ѹѹ���ﵽ��200 MPaʱ�����������м����������ϴ�Ŀ�϶��
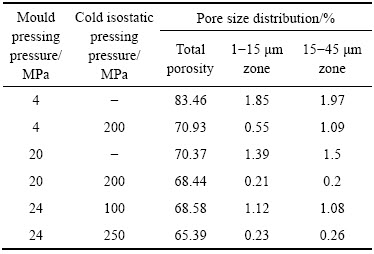
ͼ7��ʾΪģѹѹ��24 MPa����Ⱦ�ѹ���ֱ�Ϊ100��250 MPa���������������Ŀ��ֲ����ߡ���ͼ7��֪��250 MPa��Ⱦ�ѹ����������������϶����������100 MPa��Ⱦ�ѹ�����ġ��ɱ�2��֪����24 MPaģѹ����Ⱦ�ѹѹ����100 MPa������250 MPaʱ�������п���1~15 ��m��15~45 ��m����Ŀ�϶�ʷֱ���1.12%��1.08%������0.23%��0.26%����˵��������Ⱦ�ѹѹ�������������п�϶�ıպ�������
ͼ8��ʾΪ�ڲ�ͬģѹ����Ⱦ�ѹѹ������£��������ɴ������ѡ�״ȱ��ITO�������¿�϶ȱ����̬�仯��SEM��(��ͼ8�к�ɫ���ο�)����ģѹѹ��Ϊ4 MPaʱ��200 MPa��Ⱦ�ѹ��������ѡ�״ȱ��ITO�������¿�϶��������(��ͼ8(a))����ģѹѹ����ߵ�24 MPa��(��ͼ8(b)��(c))���������ѡ�״ȱ�ݵ�ITO�������飬������Ⱦ�ѹѹ�����������γɵĿ�϶�պϡ��ԱȲ�ͬģѹ����Ⱦ�ѹѹ���¿�϶�������еĴ�����̬����ȷ�������������ѡ�״ȱ��ITO������ģѹ������δ��ѹ�飬�����������ο�϶ͨ����Ⱦ�ѹҲ��������ͱպϣ���֮�������γɵĿ�϶����Ⱦ�ѹ������ѹ����������պϡ�����ԭ�����ڣ���Ⱦ�ѹ��ITO������������������δ����ITO�����������Ħ��������һ�£�ʹ�ÿ����䲻�ᷢ��������ģѹ�еĻ������������������䣬���������϶����Ⱦ�ѹ�н�������������������������ر����������С�
2.3 ����ѹ���������Ͱв����ܻ���Ӱ��
ͼ9��ʾΪ��ͬѹ����ģѹ���������پ�200 MPa��Ⱦ�ѹ����������ܶȼ��ܶȱ仯�ݶȡ���ͼ9�ɼ���ģѹѹ����4 MPa������24 MPa��ģѹ��������ܶ���46.6%������52.9%����200 MPa�Ⱦ�ѹ����Ӧ����������ܶȷֱ�������56.5%�� 58.6%��ģѹ����Ⱦ�ѹ��������ܶ���ģѹѹ���仯������ͬ������ģѹѹ��������ͬ�����ӡ���Ϊ���Ե��ǣ�ģѹѹ��Խ������������Ⱦ�ѹ���ܶ�ҲԽ�����Ͻ����������Ȼ��Ⱦ�ѹѹ��Զ����ģѹѹ�������䲢����ȡ��ģѹ���̡�
����������ܶȱ仯�����������������б�ʽ��ƴ�����������ܶȱ仯�ݶȣ��Դ��ж������ܶ���ģѹѹ��������仯�Ŀ����̶ȡ���ͼ9�ɼ���ģѹ����Ⱦ�ѹ�������ܶȱ仯�ݶ����߾��ʡ�U���Σ��ɴ˿����ƶϣ�ģѹ�п���������ѹ��[17-18]Ϊ12 MPa���ҡ�������Ϊ��ģѹѹ��С��12 MPaʱ��ITO������ѹ�������½��������š��α䣬�������η�ĩ���õ������ԣ�ʹ�������ܶ�Ѹ����ߣ��ڴ˽Σ��������ź��α����������ܻ�����������Ҫ����(��ͼ3(b))�������п������϶�Ѵ�����ʧ��������ģѹѹ��С�ڿ���������ѹ���������п���δ���飬�������������������ɼ�����ģѹѹ���ﵽ20 MPaʱ��ģѹѹ���Ѹ��ڿ���������ѹ�������������Ϊ�������ܻ�����Ҫԭ�ֿ����Ѿ�����̮���������γɵ�С������䵽������϶���������ܶȽ�һ�����(��ͼ3(e)��3(f))����ģѹѹ��Ϊ20 MPaʱ����������������϶��Զ����ģѹѹ��Ϊ4 MPaʱ������(��ͼ5)�����ٴ�֤ʵ��ģѹѹ���Կ�϶ȱ�����������á�����ģѹѹ��������϶�������顢�������ʹ�ÿ���С��ģѹ�����У��������ֲ�ͬ�����ܻ�����ʹ�������ܶȱ仯�ݶ��ȼ�С������SHINOHARA��[19]�о����������Ͽ������������������п�϶�����������ܶȵ���ߡ�
ͼ8 ��ͬģѹ����Ⱦ�ѹѹ����ϴ������������ɴ������ѡ�״ȱ��ITO�������¿�϶ȱ����̬�仯SEM��
Fig. 8 SEM images on morphological evaluation of porosity defect resulted by dimpled ITO granule under different combination treatment between mould and isostatic pressing pressures
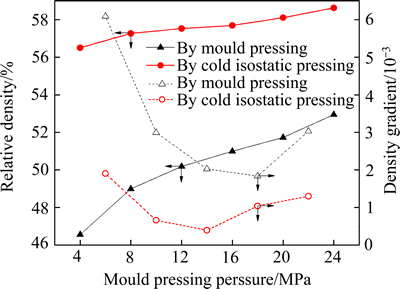
ͼ9 ģѹѹ����ģѹ�������پ�200 MPa��Ⱦ�ѹ��������ܶȺ��ܶ��ݶȵ�Ӱ��
Fig. 9 Effects of mould pressing pressures on relative densities and density gradients of green bodies obtained by mould pressing or by mould pressing plus cold isostatic pressing at 200 MPa
ͼ10��ʾΪ24 MPaģѹ���پ���Ⱦ�ѹ������������ܶ�����Ⱦ�ѹѹ���Ĺ�ϵ����ͼ10�ɼ�������Ⱦ�ѹѹ����100 MPa������250 MPaʱ����������ܶȱ仯��С������57.9%������59.3%�����ͼ3~8�п�϶ȱ�ݵ��ݱ����ȷ������ITO�������ܻ������У��������ɡ����ѡ�״ȱ�ݿ������¿�϶ȱ�ݵ��������������̣���һ����ģѹ�п���������������ֿ�����Ƭ��䵽��϶�����ڶ����������Ŀ�϶����Ⱦ�ѹ�����������պϡ������϶����ģѹ��δ����������������Ⱦ�ѹ����Ȼ�ᱣ�����������ߴ�������С��
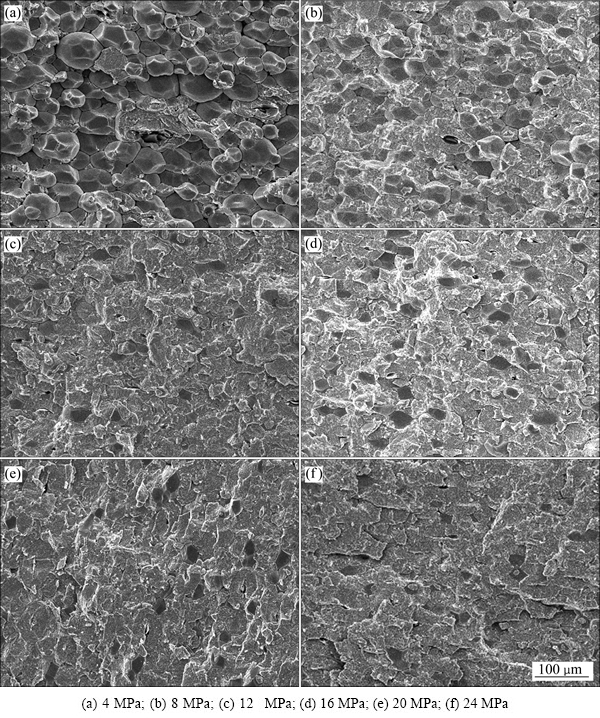
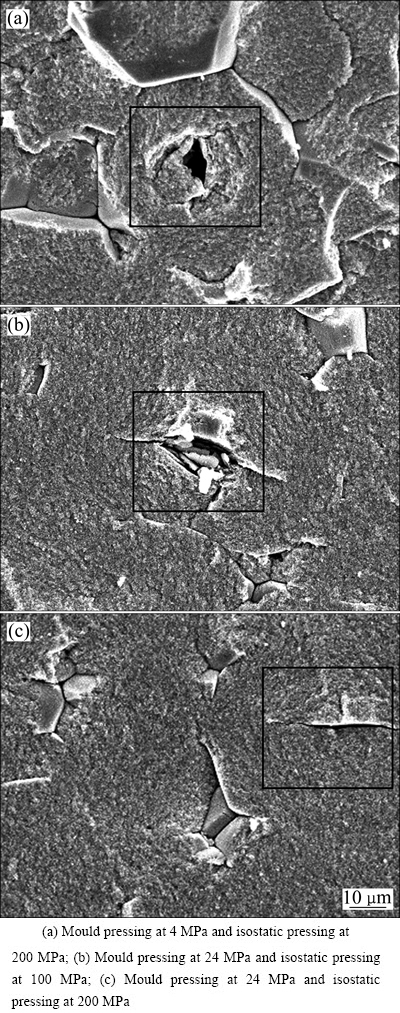
ͼ11��ʾΪ��ͬģѹ����Ⱦ�ѹѹ������³��ͺ��ս�вĶ����SEM����ͼ11���Կ�������ģѹѹ��С��20 MPa��������Ⱦ�ѹС��200 MPaʱ���в��ж����Դ��ڽ϶��϶��
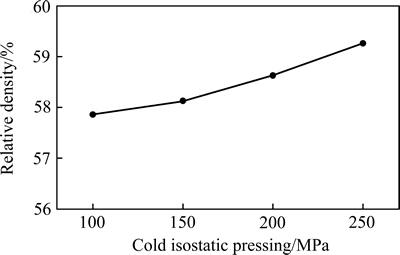
ͼ10 24 MPa��ģѹ�پ���ͬѹ������Ⱦ�ѹ��������������ܶ�
Fig. 10 Relative densities of green bodies obtained by mould pressing at 24 MPa and then by cold isostatic pressing at different pressures
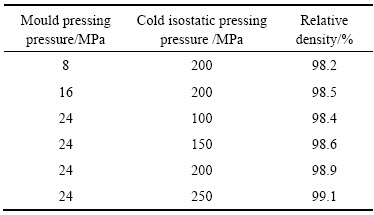
��3����Ϊ��ͬģѹ����Ⱦ�ѹѹ������³��ͺ��ս�вĵ�����ܶȡ�24 MPaģѹ���پ�250 MPa��Ⱦ�ѹ�������ս�вĵ�����ܶȿɴ�99.1%�����⣬���ս�����������н�С����(��1 ��m)������ʧ������ͼ3~8����ʾ��������϶�ı仯���ƿ���ȷ�����ɡ����ѡ�״ȱ��ITO�������´�ߴ��϶������ѹ�ƹ�����δ����պϣ����ջᱣ�����ս��İв��С���Щ��϶�ijߴ���10 ��m���ң����вľ�������ͨ����Ϊ5~10 ��m������ս���ʹ����ȫ�պ�[20-21]��
SHINOHARA��[22]��ABE��[23]�ֱ��о��������ս����в���ȱ�ݣ�Դ���ڷ��Ͽ��������ѡ�״ȱ�ݺͿ���ȱ�����¡������������еĿ�϶ȱ�ݡ���ˣ���߳���ѹ���ر���ģѹѹ�������������������еĿ�϶ȱ�ݣ��Ӷ����ITO�вĵ��ܶȡ�
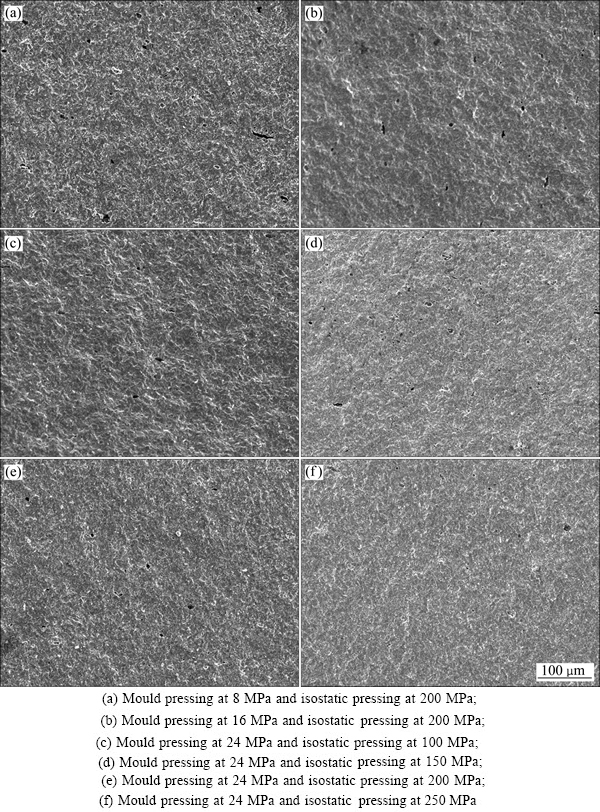
ͼ11 ��ͬģѹ����Ⱦ�ѹѹ������³��ͺ��ս�вĶ����SEM��
Fig. 11 SEM images of fracture surfaces of sintered ITO targets under different pressure combinations between mould pressing and cold isostatic pressing
��3 ��ͬģѹ����Ⱦ�ѹѹ������³��ͺ��ս�вĵ�����ܶ�
Table 3 Relative densities of sintered ITO targets under different pressure combinations between mould pressing and cold isostatic pressing
3 ����
1) ��ģѹ�����У�ITO������ѹ�������·����������š��α䡢����Ϳ�����Ƭ�Կ�϶����䡣��ģѹѹ����С������δ��������ʱ�������ڴ���3�ֿ�϶ȱ�ݣ��ֱ�Ϊ��������δ���Ͽ�϶���������������϶���ɴ������ѡ�״ȱ�ݿ������γɵĿ�϶��
2) ʵ������ITO��ĩ����������ѹ��ԼΪ12 MPa����ģѹѹ������ITO���Ͽ�������ѹ�������������飬��Ƭ���϶ȱ�ݴ���䡣��ģѹѹ����4 MPa��ߵ�20 MPaʱ�������п���15~45 ��m����Ŀ�϶����1.97%����Ϊ1.5%���پ�200 MPa��Ⱦ�ѹ�����������п���15~45 ��m����Ŀ�϶�ʷֱ���1.09%��0.2%��ģѹѹ����������϶ȱ�ݣ��ر����ɡ����ѡ�״ȱ�ݿ������³߶Ƚϴ�Ŀ�϶ȱ�ݣ����йؼ����á�
3) 24 MPaģѹ�������ٷֱ���100 MPa��250 MPa��Ⱦ�ѹ�����������п���1~15 ��m��15~45 ��m����Ŀ�϶�ʷֱ���1.12%��1.08%������0.23%��0.26%����Ⱦ�ѹ������ʹģѹ�����п�϶ȱ�ݱպϣ���һ����������ܶȡ�
4) ʵ������ITO���Ͼ�24 MPaģѹ��������������ܶ�Ϊ52.9%���پ�250 MPa��Ⱦ�ѹ��������������ܶ�������59.3%���ս��в�����ܶȸߴ�99.1%��
REFERENCES
[1] HAMBERG I, GRANQVIST C G. Evaporated Sn-doped In2O3 films: Basic optical properties and applications to energy- efficient windows[J]. Journal of Applied Physics, 1986, 60(11): 123-160.
[2] COX P A, FLAVELL W R, EGDELL R G. Solid-state and surface chemistry of Sn-doped In2O3 ceramics[J]. Journal of Solid State Chemistry, 1987, 68(2): 340-350.
[3] WEN S J, CAMPET G, PORTIER J, COUTURIER G, GOODENOUGH J B. Correlations between the electronic properties of doped indium oxide ceramics and the nature of the doping element[J]. Materials Science and Engineering B, 1992, 14(1): 115-119.
[4] GNEHMAN B L, JONSSON S, RUDOLPH T, SCHERER M, WEIGERT M, WERNER R. Influence of manufacturing process of indium tin oxide sputtering targets on sputtering behavior[J]. Thin Solid Films, 1992, 220(1): 333-336.
[5] ISHIBASHI S, HIGUCHI Y, OTA Y, NAKAMURA K. Low resistivity indium-tin oxide transparent conductive films. II. Effect of sputtering voltage on electrical property of films[J]. Journal of Vacuum Science & Technology A, 1990, 8(3): 1403-1406.
[6] NADAUD N, NANOT M, BOCH P. Sintering and electrical properties of titania- and zirconia-containing In2O3-SnO2 (ITO) ceramics[J]. Journal of the American Ceramic Society, 1994, 77(3): 843-846.
[7] KIM B C, LEE J H, KIM J J. Effect of forming pressure on densification behavior of nanocrystalline ITO powder[J]. Journal of the European Ceramic Society, 2007, 27(2): 807-812.
[8] IWASA K, ISOBE T, SENNA M. Enhanced densification of indium-tin oxide ceramics for sputter target through wet mechanochemical processing[J]. Solid State Ionics, 1997, 101: 71-78.
[9] KIM S M, SEO K H, LEE J H, KIM J J, LEE H Y, LEE J S. Preparation and sintering of nanocrystalline ITO powders with different SnO2 content[J]. Journal of the European Ceramic Society, 2006, 26(1): 73-80.
[10] KIM S M, LEE J H, KIM J J. Reaction-sintering behavior of nanocrystalline indium tin oxide with varying SnO2 content and particle size[J]. Scripta Materialia, 2007, 56(4): 293-296.
[11] ������, ������, ̷�ٺ�. ��������SiC�����ڳ������е�������Ϊ[J]. ������ѧ��, 2000, 28(3): 204-209.
HUANG Zheng-ren, JIANG Dong-liang, TAN Shou-hong. Crushing behavior of SiC granule prepared by spray pelletization during compaction[J]. Journal of the Chinese Ceramic Society, 2000, 28(3): 204-209.
[12] �����, �δ���, ���ֺ�, �� ��. ����ѹ��������ѹ�ս��Ʊ�ϸ��̼�����մ�[J]. ������ѧ��, 2008, 36(11): 1629-1632.
XU Guang-liang, SONG Chun-jun, CAO Lin-hong, XIONG Kun. Ultrahigh pressure compacting and pressureless sintering of fine grain silicon carbide ceramics[J]. Journal of the Chinese Ceramic Society, 2008, 36(11): 1629-1632.
[13] �� ��, л ��, ������, ���Ʒ�, ������. ���ܶ��������� (ITO) �в��Ʊ����յ��о���չ[J]. ���ϵ���, 2013, 27(1): 207-210.
WANG Song, XIE Ming, WANG Sai-bei, YANG Yun-feng, FU Zuo-xin. Research developing of preparing high density ITO target[J]. Materials Review, 2013, 27(1): 207-210.
[14] �� ƽ, �¾���, �� ��, ���ض�. ������ ITO �в��Ʊ����յ��о���״�ͷ�չ����[J]. �ȼӹ�����, 2012, 41(24): 31-34.
PENG Ping, CHEN Jing-chao, WANG Peng, CHEN Shou-dong. Preparation process research status and development trend of high density ITO target[J]. Hot Working Technology, 2012, 41(24): 31-34.
[15] �� ��, ������, ��֥��, �ζ���. ��������-��Ⱦ�ѹ-�սᷨ�Ʊ� ITO �вĵĹ����о�[J]. ϡ�н�����Ӳ�ʺϽ�, 2011, 39(2): 38-41.
LI Jing, ZHAO Xiao-dong, LI Zhi-hua, REN Dong-yan. Preparation of ITO target material by spraying drying-cold isostatic pressing-sintering[J]. Rare Metals and Cemented Carbides, 2011, 39(2): 38-41.
[16] FU Y, TAO Z, HOU X. Weibull distribution of the fracture strength of 99% alumina ceramic reshaped by cold isostatic pressing[J]. Ceramics International, 2014, 40(6): 7661-7667.
[17] YOUSHAW R A, HALLORAN J W. Compaction of spray-dried powders[J]. Am Ceram Soc Bull, 1982, 61(2): 227.
[18] SAMIMI A, HASSANPOUR A, GHADIRI M. Single and bulk compressions of soft granules: experimental study and DEM evaluation[J]. Chemical Engineering Science, 2005, 60(14): 3993-4004.
[19] SHINOHARA N, KATORI S, OKUMIYA M, HOTTA T, NAKAHIRA K, NAITO M, CHO Y I, UEMASTU K. Effect of heat treatment of alumina granules on the compaction behavior and properties of green and sintered bodies[J]. Journal of the European Ceramic Society, 2002, 22(16): 2841-2848.
[20] ʩ����. �����սᡪ���������ṹģ�ͼ�������ѧ�ȶ���, ���ܻ�����[J]. ������ѧ��, 1997, 25(5): 499-513.
SHI Jian-lin. Solid state sintering���� Pore microstructural model and thermodynamic stability, densification equations[J]. Journal of the Chinese Ceramic Society, 1997, 25(5): 499-513.
[21] SHINOHARA N, OKUMIYA M, HOTTA T, NAKAHIRA K, NAITO M, UEMATSU K. Formation mechanisms of processing defects and their relevance to the strength in alumina ceramics made by powder compaction process[J]. Journal of Materials Science, 1999, 34(17): 4271-4277.
[22] SHINOHARA N, OKUMIYA M, HOTTA T, NAKAHIRA K, NAITO M, UEMATSU K. Morphological changes in process-related large pores of granular compacted and sintered alumina[J]. Journal of the American Ceramic Society, 2000, 83(7): 1633-1640.
[23] ABE H, NAITO M, HOTTA T, KAMIYA H, UEMATSU K. Pore defects related to slurry character and their relevance to strength distribution in alumina ceramics[J]. Powder Technology, 2003, 134(1): 58-64.
(�༭ ������)
������Ŀ�������������������˲żƻ�������Ŀ(NCET-11-0517)���й���ʿ���ѧ����������Ŀ(2012M521544)
�ո����ڣ�2014-12-22�������ڣ�2015-06-19
ͨ�����ߣ�������ʦ����ʿ���绰��0731-88830478��E-mail: lyh_csu@163.com
ժ Ҫ����϶ȱ����Ӱ��ITO�в��ܶȼ�������Ե���Ҫԭ���о���Ⱦ�ѹ-��ѹ�սᷨ�Ʊ�ITO�в��п�϶���γɻ��������ڳ����еı仯���̣���������ѹ��(ģѹ����Ⱦ�ѹ)���������вĿ�϶ȱ�ݼ�����ܶȵ�Ӱ�졣�������������ģѹѹ��Զ������Ⱦ�ѹѹ������ģѹ���̶�ITO�����п�϶ȱ�ݵ�����������ҪӰ�죻��ģѹѹ����4 MPa��ߵ�20 MPaʱ��������200 MPa��Ⱦ�ѹ����15~45 ��m����Ŀ�϶����1.09%����Ϊ0.2%��ʵ������ITO����������ѹ��ԼΪ12 MPa����ģѹѹ��С��12 MPaʱ�������е�ITO����������ѹ���α䣻���������12 MPaʱ��ITO�������飬��ʹ�������ܻ����Ӷ�������϶ȱ�ݡ���ģѹ����Ⱦ�ѹѹ���ֱ�Ϊ24��250 MPa�����£�ITO��������ܶȴ�59.3%���ս��ITO�в�����ܶȸߴ�99.1%��
