
���±�ţ�1004-0609(2014)08-2050-07
������ƶԵ��ͷ�ĩ�ѺϽ��������ܵ�Ӱ��
������1, 2���� ��1���ش���1���� ��1�����彭1���� ��1
(1. �й���ѧԺ �����о��������� 110016��
2. ������ѧ ������ұ��ѧԺ������ 110819)
ժ Ҫ��
�����ȵȾ�ѹ�����Ʊ�Ti-6Al-4V��Ti-60����Ԥ�Ͻ��ĩ�ѺϽ��о����ֲ�ͬ������ʽ�Է�ĩ�Ͻ��������ܵ�Ӱ�죬����SEM�۲��ĩ�Ͻ������Ͽ���ò��������MSC.Marc����Ԫ�������������ְ������ȵȾ�ѹ�����а�����λ�ijߴ���������ģ��Ԥ�⡣������������ṹ��Ʋ�����ʱ���������ȵȾ�ѹ�����д���й©�ķ��գ����������ض�ĩ�Ͻ�����ܣ�����Ԫģ�������Ը���������ƣ����Ч�ʣ����Ʊ���ĩұ������������н�Ϊ��Ҫ�Ĺ���Ӧ�����塣
�ؼ��ʣ�
Ti-6Al-4V��Ti-60�������������ĩұ��������������
��ͼ����ţ�TG146.2 �� �� ���ױ�־�룺A
Effects of can design on tensile properties of typical powder metallurgy titanium alloys
GUO Rui-peng1, 2, XU Lei1, BAI Chun-guang1, WU Jie1, WANG Qing-jiang1, YANG Rui1
(1. Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China;
2. School of Materials and Metallurgy, Northeastern University, Shenyang 110819, China)
Abstract: Pre-alloyed powders of Ti-6Al-4V and Ti-60 were prepared through hot isostatic pressing (HIP) route. The tensile properties of two typical powder metallurgy (PM) titanium alloys HIPped from two different kinds of cans were tested, and the fracture surface morphology was studied by SEM. The simulation, using MSC.Marc software of capsule/powder shrinkage during HIPping for two different can designs was presented. The numerical simulations of Hipping experiments indicate that improper can design shows great probability of capsule failures, which is in accordance with the experimental data. Capsule failure will deteriorate the mechanical properties of the PM alloys, and finite element method is a useful tool for can design, especially for manufacturing near-net-shape components.
Key words: Ti-6Al-4V; Ti-60; can design; powder metallurgy; tensile property
�ѺϽ���б�ǿ�ȸߡ��������ܺá�����ʴ����������ŵ㣬����ں��պ��졢��������������Խ��Խ�㷺����;[1]���ѺϽ��ij��üӹ������о�������Ͷ��졣Ȼ�������ڴ��ͱ��ں��ӽṹ���ѺϽ������칤�շ����������Գ�������� �ɡ��ɷ�ƫ��������ȱ�ݣ������ض��������ܡ������ѺϽ���Ȼ���������������ڸ��ӽṹ�������Ȼ�е�ӹ����ո��ӣ��ӹ�ʱ���ڻص��������ڳ������������ʼ��͵�ȱ��[2-3]������ĩұ���ղ��������ʸߣ������ӹ���С�����ҿ��������Ʒ۹����ܹ���ߵ��ܽ�ȺϽ�Ԫ�صĹ������ܶȣ��ںܴ�̶��Ͻ���˳ɷ�ƫ����ƫ��[4-5]���������������Ʒۼ����Ľ����ͷ�ĩұ��������ͼ����ij��죬��ŷ�ȷ�������Ѿ����÷�ĩұ�����Ʊ�������ṹ���ӵ��ѺϽ���������˳���Ӧ�á���ĩұ�����������������ܹ��Ʊ����ͺ��ӽṹ�ѺϽ����Ѿ���Ϊ�������о����ȵ�����[6-9]�����ż���������ķ�չ��3D CAD��Solidworks����ά���������Լ�MARC/ABSQUS������Ԫ�����������ܵ��������������ƣ������������������ڷ�ĩұ���ѺϽ�����������е�Ӧ��ҲԽ��Խ�ձ顣Ȼ���������ϴ�����о�������Ҫ�����ڷ�ĩұ���ѺϽ��ȵȾ�ѹ�����е����ܻ���Ϊ[10]���߷�ĩұ�����ճߴ��Ԥ��[9]�ϣ������ڰ����������Ľṹ�仯�Է�ĩұ��Ͻ���ѧ���ܵ�Ӱ�챨�����١�����������������ֲ�ͬ��ʽ�İ��ף��������ȵȾ�ѹ�����Ʊ������ֵ��͵Ľ������ѺϽ�Ti-6Al-4V��Ti-60����ʵ�������ԪԤ�����������о��˰�����ƶ�Ti-6Al-4V��Ti-60��ĩ�Ͻ��������ܵ�Ӱ�졣
1 ʵ��
1.1 ʵ�����
��ʵ���У�������������Ӧ�������������������Ʊ�Ti-6Al-4V��Ti-60����Ԥ�Ͻ��ĩ���仯ѧ�ɷ����1�ͱ�2��ʾ��Ԥ�Ͻ��ĩ������Ҫ�ֲ���60~250 ��m֮�䣬�ҳʸ�˹�ֲ���
1.2 ʵ�鷽��
��Ԥ�Ͻ��ĩ��䵽�ྻ�ĵ�̼��Բ���ΰ���(���׳ߴ�Ϊd 40 mm��120 mm���ں�3 mm)�У���֤Ԥ�Ͻ��ĩ������ܶ���68%���ҡ������徭��ճ������⺸��Ȼ����930 �桢130 MPa��3 h�����½����ȵȾ�ѹ�������õ�ȫ���ܵ�Ti-6Al-4V��Ti-60��ĩ�Ͻ�[11-12]��ʵ�����õ����ֲ�ͬ��ʽ�İ��ף�����ʵ��ͼ��ͼ1��ʾ�����ڢ��Ͱ��͢��Ͱ��ף����˸���ƵIJ�ͬ���°�����λ�õĸı䣺���Ͱ��Ķ˸ǵ����γߴ�Ϊd 40 mm��3 mm�����Ͱ��˸dzߴ�Ϊd 46 mm��6 mm����ʵ���У��ɢ��Ͱ�����͢��Ͱ����徭�ȵȾ�ѹ���͵õ��ķ�ĩ�Ͻ�ֱ��Ϊ���ͺϽ�͢��ͺϽ���������Ԫģ�����������ְ������ȵȾ�ѹ�����и���λ�ijߴ�������������ֵģ�⡣
��1 Ti-6Al-4VԤ�Ͻ��ĩ�Ļ�ѧ�ɷ�
Table 1 Chemical composition of Ti-6Al-4V pre-alloyed powders (mass fraction, %)

��2 Ti-60Ԥ�Ͻ��ĩ�Ļ�ѧ�ɷ�
Table 2 Chemical composition of Ti-60 pre-alloyed powders (mass fraction, %)

����TCH 600 ��������������Dz������ַ�ĩ�Ͻ��м�϶Ԫ������������ĺ���������PMA-1000 ������������Dz����˷�ĩ�Ͻ��е������������ĩ�Ͻ��������������������ܲ����ڵ¹�Zick Z050 �͵��������������ɡ������ձ���������SSX-350 ��ɨ���������������Ͽڽ��й۲졣
2 ���������
2.1 ���ṹ�Է�ĩ�ȵȾ�ѹ���͵�Ӱ��
EISEN��[13]�о���Ϊ���������λ�ô��ڼ���Ӧ�����������Ӱ������ȵȾ�ѹ�����з���й©�����Ӷ�Ӱ���ĩ�Ͻ��ұ��������ʵ���о�������ͨ�����Ը��ݰ�����۳ߴ�������������ܶȲ����Լ�����ӫ����Ƚ�����жϰ������Ƿ�˳���ؽ������ȵȾ�ѹ���͡���ʵ����ѡ�����ֲ�ͬ��ʽ�İ������ȵȾ�ѹ���飬�����ж�����Ӧ���ȵȾ�ѹ���͵ijɹ��ʣ�������������Ͱ��ijɹ���ԼΪ75%�����Ͱ��ijɹ�����95%���ϣ����Ͱ�������������ڢ��Ͱ�����ơ�
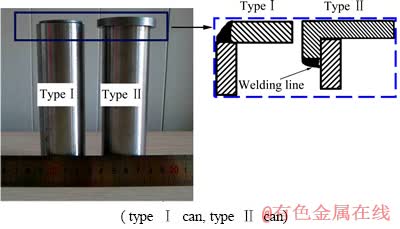
ͼ1 ������ʽ����ʵ��ͼ
Fig. 1 Pictures of two different cans
����й©��Ϊй©������й©������й©�İ����Դ���۳ߴ�仯�ֱ��������й©���ѱ�𣬶Բ�������Ӱ��Ҳ�����ԭ�����£��ȵȾ�ѹ��һ����̬������ѹ�Ĺ��̣��������λ�ô���ұ��ȱ�ݲ��Ұ������ȵȾ�ѹ������ѹ�δӺ���ȱ�ݴ�����һ��������������ﵽ�趨���¶Ⱥ�ѹ��ʱ��ȱ���ڸ��¸�ѹ�������¿��ܻ�պϴӶ��γ����õ�ұ���ϣ���ʱ�����ڲ��ͻ����һ��ѹ����������������ȱ�ݵ�ԭ��������£�1) �����ں������ں�˿�����γɵķǽ�������ȱ�ݣ�2) ���촦�����������ѺϽ��ĩ��3) �ۺ������屣���������º���ұ����������ȵȾ�ѹ���������½�ѹ�����У������ڲ�ѹ���������ѹ��������ʱ���ܻ���ɰ�������(����й©)��Ҳ�������ȴ�����������ɰ����ڲ�������������(й©)������������ں�����������ϸ˵����
2.2 ����Ԫ���渨���������
��ʵ����ѡ���˵�̼��Բ���ΰ���(���׳ߴ�Ϊd 40 mm��120 mm���ں�3 mm)����ĩ����ʵ�ܶȴﵽ�����ܶȵ�68%���ҡ���ĩ�����ȵȾ�ѹ�����е������������30%����˴�����������������ƴ����ܴ��飬���ײ�����Ҫ˳�����ɷ�ĩ�ȵȾ�ѹ���ܻ����µ��������������Ҫȷ���������ȣ��ر��DZ�֤�ֲ���������εIJ�λ���ᷢ��˺�������ȵȾ�ѹʧ�ܡ�Ϊ�ˣ���ʵ������������Ԫ���渨��������ƣ�����ͨ�������İ�����ƽ����ȵȾ�ѹʧЧ�ķ��ա�
����ѡ�õ����ְ���Ϊ��Գƽṹ����ģʱֻ�ԶԳ���Ķ���֮һ���з������ǡ���������ߴ������ļ�������ͼ2��ʾ����ͼ2(a)���Կ��������Ͱ��˸Ǵ��ijߴ����������ĵ�����λ������λ�Ʋ��ܴ��Ͱ��˸Ǵ��������ȽϾ��ȣ������ĵ�����λ������λ�Ʋ������Բ���(��ͼ2(b))�������˸����ĵ���Ե���еȾ����ʷ֣���Ӧ�ڵ�λ�õ�����λ����ͼ3��ʾ����ͼ3���Կ��������Ͱ��˸����ĵ�����λ��Ϊ7.3 mm��������λ�õ�����λ�ƽ�Ϊ2.2 mm���ң������Ͱ��˸Ǵ�������λ�ƾ���4.9~5.4 mm֮�䡣

ͼ2 ���ͺ͢��Ͱ���λ����ͼ
Fig. 2 Displacement distribution in y-axis of two typical cans

ͼ3 ���˸�����λ����λ�õĹ�ϵ
Fig. 3 Displacement in y-axis at different positions for two typical cans

ͼ4 ���˸Dz�λ����������ͼ
Fig. 4 HIPping pressure analysis of two typical caps
ͼ4��ʾΪ���ͺ͢��Ͱ��˸Dz�λ����������ͼ����ͼ4���Կ��������Ͱ��ĺ���λ�ô�����Ӧ�������Ͱ������ڶ˸ǵı������ã���Ч�ؽ����˺���λ�õļ������á�������λ�ÿ�����Ϊ�Ǹ������ӣ��������Ԫģ��ļ�����(��ͼ2��ͼ3)������Ӧ��ʹ�â��Ͱ����츽�����˸����ķ����ϴ��Ҳ����ȵ����Ա��Σ������˰�����й©�Ŀ����ԣ��Ӷ����͢��Ͱ����ȵȾ�ѹ���͵ijɹ��ʡ����Ͱ��˸ǵ���Ƶ�ЧΪ�����˺���������ıں��ܹ���Ч����������λ�õļ���������ߢ��Ͱ����ȵȾ�ѹ���͵ijɹ��ʡ����ױں�����ӻᵼ�·�ĩ���ȵȾ�ѹ���ܻ������а�������ЧӦ�����ӣ�Ȼ����������[14]ͨ���Բ�ͬ���ױں��Ti-5Al-2.5Sn ELIԤ�Ͻ��ĩ���ܻ���Ϊ���о��������ڽϸߵı�ѹѹ���£����ױں����������ЧӦ�ᵼ����Ӧ�������ܻ����̵IJ��죬�������յ����ܶ�������Ӱ�졣Ti-5Al-2.5Sn ELI��Ti-6Al-4V��Ti-60�������͵Ľ������ѺϽ���ˣ�������Ϊ��ʵ���а�����ƶԷ�ĩ�Ͻ�����ܶ�������Ӱ�죬�����������Ͱ����췢��й©�ķ��ա�
2.3 ����ȱ�ݶԷ�ĩ�Ͻ�ұ��������Ӱ��
ѡ������ж��ȵȾ�ѹ�ɹ������ְ����壬��ȡ��Ʒ������ѧ���ܲ��Ժ���֯��������3�ͱ�4���зֱ�Ϊ���Ͱ��͢��Ͱ������ȵȾ�ѹ��Ti-6Al-4V��Ti-60���ַ�ĩ�Ͻ���������ܡ����ַ�ĩ�Ͻ��Ӧ������Ͽ���ò��ͼ5��ʾ���ӱ�3���Կ�����ͨ�����Ͱ������ȵȾ�ѹ���͵õ���Ti-6Al-4V�Ͻ�(���ͺϽ�)�������������Ե���ͨ�����Ͱ������õķ�ĩ�Ͻ�(���ͺϽ�)�ġ����¿���ǿ�Ƚ���70 MPa���ң������쳤�ʽ��ͳ���50%�����������£�����Ti-6Al-4V�Ͻ���쳤�ʽϢ��ͺϽ���쳤��û�����Խ��ͣ�Ȼ������ǿ�ȶ̶�������350 ���¿���ǿ�Ƚ���Լ140 MPa��400 ���¿���ǿ�Ƚ���Լ170 MPa����ͼ5(a)���Կ���������Ti-6Al-4V��ĩ�Ͻ�ĶϿ���Ȼ��һ�������ѣ���ԭʼ�����߽�ʹ������ۿ������ɼ��������ͷ�ĩ�Ͻ�ĶϿ�(��ͼ5(b))�ɷḻ��������ɣ������ԵĿ���
��3 ���ֲ�ͬ�������Ʊ����ȵȾ�ѹ̬Ti-6Al-4V����������
Table 3 Tensile properties of HIPped Ti-6Al-4V prepared in two typical cans
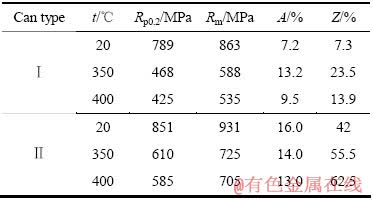
��4 ���ֲ�ͬ�������Ʊ��ȵȾ�ѹ̬Ti-60����������
Table 4 Tensile properties of HIPped Ti-60 prepared in two typical cans
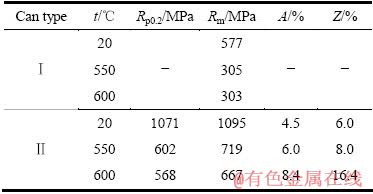
�ӱ�4���Կ���������Ti-60��ĩ�Ͻ�δ��������ȫ��������ϣ�������Ti-60��ĩ�Ͻ�����������������ڢ���Ti-60�Ͻ�ġ�����Ti-60�Ͻ����������ܹ��ﵽ����Ti-60�Ͻ��ˮƽ[15-16]���Ӣ���Ti-60�Ͻ������Ͽ�(ͼ5(c))���Կ�������ĩ�Ͻ�δ��ȫ���ܻ�����ĩ����֮��Ľ�������������ܵ������غ�ʱ������֮�䷢����ճ���Ӷ�ʹ��ĩ�Ͻ�δ����������������ѡ�ͼ5(d)��ʾΪ����Ti-60��ĩ�Ͻ����������Ͽ���ò�����Կ������Ͽڱ��沢�����ԵĿ�����ĩ�Ͻ�����ܻ��̶Ƚϸߣ��Ͽڴ��ڼ��д�����������Ti-60�Ͻ����һ�����������ԡ����ͼ5(a)��(c)�����жϳ�����ɢ���Ti-6Al-4V��Ti-60��ĩ�Ͻ��������ܽ��͵�ԭ���Ƿ�ĩ���ȵȾ�ѹ���ܻ��Ĺ����У���������й©��
ͼ5 Ti-6Al-4V��Ti-60��ĩ�Ͻ����������Ͽ���ò
Fig. 5 Tensile fracture surfaces of P/M Ti-6Al-4V and Ti-60 at room temperature
��Ti-6Al-4V��Ti-60���־��ȵȾ�ѹ���ͺ�ķ�ĩ������(���кϸ�)���е��͵Ĺ���ʱЧ�ȴ�����������֣����Ͱ��������쳣��������Ti-60��ĩ�����徭�ȴ��������İ�������ͼ6��ʾ��������˵������Ti-60��ĩ�������д������壬ͬʱҲ��һ����֤�ˢ���Ti-60��ĩ�������ȵȾ�ѹ������ȷʵ������й©��

ͼ6 Ti-60�ȴ��������������Ƭ
Fig. 6 Photos of Ti60 after typical heat treatment
Ϊ���жϰ����з����������࣬�ֱ�����ˢ���Ti-6Al-4V��Ti-60��ĩ�Ͻ�ļ�϶Ԫ�غ�벺��������Խ�����ڱ�5�С����Կ�����Ti-6Al-4V�Ͻ���������ϸߣ���LEE��[17]���о������������ĩTi-6Al-4V�Ͻ����Ԫ�صİ���������ǿ����������0.2%(��������)���²���������ԺϽ�ľ���ѧ���ܲ���������Ӱ�죻Ti-60�Ͻ��е������ϸߣ���Ҳ���ںϽ���Ƶķ�Χ֮�ڡ���ĩ�Ͻ�д�벺������Խ��������Ti-6Al-4V�Ͻ��벺�������0.0005%(��������)����Ti-60�Ͻ���벺����ﵽ��0.0035%(��������)������ѺϽ��еĹ��ܶȼ��ͣ�˵������Ĵ���Դ������й¶���ڷ�ĩ�ȵȾ�ѹ���ܻ������У�����Ĵ��ڻή�ͷ�ĩ����֮��Ľ�����ã����ڷ�ĩ�����߽��γɿ���Ӱ���ĩ�Ͻ�����ܻ��̶ȣ��������ض�ĩ�Ͻ����ѧ���ܡ�
��5 ���ͷ�ĩ�Ͻ��еļ�϶Ԫ�ؼ�Ar����
Table 5 Interstitial elements and Ar contents in as-HIPped Ti-6Al-4V and Ti-60 alloys (mass fraction, %)

�����������о�Ti-Alϵ��ĩ�Ͻ����ܻ���ΪʱҲ�������Ƶ������ڲ�����ѧ����ʱ����ͬ������Ʒ���ܲ������ԣ�����Ʒ�������庬�������������ʾH��O��N������δ���쳣��
�������������Micro-CTɨ������ʾ��������������Ʒ(ͼ7(a))�У������٣������������½�����Ʒ(ͼ7(b))�У����϶ࡣ�������������Ǽ���������������з������Ϊ���(��δ�����Ĺ���)������һ���Ƕ�֤���˰���ȷʵ����й¶���������
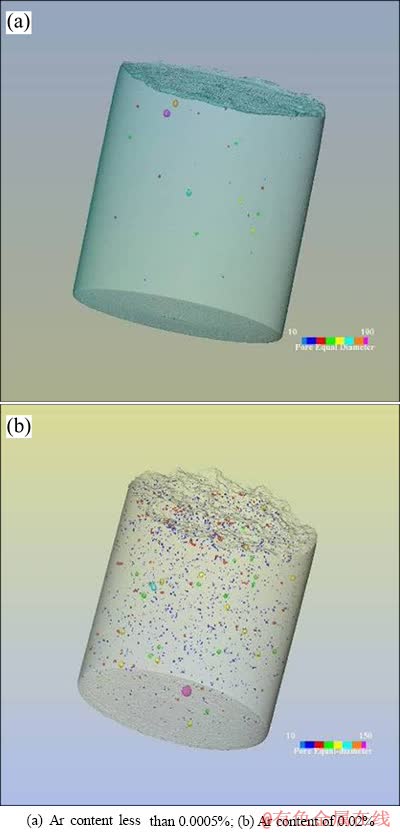
ͼ7 TiAlϵ��ĩ�Ͻ�Micro-CT��Ƭ
Fig. 7 Micro-CT photos of TiAl alloys
3 ����
1) ���Ͱ�����Ʋ����������ȵȾ�ѹ�����а������ں���λ�÷���й©�ĸ�����20%���ϣ�������й©���������ͷ�ĩ�Ͻ��ұ�������ͷ�ĩ�Ͻ���ѧ���ܵ��ȶ��ԡ�
2) ����й©����������������ͷ�ĩ�Ͻ�����ܶȣ���ĩ�Ͻ����ѧ���ܡ�
3) ͨ������λ������Ԫģ�⣬���о���ѡ�õĢ��Ͱ�������������ڢ��Ͱ��ġ�����Ԫģ��ɸ���������ƣ����Ʊ���ĩ�Ͻ��������һ���Ĺ���Ӧ�����塣
REFERENCES
[1] LEYENS C, PETERS M. �����ѺϽ�[M]. ����, ��, ��. ����: ��ѧ��ҵ������, 2005: 1-3.
LEYENS C, PETERS M. Titanium and titanium alloy[M]. CHEN Zhen-hua, et al, transl. Beijing: Chemical Industry Press, 2005: 1-3.
[2] BOYER R R. An overview on the use of titanium in the aerospace industry[J]. Materials Science and Engineering A, 1996, 213(1): 103-114.
[3] �� ��. Ti-5Al-2.5Sn ELIԤ�Ͻ��ĩ�ȵȾ�ѹ���ܻ���Ϊ�о�[D]. ����: �й���ѧԺ, 2011: 7-8.
WU Jun. Densification behavior of Ti-5Al-2.5Sn ELI pre-alloyed powders under hot isostatic pressing[D]. Shenyang: Chinese Academy of Sciences, 2011: 7-8.
[4] ����ǿ, ������, �� ΰ, ������, �� ��. �����ѺϽ�Ti-60��ĩ���Ʊ��ͱ���[J]. �����о�ѧ��, 2010, 24(1): 10-16.
LI Shao-qiang, LIU Jian-rong, WANG Qing-jiang, LI Yu-lan, YANG Rui. Preparation and characterization of high temperature titanium alloy Ti-60 powder[J]. Chinese Journal of Materials Research, 2010, 24(1): 10-16.
[5] ������. �������̼����Ͳ���[M]. ����: ������ҵ������, 1991: 6-8.
LI Yue-zhu. Rapid solidification technology and materials[M]. Beijing: National Defense Industry Press, 1991: 6-8.
[6] WANG Liang, LANG Ze-bao, SHI Hong-pei. Properties and forming process of prealloyed powder metallurgy Ti-6Al-4V alloy[J]. Transactions of Nonferrous Metals Society of China, 2007, 17: 639-643.
[7] FROES F H, MASHL S J. The technologies of titanium powder metallurgy [J]. JOM, 2004, 56(11): 46-48.
[8] ZHANG K, MEI J, WAIN N, WU X. Effect of hot-isostatic-pressing parameters on the microstructure and properties of powder Ti-6Al-4V hot-isostatically-pressed samples[J]. Metallurgical and Materials Transactions A, 2010, 41: 1033-1045.
[9] YUAN W X, MEI J, ARMROV V, SELIVERSTOV D, WU X. Computer modeling and tooling design for near net shaped components using hot isostatic pressing[J]. Journal of Materials Processing Technology, 2007, 182: 39-49.
[10] SANCHEZ L, OUEDRAOGO E, DELLI C, FEDERZONI L. Influence of container on numerical simulation of hot isostatic pressing: Final shape profile comparison[J]. Powder Metallurgy, 2004, 47(3): 253-260.
[11] �� ��, �� ��, �ҷ�, ������. ��ĩұ��TA7 ELI �Ͻ���Ʊ�������淴Ӧ��[J]. �й���ɫ����ѧ��, 2010, 20(1): 299-302.
WU Jun, XU Lei, LEI Jia-feng, LIU Yu-yin. Preparation of powder metallurgy TA7 ELI alloy and its interface reaction layer[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 299-302.
[12] ������, �� ��, �ҷ�, ������, �� ��. ��ĩ����ƫ����Ti-5Al-2.5Sn ELI ��ĩ�Ͻ��������ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(2): 362-369.
CHENG Wen-xiang, XU Lei, LEI Jia-feng, LIU Yu-yin, YANG Rui. Effects of powder size segregation on tensile properties of Ti-5Al-2.5Sn ELI alloy powder[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(2): 362-369.
[13] EISEN W B, FERGUSON B L, GERMAN R M, IACOCCA R, LEE P W, MADAN D, MOYER K, SANDEROW H, TRUDEL Y. ASM Handbook Vol.7: Powder Metal Technologies and Applications[M]. Novelty: ASM International, 1998: 609-615.
[14] ������. Ti-5Al-2.5Sn ELI Ԥ�Ͻ��ĩ�ȵȾ�ѹ���ܻ���Ϊ������Ԫģ���о�[D]. ����: �й���ѧԺ��ѧ, 2013: 70-75.
CHENG Wen-xiang. Densification behavior and FEM simulation of Ti-5Al-2.5Sn ELI pre-alloyed powders under hot isostatic pressing[D]. Shenyang: University of Chinese Academy of Sciences, 2013: 70-75.
[15] ������, ��ε��, ��ά��, �Ẻ��, �����, ������, ���. ���칤�ն�Ti60�Ͻ������֯�����ܵ�Ӱ��[J]. �ѺϽ��չ, 2011, 28(1): 8-11.
WANG Bao-shan, JIA Wei-ju, QU Wei-meng, YU Han-qing, ZHOU Yi-gang, ZENG Wei-dong, WANG Qing-jiang. Influence of forging processes on microstructure and mechanical properties of Ti60 alloy[J]. Titanium Industry Progress, 2011, 28(1): 8-11.
[16] κ��ӹ, ʯ����, ������, ���彭, ��־��, ������. 600 ��ʱ�����ѺϽ�(Ti60)����֯����ѧ����[J]. �й���ɫ����ѧ��, 2010, 20(1): 801-806.
WEI Shou-yong, SHI Wei-min, WANG Ding-chun, WANG Qing-jiang, CHEN Zhi-yong, LIU Jian-rong. Microstructure and mechanical properties of high temperature titannium alloy Ti60 at 600 ��[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(1): 801-806.
[17] LEE Y T, SCHURMANN H, GRUNDHOFF K J, PETERS M. Effect of degassing treatment on microstructure and mechanical properties of P/M Ti-6Al-4V[J]. International Journal of Powder Metallurgy, 1990, 22(1): 11-16.
(�༭ ������)
�ո����ڣ�2013-08-05�������ڣ�2014-06-04
ͨ�����ߣ��� ���о�Ա����ʿ�� �绰��024-23971512��E-mail: ryang@imr.ac.cn
ժ Ҫ�������ȵȾ�ѹ�����Ʊ�Ti-6Al-4V��Ti-60����Ԥ�Ͻ��ĩ�ѺϽ��о����ֲ�ͬ������ʽ�Է�ĩ�Ͻ��������ܵ�Ӱ�죬����SEM�۲��ĩ�Ͻ������Ͽ���ò��������MSC.Marc����Ԫ�������������ְ������ȵȾ�ѹ�����а�����λ�ijߴ���������ģ��Ԥ�⡣������������ṹ��Ʋ�����ʱ���������ȵȾ�ѹ�����д���й©�ķ��գ����������ض�ĩ�Ͻ�����ܣ�����Ԫģ�������Ը���������ƣ����Ч�ʣ����Ʊ���ĩұ������������н�Ϊ��Ҫ�Ĺ���Ӧ�����塣
[1] LEYENS C, PETERS M. �����ѺϽ�[M]. ����, ��, ��. ����: ��ѧ��ҵ������, 2005: 1-3.
[3] �� ��. Ti-5Al-2.5Sn ELIԤ�Ͻ��ĩ�ȵȾ�ѹ���ܻ���Ϊ�о�[D]. ����: �й���ѧԺ, 2011: 7-8.
[5] ������. �������̼����Ͳ���[M]. ����: ������ҵ������, 1991: 6-8.
[14] ������. Ti-5Al-2.5Sn ELI Ԥ�Ͻ��ĩ�ȵȾ�ѹ���ܻ���Ϊ������Ԫģ���о�[D]. ����: �й���ѧԺ��ѧ, 2013: 70-75.
