
���±�ţ�1004-0609(2010)S1-s0829-04
TC21�ѺϽ���������쾫ϸ��֯�����Ӳ�ȵ�Ӱ��
�ű���1���� ͢1���¹���1���뼪��1���� ��2
(1. ��������ҵ��ѧ �ִ������������������ص�ʵ���ң������� 150001��
2. ����ƹ� �������绪����˾�������� 150036)
ժ Ҫ��
��TC21�ѺϽ���е������������飬ͨ����ѧ���������������(TEM)�Ժ����ڲ�ͬ��������ľ�ϸ����֯���з��������Ը����������Ӳ�Ƚ��в��������������TC21�ѺϽ��ں��ӹ����У�����������Ӱ���������ڷ�����������ת�䣬����״�����������Ͳ��������ɡ���Ӱ�����ֻ�����˦���������ת�䡣������ת�������ͷ��ͬ����Ľ��������йأ���������������������ߴ����������ǿ��Ч�������ԣ���Ӳ����ߡ�������Ӱ���������������ǿ��Ч�����Ҧ����������࣬Ӳ�ȵ���ĸ�ĵģ�����������
�ؼ��ʣ�
TC21�ѺϽ�����ϸ��֯��������ת������Ӳ����
��ͼ����ţ�TG 456.3���� ���ױ�ʶ�룺A
Fine microstructure and its effect on hardness of electron beam welding joint of TC21 Ti alloy
ZHANG Bing-gang1, WANG Ting1, CHEN Guo-qing1, FENG Ji-cai1, LI Dong2
(1. State Key Laboratory of Advanced Welding Production Technology, Harbin Institute of Technology,
Harbin 150001, China;
2. Harbin Fenghua Limited Corporation, China Aerospace Science and Industry Corporation, Harbin 150036, China)
Abstract: The electron beam welding of TC21 titanium alloy was carried out. The fine microstructure in various feature regions of weld was analyzed by optical microscopy and transmission electron microscopy. As well, the microhardness of each region was measured. The results show that martensitic transformation occurs in weld zone and heat affected zone I and II which are characterized by acicular martensite ���� phase and retained �� phase. The transformation of �� to �� phase is the only phase change process in heat affected zone ��. The extent of martensitic transformation is relevant to cooling rate in various region of the joint. The microhardness in weld zone is the highest for martensitic strengthening because there is the largest number of martensite with the biggest size in it. But the material in heat affected zone �� softened during welding with the increase of �� phase and lack of martensitic strengthening effect.
Key words: TC21 Ti alloy; fine microstructure; martensitic transformation; microhardness
TC21�ѺϽ�������õ�ǿ�ȡ����ԡ��������Ժͽϵ͵�������չ���ʣ���һ�ָ�ǿ���������������ѺϽ𣬿���������ɻ����ڰ�ȹ����¶Ƚϸߡ������ϸ��ӵ���Ҫ�ṹ�����������Ϊ�ɻ��ṹ��Ҫ���ѺϽ��ò�[1]��
�Ѽ���Ͻ��������Ҫͨ���ۻ���ʵ�֣���Ҫ�����ټ�벻����������ӻ��������������ͼ��⺸��[2]�������ѵĻ�ѧ����ǿ�������¶ȵ����ߣ��ڹ�̬����ǿ�ҵ����ո������壬��ʹ���ӽ�ͷ�����Ժ����Լ����½�[3]���ڸ����ۻ����ӷ����У���յ��������Ӿ��е����������ܶȸߡ���������ȴ���Ӱ����С�����ӱ���С�Լ����촿���ȸߵ��ŵ㣬�ں����ѺϽ�ʱ����ͻ��������[4-5]���ر��ʺ��ں��պ����������ѺϽ��ĸ߾��Ⱥ���[6]��
�������߶�56 mm��TC21�����˵������������飬�Խ�ͷ��ͬ��������ľ�ϸ����֯�Լ���Ӳ��ֵ���з�������ʾ��ͬ�������֯�ݱ�����Լ���Ӳ�ȱ仯ԭ��Ϊ����TC21�ѺϽ���������ӹ��ղ������ƶ��ṩ�������ݡ�
1 ����
�������õ�TC21�ѺϽ���56 mm���仯ѧ�ɷ����1���С��ѺϽ�TC21�Ħ����ȶ�ϵ��K��Ϊ0.619�����ڦ�+��˫���ѺϽ𣬦��ȶ�Ԫ�ص�������Ϊ6.69%������2%~10%֮�䡣�������ʵ���Ϊ6%~8%֮�䣬Ϊ���������ѺϽ�
��1 TC21�Ļ�ѧ�ɷ�
Table 1 Chemical composition of TC21 (mass fraction, %)

����������KL-110������յ����������Ͻ��У����ӹ��ղ���Ϊ�����ٵ�ѹ60 kV������400 mA���۽�����2.06 A�������ٶ�500 mm/min��
�����ں���λ����ȡ�������з������Ժ���������д�ĥ���⣬Ȼ����û����(HF+HCl+ HNO3+H2O�������Ϊ1:1.5:2.5:95)��ʴ����ѧ����۲���OLYMPUS��ѧ�����½��У�����HV-100����Ӳ�ȼƶԽ�ͷ�����ˮƽ������Ӳ�ȷֲ������˲������غ�Ϊ1 N������ʱ��Ϊ10 s���ڲ�ͬ�����غ���������ȡ0.4 mm��Ƭ��Ȼ������ĥ��100 ��m���ٽ���˫������Խ���TEM������TEM������Philips CM12�������������ɡ�
2 ���������
ѡȡ��ͷ�в�λ�÷����˽�ͷ�ĺ������ò��������ͼ1��ʾ����ͼ1�п��Կ��������ݺ��ӹ����о�����ұ����̺���֯�����IJ�ͬ�������ڿ��ȷ���������Է�Ϊ4����������(WZ)���ۺ���(FZ)����Ӱ����(HAZ)��ĸ����(BM)��
��Ӱ������һ���۲죬������ò��ͼ2��ʾ����ͼ2�ɼ�������Ӱ�����ڣ�����3����ͬ��֯���������ֱ��ʶΪ��͢��������Т������ۺ������ڣ�Ϊ��Ӱ�����������¶���ߵ������¶ȴﵽ������¶����ϣ���ȴ�����з������ٽᾧ���̣����ɵ��ᾧ����������ĸ�ģ�Ϊ��Ӱ�����������¶���͵���������ò��ĸ�����ƣ����ڢ����ڣ�������Ϊ����״��
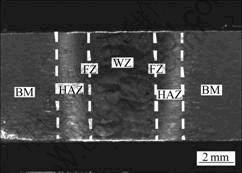
ͼ1 ����������ò
Fig.1 Macrostructure in cross section of weld
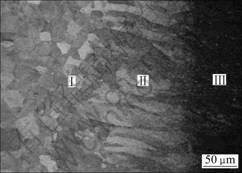
ͼ2 ��Ӱ��������֯
Fig.2 Microstructure of HAZ
�Ը����������TEM�����Թ۲����ڲ���ϸ�۽ṹ�����������ۺ����ķ�Χ��խ����Ϊ��Ӱ�����뺸�����Ľ�ϲ�λ�����û�е����Ը�������з��������������TEMͼ����ͼ3��ʾ��
ĸ����֯�ɰ���״�ij����������������ͦ���Ļ����֯���ɣ�������������Ŀ���ԼΪ1 ��m������Ӱ�����Ģ����͢�������֯ΪϸС�İ�ɫ��״�����ɫ����Ħ�����ɡ�����̬���жϣ�����״��֯Ϊ

ͼ3 ��ͬ�����TEM��
Fig.3 TEM images of various regions of weld: (a) BM; (b) HAZ(��); (c) HAZ(��); (d) HAZ(��); (e) WZ; (f) Diffraction pattern of ���� phase
�������࣬��ͬ������������뽻�����С�������֯��ȻΪ��+�£�ֻ�Ǧ����Ѿ���ʼ������µ�ת�䣬��������ģ�������ں������ڣ���״���ڲ���Ϊ��״��������֯����ֲ���̬Ҳ����Ӱ���������͢�������ͬ��ͼ3(f)�ĵ�����������ʾ����Ӱ�����ͺ������γɵ��������������ľ���ṹ���ƣ�ͬ��Ϊ���������ṹ��
������ķ�����֪����TC21���ӹ����У�����Ӱ�����ͺ���������Ҫ��������������䣬�����������ܵĸı�Ҳ����һ�����йأ�����б�Ҫ����������ۡ�
�������ɦ����ڿ�����ȴ�������γɣ��Ǻ������ͺϽ�Ԫ�صĹ�������֯���ѺϽ��е���������Ҫ�����֣��������������ṹ����״����������࣬��Ҫ�ڦ��ȶ�Ԫ�غ������ٵĺϽ��г��֣���һ��Ϊб���ṹ����������࣬����̬����ϸС���ڲ������Ͼ����ں����ȶ�Ԫ�غ����϶�ĺϽ��г���[7]������̬������ṹ�Լ��Ͻ�ɷֿɿ������������г��ֵ�������Ϊ�����ࡣ
�Ա���Ӱ�����Т����͢����ںͺ������ڵ���������̬���Է��֣������ڵ������������ϸС����������������������ִ������ڶ���֮�䡣����������������ֳߴ�Աȹ�ϵ���Ӧ�����ں��ӹ����о��ܵĺ����ֵ�¶����Ӧ������ֵ�¶��ֶ�Ӧ�ڲ�ͬ�Ľ������ʣ�����ֵ�¶�Խ�ߣ���������Խ�졣���ӹ����е�������������ڱ���ת����̣���ת������ʱ���أ����ж�̬���������ȶ�������ת��������ȴ�ٶȵļӴ�����ӡ��������峤����������Ӻ�Ĺ��̣���������䳤��������Ӻ���̵ļ��ν� ��[8]���ɴˣ�Խ�����������ĵĽ����������ٶ�Խ �죬��ˣ������������������ϸС������������Ƚϴִ�
���������Ҫ�����κ˺ͳ�����̣����ڸ��������У�������ķֲ���̬�ܹ�˵����һ���̡�������ķ������ѿ������ߴ�ϴ�������������κˣ����ߴ��С�������������������Χ�κˡ����κ�������ͺ��κ���������Կ���һ�ᾧϵͳ�������κ�����������ų������������κ˹����ڦ»�����λ��ͬʱ���С����������������κ˳���Ĺ����оͽ��»���ָ�����Ӷ���������֯�в��ಿ�֦��ࡣ��Ȼ����ȴ�ٶ��������������峤�����ֵ���������ຬ�����١��ڱ������У��ӽ�ͷ��ͬ�����TEMͼ���и������ɫ�Ա������������в������ĺ���Ҳ��ߣ����������������һ�¡�
ͼ4��ʾΪ��ͷ�����ˮƽ�������ϵ���Ӳ�ȷֲ������ڽ�ͷ������֯�غ��������߶Գƣ����ֻ��һ������˲�������ͼ4�п��Կ�������������Ӳ����ߣ��������Ӱ���������͢��������ڽ�ͷ��Ӱ��������������Ӳ����͵㣬�����ͷ������������֯���Ӧ��������ǿ����˫���ѺϽ�����Ҫ��ǿ����ʽ����ǿ��Ч��ȡ����������״��������������ߴ��Լ��ֲ����������ڦ�����������������ҳߴ�ϴ����Ӳ����ߡ�������Ӱ���������ڣ�û�����������������ҳ��֦���������ת�䣬�������Ӳ����͵㣬����������ں��ӹ����з���������
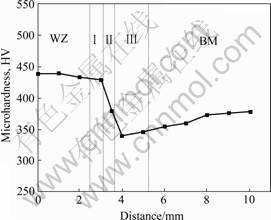
ͼ4 ��ͷ�������Ӳ�ȷֲ�
Fig.4 Microhardness distribution of cross section of joint
3 ����
1) TC21�ѺϽ��ں��ӹ����У�����������Ӱ������������ڷ�����������ת�䣬����״�����������Ͳ��������ɡ�������Ӱ�������û�����������γɣ�ֻ�����˦���������ת�䡣
2) ������ת�������ͷ��ͬ����Ľ��������йأ���������������������࣬�ߴ������������١�
3) ��ͷ��ͬ�������Ӳ�Ⱦ�����������ǿ����Ч������������ǿ��Ч�������ԣ�Ӳ����ߣ�������Ӱ������ڣ���������ǿ��Ч�����Ҧ����������࣬Ӳ����͡�
REFERENCES
[1] ���ٿ�, ��ѧ��, ������, ������. TC21�ѺϽ������֯����ѧ���ܵ�Ӱ��[J]. ���ղ���ѧ��, 2006, 26(5): 31-34.
MA Shao-jun, WU Xue-ren, LIU Jian-zhong, WANG Li-fa. Influence of microstructures on mechanical properties for TC21 titanium alloy[J]. Journal of Aeronautical Materials, 2006, 26(5): 31-34.
[2] �Ժ쿭, ������, �� ��, ������. �ѺϽӵ��о���չ[J]. ���ϵ���, 2007, 21(5A): 342-348.
ZHAO Hong-kai, WANG Chun-liang, REN Fei, LIU Lan-xiao. Progress in research on titanium alloy welding[J]. Materials Review, 2007, 21(5A): 342-348.
[3] HARWIG D D, FOUNTAIN C, ITTIWATTANA W, CASTNER H. Oxygen equivalent effects on the mechanical properties of titanium welds[J]. Welding Research, 2000(11): 305-316.
[4] MLADENOV G, VUTOVA K, WOJCICKI S. Experimental investigation of the weld depth and thermal efficiency during electron beam welding[J]. Vacuum, 1998, 51(2): 231-233.
[5] SARESH N, PILLAI M G, MATHEW J. Investigations into the effects of electron beam welding on thick Ti-6Al-4V titanium alloy[J]. Journal of Materials Processing Technology, 2007, 192/193(1): 83-88.
[6] �ܹ��, ������. ���������Ӽ����ں���������Ӧ��[J]. �繤�����¼���, 1999(1): 52-55.
ZHOU Guang-de, TAO Shou-lin. Application of electron beam welding technique in the space flight[J]. Advanced Technology of Electrical Engineering and Energy, 1999(1): 52-55.
[7] �˰���. �ѺϽ�����������[J]. �Ϻ���ɫ����, 1999, 20(4): 193-199.
DENG An-hua. Martensitic transformation of titanium alloys[J]. Shanghai Nonferrous Metals, 1999, 20(4): 193-199.
[8] ����ҫ. �����������������[M]. ����: ��ѧ������, 1980.
XU Zu-yao. Martensitic transformation and Martensite[M]. Beijing: Science Press, 1980.
(�༭ ����ƽ)
������Ŀ�������ص�����о���չ�ƻ�������Ŀ(2010CB731704)
ͨ�����ߣ��ű��գ��绰��0451-86412911��E-mail: zhangbg@hit.edu.cn
