
AZ61þ�Ͻ⺸�ӽ�ͷ����֯������
����Ӣ, ��־��
(����ְҵ����ѧԺ ��ҵ����, ���� 518055)
ժ Ҫ��
����CO2���⺸��ϵͳ��AZ61þ�Ͻ���Ͻ��к���, �о����ֲ�ͬ���ӹ��������¼��⺸�ӽ�ͷ������֯�ͻ�ѧ�ɷֵ����, ���Ժ��ӽ�ͷ������Ӳ�Ȳ��Ժͽ�ͷ����ʵ�顣 �������: AZ61þ�Ͻ�CO2���⺸�ӽ�ͷ��������, ��������������ϸ��, ��Ӱ������С, ����������Ҫ��ϸС�Ħ�-Mg�༰(��+Al12Mg17)�ȹ��������; ����Ļ�ѧ�ɷ������������Ը���ĸ��, ��þ���������ĸ��; �Ͻ�ɷ��������������ں���������ϸ������ѧ���ܵ���ߡ� ���ӽ�ͷ�������Ӳ�ȺͿ���ǿ�ȶ�����ĸ��, ���ӽ�ͷ�������õ���ѧ����, ˵��CO2���⺸���Ǻ���AZ61þ�Ͻ���ϵ���Ч������
�ؼ���: AZ61þ�Ͻ�; ���⺸��; ��ѧ����; ����ǿ�� ��ͼ�����: TG403
���ױ�ʶ��: A
Microstructure and properties of AZ61 magnesium alloy joints produced by laser welding method
WANG Hong-ying, LI Zhi-jun
(Industry Center, Shenzhen Polytechnic, Shenzhen 518055, China)
Abstract: The laser welding of AZ61 magnesium alloys was carried out using a CO2 laser welding experimental system. The microstructure and chemical composition of joints were investigated under two different process conditions. The microhardness measurement and tensile test were conducted for two typical joints. The results show that the joints with good appearance have been formed. A fine grained weld region is observed and no obvious heat effected zone is found. The weld zone mainly consists of small ��-Mg phase, (��+Al12Mg17) and other eutectic phases. In the weld, the composition of aluminum increases while magnesium decreases compared with those of the base metal. The increase of aluminum benefits to refine the grain and improves the mechanical properties. The test results indicate that the microhardness and tensile strength of weld zone are higher than those of the base metal. Therefore, CO2 laser welding can provide an effective method to weld the AZ61 magnesium alloys.
Key words: AZ61 magnesium alloy; laser welding; mechanical properties; tensile strength
þ�Ͻ���б������ᡢ ��ǿ�ȸߡ� �������ܺá� ����Ⱦ����Դ�ḻ��һϵ���ŵ�, �������� Ħ�г��� ������ ���պ��졢 ��������ӹ�ҵ���������Ź�����Ӧ��ǰ��, ��Ϊ�˽��ܡ� ������������ѡ����[1, 2]�� ��Ҫ����ʵ��þ�Ͻ���ڹ�ҵ�ṹ�еĴ���Ӧ��, �亸�Ӽ�������ʮ�ֹؼ������ء� ��˶�þ�Ͻ�ĺ������ܵ��о������нϴ�Ĺ��������ʵ��Ӧ�ü�ֵ��
����þ�Ͻ��۵�͡� �����ʸߡ� ������ϵ����, ������ ��������ǿ, ʹ��þ�Ͻ�ĺ��ӽ�һ��ĸֲĸ�������, �Ժ��ӹ��յ�Ҫ��Ҳ���ߡ� Ŀǰ�м��ַ�������ʵ��þ�Ͻ���ϵĺ���, ��Ҫ�����绡��[3-6]�� ����Ħ����[7, 8]�� ����������[9]�ͼ��⺸��[10-16]�� �绡������������Ҫ����þ�Ͻ������������, �����ڻ��������нϸߵ�������, ʹ�ú��ӹ����γɵ���Ӱ�����ܿ�, �����Ƚϴִ�, �γɵĺ������ܽϲ�; ͬʱҲ�ᵼ�½ϴ�ĺ��ӱ��κߵIJ���Ӧ��, ������к����ȴ����� ����Ҫ��Ƚϸߵij��ϼ��⺸�Ӻ͵��������ӷ������DZȽϺõ�ѡ��, һ����˵, ���������ӷ�������Ϊ��һ�ֺ��Ӻ����ϵ���ѡ����, ��Ϊ�������������γ���/���Ⱥܴ�ĺ��ӽ�ͷ�� �����⺸�ӷ�������þ�Ͻ���к����ٶȿ졢 �������͡� ���ӱ���С�� ����ʵ���Զ����������ŵ�[10-17], �dz��ʺ���þ�Ͻ���ֽṹ���ĺ�������, ���������塢 �豸���ǵ�, ��Ϊ�˺���þ�Ͻ���ѡ������
þ-��-п�Ͻ�ϵ��(AZ31, AZ61, AZ63, AZ80, AZ81, AZ91 ��AZ92)�dz��õ�þ�Ͻ����, �Ӻ������ܷ�������, ��þ�м���С��10%�����ɸ���þ�Ͻ�ĺ�����, ��ϸ�������� ���������1%��п������þ�Ͻ�ĺ���, �����������ơ� Ŀǰ��þ�Ͻ⺸���о��϶����AZ31����þ�Ͻ����[11-14], ��Ҫԭ����AZ31��Ӧ�ý϶ࡣ AZ61��Ϊ����þ�Ͻ��һ��, �������ڸ��ֽṹ����������Ի��ǡ� ���г��ȷ���Ӧ��Խ��Խ�㷺, �������伤�⺸�����Է�����о���δ���б����� ���AZ61þ�Ͻ�ṹ�����⺸�ӵ�ʵ������Ӧ����Ҫ, ���IJ���CO2���⺸�ӹ���ʵ����AZ61þ�Ͻ𱡰�ĺ���, �о��˺��ӽ�ͷ����֯���ܺͻ�ѧ�ɷ�, ���Ժ��ӽ�ͷ��ѧ���ܽ���������ط�����
1 ʵ��
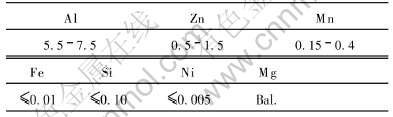
ʵ�����ѡ��2.6mm ���AZ61þ�Ͻ���, ���ϵijɷ����1��ʾ�� ������ȱ��г���80mm��245mm���Լ�, ����ǰ��Ʒ�ñ�ͪ��ϴ��ȥ���������֬�� ʵ�������������Ƶ�CO2���⺸��ʵ��ϵͳ�Ͻ��е�, ��ʵ��ϵͳ����һ������������Ϊ2.0kW��CO2�������� �������Ᵽ�����ܵĺ�ǹ�� ���Ƶĺ��Ӽоߺͻ�е�Զ��������ȡ� ���ӹ�����, ����Ӻ�ǹ�ͺ��Ӽо�����ͬʱ����, ���ڱ�������������������۳�; ����ʵ�����ƽ��Խӷ�ʽ, ���ӹ��̲���������
��1 AZ61þ�Ͻ�Ļ�ѧ�ɷ�
Table 1 Chemical compositions of AZ61 Mg alloy(mass fraction, %)
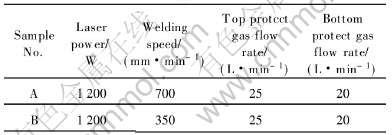
ʵ�鹤���������2��ʾ, �ڹ̶�����ʺͱ������������Ȳ��������, �о������ֺ����ٶȶԺ��ӽ�ͷ���ܵ�Ӱ�졣 ��������UNION��S DZ3�߷Ŵ����������������˺��ӽ�ͷ������֯, ��X����������(XRD)��X������������(EDX)�Ժ��ӽ�ͷ������������ͻ�ѧ�ɷַ����� ����HRS-150��ʽӲ�ȼƲ����˺���������Ӳ��, ���Ը���ѹ��Ϊ98N; ��CMT-4304����ʵ����϶Ժ��ӽ�ͷ����������ʵ�顣
��2 AZ61þ�Ͻ⺸��ʵ��Ĺ��ղ���
Table 2 Parameters of laser welding of AZ61 magnesium alloy
2 ���������
2.1 ������ò
ͼ1��ʾΪʵ���õ�����AZ61þ�Ͻ�ı�����ò�� ��ͼ�пɼ�, ���⺸�ӵĺ�������������ȡ� ��������, �����ס� ���ơ� δ�ۺϵȱ���ȱ�ݴ��ڡ� ͼ2��ʾΪ�������ӽ�ͷ�ĺ������ò�� ���пɼ�, �������춼��ȫ��, �ڲ������������, ���춼��һ������������ �Ա�������ͬ���������»�õĺ�����ò�ɼ�, ���ں���B����
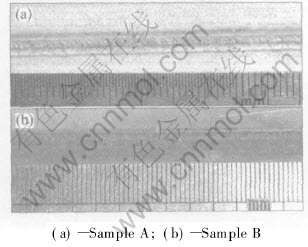
ͼ1 AZ61þ�Ͻ⺸�ӽ�ͷ�ı�����ò
Fig.1 Morphologies of two joints of AZ61 magnesium alloy produced by laser welding
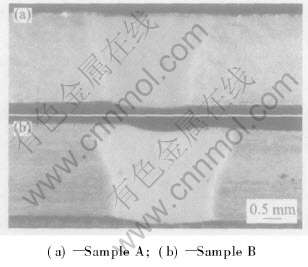
ͼ2 AZ61þ�Ͻ⺸�ӽ�ͷ������ò
Fig.2 Morphologies of cross section of two joints of AZ61 magnesium alloy
�ĺ����ٶȽ���, ��λ���ȵ�������ϴ�, ʹ�ú���B������ͷ����ۿ����ϴ� ������Ժ���A��˵, ����B�ı�������������, ��Ҳ����Ϊ����B�����������, �ۻ��Ľ����������Ե�ʡ�
2.2 ��ͷ������֯
ͼ3��ʾΪ����A��B����������ۺ��߸������������֯�ṹ�� ��ͼ�пɼ�, ĸ�Ľ�������Ϊ���͵ı���þ�Ͻ�Ĵִ���ᾧ��֯, �������ۺ���ΪϸС����״����֯�� ��ͼ3(a), (c)�ɼ�, ������ͷ�������Ӱ������������, ���ۺ��߸���û�з������ԵĴִ�����֯�γɡ� �����ü��⺸�ӷ���ʱ, �����������dz�����, ������ȴ�ٶ��ֺܿ�, �����γɵ���Ӱ������С; ͬʱ�����ȴ�ٶȺͽᾧ�ٶ�Ҳ������ۺ�������ϸ������Ҫԭ�� ����, ��AZ61þ�Ͻ��д�����������ϸ�������ĺϽ�Ԫ��, Ҳʹ���ۺ�����ľ���ϸ���� �Ա����ֺ��ӹ�����������õĺ�����֯�ṹ�ɼ�, ����B�ľ����Դ�һЩ, ��ԭ������Ǻ���B��λ���ȵ����������, �������ڵĽ�����ϴ�, �ں�����ȴʱ����ߵ���������, �Ӷ�ʹ��ȴ�ٶȱȺ���A������
2.3 �����
ͼ4��ʾΪ�������ӽ�ͷ��X���������ס� ���пɼ�, �����������γɵ���ṹ������ͬ, ��Ҫ����: ��-Mg, (��-Mg+Al12Mg17), (��-Mg+AlMg)��(��-Mg+Al12Mg17+AlMg)�ȡ� ������Ϊ�ں�����ȴ������, ��Al12Mg17��AlMg�м�������, �����-Mg�γ��˹����塣 ���ͼ3�ɼ�, ���ڼ��⺸��þ�Ͻ���������, ��ȴ�ٶȷdz���, ʹ�ó����Ħ�-Mg��֯������֯������ϸ��, �Ӷ�����˾���ϸС�����Ľ�ͷ��֯��

ͼ3 AZ61þ�Ͻӽ�ͷ������֯
Fig.3 Microstuctures of welds of AZ61 magnesium alloy

ͼ4 �������ӽ�ͷ��X����������
Fig.4 XRD patterns of two joints
2.4 ��ѧ�ɷַ���
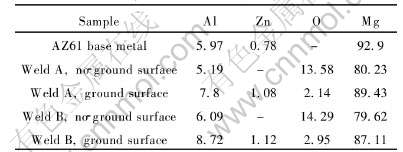
����X������������(EDX)�Ժ��ӽ�ͷ�����˻�ѧ�ɷַ���, �����Ľ�����3��ʾ�� Ϊ�˽��жԱ�, ��δ���ӵ�AZ61ĸ�ijɷ�Ҳ�����˷���, ͬʱ�������������ֱ��ڴ�ĥǰ�ʹ�ĥ��Ļ�ѧ�ɷֽ����˷����� �ӱ��пɼ�, δ������ĥ�ĺ���������������ϸ�, �ﵽ��10%����, ˵�������ں��ӹ�����һֱ���������, ������þ������������ǿ, ���������Ȼ��һ���������� ���⺸�����û�м���пԪ�ش���, ���������Ϊп�ķе�ϵ�(906��), �ڱ����п�����Ͽ�, ʹ�ú�������п�����ܵ͡� ����δ������ĥ�ĺ������þ�ĺ�����ĸ�����Խ���, ����Ҫ����Ϊþ�ķе�(1107��)���Ե�����(2467��), �ں��ӹ�����þ����������ɵġ� ��������澭����ĥ��һ�����, ��ѧ�ɷ������Բ�ͬ�� ��ʱ, ���������Լ���, ֻ��2%����, ��Al�ĺ�������, �����Ѿ���Zn�Ĵ��ڡ� ˵���²�ĺ���������������Լ���, ����Mg�Ĵ�������ʹ��Al����Ժ������� ��������þ�ĺ����ϴ�, �����ܶ�, þ������ѹ��,����Ҳ������п�Ľ�һ������, ����ں�����²�п�ĺ����ѱ仯����
��3 AZ61þ�Ͻӽ�ͷ��ѧ�ɷ�
Table 3 Chemical compositions of joints of AZ61 magnesium alloys (mass fraction, %)
2.5 ��Ӳ��
ͼ5��ʾΪ2������������Ӳ�����ۺ����� ��Ӱ������ĸ�ĵķֲ������ ������������˵, �����������Ӳ�ȶ�����ĸ�Ľ���, ���ۺ��߸�����Ӳ�Ȼ�Ҫ�Ը�һЩ�� ��˵�����������ǿ��Ҫ����ĸ��, ����Ҫ����Ϊ��������ĺϽ�Ԫ�غ�������ĸ��, ���Һ�������ľ�������ϸ��, �Ӷ�����ǿ�����á�
2.6 ����ʵ����
���ӽ�ͷ�Ŀ���ǿ�Ȳ���������ʵ����������
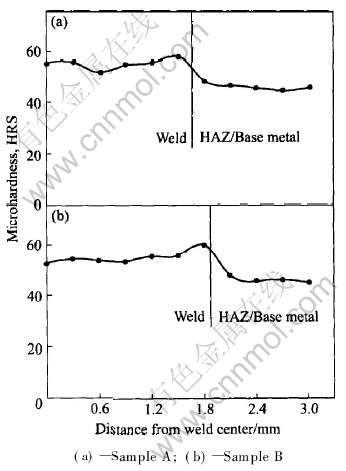
ͼ5 2�����ӽ�ͷ����Ӳ�Ȳ��Խ��
Fig.5 Microhardness profiles of two joints
�������, ����A����3.16kN�����������, ��ĸ�Ľ����������ϵ�, ������Ŀ���ǿ��ԼΪ265MPa (ʵ��ԼΪAZ61þ�Ͻ��ĸ�Ŀ���ǿ��)�� ������B��3.18kN�������������ĸ�Ľ�����������, ������Ŀ���ǿ��Ҳ���Ϊ265MPa�� �������������������ĸ����������, ���ӽ�ͷ�Ŀ���ǿ�ȶ�����ĸ�ĵĿ���ǿ�ȡ� �ɴ˿ɼ�, ���ü��⺸�ӷ�������AZ61þ�Ͻ��õĺ��ӽ�ͷ���кܺõ���ѧ���ܡ� ��ҲӦ�����Ϊ��������ĺϽ�ɷ�����, ͬʱ��������ϸ��; ���Ҵ��������������н����仯��������, �Ӷ����˺Ͻ�ǿ���� ����ǿ���ͳ���ǿ��������, ʹ���������ǿ����ߡ�
3 ����
1) �����ֺ����ٶ������, CO2���⺸��2.6mm���AZ61þ�Ͻ𱡰嶼����˽ϺõĽ�ͷ��ò, ����������ۡ� �ޱ���ȱ�ݴ���, ������ȫ����
2) �����ۺ�����ΪϸС����״����֯, �����ԵĴ־��ṹ����Ӱ�����γɡ� ������ϸС�Ħ�-Mg�ࡢ (��-Mg+Al12Mg17)��(��-Mg+AlMg)�ȹ�������ɡ�
3) ����ı��淢����һ��������, ���ĺ����ϸ�, п��þ�ĺ������Խ���; ���ڴ�ĥ�����污���, ���ĺ����Ѻ���, п�ĺ���ά����ĸ�ĵ�ˮƽ, ���ĺ����������, þ�ĺ�������, ˵�������кϽ�Ԫ�ص���Ժ�����ĸ����ߡ�
4) �����������Ӳ�ȺͿ���ǿ�ȶ����Ը���ĸ��, ˵��AZ61þ�Ͻ⺸�ӽ�ͷ���кܺõ���ѧ���ܡ�
5) ��������ľ���ϸ���� �Ͻ�Ԫ�صĺ�������ǽ�ͷ������ߵ���Ҫԭ��
REFERENCES
[1]Avedesian M, Baker H. Magnesium and Magnesium Alloys[M]. Materials Park, Ohio: ASM International, 1999.
[2]�й���е����ѧ�Ẹ��ѧ��. �����ֲ�(�ڶ���)[M]. ����, ��е��ҵ������, 1992.
The Welding Society of Chinese Mechanical Technology Society. Welding Manuals (Volume 2)[M]. Beijing: China Machine Press, 1992.
[3]Zhang Y M, Zhang S B. Welding aluminum alloy 6061 with opposing dual-torch GTAW process[J]. Welding Research Supplement, 1999, 6: 202-206.
[4]Marya M, Edwards G R, Liu S. An investigation on the effects of gases in GTA welding of a wrought AZ80 magnesium alloy[J]. Welding Journal, 2004, 83(7): 203-212.
[5]�����, ������. AZ91Bþ�Ͻ�TIG����ͷ��֯������[J]. �������켰��ɫ�Ͻ�, 2004, 4: 23-25.
XU Jing-feng, ZHAI Qiu-ya. Microstructure and properties of TIG welding joint for AZ91B Mg alloy[J]. Special Casting and Nonferrous alloy, 2004, 4: 23-25.
[6]֣��, ��Ȼ. AZ31Bþ�Ͻ𱡰�TIG����[J]. ����, 2003, 4: 43-44.
ZHENG Rong, LIN Ran. TIG welding of AZ31B Mg alloy sheets[J]. Welding, 2003, 4: 43-44.
[7]Lee W B, Yeon Y M, Jung S B. Joint properties of friction stir welded AZ31B-H24 magnesium alloy[J]. Materials Science and Technology, 2003, 19(6): 785-790.
[8]�Ż�, ������, ����, ��. þ�Ͻ�AZ31����Ħ������ͷ������֯[J]. �й���ɫ����ѧ��, 2003, 13(6): 1510-1513.
ZHANG Hua, LIN San-bao, WU Lin, et al. Microstructure of friction stir welds in AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Meatls, 2003, 13(6): 1510-1513.
[9]Wu S H, Huang J C, Wang Y N. Evolution of Microstructure and texture in Mg-Al-Zn alloys during electron-beam and gas tungsten arc welding[J]. Metall Mater Trans, 2004, 35(8): 2455-2459.
[10]Weisheit A, Galum R, Mobdike B L. CO2 laser beam welding of magnesium-based alloys[J]. Welding Journal, 1998, 77(4): 149-154.
[11]ZHU Jin-hong, LI Lin, LIU Zhu. CO2 and diode laser welding of AZ31 magnesium alloy[J]. Applied Surface Science, 2005, 247: 300-306.
[12]LIU Li-ming, WANG Ji-feng, SONG Gang. Hybrid laser-TIG welding, laser beam welding and gas tungsten arc welding of AZ31B magnesium alloy[J]. Mater Sci Eng A, 2004, A381: 129-133.
[13]LIU Li-ming, SONG Gang, WANG Ji-feng, et al. Microstructure and mechanical properties of wrought magnesium alloy AZ31B welded by laser-TIG hybrid[J]. Trans Nonferrous Met Soc China, 2004, 14 (3): 550-555.
[14]LIU Li-ming, MIAO Yu-gang, SONG Gang, et al. Effect of heat input on microstructure and properties of welded joint in magnesium alloy AZ31B[J]. Trans Nonferrous Met Soc China, 2004, 14(1): 88-92.
[15]�θ�, ������, ���̷�, ��. ����þ�Ͻ�AZ31B �ļ��⺸�ӹ����о�[J]. Ӧ�ü���, 2003, 23(6): 327-329.
SONG Gang, LIU Li-ming, WANG Ji-feng, et al. Study of YAG laser welding process on wrought magnesium[J]. 2003, 23(6): 327-329.
[16]Zhao H, Debroy T. Pore formation during laser beam welding of die-cast magnesium alloy AM60B��mechanism and remedy[J]. Welding Research Supplement, 2001, 8: 204-210.
[17]Dhahri M, Masse J E, Mathieu J F, et al. Laser welding of AZ91 and WE43 magnesium alloys for automotive and aerospace industries[J]. Advanced Engineering Materials, 2001, 3(7): 504-507.
�ո�����: 2005-11-09; ������: 2006-02-24
ͨѶ����: ����Ӣ, �绰: 0755-26731625; E-mail: wanghy@oa.szpt.net
[2]�й���е����ѧ�Ẹ��ѧ��. �����ֲ�(�ڶ���)[M]. ����, ��е��ҵ������, 1992.
[5]�����, ������. AZ91Bþ�Ͻ�TIG����ͷ��֯������[J]. �������켰��ɫ�Ͻ�, 2004, 4: 23-25.
[6]֣��, ��Ȼ. AZ31Bþ�Ͻ𱡰�TIG����[J]. ����, 2003, 4: 43-44.
[8]�Ż�, ������, ����, ��. þ�Ͻ�AZ31����Ħ������ͷ������֯[J]. �й���ɫ����ѧ��, 2003, 13(6): 1510-1513.
[15]�θ�, ������, ���̷�, ��. ����þ�Ͻ�AZ31B �ļ��⺸�ӹ����о�[J]. Ӧ�ü���, 2003, 23(6): 327-329.
