
���������������߽�����֧�ֹ������о�
�ܽ���1����ܱ�1���� ��1���� ��2���� ΰ2��������2
(1. �����Ƽ���ѧ ��е����ѧԺ��������100083��
2. �人����(����)��˾ �������峧������ �人��430083)
ժ Ҫ��
ժ Ҫ������ֳ����ֱ߽����Ƹ��ٲ��Ժ�ҵ���飬������ϵ��ά���Ա�������Ԫģ�ͣ��������1 700 mm�Ĺ����������������ij�����֧�ֹ��뵥�ȹ������Ĺ������÷������ڰ��ο����������㡢�߽�����Ч��Ƿ����Ͳ�����������ԭ��������Ԫ���������ҵ���飬���ù�������֧�ֹ�һ�廯�������˼�����������Ƶ�EDW�߽����ƹ���������VCR��Ӵ�֧�ֹ����о����������VCR/EDW�·�����ԭ������ȣ�ǰ�ߵĹ����ȵ���������10.7%���������ն���ǿ19.1%������Ӵ�ѹ����ֵ�½�21.6%��VCR��Ӵ�֧�ֹ����EDW�߽����ƹ�����������ҵ�����ֳ����ƣ������ȿ�������������ǿ�����������Ч����ߣ����ֱ߽����ȼ�ƽ̹��������ߡ�
�ؼ��ʣ�
�����������������߽�����������������Ԫ������
��ͼ����ţ�TG333.71 ���ױ�ʶ�룺A ���±�ţ�1672-7207(2008)05-1011-06
Backup roll contour for edge drop control technology in
tandem cold rolling mill
CAO Jian-guo1, QI Jie-bin1, ZHANG Jie1, WANG Cong2, ZENG Wei2, GONG Gui-liang2
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;
2. Cold Rolling Mill, Wuhan Iron & Steel (Group) Corp., Wuhan 430083, China)
Abstract: Based on ANSYS software and industrial rolling of edge drop control, a 3-dimensional finite element model of roll stacks was built for 1 700 mm tandem cold rolling mill. Using this model, the reasons for some problems exists on the 1 700 mm tandem cold rolling mill configuration of the conventional backup roll and tapered work roll system such as the lower shape control, the poor edge drop control effect and the large fluctuation of the edge drop control were analyzed. Based on the FEM analysis and industrial experiment, the VCR (Varying contact backup rolls) matching the EDW (Edge drop control work rolls) was designed and proposed. The results show that the configuration roll system of VCR and EDW is better than the conventional backup roll and tapered work roll system, i.e. roll gap crown adjustable zone is 10.7% larger, gap stiffness characteristics 19.1% larger and pressure peak 21.6% smaller. The application of VCR matching EDW gives stronger mill crown control ability, a high performance of work roll bending force and the improved strip edge drop, crown and flatness quality.
Key words: tandem cold rolling mill; strip; edge drop control; roll contour; finite element method
�߽�����(EDC���ֳƱ߲���������)��������Ϊ�����о�����Ƽ�������������߶ȷ�չ���Ⱥ�ƽ̹�ȿ��Ƽ�����ȣ��߽������о��������Σ��ǰ��ο��Ƶı�������[1-7]����������Ϊ�������û��Դ��ֱ߲�������������Ҫ��EDC�����ܵ����ӣ���Ϊ���ֱ߲����ο��ƵĹؼ�������Ϊ��Ӧ������Ʒ�������̵ı߽�����Ҫ����Ҫ�������´�ʩ��
a. ʹ���ι�������K-WRS����[8]���籦�ּ�������˾1550UCMW���人����(����)��˾1450UCMW����ȫ��5�������ȹ��������ô˼���[4-6]���人����(����)��˾1700�����������������������Ϊ��Ҫ���ݵļ������죬�����˵�1�͵�2�����õ��ȹ�����[9]���Һѹ�ܹ�����������ȡ���ֱ߽����ƣ��Ҹ��������������1~5��֧�ֹ��������ⷽ�ṩ�ij����ȹ��Ρ�
b. �����ذ�����ȷ�������ʵ����¶ȷֲ����������ȵ�EDC��ȴϵͳ��
c. �ڰ���߲��������ö���������������EDC������Thyssen Krupp���������人����(����)��˾2180���������ͺ����½���5����6��������ÿ�������Ͼ�����EDC��ϵͳ[7]������EDC��ϵͳ�ӹ���Ӧ��ά���ɱ��ϸߣ�����1700�����������ں�������������EDW��ȡ�������߽����ƹ�ҵӦ��ʵ����2180����������2008��5��Ӧ��EDC����
d. ʹ�ù������ȿɽ����ֿɺ��Ƶ�T-WRS&C�������籦�ּ�������˾���1 220 mm 5�����������������ĵ�1�ܲ���T-WRS&C������[10-11]����ָ�����ǣ�Ŀǰ������ʵ�������������߽����ƴ������½������������ͣ����ù������߽������ֶΡ�Сֱ�����������м���ܶ����������к��Ӵ����ȿ���Ч��߲߱����ο���������������Ͷ�ʡ�����Ӧ�óɱ���ά���ɱ��ߵ�ȱ�㡣���Ĺ��������ǿ�����������������������֮һ��������ʵ�ָ��١���Ť���ȶ����ƣ���ϵ���ɿ��Ժõ��ص㣬��Ŀǰ������������Ĺ������������д��ֱ߽����Ƶ������о���ʵ�����١��ڴˣ��������߶��Ĺ��������߽������¼��������о���
1 EDW�߽����ƹ�������ҵӦ��Ч��������
�ڹ�ҵ���������У�����VAI�ṩ�ĵ��ȹ������������������Ϲ�����Һѹ�ܹ�������������д��ֱ߽������¼�����������ȡ����ƽ���߽�����10 ��m�ı�����29.2%��ߵ�62.5%�����ڵ��Թ����У������Ʋ������׳��ּ��ߡ�����ճ��ͱ߽�����Ч�����ԳƵ����⣬�������֡��ϴ�������ͣ��[9]��Ŀǰ�����������İ��ο����¼�����1 700 mm������������һֱδ��Ͷ��Ӧ�á����������ڱ߽����Ƶ��ԡ����ȹ��������μ��ܹ�ģ���о��Ļ����ϣ����������VCR/EDW(��Ӵ�֧�ֹ�/�߽����ƹ�����)һ�廯���������
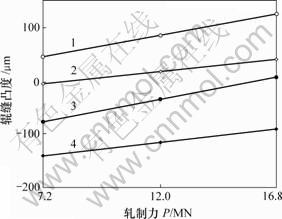
EDW��������Ͷ���ȶ���ҵӦ�ã�Ӧ�ú�߽�ƽ��ֵ��10 ��m���ڵı������ⷽ�ṩ�߽����Ƽ������Ե�62.5%��ߵ�EDW��ҵӦ�õ�91.3%��ͼ1��ʾΪEDW��ʹ��ǰ��Ĵ�������ȡ��ʵ����������ͬ��֮�ںͲ�ͬ��֮��߽��������ϴ�ҵ������������ͬ���ڱ߽�������ֵ����5 ��m�ı����ﵽ75%����������������-����������ҵ���Ƹ���ʵ������������1700������������ȵĿ����������㡣ͼ2��ʾΪ��������47���������ֳ�Ʒ������Cp1(ָ���ڴ���������֮��)��ԭ�ϱ�����Cp0(ָ��ڴ���������֮��)�ı�ֵCp1/ Cp0�ķֲ�������ɼ�����Ʒ�����������ϱ����ȵı�ֵƽ��ֵΪ1.2����Ҫ���Ż����ܼ�ǿ�ȿ����� ��[12-15]������ԭ������֧�ֹ��»�����ڹ���ֲ�������������⡣ͼ3��ʾΪ������֧�ֹ���EDW����������������Ϊ106�ź�865��֧�ֹ��ڲ�ͬ����ʱ�ڵ�ʵ��ĥ��״����
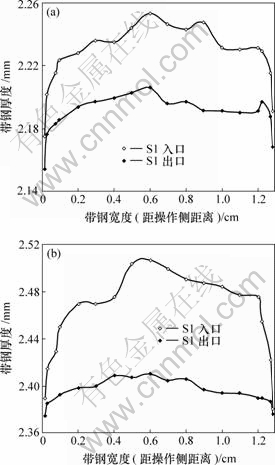
(a) EDWͶ��ʹ��ǰ��(b) EDWͶ��ʹ�ú�
ͼ1 EDWͶ��ʹ��ǰ���������ȡ���Ա�
Fig.1 Comparison of strip profile before and after using EDW(Edge drop control work rolls)
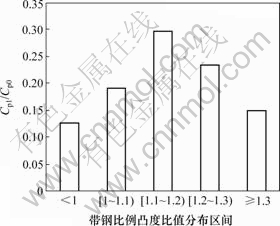
ͼ2 1 700 mm������������֧�ֹ������Ĵ��ֳ�Ʒ��������ԭ�ϱ����ȵı�ֵ�ֲ�
Fig.2 Distribution of rations for relative strip crown between final products and raw products with conventional backup rolls in 1 700 mm tandem cold rolling mill
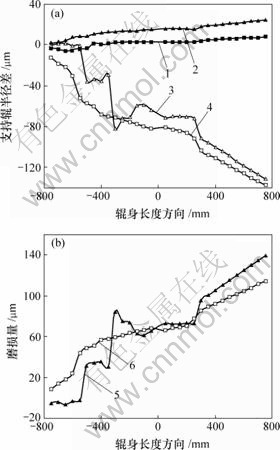
1���Ϲ�(106��)�ϻ�ǰ���Σ�2���Ϲ�(106��)�»�����Σ�3���¹�(865��)�ϻ�ǰ���Σ�4���¹�(865��)�»�����Σ�5���Ϲ�(106��)ĥ�����ߣ�6���¹�(865��)ĥ������
ͼ3 1 700 mm������������֧�ֹ���EDW����µ�֧�ֹ�ĥ��(��1��)
Fig.3 Backup roll wear contour with configuration of conventional backup roll and EDW in 1 700 mm tandem cold rolling mill (Stand 1)
2 ��ϵ���Ա�������Ԫģ��
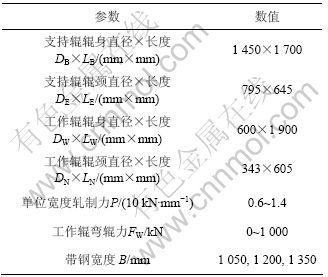
Ϊ����EDW�������볣����֧�ֹ���������Լ����ڵ����⣬����һ��������������߽���������������������ȶ��Ժͽ���֧�ֹ����ĵȣ����ô���ͨ������Ԫ����ANSYS������ϵ��ά��������Ԫģ�ͣ����ڶԹ�ϵ��ѧ��Ϊ���з�����ѡȡSolid45(�˽ڵ�������)�Ȳε�Ԫ��Ϊ��Ҫ��Ԫ��ͬʱ��Ϊ���ӹ���ļ��㾫�ȣ�������ֽӴ���С�����ڲ���Solid95(��ʮ�ڵ�������)�߽Ȳε�Ԫ��Ϊ��˼��㾫�Ⱥͼ����ٶȣ��������ڲ�����Ԫ���ֽϴ֣�Խ�����������㣬��Ԫ����Խϸ��ͬʱ���ڹ���Ӵ���������������ֽӴ���������Ԫϸ�֡���������֧�ֹ�֮��ĽӴ�������-��Ӵ���Ϊ���ټ���ʱ�䣬���ڹ���һ���ֿ��ܷ����Ӵ��ı����ϸ��ӽӴ���Ԫ������֧�ֹ�����ָ��ΪĿ���棬ʹ�õĵ�Ԫ��ΪTARGET170������������ָ��Ϊ�Ӵ��棬ʹ�õĵ�Ԫ��ΪCONTACT173�����彨ģ�������1��ʾ��
��1 ��ϵ����Ԫģ�͵Ľ�ģ����
Table 1 Parameters of finite element model of roll stacks
3 VCR��Ӵ�֧�ֹ����ܷ���
VCR֧�ֹ��Ǹ��ݱ�Ӵ�����˼��[14-20]�����ݹ�ϵ���Ա������ԣ�ʹ��ϵ�������������¹���Ӵ��������Զ�����ֿ�������Ӧ���Լ�С�����������к��Ӵ�������С���������������Σ��ﵽ�������ȡ��������նȡ������������ط�Χ�͵���Ч�ʡ��������������Ե�Ч����
���ڱ߽����ƹ�����EDWΪ�ǶԳƹ����ҷ��ԳƲ��ã���ˣ���ϵ�ʷǶԳƷֲ���������������˵�1�ܺ͵�2����EDW�߽����ƹ������������¹��η��ԳƵ�VCR֧�ֹ���ͬʱ��Ϊ���֧�ֹ����������������հ�ʱ���볣���ȹ��������������ʵ�����������֧�ֹ��ڵ�1�ܺ͵�2�ܼ�Ļ����ԣ�ȷ�����ֳ�ʵ��Ӧ�õ�VCR֧�ֹ����Σ����ȽϷ���������֧�ֹ���VCR֧�ֹ������������ѧ��Ϊ�Ͱ��ο������ܡ�
3.1 �������նȺ��ȵ�����
����ͬ�ܹ��������£��ı�������P���������ͨ����������ɵù������ն����ԣ������ͼ4��ʾ����ͼ4��֪��Ӧ��VCR֧�ֹ����EDW�������������ն�Ϊ148 kN/��m���ȳ�����֧�ֹ����ʱ�ĺ���ն�124 kN/��m�����19.1%�����������˹�����Ƶ��ȶ��ԡ�
1�����������Ϊ0��2��VCR�����Ϊ0��3�����������Ϊ0.5 MN��4��VCR�����Ϊ0.5 MN
ͼ4 VCR��Ӵ�֧�ֹ��ͳ���֧�ֹ���EDW�߽����ƹ�������ͬ��������Ĺ������ն�����
Fig.4 Gap stiffness characteristics of EDW with VCR and conventional backup rolls
VCR��Ӵ�֧�ֹ���������Ĺ����ȵ�����Ϊ133.1 ��m���ȳ�����֧�ֹ���������Ĺ����ȵ�����120.2 ��m���10.7%��������ʾ�Ż����������ȸ�Ԥ����������ǿ����������ı߽�����������ǿ�������ڼ��Ṥ����ͨ��EDW�����ɱ��ζδܹ����б߽����Ƶĸ�����������ַDZ߽�������EDW�������߽��������߶ε��´��ָ�������� ���Ա�֤�Ե�5�������ij�Ʒ�������õĺ������״������ı���ƽ̹�ȡ�
3.2 ����Ӵ�ѹ������
����ǰ������������Ԫģ�ͽ��з��棬�õ���ϵ��ͬ����������Ĺ���Ӵ�ѹ���ֲ�����ͼ5��
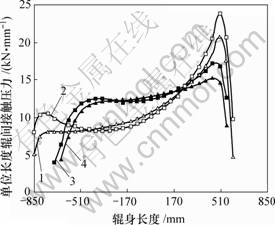
1�����������Ϊ0.5 MN��2�����������Ϊ1 MN��3��VCR�����Ϊ0.5 MN��4��VCR�����Ϊ1 MN
ͼ5 VCR��Ӵ�֧�ֹ��ͳ���֧�ֹ���EDW�߽����ƹ�������ͬ��������ĵ�λ���ȹ���ѹ���ֲ��Ա�
Fig.5 Comparison of contact pressure distribution between rolls of EDW with VCR and conventional backup rolls
��ͼ5��֪������ԭ�й������÷��������ֿ�������Ĺ����к��Ӵ������Դ��ڣ�����Ӵ�ѹ���ֲ����������أ�EDW�������Ȳ����Ӵ�ѹ�����Ҵ�������ѹ����壬�����Խ��ѹ�����Խ���ԡ��ⲻ���������ƹ����������ֵ��������⣬���ҽ�������������ε���Ч���½���֧�ֹ����ײ������ز�����ĥ���������䣬���̻������ڣ������������ġ��о�����������Ĺ��������ֿ�������Ĺ����к��Ӵ�������ɴ��ֱ߽�����Ҫԭ��֮һ������Խ��������Ӱ��Խ����VCR֧�ֹ���EDW���ȹ������������ʱ��������к��Ӵ����Ĺ���Ӵ�ѹ������ǿ�˹���Ӵ�ѹ���ľ����ԣ������˹����˲��ĽӴ�ѹ����壬����ѹ����ֵ�½����ȴ�21.6%���ϡ�
4 �ֳ����鼰Ӧ��
�����Ƽ���ѧ���人����(����)��˾���������ı�Ӵ�����֧�ֹ�����Ӧ�����人����(����)��˾1700����������1���ܣ����ƹ�Ӧ���ڱ��ּ�������˾2030�����������人����(����)��˾1700����������2250�������������ڶ����к��������ƽ������õ��㷺Ӧ��[14-20]��1700����������ɸ����������������Ƶ�EDW�߽����ƹ�������Ͷ�빤ҵӦ�ã�����1700���������Ͻ�����VCR��Ӵ�֧�ֹ��������÷����Ĺ�ҵ�������顣VCR֧�ֹ���EDW�������ڵ�1�ܺ͵�2���ϻ���ȡ������Ч��������Ͷ�빤ҵӦ�á�
4.1 �������������
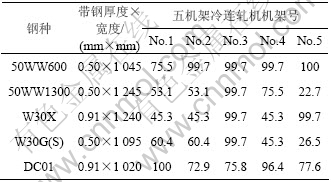
����ԭ�������÷���ʱ����1�ܺ͵�2����������ﵽ���ֵ���������ο����������㡣�Ⱥ�Ͷ��ʹ��EDW�߽����ƹ�������VCR��Ӵ�֧�ֹ����������ο���������ǿ����������͡���2�ͱ�3��ʾΪ��������2�ַ���ʱ�����Ƶ�ʵ���������������������(1 320 kN)֮�ȡ����У�No.1~No.5��ʾ1700����������1~5���ܡ���������Ϊ������ʣ���ʵ���������������������(1 320 kN)�ı�ֵ��
��2 ���ó�����֧�ֹ�����ʱ���Ƶ��������������������֮��
Table 2 Rates of the actual to the maximum positive bending force with conventional backup rolls %
��3 VCR֧�ֹ�����ʱ���Ƶ��������������������֮��
Table 3 Rates of the actual to the maximum positive bending force with VCR %
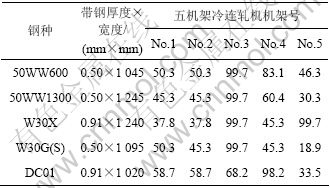
�Աȱ�2�ͱ�3�ɼ�����1�ܺ͵�2����VCR֧�ֹ��ϻ�֮����������Լ�С������ĵ��ط�Χ�õ���Ч����3�ܺ͵�4��������Խ��ͣ���5��������ڰ����Զ����ƣ���������Զ��仯��
4.2 ���ְ���ʵ������
�ڵ�1�ܺ͵�2��Ӧ��VCR֧�ֹ���EDW������������������տ��Ʋ���ʱ�������ȿ�������������ǿ������ʵ������������ߡ���������63������ʵ�����ݷ��֣������ȱ���1.20����1.05����Ч�����˴����ȣ�����ƽ̹����ԭ����15 IU������9~10 IU��
Ӧ��VAI�ṩ�ij�����֧�ֹ��͵��ȹ���������ҵ����������ȡ����ƽ���߽�10 ��m���ڵı�����ߵ�62.5%��������ǰ��ԭ��δ��Ͷ�빤ҵӦ�á����������������Ƶ�EDW�߽����ƹ�����Ͷ�빤ҵӦ�ú��������ٲɼ�151�����ֺ����ȷֲ�������������߽�ƽ��ֵ��10 ��m���ڵı���Ϊ91.3%��Ӧ��EDW/VCR�·������������ٲɼ�63�����ֵı߽�ƽ��ֵ��10 ��m���ڵı���Ϊ100%�������人����(����)��˾�����г�ȷ�����¿���Ŀ�꣬�߽�ƽ��ֵ��7 ��m���ڵı���ͬ���ﵽ100%��2007��7���ֳ���ҵӦ���������ƺ�ȡ����ȷֱ�Ϊ0.5 mm��1 150 mm��0.5 mm��1 195 mm��0.5 mm��1 240 mm�ȹ��1 121����23 266 t�繤�ְ�ͳ�����ݣ�����������߽�ƽ��ֵ��10 ?m�ı��ʴﵽ100%�������人����(����)��˾�߽�������Ҫ��(�߽�ƽ��ֵ��7 ?m�ı��ʴﵽ98.22%����ͬ��ͬһ�������س��ȷ�����������������Ⱥ���С��Ȳ��10 ?m�ı��ʴﵽ97.25%)���ﵽ2006��4���½���1450UCMW��������������ͬ�ڿ���ˮƽ(������ͬ�������ϵ�������Ʒ��ͬ����10 ?m�ı���Ϊ96.31%)���������������Ƭ�ı߽���������ǿ���г���������
5 �� ��
a. �����˹�ϵ���Ա�����ά����Ԫ����ģ�ͣ�������ʾ�˳����ȹ��η������������ο��������������������������ǵ繤�ֱ߽�����Ч��Ƿ����Ͳ�����ȵĸ���ԭ��
b. ���ù�ϵ���Ա�������Ԫ�������������ʵ�������һ�廯�߽����ƹ�����/��Ӵ�֧�ֹ����η������·��������ȵ���������10.7%���������ն����19.1%������Ӵ�ѹ����ֵ�½�21.6%�������ڸ���֧�ֹ�ĥ��״����������ǿ�������İ��ο���������
c. 1700�Ĺ����������ι������÷���Ͷ�빤ҵӦ�ã������ڱ�֤����ƽ̹����15 IU����9~10 IU������ǿ�����ȿ���������֤�����ȱ���1.20����1.05��ǰ���£���ͬƷ�ֹ���1�ܺ͵�2��������½�7%~49%������ȡ���˱߽�ƽ��ֵ��7 ?m�ı��ʴﵽ98.22%��ͬ����10 ?m�ı��ʴﵽ97.25%����������ʵ�����ﵽ�½�������������ͬ�ڿ���ˮƽ���������Ĺ���������������½��Ĺ����������������߽������¼����ƹ�Ӧ�á�
�ο����ף�
[1] Campas J J, Terreaux S, Roches L V D, et al. New on-line gage for edge drop measurement and effect of tapered work rolls[J]. Iron and Steel Engineer, 1995, 72(12): 27-32.
[2] Hiruta T, Akagi I, Mizushima N. Development of advanced transverse thickness profile control of thin hard steel strips at tandem cold rolling mill[J]. Kawasaki Steel Technical Report, 1997, 37(10): 19-24.
[3] ������. ���������������θ߾��ȿ��Ƽ���[J]. ����, 2002, 37(1): 73-77.
XU Jian-yong. High precision thickness and shape control technology for thin strip rolling[J]. Iron and Steel, 2002, 37(1): 73-77.
[4] �� ��, �� ��. ��������еı�Ե�����Ƽ���[J]. ����, 2001, 18(4): 18-19.
LI Dan, LI Lin. Edge drop control technology in silicon strip rolling[J]. Steel Rolling, 2001, 18(4): 18-19.
[5] �� ƽ, ���嶫, ������, ��. ���ο��Ƶ��������߽�����[J]. �����Ƽ���ѧѧ��, 2003, 25(S6): 107-110.
WU Ping, ZHANG Qing-dong, LIN Xiu-zhen, et al. The frontier of shape control��edge drop control[J]. Journal of University of Science and Technology Beijing, 2003, 25(S6): 107-110.
[6] �����, ��ҫ�. ��Ե�����Ƽ�����Ӧ��[J]. ���ּ���, 2001, 19(5): 10-13.
ZHU Jian-ru, XU Yao-huan. Edge drop control technology[J]. Bao Steel Technology, 2001, 19(5): 10-13.
[7] ����ï, �� Ρ, �� ��, ��. �������������е��¼��������߽�����[J]. ��ұ, 2003, 12(2): 91-94.
CHI Wen-mao, GAO Wei, WU Bin, et al. New technique for cold rolling-edge drop control[J]. Mining and Metallurgy, 2003, 12(2): 91-94.
[8] ��������. Ƭ��}�Ѥ���}����}�륷���ѹ�ӷ����ˤ��߾��ȥ��ťĥ��ɥ��ĥ����������ƥ�[J]. CAMP-ISIJ, 1999, 39(12): 996-999.
Toshiki H. Advanced transverse thickness profile control system by applying one-side tapered work roll shifting method[J]. CAMP-ISIJ, 1999, 39(12): 996-999.
[9] ³����, �ܽ���, �� ��, ��. �����������ֵ��ȹ��߽�����[J]. �����Ƽ���ѧѧ��, 2006, 28(8): 774-777.
LU Hai-tao, CAO Jian-guo, ZHANG Jie, et al. Edge drop control of a taper roll during continuous cold rolling[J]. Journal of University of Science and Technology Beijing, 2006, 28(8): 774-777.
[10] ������, ������, ��־��, ��. T-WRS&C����������ԭ����Ӧ��[J]. ���ͻ�е, 2001, 46(6): 8-11.
WANG Jun-sheng, ZHAO Qi-lin, JIAO Zhi-jie, et al. The research on the principle and application for T-WRS & C cold mill[J]. Heavy Machinery, 2001, 46(6): 8-11.
[11] ������, ������, ��־��, ��. ���������������������¼���[J]. ������ұ��ѧ��, 2002, 1(2): 136-142.
WANG Jun-sheng, ZHAO Qi-lin, JIAO Zhi-jie, et al. New technology for Baosteel Yichang Tandem Cold Mill modernization[J]. Journal of Materials and Metallurgy, 2002, 1(2): 136-142.
[12] �ܽ���, ������, �� ��, ��. 1 700 mm���������������ο��������о�[J]. �����о�, 2002, 30(3): 16-19.
CAO Jian-guo, GU Yun-zhou, ZHANG Jie, et al. Study on control ability of profile and flatness at 1 700 mm tandem cold rolling mill[J]. Research on Iron and Steel, 2002, 30(3): 16-19.
[13] �ܽ���, �� ��, ������, ��. ��������������ѡ������[J]. �����Ƽ���ѧѧ��, 2003, 23(S3): 109-112.
CAO Jian-guo, ZHANG Jie, CHEN Xian-lin, et al. Selection of mill type configuration for profile and flatness control of tandem cold rolling mill[J]. Journal of University of Science and Technology Beijing, 2003, 23(S3): 109-112.
[14] CHEN Xian-lin, YANG Quan, ZHANG Qing-dong, et al. Varying contact backup roll for improved strip flatness[M]. London: Sterling Publications Limited, 1994/95: 174-178.
[15] CAO Jian-guo, ZHANG Jie, CHEN Xian-lin, et al. Control of roll contour for strip profile and flatness in hot rolling[C]//David L. 44th Mechanical Working and Steel Processing Conference Proceeding. Florida, 2002: 1001-1010.
[16] �� ��, ������, ��ҫ�, ��. Ӧ�ñ�Ӵ�����֧�й���߰����ۺϵ�������[J]. ����, 1995, 30(2): 48-51.
YANG Quan, CHEN Xian-lin, XU Yao-huan, et al. Applying VCL backup roll to raise the control level of strip shape[J]. Iron and Steel, 1995, 30(2): 48-51.
[17] �ΰ���, �ܽ���, ���캣, ��. �������������Ӵ�֧�ֹ��ۺ������о�[J]. �Ϻ�����, 2001, 23(1): 14-17.
HE An-rui, CAO Jian-guo, WU Qin-hai, et al. Study on comprehensive function of varying contact-length backup roll in finishing mill of hot rolling[J]. Shanghai Metals, 2001, 23(1): 14-17.
[18] �½�ΰ, �ܽ���, �� ��, ��. 2250CVC��������֧�ֹ������о�[J]. ���ϴ�ѧѧ��: ��Ȼ��ѧ��, 2007, 38(4): 734-738.
HAO Jian-wei, CAO Jian-guo, ZHANG Jie, et al. Backup roll contour of 2250CVC hot strip mill[J]. Journal of Central South University: Science and Technology, 2007, 38(4): 734-738.
[19] κ��Ⱥ, ½����, �̶���, ��. Ӧ�ñ�Ӵ�����֧�й������к����μ�����ͬ���[J]. �����о�ѧ��, 1999, 11(1): 23-27.
WEI Li-qun, LU Ji-min, CAI En-pei, et al. Improvement on shape and transverse error of plate by backup rolls with variable contacting length[J]. Journal of Iron and Steel Research, 1999, 11(1): 23-27.
[20] ������, ������, ���, ��. ��Ӵ�����֧�й���ȽӴ�ѹ��ʱ�������ι���[J]. �����о�, 2006, 34(3): 37-39.
HU Yan-sheng, CHENG Xiao-ru, LI Hu-xing, et al. Roll deformation rule of varying contact length back-up roll under the condition of equal contact pressure between rolls[J]. Research on Iron and Steel, 2006, 34(3): 37-39.
�ո����ڣ�2007-12-12�������ڣ�2008-03-05
������Ŀ��������Ȼ��ѧ�����ص�������Ŀ(59835170)�������Ƽ���ѧ�Ƽ���չר�����������Ŀ(20050311890)
ͨ�����ߣ��ܽ���(1971-)���У����Ϻ�ɽ�ˣ���ʿ�������ڣ����°��ο��ơ�������Ƽ������Զ����о����绰��010-62332835�� E-mail: geocao@ me.ustb.edu.cn
