
DOI: 10.11817/j.issn.1672-7207.2016.10.010
�����ջ��Դ����ǿ���Ͻ��ȶ�����������֯��Ӱ�켰���û���
�����䣬����ǫ����ƽ�������ˣ�����
(���ϴ�ѧ ���繤��ѧԺ�������ܸ�����������ص�ʵ���ң����� ��ɳ��410083)
ժ Ҫ��
mm�ĸ�ǿ���Ͻ��ȶ�������������ʩ�Ӷ�Դ��������ϵͳ�������Դ��������ʩ�Ӷ�����������֯��Ӱ�죬�������ȶ���������г����ջ����ö��������̵����û������о��������������������֯�������ϸ����������״�ɷ����֦����Ϊ����֦��������ƽ�����ȼ�С��107 ��m���ڳ�������˸�������ϸ��Ч�������ԣ����ȶ���������У���Һ�еij����ջ���Χ��Ҫ�ڷ���˸������������ڣ��ʿջ�ЧӦ��Ҫ������Һ̬�����е����ʿ������ջ��ݱ��������ij�������������ʿ�����Һ̬�����ĽӴ��ǣ��������κ����������ܣ���ʹ�����κ˷������������κ��ʣ�ϸ����������֯��
�ؼ��ʣ�
��ͼ����ţ�TG148; TB559 ���ױ�־�룺A ���±�ţ�1672-7207(2016)10-3354-07
Effect rules and function mechanism of ultrasonic cavitation on solidification microstructure of large size high-strength aluminum alloy with hot top casting
LI Ruiqing, LI Xiaoqian, CHEN Pinghu, GUO Xing, ZHANG Min
(State Key Laboratory of High Performance Complex Manufacturing,
School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: Multi-source ultrasonic vibration system was imposed on high-strength aluminum alloy melt which was in diameter 650 mm hot top semi-continuous casting to explore the effect and mechanism of multi-source ultrasonic field on ingot macrostructure and microstructure. The results show that the ingot organization overall refines, grain shape changes from developed dendrite into equiaxed dendrite, the average grain size decreases by 107 ��m, refining effect is most obvious on region around the ultrasonic radiation. In hot top casting process, the region of cavitation mainly lies in a limited area near radiation rod in aluminum liquid. Cavitation activates the heterogeneous particles in the liquid metal, the shock wave generated by collapse of cavitation bubbles increases the contact angle of heterogeneous particles and liquid metal, reduces the nucleation free energy, promotes heterogeneous nucleation occurs, increases the nucleation rate and refines solidification structure.
Key words: ultrasonic cavitation; high-strength aluminum alloy; hot top casting
Al-Cu-Mnϵ�Ͻ����ڿ��ȴ���ǿ���ļӹ����Ͻ𣬾������õĹ������ܣ��㷺Ӧ���ں��պ����������У�2219���Ͻ������Ժã����ں��ӣ����ҵ����������ã���-270~300 ����ѧ���ܺͿ�Ӧ����ʴ�����������ʳ�Ӧ���ڻ��ȼ��������ȼ���䣬�������������(Thor-Delta)�����Ǣ�(Saturn S-��)�ż��ձ�H-1�ͻ����ȼ������ȼ����[1]�������ҹ�������ҵ�Ŀ��ٷ�չ���������������������ػ����Ȼ�������ڴ���ǿ�����Ͻ�����죬���ڿռ�߶�ЧӦ�����컷���Ǿ��ȡ�����������¶ȳ��������ֲ������ȵ��������������������֯���ɷ��ڿռ�ֲ����ز����ȣ����������ڲ�Ӧ�����������ƣ���ˣ���չ�Ƚ����������켼���Ի�þ��ʡ�ϸ���������ƵĴ��������Ǵ�������ܹ������ε�ǰ������[2-4]���������������켼����һ����ɫ����Ⱦ���Ƚ����켼�������������������о������ʩ�ӵ�Դ������(1��������Դ)������������Ϊ����֯��Ӱ��������о���ȡ����һ����������ʵ���о��ɹ�������JIAN��[5-6]��A356���Ͻ����̹�����ʩ�ӳ��������־��������������Ͻ�������֯����֦״����ת��Ϊ���ᾧ״�������ڲ����������͡�IRSID��[7]����������ʩ�������������У��ó���������Al-Si�Ͻ�Ҳȡ�������õ�Ч�����Ծ��ĵ�[8]�о��˲�ͬ�¶��µ��볬������ZL101���Ͻ���̬�������̵�Ӱ�죬���ֵ������¶�Ϊ610 ��ʱ��������������֦�����֦��ת����120 s�����������״���������[9]�о��˳���������7050���Ͻ��ڱ��κ��ȴ�������֯��ƽ���������ȱȳ���Ͻ�ľ�������С50 ��m���ң�������ǿ�ȺͿ���ǿ�Ⱦ��ȳ�������Ͻ��60 MPa���������ڳ��������켼�����о��������С���������ʩ�ӵij�����Ϊ��������Դ�������ڹ�ҵ�����������������ȴ���500 mm�ı��ֱ������550 mm��Բ����ʩ��1������Դ����������������ȡ�����������Ч������ʱ��Ҫ������ͬʱʩ�Ӷ����������Դ��Ŀǰ���Ƕ����������³���������Ч���������о����٣�Ϊ�ˣ�����������ֱ��Ϊ650 mm�ȶ�����������������ʩ�Ӷ�Դ��������������2219���Ͻ�Բ���������Դ������ʩ�Ӷ�����������֯��Ӱ�죬����Դ����ȶ����������Һλ�ߡ�ҺѨ���������̽�ֳ����ջ����ö����������̹��̵����û�����
1 ʵ������뷽��
�����2219���Ͻ�ɷ����1��ʾ�����ù�ҵ������Al-Cu�Ͻ�Al-Zr�Ͻ�Mn����Ti����V��������ȣ�ϸ��������Al-Ti-B˿�������ӡ��ᾧ��ֱ��Ϊ650 mm�������쵽һ������ʱ���ڽᾧ���м���3���ƶԳƷֲ��ij�����ϵͳ����ͼ1��ͼ2��������¯�㵹��Һ�������ͨ��������ƽ�ȵ�����ᾧ���ϲ����ȶ��ڣ��ȶ�����Ч���¼���ֹ���������Ⱦ�����ų������ȶ����ᾧ���ڵ�Һ̬�����IJ����������ӵײ���������ֱ����¯��ȫ��ա�

ͼ1 ���������ȶ�����ʾ��ͼ
Fig. 1 Schematic diagram of hot top casting with ultrasonic treatment
��1 2219���Ͻ�ɷ�(����������%)
Table 1 Alloy composition of 2219 Aluminum alloy %

��������������ľ������Ϊ�������쳤��Ϊ750 mmʱ�����ȶ��ᾧ���м���3�׳�������ϵͳ����������˲�����Һ���Ϊ70 mm���ң����ƶԳƷֲ�(�Ӿ���ʵ�����������������)����ͼ2��ʾ����������Դ��ʼʩ��ֱ�����������������������Ϊ3 000 mm��
ȡ��ʱ�ֱ�������ײ�650 mm��1 700 mm�����к��Ϊ50 mm�Ľ�����м�������ȡ��ͼ��ͼ2����2Ƭ�Ա���Ƭ�Ϸֱ�ȡ1/4���еͱ���֯���飬�����ز�ͬ����ȡ20 mm���������Ϊ�߱���֯���������ʣ����Ƭ�������á�ͼ2�к�ɫԲ�α�ʾ3֧��������ˣ�ͼ�����Ϸ�Ϊ��ע�ڵ�λ�á�
�ͱ�����������ǰ��Ҫ����ϳ���ӹ���ʹ��ֲڶȲ�����3.2 ��m�����������ø�Ũ�Ȼ������ʴ�ʵ�ʱ�����������ˮ��ϴ���۲��������棬��������ʾ�������ظ��������̣�ֱ��������ʾ����Ϊֹ���ο�GB/T 3246.2��2012�������ľ����ȵȼ����л��ֲ�����ƽ�������ȡ��ڽ������������ϵȼ������ȡ6��Ϊ20 mm��20 mm������������ĥ���⡢��ʴ����ɺ����Leicąʽ���������۲�������֯������TESCANɨ��羵�۲�ᾧ�����״�����ȣ�����OXFORD�����ǶԲ�ͬ��ò�Ľᾧ����д����������ý��߷���ͼ�δ����������㲻ͬλ�õľ������ȡ�����֯����ο�GB/T 3246.1��2012���ڽ�������֯�뾧�����ȷ���ʱ�����徧��ϸ����rgf��Ϊ����ϸ���̶ȵ�����ָ�꣬
 (1)
(1)
ʽ�У� Ϊ�������������µ�i��������õ�ƽ���������ȣ�iȡ1~6��
Ϊ�������������µ�i��������õ�ƽ���������ȣ�iȡ1~6�� Ϊ�dz��������µ�i��������õ�ƽ���������ȡ�rgfԽ������ϸ��Ч��Խ�ã���֮Խ�
Ϊ�dz��������µ�i��������õ�ƽ���������ȡ�rgfԽ������ϸ��Ч��Խ�ã���֮Խ�
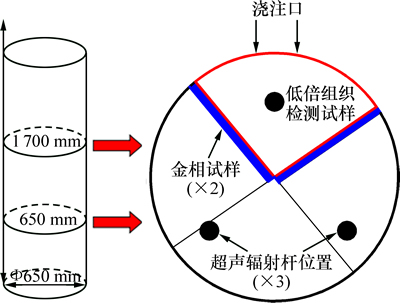
ͼ2 �������λ��
Fig. 2 Location of test sample
2 ʵ����
ͼ3��ʾΪ�����ͱ���֯����������ͼ3�ɿ���������������֯ȫ��������ϸ�����������뾶������ͬһλ�ô���������������֯���в�ͬ�̶ȵ�ϸ��������Ϊ�߲������ȵȼ�Ϊ1.0��������ͨ������1.5������0.5�������IJ�Ϊ2.5������ͨ������3.5��������1.0�����ӱ߲����IJ���������ߣ������㣬����������ƽ��������ԼΪ2.0������δ�ӳ�������ƽ��������ԼΪ3����ƽ�������ȵȼ�����1.0�����Ա�ͼ3(a)��ͼ3(b)�ɷ��ֳ��������ı߲�ϸ������Χ����
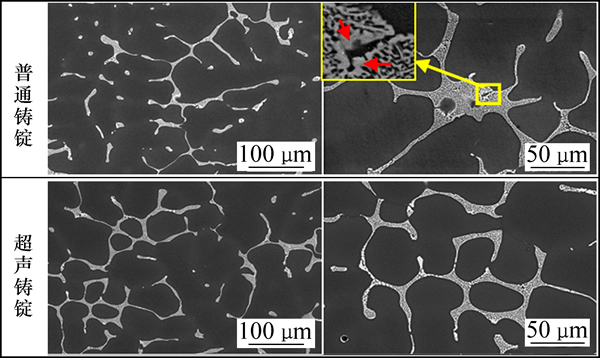
ͼ4��ʾΪ����֯�Ա�ͼ���ڱ߲�ϸ��������ͨ�����в��ֵ���֦���������Ƚϴ�������ԼΪ290 ��m������������֯��ΪϸС���ᾧ���ֲ�������ɢ�����ȣ�ƽ����������ԼΪ219 ��m����1/2�뾶����������ͨ����������֯Ϊ����֦���۱ȽϷ����֦������������ԼΪ410 ��m����ʩ�ӳ�����������ò�Ƚ�Բ������������ԼΪ300 ��m�����IJ��־�������ͨ����������֯Ϊ�������״֦��������֦���Ϸ����������Ϊ460 ��m���ң���������������ȻҲ��һ��������ΪԲ���ĵ���״֦������������ԼΪ367 ��m��

ͼ3 �����ͱ���֯ͼ
Fig. 3 Diagrams for macrostructures of casting
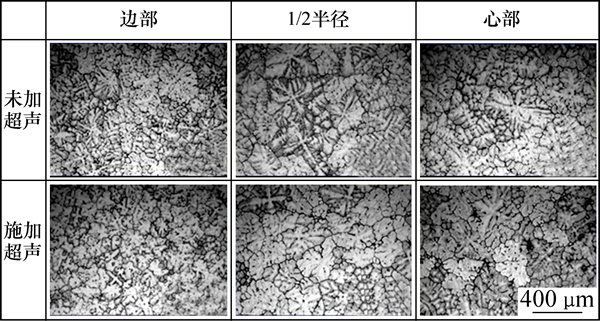
ͼ4 ��������֯ͼ
Fig. 4 Diagrams for microstructures of casting
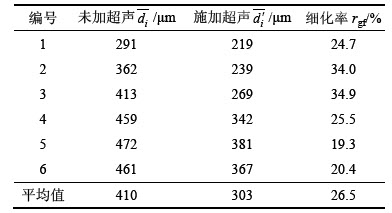
�ӱ߲����IJ���ȡ6�������ľ���ƽ�����ȼ���2(���У����1��Ӧ�߲������6��Ӧ�IJ�)���ӱ�2�ɷ���ϸ��������λ���ڱ߲���1/2�뾶��һ����1/2�뾶�������IJ�ϸ������С��
��һ��������2�ɷ��֣��ڱ߲����������������ȷֲ���ƽ����˵�����������ձ��С���ȽϾ��ȣ��߲�ϸ������Χ����Խ���IJ�����֯Խ�ִ�������ִ��������IJ������丽����������ʩ�ӳ���������֯�������IJ����Ե�������б��˵�������IJ���֯��û�м�������������С��δ�ӳ�����ʩ�ӳ����ľ���ƽ�����ȱ仯���ƴ�����ͬ���߲���С���IJ��ϴ�����Ȼ��ȫ�������ϸ�����ã���ϸ���ʲ���һ�£���1/2�뾶���߲���һ����Ƚϴ�
��2 �ذ뾶����������
Table 2 Grain size along radius direction
ͼ5��ʾΪ��ͨ�����볬��������ɢ��ͼ���ɼ���ͨ������֯�Ľᾧ��ȽϷ�����кܶ�ᾧ������ȴִ����������Ľᾧ����ֵ���״����״�Ƚ�Բ�����ᾧ��ķֲ��ȽϷ�ɢ���ִ�ᾧ��Ҳ���١���������������2�������Ľᾧ��������Ҫ�Ǧ�(Al)+��(Al2Cu) ��Ԫ���������Ϊ��(Al)+��(Al2Cu)+ T(Al20Cu2Mn3) ��Ԫ������������Al7Cu2(FeMn)��������ʩ�Ӳ�δ�ı�ᾧ������࣬���ı��˽ᾧ�����ò��ͬʱ������������Al7Cu2(FeMn)�ĺ�������ͼ5��ʾ�Ŵ�����ͨ�����ں��н϶�Ĵִ�ᾧ�࣬���гʹ���״����״�Ľᾧ�࣬������������ΪAl7Cu2(FeMn)����Ϊ�������ೣ�������ڴִ�Ķ�Ԫ��������Ԫ�������ڣ������������Ĺ�������ò���ϸС���ֲ�Ҳ���Ӿ��ȣ��ʺ�Fe������Ҳ��Ӧ�ؼ��١�
ͼ5 �ӳ���������������ɢ��ͼ
Fig. 5 Back scattering diagrams of two ingots
3 ����������
���ڳ��������ڽ�������������֯�Ļ������ж���ѧ˵��Ŀǰ��Ϊ����ϸ������Ҫ�����ǿջ�ЧӦ������ЧӦ[10-12]�����������̹��̵ĸ��¡����ɹ۲��ԭ��ȱ����ֱ�ӵ�ʵ��֤�ݣ����Ҷ���С��ʵ����ģ���ʹ���ҵ������Ȳ�ͬ�������������������û���Ҳ������ͬ��������������ȶ����죬���ص��Ǹ�Һλ��Һ�浽����ǰ�صľ���ܴ���ʵ������о�ʵ�ʲ��������IJ�λ����ǰ�ص���ȴﵽ395 mm���߲������Ϊ230 mm(ҺѨ�ֲ�ģ��ͼ��ͼ6(a))�����Ľ�ֱ��Ϊ650 mm�ij����ȶ����쳬������˲�����Һ�е����Ϊ70 mm��ʩ��λ�ÿ����߲�(��ͼ2)����������̽���ڸ�Һλ���۳��г����Ŀջ�ЧӦ�����������̹�������������á����ȶԳ���������������ѹ���ķֲ����м�����棬�õ������ջ�����Ȼ���һ�������ȶ������г����ջ����õ����ڻ�����
3.1 �������г����ջ�����ģ�����
����������ϵͳ������Ԫģ�ͣ����нṹ����ѧ��������Ϸ��棬�����㳬����ϵͳ����������е���ѹ�����ṹ����ѧ�����������л������̣�
 (2)
(2)
���У�[M]��[C]��[K]�ֱ�Ϊϵͳ�����������������նȾ���{F}Ϊ�غ���������{u}�� ��
�� �ֱ�Ϊλ��ʸ����λ�ƶ�ʱ���һ������λ�ƶ�ʱ��Ķ�������������Ԫģ�͵ļ����������������ȷ��������£�ģ�;ͻ�ȷ��һ��Ψһ��[M]��[C]��[K]��
�ֱ�Ϊλ��ʸ����λ�ƶ�ʱ���һ������λ�ƶ�ʱ��Ķ�������������Ԫģ�͵ļ����������������ȷ��������£�ģ�;ͻ�ȷ��һ��Ψһ��[M]��[C]��[K]��
�ڼ�������ǰ�ȼ�������Ϊ���ʡ�����ԡ������������������ܶ��ǹ���ѹ��P�ĺ�������֮�仯������ѹ�ֲ�����Helmholtz����[13]��
 (3)
(3)
ʽ�У���=2��f��fΪ��������Ƶ�ʣ�Hz��cΪ�����������еĴ����ٶȣ�m/s��
��ƫ�ַ��̵Ľ����߽������ͦغ�c�йأ�ֻҪȷ��ij���������ѹ�߽������������ڸ���������е���Ƶ�ʡ������ٶȣ����ȷ��������������ֲ������漰��������������ʱ���ڽṹ�����п���������洦����ѹ���Ӷ��õ�
 (4)
(4)
ʽ�У� ��
�� ��
��
NΪ��ѹ���κ�����SΪ��Դ�߽������nΪ�߽�ķ�������������
����ѹ���ֲ�����ѹ���κ�������ʽ����õ��ṹ��̬����Ԫ���̣�
 (5)
(5)
�ݸ÷����������������������ɢ���̣��õ�����������������Ԫ����ɢ���̣�
 (6)
(6)
���У� ���ڽ���������Ϸ���ʱ������ֱ����Ϸ�ʽ������λ������ȡ���ṹλ������{u}�������ܽڵ���ѹ������ͨ�������� ��-������Ϸ��̽�������Ԫģ����棬�����ͼ6��
���ڽ���������Ϸ���ʱ������ֱ����Ϸ�ʽ������λ������ȡ���ṹλ������{u}�������ܽڵ���ѹ������ͨ�������� ��-������Ϸ��̽�������Ԫģ����棬�����ͼ6��
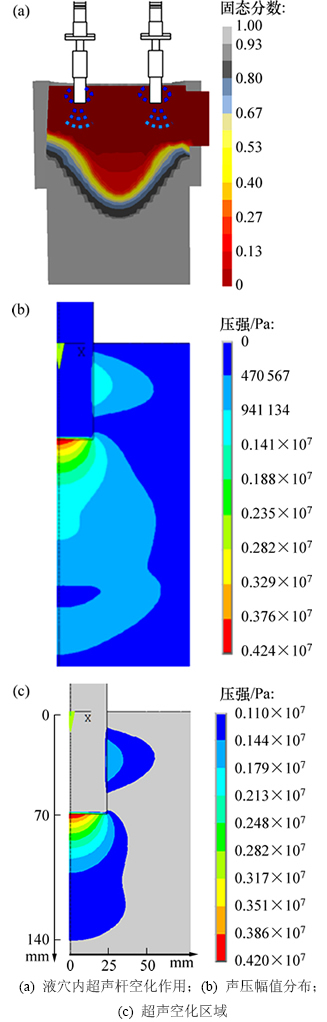
ͼ6 �������ڳ�����ѹģ��
Fig. 6 Acoustic pressure simulations in molten aluminum
ͼ6(b)��ʾΪ�������г�����ѹ��ֵ�ֲ�����ͼ6(b)�ɼ�����˶��渽��Ϊ��ѹ��ǿ���ض��淨������ѹ��ֵѸ��˥��������˲���Ҳ����1�����������÷���������ѹ��ֵ�ȶ���������ѹ��ֵ�ͣ����Ҳ��С��
Һ���в����ջ���Ҫ�ﵽ��Ӧ�Ŀջ���ֵ���ÿջ���ֵ��Һ����¶ȡ�����������ѹ���������������[14]�����о�[15-16]����700 ��ʱ����ǿ���Ͻ�Ŀջ���ֵԼΪ1.1 MPa���Խ�������ѹ��ֵ����1.1 MPa����������±�ʾ�����ý����ͼ6(c)��ʾ����ʩ�����Ϊ70 mmʱ����������˿ջ�������Ҫ��2���֣�����˶������·��ջ���Ϊ��������������70 mm��������ջ�����λ�ڷ���˽��벿�����IJ�λ���侶�����ﵽ30 mm�����ȶ���������нᾧ���ڳ����ջ�ЧӦ����Ҫ�����ڷ���˸�������Һ����Һ������140 mm�����ڣ�������ǰ������һ�ξ��룬��ˣ��ջ����ò�û��ֱ�Ӳ��������κˣ����Ǽ��Ӱ�쵽���̹��̡�
3.2 ���������ʿ�������ʪ�����
�������������������������۲����Թ������ʿ�����(�������̼����������)����ʵ�������У�����������������Щ���ʿ��������γɣ����������κ˷�ʽ����������ͨ������£��������ʿ����������һЩխ�ѷ졢���ۡ�̨�����Ƶȱ���ȱ��ʹ�ô����ʿ������ڶ���״̬����δ��Ϊ��Ч���ʺ��IJ����κˣ���ˣ��ڹ�ҵ�����У�������Ҫ������������ϸ�������������Ͻ���������������̼�ȡ�ʩ�ӳ���������Щ���ʿ�������ǿ�ҵĻ���ã��ܹ�������ת��Ϊ��Ч���˲��뵽�����κ˹��̡�
�ɳ����ջ����û�����֪�ڿ�����Դ�Ͻ������ջ������ڼ���ʱ���ڳ������͡������ͱ����˶������ڿջ�ʱ��̣ܶ������ݵ�ѹ��������Ϊ�Ǿ��ȹ��̣���ջ��������������в����ֲ��ĸ��¸�ѹ������Һ�����ϴ��ھֲ�ѹ����ѹ������������ϵͳ��ʱ��Һ����������������ѹ�����¶ȵı仯���仯��ͨ�����鼰����[17]�����Ƶ����ջ��ݱ���������ʱ�����ѹ��PmaxΪ
 (7)
(7)
ʽ�У�PΪ�ջ����ڵ�����ѹ��PmΪ���ݱպ�ʱ���ⲿѹ������Ϊ�����ı��ȱȡ�ͨ�����㣬�ڳ���Ƶ��Ϊ19 kHz��������ǿΪ88.1967 W/cm2ʱ���ջ����������ܲ��������ѹǿΪ1.6 GPa����˴��˲ʱѹǿ�����ij�������ʿ������������������ʹ�����䣬����Һ̬���������ƵĿջ��ݲ��ϲ��������͡������ͱ���ʱ����������ij��ѹ���������ϵس���������棬����ϴ���ʿ�����������á��ջ����������н�������һϵ�ж���������, ��ʹҺ�屾����������������ʹ�����ݱ��洦���ںܸߵ��ٶ��ݶȺ����Ӧ������ʹ��ϴ�����������ƻ������䡣ͬʱ�������ջ��ڹ����Һ��������������ĸ��������ܹ���ȥ�������߽��۲㣬�����������Ŀ�Ѩ�����ۡ���������У�������ʿ�������ʪ�ԡ����⣬������Ҳ���������Һ�����ʿ�����ǿ����Ҳ����������Һ̬�����е���ʪ�ԡ���������ʹ�ڷ���˸����Ŀջ����������ʿ������ϱ��������������Ǵ���ҺѨ��ʱ����ΪҺѨ�����˴����Ļ��Ծ��ˡ�
�����ջ����ö����ʿ�������ʪ�ʾ��ͼ��ͼ7��ʾ�������ջ��ݱ���ʱ�����ĸ�ǿ���岻�ϵؽ�Һ̬�����������ʱ���ȱ���У�����-Һ������ʪ�Ǧȣ�������ʱ������ʪ�ԡ��ٶ��ڹ�̬���������γɵ������ξ��ˣ�������κ˹�[18]Ϊ
 (8)
(8)
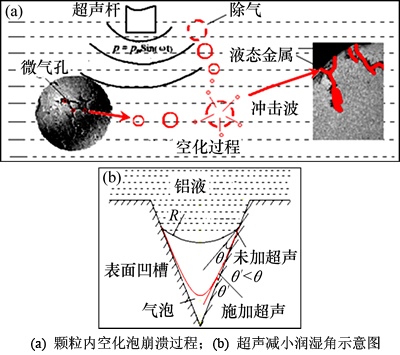
ͼ7 �����ջ����ö����ʿ�������ʪ�ʾ��ͼ
Fig. 7 Schematic diagram of ultrasonic cavitation effect on heterogeneous particles
�����κ��κ˹�Ϊ��
 (9)
(9)
 (10)
(10)
ʽ�У� ��
�� �ֱ�ΪҺ������ס�Һ���뾧�˵Ľ���������TmΪ�������۵㣻��HmΪ�ᾧDZ�ȣ���TΪ����ȡ�
�ֱ�ΪҺ������ס�Һ���뾧�˵Ľ���������TmΪ�������۵㣻��HmΪ�ᾧDZ�ȣ���TΪ����ȡ�
���Աȷ��֣������κ˹� ��
�� ֮��ֻ��1������f(��)������0��ܦȣ�180�㣬�Ǿ����κ�����������ձ�Ⱦ����κ˵�С���ڲ�ͬ��ʪ���£������κ�������κ˹���������˷������������ݱ�ֵ��ͼ8��ʾ����ͼ8�ɼ�����ԽС�������κ�����������Ⱦ����κ˵�����Խ�ͣ���Խ�����κˡ�
֮��ֻ��1������f(��)������0��ܦȣ�180�㣬�Ǿ����κ�����������ձ�Ⱦ����κ˵�С���ڲ�ͬ��ʪ���£������κ�������κ˹���������˷������������ݱ�ֵ��ͼ8��ʾ����ͼ8�ɼ�����ԽС�������κ�����������Ⱦ����κ˵�����Խ�ͣ���Խ�����κˡ�

ͼ8 �����κ����˷���������������Ӵ��ǵĹ�ϵ
Fig. 8 Relationship between heterogeneous nucleation free energy barrier and contact angle
�����Ŀջ����ö��۳��ϲ��Ľ���Һ�������ʿ�������ã���������ʪ�ԣ������˦ȣ��ٽ��������̽ᾧʱ�����κ˺��ġ��ڱ߲������ڳ�����ʩ��λ�ø��ӽ�����ǰ�أ�����������Ч���������ԣ����ԣ����������߲���֯ϸ������Χ��������ϸ��Ч��Ҳ������ǿ(��ͼ5��ʾ)�����IJ�������ʩ��λ��Զ������ǰ�أ���ˣ������̹������ý�С�����2���IJ�����ϸ������͡�
4 ����
1) �ڴ���Բ���ȶ���������������У�ʩ�Ӷ�Դ�����ܳ�����Ч��ϸ����������֯������ƽ�����Ƚ���107 ��m�������������߲���1/2�뾶����λ�ã�ϸ��Ч����ǿ�������Ľᾧ�����ȱ�С���ʵ���״����Fe������Ҳ��Ӧ���١�
2) ��ҺѨ������ȶ���������У������ջ����ö������κ˹��̵�Ӱ����ҪΪ�ջ��ݵ����͡�������������Һ̬�����е����ʿ������ϳ�����������������Һ�ĽӴ��ǣ�������ʿ�������ʹ�������̹������γ���Ч���κ˺��ģ��Ӷ�ϸ����������֯��
�ο����ף�
[1] ��ף��, �����. ���Ͻ���ӹ��ֲ�[M]. ��ɳ: ���ϴ�ѧ������, 2005: 931-933.
WANG Zhutang, TIAN Rongzhang. Handbook of aluminum alloy and processing[M]. Changsha: Central South University Press, 2005: 931-933.
[2] ������. ���Ͻ�Բ�����������⼰�Բ�[J]. �������г�, 2013, 20(6): 140-141.
TAN Xibo. Aluminum alloy round ingot process problems and countermeasures[J]. Technology and Market, 2013, 20(6): 140-141.
[3] ������, ����, ������, ��. ���ͱ������Ͻ�����������Ʒ����������о�[J]. ���켼��, 2013, 34(2): 196-199.
FAN Fuyou, CHEN Ming, YU Xiaoyan, et al. Crack analysis and research of large-scale thin-wall cabin body casting of aluminum alloy[J]. Foundry Technology, 2013, 34(2): 196-199.
[4] ����, ���ܹ�, �ֳ���, ��. �����������͵ļ������κϽ�����ȱ��[J]. ���ܳ��ι���, 2013, 5(4): 69-73.
CUI Changqi, YAN Shaoguo, LIN Chenhua, et al. Solution to the defect of aluminium alloy foundry goods by continuous castingand forging process[J]. Journal of Netshape Forming Engineering, 2013, 5(4): 69-73.
[5] JIAN Xiaoli, XU Hanbing, MEEK T T. Effect of power ultrasound on solidification of aluminum A356 alloy[J]. Materials Letters, 2005, 59(2/3): 190-193.
[6] XU Hanbing, HAN Qingyou, MEEK T T. Effects of ultrasonic vibration on degassing of aluminum alloys[J]. Materials Science and Engineering A, 2008, 473(1/2): 96-104.
[7] IRSID. Ultrasonic can replace mould oscillation during billet casting[J]. Steel Times Int, 1989, 10(5): 45.
[8] �Ծ���, ����ɭ, ����, ��. �������н������̬������֯���ݻ�[J]. ����ѧ��, 2009, 45(3): 314-319.
ZHAO Junwen, WU Shusen, WAN Li, et al. Evolution of microstructure of semisolid metal slurry in ultrasonic field[J]. Acta Metallurgica Sinica, 2009, 45(3): 314-319.
[9] ����, ��־��, ���, ��. ��������г���������7050���Ͻ���μ��ȴ�����Ӱ��[J]. �����ȴ���, 2011, 36(12): 62-65.
QIAO Xiang, ZHANG Zhigao, LI Jiantao, et al. Effect of ultrasonic treatment during casting on deformation and heat treatment of 7050 aluminum alloy[J]. Heat Treatment of Metals, 2011, 36(12): 62-65.
[10] ESKIN G I. Effect of ultrasonic (cavitation) treatment of the melt on the microstructure evolution during solidification of aluminum alloy ingots[J]. Zeitschrift F��r Metallkunde, 2002, 93(6): 502-507.
[11] HUNT J D, JACKSON K A. Nucleation of solid in an undercooled liquid by cavitation[J]. Journal of Applied Physics, 1966, 37(1): 254-257.
[12] YASUDA K, SAIKI Y, KUBO T, et al. Influence of high-power ultrasonic irradiation on primary nucleation process during solidification[J]. Japanese Journal of Applied Physics, 2007, 46(7B): 4939.
[13] HUMPHREY V F. Ultrasonic review[J]. Progress in Biophysics and Molecular Biology, 2007, 93(1/2/3): 195-211.
[14] ����. �����ֲ�[M]. �Ͼ�: �Ͼ���ѧ������, 1999: 28.
FENG Ruo. Ultrasonics handbook[M]. Nanjing: Nanjing University Press, 1999: 28.
[15] ESKIN G I. Principles of ultrasonic treatment application for light alloys Melts[J]. Advanced Performance Materials, 1997, 4(2): 223-232.
[16] ����, ����ǫ, ������, ��. ������ϵͳ����ֲ���ջ���ʴ�����о�[J]. ������, 2014, 33(13): 59-62.
ZHANG Min, LI Xiaoqian, JIANG Ripeng, et al. Amplitude distribution and cavitation corrosion field of ultrasonic transducer system[J]. Journal of Vibration and Shock, 2014, 33(13): 59-62.
[17] MONDOLFO L F. Structure and properties of aluminum alloys[M]. London: Butterworths Press, 1976: 232-260.
[18] ������. �������������뼼��[M]. �人: �人������ѧ������, 2012: 211-213.
FAN Xiaoming. Metal solidification theory and technology[M]. Wuhan: Wuhan University of Technology Press, 2012: 211-213.
(�༭ �²ӻ�)
�ո����ڣ�2015-11-20�������ڣ�2016-01-24
������Ŀ(Foundation item)�������ص�����о���չ�ƻ�(973�ƻ�)��Ŀ(2012CB619504)��������Ȼ��ѧ����������Ŀ(51475480��51575539)(Project(2012CB619504) supported by the National Key Basic Research Program (973 Program) of China; Projects(51475480, 51575539) supported by the National Natural Science Foundation of China)
ͨ�����ߣ������䣬��ʿ�о��������½������̳��Ρ�����������������о���E-mail��lll87430@126.com
ժҪ����ֱ��Ϊ650 mm�ĸ�ǿ���Ͻ��ȶ�������������ʩ�Ӷ�Դ��������ϵͳ�������Դ��������ʩ�Ӷ�����������֯��Ӱ�죬�������ȶ���������г����ջ����ö��������̵����û������о��������������������֯�������ϸ����������״�ɷ����֦����Ϊ����֦��������ƽ�����ȼ�С��107 ��m���ڳ�������˸�������ϸ��Ч�������ԣ����ȶ���������У���Һ�еij����ջ���Χ��Ҫ�ڷ���˸������������ڣ��ʿջ�ЧӦ��Ҫ������Һ̬�����е����ʿ������ջ��ݱ��������ij�������������ʿ�����Һ̬�����ĽӴ��ǣ��������κ����������ܣ���ʹ�����κ˷������������κ��ʣ�ϸ����������֯��
[1] ��ף��, �����. ���Ͻ���ӹ��ֲ�[M]. ��ɳ: ���ϴ�ѧ������, 2005: 931-933.
[2] ������. ���Ͻ�Բ�����������⼰�Բ�[J]. �������г�, 2013, 20(6): 140-141.
[3] ������, ����, ������, ��. ���ͱ������Ͻ�����������Ʒ����������о�[J]. ���켼��, 2013, 34(2): 196-199.
[4] ����, ���ܹ�, �ֳ���, ��. �����������͵ļ������κϽ�����ȱ��[J]. ���ܳ��ι���, 2013, 5(4): 69-73.
[8] �Ծ���, ����ɭ, ����, ��. �������н������̬������֯���ݻ�[J]. ����ѧ��, 2009, 45(3): 314-319.
[14] ����. �����ֲ�[M]. �Ͼ�: �Ͼ���ѧ������, 1999: 28.
[16] ����, ����ǫ, ������, ��. ������ϵͳ����ֲ���ջ���ʴ�����о�[J]. ������, 2014, 33(13): 59-62.
[18] ������. �������������뼼��[M]. �人: �人������ѧ������, 2012: 211-213.
