
���±��: 1004-0609(2006)05-0887-07
��ѹ�����Ͳļ�ѹ���̵���ֵģ��
�ƹⷨ1, �ָ���1, 2, �� ��3, �� ��3, ������1, ������1
(1. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ, ��ɳ 410083;
2. ���пƼ���ѧ ���Գ���ģ�⼰ģ���������ص�ʵ����, �人 430074;
3. ����ʡ��е�о����Ժ, ���� 650031)
ժ Ҫ��
ͨ����������Ԫ�����������������, ��������������н��зֲ������ģ�ⷽ��, ��MSC Superforge����Ԫ��ҵ�����ϳɹ�ʵ���˱��ڴ�ѹ�����Ͳļ�ѹ���̵���ֵģ�����, ��ñں�t=1.0mm�� ��ѹ�Ȧ�=98.27�ľ�բ���Ͳļ�ѹ���̵IJ��������ٶȳ��� Ӧ������ Ӧ�䳡�� �¶ȳ��ֲ�ͼ, ��ֵģ���������۷�������ǺϽϺá� �������: ���ô������۵�ƽģ��ѹ��ߴ硢 ��ѹ���Ͳ�, ����Ч�������, ƽ����������ٶȡ�
�ؼ���: ��ѹ��; ���Ͳ�; ����Ԫ��; ���������; ��ֵģ�� ��ͼ�����: TG376.2
���ױ�ʶ��: A
Numerical simulation of extrusion process of aluminum profile with large extrusion ratio
HUANG Guang-fa1, LIN Gao-yong1, 2, JIANG Jie3,
WANG Fang3, YANG Li-bin1, PENG Da-shu1
(1. School of Materials Science and Engineering, Central South University,Changsha 410083, China;
2. State Key Laboratory of Plastic Forming Simulation and Die Technology,
Huazhong University of Science and Technology, Wuhan 430074, China;
3. Yunnan Mechanical Research and Design Institute, Kunming 650031, China)
Abstract: A new simulation system was developed by integrating the finite element method (FEM) and the finite volume method (FVM) based on the theories of large deformation elastic-plastic finite element method and finite volume method. To avoid time-consuming and obtain reasonable results in the simulation, the optimized geometry models were employed in the pre-processor. The forming of a complex thin-walled aluminum profile with large extrusion ratio ��=98.27 and 1mm in thickness, was successfully simulated in the new simulation system on the platform of MSC Superforge. The simulation results are agreeable to the general extrusion principles. The distributions of velocity field, effective stress field, effective strain field and temperature field during the extrusion process were discussed and the metal process was analyzed in details. The results indicate that the flow guide is effective in balancing the metal deforming during the profile extrusion process with large extrusion ratio.
Key words: large extrusion ratio; aluminum profile; finite element method; finite volume method; numerical simulation
�������ͲĽ�����״����, һ�㶼������ά�������������, ��ѹ���ι��̷dz����ӡ� ���, ��ѹ���պ�ģ�ߵ���������������ͳ��˼�ѹ�����Ƿÿ��еĹؼ�֮һ�� ��ֵģ��������о���ѹ���ι��̵��Ƚ������� ���ż����Ӳ�������������ķ��ٷ�չ, ��������Ԫ�����������������ֵģ���ڽ�����ѹ�����еõ��˹㷺��Ӧ�á� Yang��[1]�����߰�ģ��ά��Բ���������̬��ѹ���̽���������Ԫ������ ������Shin��[2]��1993����ü���ά����Ԫ���������Բ�����ϼ�ѹ�ɷ��Ρ� �������Ρ� "T"�ν�����������ͼ�� Park��[3]���ø���������Ԫ���Է�Ť���������ά������̬��ѹ���̽�����ģ��, ����˱�������ͼ�͵�ЧӦ��ֲ��� ����Ȫ[4]���ü���ά��ճ��������Ԫģ�����Ͳļ�ѹ���̵�����״̬, ����˵��ͽ����ϵĵ�ЧӦ�䡢 �����ٶȷֲ���ģ�߱����ϵ�ѹ���ֲ��� �ܷɵ�[5]������ά��ճ��������Ԫ����, ��һ���͵����Ͳķǵ��³��ι��̽�������ֵģ��, �����˳��θ��ε�Ӧ���� Ӧ����¶ȳ��ֲ������ �ڻ�ƽ��[6]�������Գ���ģ������DEFORM, ��ϸ�ճ��������Ԫ��������ƽ�����ģ�ļ�ѹ���ι��̽����˶�άģ��, �ó��˼�ѹ���������Ͻ��Ӧ���� Ӧ�䡢 �¶��Լ������ٶȵȵķֲ��ͱ仯�� �������[7]����ANSYS �����Է������ģ��ѹ���ͲĽ���������Ԫ�����ͼ���, �ҳ���ԭģ������в����ֵĽṹȱ�ݡ� �ƺ��[8-11]����ANSYS ������Ϊƽ̨, ���Ͳļ�ѹ���̽�������ά����Ԫģ��ͷ���, ������Ͳļ�ѹ���̵�λ�Ƴ��� Ӧ�䳡�� Ӧ����, ����˱������ڴ���һ���������� �ܷɵ�[12]�����������������һ�������ͲĽ�������ֵģ��, �ɹ�����˼�ѹ��Ϊ��=38.19���Ͳļ�ѹģ���غ���ʷͼ�Լ���ѹ������Ӧ���� Ӧ�䡢 �¶��Լ������ٶȵȷֲ�ͼ��
Ȼ��, �������ͲIJ�Ʒ�ر��DZ�����(�ں�t��1.8mm)��ѹ��(��>60)��Ʒ, ����Ԫ��������������������Ų���֮��[13]: ǰ���ڼ�����������������Ԫ�����Ϸ�������, ��Ҫ���Ͻ��������ػ���, ���������ʧ����, ģ�⾫����������, ��ʮ�ֺ�ʱ; �����ڼ��㱡��������������Ҫ��Euler����ϸ��, ���ܶԱ�����ֲ�������λ���������ر���, ��˲������������ģ���ռ�ô���������ڴ�, ʹ��һ��ļ�����ڼ����ģ���ڼ���ʱ�������Գ��ܡ� ������ýϴֵ�����, ������������λ�ֵò���ȷ������, ����ģ�������ȵò�����֤�� ��������ԭ��, ���ڶ��ڴ���μ�ѹ���̵���ֵģ��һֱδ�ܻ�úõĽ�չ, ��DEFORM�����Ϻ���ʵ�ּ�ѹ�ȴ���40��ģ����档 �����һ���, ����������MSC Superforge����Ԫ��ҵ����ƽ̨��, ��������Ԫ���������������, �����÷ֲ��㷨: ����估����ģ�β�������Ԫģ�ⷽ��, ���ڲ�����������ģ������˷ֲ��������ģ�ⷽ��, �ɹ��ض�һ�ں�t=1.0mm�� ���ߴ�Ϊ91.5mm�� ��ѹ�Ȧ�=98.27��X5214��բ���Ͳ�ʵ������ֵģ��, ����˸��Ͳļ�ѹ�����еIJ��������ٶȡ� Ӧ���� Ӧ�䡢 �¶ȷֲ�ͼ, ����ģ�������������ۡ�
1 ��������
1.1 ���ޱ��ε���������Ԫ������
1) �鹦�ʷ���(ƽ�ⷽ��)
�����������Ա��ι�����, ÿһ��˲�䶼Ҫ����ƽ���ϵ, Ҳ����˵Ҫ�����鹦ԭ���� �����鹦ԭ��, �����������´���ƽ��״̬�ĵ�������, ������λ��Լ���������������ٶȦ�Viʱ, ���������ٶ��������Ĺ��ʵ��ڵ���������Ӧ������Ӧ�������������Ĺ��ʡ� ���, ��Langange�������鹦�ʷ���Ϊ[14]

ʽ�� SijΪ�ڶ�Piola-KirchhoffӦ�������ķ���, E[DD(-*2]��[DD)]ijΪGreenӦ�������仯�ʵķ���, P0iΪ��Pi���Ӧ���ڳ�ʼ�����е��ܽر���S0�ϵı���������, b0iΪ��bi���Ӧ���ڳ�ʼ�����еĵ�λ�������������, V0Ϊ��V���Ӧ�������ڳ�ʼ����ʱ�������
2) ��������
�������巢���¶���ϵ����Ա���ʱ, Ӧ�����ʲ���CauchyӦ����Jaumann����![]() , ��VonMises��������, �����������ͼ�ж������������Ϊ
, ��VonMises��������, �����������ͼ�ж������������Ϊ
![]()
ʽ��![]() ΪCauchyӦ����Jaumann����; DΪ�ܵ�Ӧ��������; DpΪ����Ӧ��������; LΪ�����Ա���������
ΪCauchyӦ����Jaumann����; DΪ�ܵ�Ӧ��������; DpΪ����Ӧ��������; LΪ�����Ա���������
3) ����Ԫ��ʽ
���ڼ��η����ԺͲ��Ϸ�����, �轫ƽ�ⷽ�̽�������Ԫ��ɢ��, �����Եõ���������Ԫ�նȷ���:
![]()
ʽ�� [K]Ϊ����նȾ���; {����}Ϊ����ڵ��ٶ�����; {��F}Ϊ����ڵ��������� ʽ(3)ͨ����Newton-Raphson�㷨���е�����⡣
1.2 ���Բ��������������������
������������ÿռ�̶���Eularian��������������������ڹ̶����������, ͻ���˴�ͳ����Ԫ����ģ�ⱡ�ڴ���β����������ϰ�, �ر��������Զ����»��֡� �ڼ�ѹ���ι����в��ϵ������� ����������Ҳ��֮��һ����Ԫ������һ����Ԫ�� �ڲ��������Ĺ�����, �����������¿��Ʒ���[15-17]��
1) �����غ㷽��
![]()
2) �����غ㷽��
![]()
3) �����غ㷽��
![]()
ʽ�� �ѡ� ��i�� Sij�� p�� E�ֱ�Ϊ���ϵ��ܶȡ� �ٶ�ʸ���� Ӧ�������� ��ˮѹ�������ܡ�
4) ��������

ʽ�� ![]() Ϊ����Ӧ����������, ��Ϊ��Ӧ���� Ӧ���Լ�Ӧ�������йص�ϵ��, fΪ����������
Ϊ����Ӧ����������, ��Ϊ��Ӧ���� Ӧ���Լ�Ӧ�������йص�ϵ��, fΪ����������
5) ״̬����
![]()
ʽ�� ��Ϊ����״̬����, ������� Ӧ���� ѹ���ȡ�
6) ��ƽ�ⷽ��
��������ѧ��һ����, ��Ԫ���������ı仯�ʵ��������Ե�Ԫ�������Ĺ��ʺ͵�Ԫ���������Ƚ����̵��ܺ͡� ���, ���ϵ�Ԫ������ƽ�ⷽ��Ϊ
![]()
ʽ�� kΪ���ϵĵ���ϵ��, TΪ�����¶�, cpΪ�����ݡ�
���û���Staggered Grid�������������Ʒ��̽����������չ��, Ȼ�������������������ַ���, �Ӷ��õ���������ڱ�����ĸ�������������
2 ��ѹ�ȱ����Ͳ���ֵģ�ⷽ��
�������߾��������о�, ͨ�����Ż�����ģ��, �Լ������Ƚ�������Ԫ���������������, ���������ģ��ν��зֲ������ģ�ⷽ��, ʵ�ִ�ѹ�ȴ�ߴ籡�ھ�բ���Ͳ���ά��ѹ���̵���ֵģ�⡣
2.1 ����ģ�ͼ����Ż�
Ŀǰ, ��ѹ�ȱ����Ͳĵ���ֵģ��������Ҫ���������Ǽ�����Ķ�̬�ڴ����ռ䲻��, Ҳ����˵ģ�������Ͳļ�ѹ����ĵ�Ԫ�����ģ̫�Ӵ� ����ܹ��ڱ�֤ģ�⾫�Ȳ���̫��Ӱ�������¶Լ���ģ�ͽ����ʵ���, ��ô������̶��ڴ�����Ҫ��ͻή�͡� ��˱������߶���ֵģ��ļ���ģ�ͽ����������Ż���
1) ��С��������ģ�͵ĸ߶�H�� �����߷�����ֵģ��֤��, ��֤�����߶�H����ѹ����5mm����, ���Ͳļ�ѹ��Ӧ�䳡�� �ٶȳ����¶ȳ��ķֲ��ʹ�С�����Ӱ��, ��Ӧ�����ķֲ�û��Ӱ��, ���Ƕ�Ӧ�����Ĵ�С��һ��Ӱ��, ��ʵ��ֵƫ�͡� ���������о�����������ģ�߶�ѡ��Ϊ20mm, ģ��ʱѹ����Ϊ8mm��
2) ���ȼ�ѹ��ֵģ�������, ��ѹͲ�ڱں�ģ��Ԥ���β���ģ���Ħ������ճ��Ħ��, һ����ü���Ħ��ģ��, ��ģ�߹������������ڻ���Ħ��, ���ÿ���Ħ��ģ�ͱȽ����롣 ����, ��ģ���ν�ģʱ, ���÷���ʽ���ν�ģ˼��, ����ѹͲ��ģ��Ԥ���β��ֽ���һ������ģ��, ��ģ�߹�������������һ������ģ�͡� ��������������ֵģ��ʱѡ����ʵ�Ħ��ģ��, �ﵽ���ģ�⾫�ȵ�Ŀ�ġ�
2.2 ����Ԫ����������������ϵķֲ�ģ��
���ڸþ�բ���ͲIJ����ڱ�, ���Ҽ�ѹ�ȷdz���, ���������ֱ�Ӽ�����Ʒ��dz�����, �����ڸ��Ͳ�ģ�����ʱ�Ȳ��õ���ģ����Ԥ����, ����������Ԥ������ǻ��, ���������ģ�ߵĹ������� �����������Խ��;ֲ���ѹ��, �����ڽ�������, Ҳ����������Ͳĵ�����, ���Ƕ�����ֵģ��ȴ����������, ��Ϊ����������ǻ�����, �����������ֵģ��ʱ��Ԫ���������� Ϊ�˸��Ͳĵ���ֵģ���ܹ�˳������, �������߲�������Ԫ����������������, ���������ģ��ν�һ���ֲ���ģ�ⷽ��, ����Ч������ֵģ��������ģ��
���Ͳ���䵼��ģ��, �ֲ���ѹ��С, ���ϱ��β���ܾ���, ������Ԫ������ģ������������ػ��ִ�������, ��˷dz��ʺϲ�������Ԫ��������ֵģ�⡣ ��������ʼ���빤����֮��, �Ͳĵıں�С�������۵ijߴ���Խϴ�, ��ѹ�ȴ�30����, ���ϱ����൱����, ���ʺϲ�������Ԫ��������ֵģ��, ��˲������������������ֵģ�⡣ ����, �����Ͳıں�dz�С, ��Ҫ�����ֵú�ϸ, ����������������ֵģ��ν���һ��ģ��, ��ô�����������Ĺ�ģ��dz��Ӵ�, ��������Ϊ�ڴ治�㵼�¼�����������ȥ�� ���Ա������߲������������ģ��ν�һ���ֲ�ģ�ⷽ��, �����������ģ����ٷ�Ϊ����ν���ģ��, ÿһ����ģ������Ϊ��һ���ij�ʼ������ ����, ��ÿһ���п��Բ��ñȽ�ϸ�µ�����, ���ֲ���ռ�úܶ�ļ������Դ�� ͨ����������, ���������ڸ��˵����ϳɹ�����˸��Ͳļ�ѹ���̵���ֵģ�⡣
�����������¡�
1) ����CAD�������õļ���ģ�͵�������Ԫ��ģ��ϵͳ��, ��������Ԫ������ϵ, Ȼ����������������ֵģ��������, ���е�һ�ε�����Ԫ����ֵģ�⡣ ģ�����, ��ģ����������м������ļ���
2) ������Ԫ����ֵģ�����м������ļ����뵽���������ֵģ��ϵͳ��, ��ʵ�ָ��������Ĵ��ݡ� ������һ�������������ֵģ���������ϵ, Ȼ����������������ֵģ��������, ���еڶ��ε����������ֵģ��ĵ�һ��ģ�⡣ ����һ�����������ģ����Ľ��������м������ļ���
3) ��2)�е�һ�����������ģ������м������ļ����뵽�ڶ��������������ֵģ��ϵͳ��, ��ʵ�ָ��������Ĵ��ݡ� �����ڶ��������������ֵģ���������ϵ, Ȼ����������������ֵģ��������, ���еڶ������������ֵģ�⡣ ������ģ����������м������ļ���
4) �ظ�2)�� 3)�е�����ֱ�����������ֵģ������
3 ��բ���Ͳĵļ�ѹ������ֵģ��
ͼ1��ʾΪһ��բ���Ͳĺ����ͼ, ���Ʒ��ͼ2��ʾ�� ���ͲIJ����е���ģ��ƽģ��ѹ����, ģ�ߵĹ������ֲ���ͼ3��ʾ, ģ��������ƽ��ʾ��ͼ��ͼ4��ʾ��
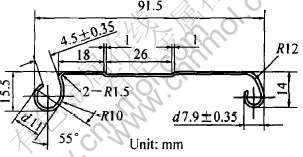
ͼ1 �ͲĽ���ʾ��ͼ
Fig.1 Cross-section of X5214 profile

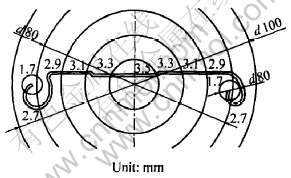
ͼ2 �ͲĹ���ͼ
Fig.2 Diagram of profile product
ͼ3 ģ�߹������ֲ�ʾ��ͼ
Fig.3 Different length of die land
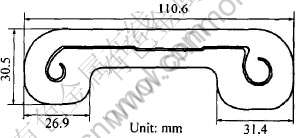
ͼ4 ģ������ģƽ��ʾ��ͼ
Fig.4 Positions of die orifice and flow guide
3.1 ��ѹ����
ģ�⼷ѹ���β���Ϊ6061���Ͻ�, ��Ӧ����Ӧ���ϵ��ͼ5��ʾ�� ��������Ϊ: ���������¶�500��, ģ��Ԥ���¶�460��, ��ѹͲֱ��d120mm, �����ߴ�d114mm��20mm, ���ϵ����=1.05, ����Ħ�����Ӧ�=0.8, ����Ħ������0.45, ��ѹ�ٶ�v=1mm/s, ��ѹ�Ȧ�=98.27��
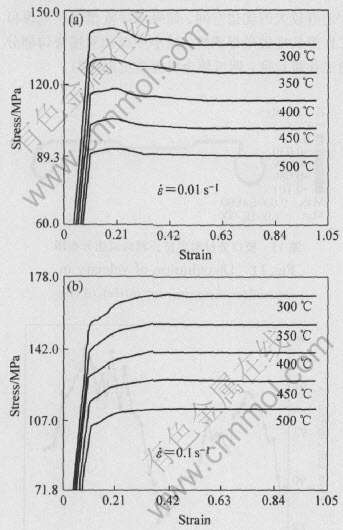
ͼ5 6061���Ͻ�ѹ������Ӧ����Ӧ������
Fig.5 Stress��strain curves of compressive deformation of 6061Al alloy
3.2 ��ֵģ����������
����������ֵģ�ⷽ��, �ڵ���CPUΪ2200+�� �ڴ�Ϊ2GB�ĸ���̨ʽ�����Ͼ���130��Сʱ�ļ���, ����˸þ�բ���Ͳ���ά��ѹ���̵IJ��������ٶȡ� Ӧ���� Ӧ�䡢 �¶ȷֲ�ͼ�� ͼ6~11��ʾΪ��ֵģ���ͼ��
ͼ6��ʾΪ������������ͼ�� ��ͼ��֪����Խ����ģ�ڴ�����Խ����, �ر�����״ͻ�䴦������ӡ� ����ģ��һ����Ҫ���þ��ǶԲ�������ģ��ǰ����Ԥ����, ʹ�ò������������ھ��Ȼ��� ����ͼ5��ģ����, ģ�ڴ����������ȽϾ���, ����������ģ������Ǻ����ġ� ͼ7��ʾΪ��ѹ�����в��ϱ��εĵ�ЧӦ���ֲ�ͼ�� ��ͼ�п��Ժ�����ؿ���, �������Ͳ�Ӧ���ֲ���������, ��Ӧ��ֵ�Ƚϴ�, ���Ͳij�ģ�ڴ�Ӧ��ֵ���, ���ֵ��46.5MPa��
ͼ8��9��ʾ�ֱ�Ϊ�������ڼ�ѹ���ι����е�ЧӦ����¶ȳ��ķֲ��ͱ仯����� ��ͼ�п��Կ���, �¶ȳ��͵�ЧӦ�䳡�ķֲ�����dz�����, �����ڼ�ѹ�����б��β����¶����ߵ�������Ҫ��Դ�ڳ��ι����е����Ա����ܡ� ģ�ڴ���Ӧ�������¶ȶ�����ߵ�, ����һ��˵����ģ��ģ���Dz����������, ��������ҵIJ�λ��
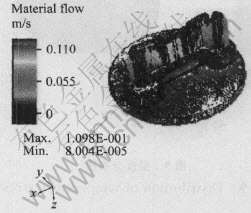
ͼ6 ������������ͼ
Fig.6 Distribution of material flow
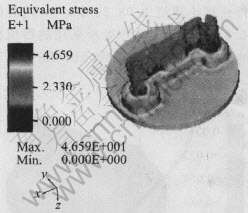
ͼ7 ��ЧӦ���ֲ�ͼ
Fig.7 Distribution of equivalent stress
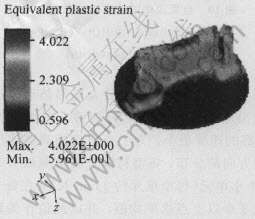
ͼ8 ��ЧӦ��ֲ�ͼ
Fig.8 Distribution of equivalent plastic strain

ͼ9 �¶ȷֲ�ͼ
Fig.9 Distribution of temperature stress
ͼ10��ʾΪ���β����ؼ�ѹ����������ٶȷֲ�ͼ�� ��ͼ��֪, ��ѹ�����ȶ��κ�, ����ǰ�˵�����Ϊ104.7mm/s, �����ݼ�ѹ�ٶȺͼ�ѹ�ȼ���õ������ٶ�Ϊ98.27mm/s, ���ߵ�������Ϊ6.5%, ˵���������������õ���ֵģ�ⷽ��ģ��Ľ�������ۼ���ֵ�ǺϱȽϺá�
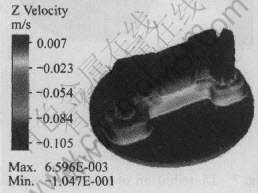
ͼ10 ���������ؼ�ѹ�᷽��ֲ�ͼ
Fig.10 Distribution of velocity in extrusion direction
ͼ11��ʾΪģ�߳��ڴ������ؼ�ѹ����������ٶȷֲ�ͼ�� ��ͼ�е���ͼ��, �Ҷ˵��ٶ�ƫ��, �в����ٶ���С�� Ϊ�˸�ֱ�۵Ĺ۲��ٶ����Ͳij��ȷ���ķֲ�, ���Ͳ��س��ȷ���չ������ɢ��58��С��Ԫ(ÿ����ԪԼ2mm��), ��ÿһ����Ԫ��ȡ3�����ϵ���ƽ��ֵ, ���Դ�ֵ��Ϊ�õ�Ԫ��������������ֵ�� �����ݻ������ͼ, ��ͼ12��ʾ, ����, ������Ϊ��Ӧ�������λ�ñ��, ������Ϊ����Ԫ�����������ٶȡ� ��ͼ12���Ը�����ؿ����ͲĽ�������ֽ������������ٶȵķֲ��� �����Ͳij��Ƚϳ�, ����������˵������ģ�ڴ����ٶȷֲ��ȽϾ���, �����ϴﵽ����Ҫ��, �������������С������Ȼ���Լ7mm/s�� �ɼ�, ģ����ƻ��нϴ���Ż��ռ䡣 ����Ե�������״��ģ�ڹ������������ֲ�����, ��С�в��������乴���ֵĹ���������, ���ʹ�������ٸ��Ӿ��ȡ�
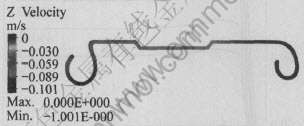
ͼ11 ģ�ڴ������ؼ�ѹ�������ٷֲ�ͼ
Fig.11 Distribution of velocity in extrusion direction on outlet of die
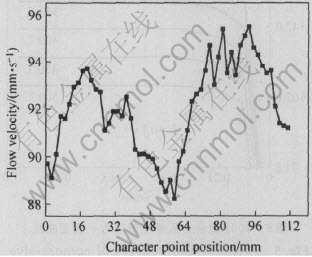
ͼ12 ģ�ڴ��������Ͳij��ȷ���ֲ�
Fig.12 Distribution of velocity in extrusion
direction for 56 parts of given cross-section
4 ����
1) ͨ���Ż�����ģ�͡� ������Ԫ�����������������, �������������ģ���в�ȡ�ֲ�����, �ɹ�ʵ���˱��ڴ�ѹ���Ͳļ�ѹ���̵���ά��ֵģ�⡣
2) �����������ϵ���ֵģ�ⷽ��, �����һ�ں�t=1.0mm�� ��ѹ�Ȧ�=98.27�ľ�բ���Ͳļ�ѹ���̵Ľ��������ٶȳ��� Ӧ������ Ӧ�䳡�� �¶ȳ��ֲ�ͼ��
3) ģ��������ݱ���, �����е����۵�ƽģ��ѹ���ڴ�ѹ���ͲĿ�����Ч�������, ƽ������������ٶȡ�
��л
�����ϴ�ѧ���繤��ѧԺ�ṩ��MSC Superforge ����Ԫ��ҵӦ��������տ������ʦ��Ϥ��ָ����ʾ��л��
REFERENCES
[1]Yang D Y, Lee C M, Yoon J H. Finite element analysis of steady-state three-dimensional extrusion of section through curved dies[J]. Int J Mech Sci, 1989, 31(2): 145-156.
[2]Shin H W, Kim D W, Kim N K. A simplified three-dimensional finite-element analysis of the non-asymmetric extrusion processes[J]. Journal of Materials Processing Technology, 1993, 38: 567- 587.
[3]Park Y B, Yoon J H, Yang D Y, et al. Finite element analysis of steady-state three-dimensional helical extrusion of twisted sections using recurrent boundary condition[J]. Int J Mech Sci, 1994, 36(2): 137-148.
[4]����Ȫ. ���Ͳļ�ѹ����ģ��ƵĿ�������ֵ����[D]. ����: �廪��ѧ, 1988.
ZHANG Xin-quan. Exploitation and Numerical Analysis of the Flow Guide Design in Aluminum Alloy Profile Extrusion Process[D]. Beijing: Tsinghua University, 1988.
[5]�ܷ�, ��ӱ��, ��ѩ��. ���Ͳļ�ѹ��������Ԫ��ֵģ��[J]. �й���ɫ����ѧ��, 1998, 8(4): 637-642.
ZHOU Fei, PENG Ying-hong, RUAN Xue-yu. Numerical simulation of aluminum material extrusion process by finite element method[J]. The Chinese Journal of Nonferrous Metals, 1998, 8(4): 637-642.
[6]�ڻ�ƽ, ��ӱ��, ��ѩ��. ƽ���������ģ�����̵���ֵģ��[J]. ��ѹ����, 1999, 24 (5): 9-111.
YU Hu-ping, PENG Ying-hong, RUAN Xue-yu. Simulation of the extrusion process using porthole dies[J]. Forging & Stamping Technology, 1999, 24(5): 9-111.
[7]������, ����, ����. ���Ͳļ�ѹ�������ģ����Ԫ�����ͼ���[J]. ģ�߹�ҵ, 1999(4): 9-11.
LIU Han-wu, DING Hua, CUI Jian-zhong. FEM simulations and analysis of profile extrusion process in porthole die[J]. Die Industry, 1999(4): 9-11.
[8]�ƺ�, ����ڼ, ������. �Ͳļ�ѹ������ά����������Ԫģ��[J]. ��Ͻ�ӹ�����, 2000, 28(11): 30-33.
YAN Hong, BAO Zhong-xu, LIU He-sheng. 3D-FE simulation of profile extrusion forming process[J]. Light Alloy Fabrication Technology, 2000, 28(11): 30-33.
[9]�ƺ�, ����ڼ, ������, ��. ������ֵģ������Ͳļ�ѹ���ι��ɵ��о�(��)[J]. ��ѹ��е, 2000, 5: 29-30.
YAN Hong, BAO Zhong-xu, LIU He-sheng, et al. Study of profile extrusion deformation law based on numerical simulation(��)[J]. Metal-forming Machinery, 2000, 5: 29-30.
[10]�ƺ�, ����ڼ, ������, ��. ������ֵģ������Ͳļ�ѹ���ι��ɵ��о�(��)[J]. ��ѹ��е, 2000, 6: 31-32.
YAN Hong, BAO Zhong-xu, LIU He-sheng, et al. Study of profile extrusion deformation law based on numerical simulation (��)[J]. Metal-forming Machinery, 2000, 6: 31-32.
[11]�ƺ�, ����ڼ, ������, ��.�����Ͳļ�ѹ���̵���ֵģ��[J]. �й���ɫ����ѧ��, 2001, 11(2): 202-205.
YAN Hong, BAO Zhong-xu, LIU He-sheng, et al. Numerical simulation of angle aluminum profile extrusion processes[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(2): 202-205.
[12]�ܷ�, �յ�, ��ӱ��, ��. ���������ģ�����Ͳļ�ѹ���ι���[J]. �й���ɫ����ѧ��, 2003, 13(11): 65-70.
ZHOU Fei, SU Dan, PENG Ying-hong, et al. Simulation of aluminum material extrusion process with finite volume method[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(11): 65-70.
[13]��, �����, ������, ��. ���������Ͳļ�ѹ���ε�һ����Чģ�ⷽ��[J]. �Ϻ���ͨ��ѧѧ��, 2004, 38(7): 1134-1137.
LUO Chao, LI Da-yong, YIN Ji-long, et al. An effective simulation method for aluminum profile extrusion process[J]. Journal of Shanghai Jiaotong University, 2004, 38(7): 1134-1137.
[14]Bathe K J. Finite Element Procedures in Engineering Analysis[M]. Englewood Cliffs: Prentice-Hall, 1982.
[15]Fletcher C A J. Computational techniques for fluid dynamic[J]. Berlin: Springer-Verlag, 1991, 1: 15-132.
[16]Versteeg H K, Malalasekera W. An Introduction to Computational Fluid Dynamics The Finite Volume Method[M]. England: Longman Group Ltd, 1995.
[17]de Vries E, Ding P. Simulation of 3D forging and extrusion problems using a finite volume method[A]. Proceeding of 17th MSC JAPAN Users Conference[C]. Japan: MSC Software Company, 1999. 155-161.
������Ŀ: ����ʡʡԺʡУ�Ƽ������ƻ�������Ŀ(2003UABAB05A050); ���пƼ���ѧ���Գ���ģ�⼰ģ���������ص�ʵ���ҿ��Ż���������Ŀ(04��06)
�ո�����: 2005-08-09; ������: 2005-12-02
ͨѶ����: �ָ���, ������, ��ʿ; �绰: 0731-8836485; E-mail: gylin6609@ yahoo.com.cn
[4]����Ȫ. ���Ͳļ�ѹ����ģ��ƵĿ�������ֵ����[D]. ����: �廪��ѧ, 1988.
[5]�ܷ�, ��ӱ��, ��ѩ��. ���Ͳļ�ѹ��������Ԫ��ֵģ��[J]. �й���ɫ����ѧ��, 1998, 8(4): 637-642.
[6]�ڻ�ƽ, ��ӱ��, ��ѩ��. ƽ���������ģ�����̵���ֵģ��[J]. ��ѹ����, 1999, 24 (5): 9-111.
[7]������, ����, ����. ���Ͳļ�ѹ�������ģ����Ԫ�����ͼ���[J]. ģ�߹�ҵ, 1999(4): 9-11.
[8]�ƺ�, ����ڼ, ������. �Ͳļ�ѹ������ά����������Ԫģ��[J]. ��Ͻ�ӹ�����, 2000, 28(11): 30-33.
[9]�ƺ�, ����ڼ, ������, ��. ������ֵģ������Ͳļ�ѹ���ι��ɵ��о�(��)[J]. ��ѹ��е, 2000, 5: 29-30.
[10]�ƺ�, ����ڼ, ������, ��. ������ֵģ������Ͳļ�ѹ���ι��ɵ��о�(��)[J]. ��ѹ��е, 2000, 6: 31-32.
[11]�ƺ�, ����ڼ, ������, ��.�����Ͳļ�ѹ���̵���ֵģ��[J]. �й���ɫ����ѧ��, 2001, 11(2): 202-205.
[12]�ܷ�, �յ�, ��ӱ��, ��. ���������ģ�����Ͳļ�ѹ���ι���[J]. �й���ɫ����ѧ��, 2003, 13(11): 65-70.
[13]��, �����, ������, ��. ���������Ͳļ�ѹ���ε�һ����Чģ�ⷽ��[J]. �Ϻ���ͨ��ѧѧ��, 2004, 38(7): 1134-1137.
