
�й���ϸ����WC-CoӲ�ʺϽ��о���չ
������ɫ�����о���Ժ��ĩұ�����ֲ����о��� ����100088
ժ Ҫ��
�������ҹ���ϸ����WC CoӲ�ʺϽ���о�������״���չ���ҹ����Ʊ���ϸ����Ӳ�ʺϽ���Ҫ��ĩԭ�ϵ������������������ս����������WC��������ȹؼ�����������ȡ����Ҫ��չ , ���Ʊ�����ϸ��������Ӳ�ʺϽ� , ����������ܡ��ڴ˻������ƶ��ҹ���ϸ����Ӳ�ʺϽ����ҵ����չ�Ļ������������ڳ��졣�Գ�ϸ����Ӳ�ʺϽ�ҵ�������������ص㷽������˽���
�ؼ��ʣ�
��ͼ����ţ� TG135.5
�ո����ڣ�2004-01-18
�����й� �µ���������Ƽ�������Ŀ;
Resarch and Development of Ultrafine Grained WC-Co Hardmetals in China
Abstract��
The present status of research and development activities of ultrafine grained WC Co hardmetals in China were described. The important progress for the key technology of manufacturing ultrafine grained hardmetals such as mass production of 0.1��0.2 ��m WC starting powders and restraining WC grain growth during sintering process was achieved. The hardmetals with ultrafine or nano scale WC interception and excellent properties can be made. On these bases it is promising to push forward industrialization of ultrafine WC based cemented carbide in China. Some substantial aspects for the engineering research project of ultrafine hardmetals were proposed.
Keyword��
hardmetals; ultrafine; nanometer;
Received�� 2004-01-18
�����ܵĵ��ߺ��� ģ�ߵ��Ʊ��Լ�Ӧ�ü������ִ�����ҵ��չ�Ĺ��Թؼ�����֮һ�� �����ݱ���, ��Ȼ�����ӹ��еĵ��߷��ý�ռ����ɱ���2%��4%, ����ȴֱ��Ӱ��ռ����ɱ�20%���豸���ú�38%���˹����á� �����������ٶ�ÿ���15%��20%�ɽ�������ɱ�10%��15%�� ʹ�ø����ܵ������ӳɱ�, ��Ч�ʵ��������ʹ�豸���ú��˹������кܴ�Ľ���, ���ǹ�ҵ�����������ҵ����ȡ��չս�Եijɹ�֮��
���ߺ�ģ�߲������ִ������ͼӹ�������չ����Ҫ���ء� �������ҵ��չ���ش�����, ��ǰ���ߺ�ģ�߲�������Ҫ�ķ�չ����֮һ���÷�ĩұ���Ʊ���ϸ��������Ӳ�ʺϽ� (�¼�Ƴ�ϸ������Ӳ�ʺϽ�) �� Ӳ�ʺϽ�����һ�ֻ���ָ�Ӳ�ȡ� ��ģ���ļ�϶������, ͨ����WC, TiC���������Ľ���Fe, Co, Ni����Ͻ���ɵĸ��ϲ��ϡ� ��WC-CoӲ�ʺϽ���WCӲ����ľ����ߴ�С��0.5 ��mʱ, Coճ����ij߶Ƚ�����������, ��Ϊ�����ϲ���: �Ͻ�Ŀ���ǿ������һ���� (ƽ����1600 MPa���ӵ�4000 MPa����) , Ӳ��Ҳ�������� (��HRA89���ӵ�����HRA93) , ��ĥ���ܴ�������, �������öȿ����3��10������
�����������Ӳ�ʺϽ���������;����, Ӳ�ʺϽ����Ĺ��ʱ���δ�γɡ� Ŀǰ��Ϊ�ձ���ܵİ�WC-Co�Ͻ�Ӳ���ྦྷ���ȷ���ķ������1��ʾ
2000��ȫ�� (�������й�) �����ס� ��ϸ�� ����Ӳ�ʺϽ��Ʒ���ܲ�����11500��12500 t, ��ռӲ�ʺϽ��ܲ����Ĵ�Լ40%�����ֿ���������̬�ơ� ���, ���ƿ���ϵ�л���ϸWC��Ӳ�ʺϽ�Ѱ����������г��ռ��ѳ�Ϊ��ǰ�ҹ�Ӳ�ʺϽ�ҵ��Ʒ���»���������Ҫ��չ���ش���
��1 Ӳ�ʺϽ����ȵķ���
Table 1 Hardmetals graded by interception of WC
| �Ͻ���� | �� �� | �� ϸ | ���� | ϸ | �� | �� | �� �� |
������/��m |
<0.2 | 0.2��0.5 | 0.5��0.8 | 0.8��1.3 | 1.3��2.5 | 2.5��6.0 | >6.0 |
�ҹ�2001���Ӳ�ʺϽ��ܲ�����ͻ��10000 t, λ�������һ; Ӳ�ʺϽ������1200 t����, Լռ����Ӳ�ʺϽ��г���ͨ����20%; Ӳ�ʺϽ����������еĸ�Ч��ĥ�� �������������� �߾���ѹ������ ��ѹ�ȵȾ�ѹ�սᡢ ��ĥͿ���һϵ���Ƚ�װ�����ռ����ѵõ���ͬ�̶ȵ�Ӧ��
1 �ҹ���ϸӲ�ʺϽ��о������ſ�
�ҹ���70������ھͿ�ʼ���о���ϸӲ�ʺϽ�, ����Ӳ�ʺϽ�����ȵ��о������ڹ�������һ����Ӱ�졣 �����ڼ�����������װ��ˮƽ���ϵ͵�ԭ��, ������Ƚ�ˮƽ�IJ���������� 80��90�����������Ӳ�ʺϽ��Թ�Ӳ�ʺϽ������ͳ�ϸӲ�ʺϽ���о�Ͷ���˴����������� ����, �����ڸ���Ͻ��ԭ�ϵ���ȡ�� ���ܼ������Ļ���ϵ��Ʊ��� ѹ�Ƴ��ͺ��ս�Ҫ��ϸ�, �Ը������ص�Ӱ�����ͨӲ�ʺϽ�����, �Ͻ������ˮƽ���������ȶ���
�����塱�ڼ�, �ڹ������ײ��Ϸ�չ�ȳ����ƶ���, ���ҡ�863�ƻ�������֧���人������ѧ�� ����Ӳ�ʺϽ� �����Ƽ���ѧ�� �廪��ѧ���Ͽ�������ϸ����WC��Ӳ�ʺϽ�Ĺ�ҵ���Ʊ�������, ��ͼͨ���ٵ�ʱ�������е���������/��̬����ԭ̼���Ʊ�����WC-Co���Ϸ�ĩ����Ӧ��Ӳ�ʺϽ����ܻ�����
�ڳ�ϸ��ĩԭ�Ϸ���, ���Ž������ֺϽ�����˾�� ����Ӳ�ʺϽ�������˾�� �Թ�Ӳ�ʺϽ��������ι�˾�ȵ�λ�����������Ʊ�BET����0.1��0.2 ��m����WC��ĩ�ļ���, Ϊ���ҹ�������ʵ���й��ʾ��������ij�ϸӲ�ʺϽ��ҵ���ṩ�����õ����ʻ���
�����塱����, �ҹ������ij�ϸӲ�ʺϽ���������2��ʾ�� ����Ӳ�ʺϽ�������˾����ʪĥ�����м���Һ̬���Ӽ�, ��ֹ��ϸӲ�ʺϽ��Ʊ����������ĩ������ʹ��ϸӲ�ʺϽ���ǿ�����Խ��ͺ����μ����ܲ��ȶ��Ĺ��շ����Լ��ӹ�����ֺ���Сֱ���ɴ�0.50��0.30 mm��PCB��ij�ϸӲ�ʺϽ���Ʊ������������й�����ר��
���ڱ����Ƽ���ѧ�� ���ϴ�ѧ�� �Ϻ���ѧ�� �㶫��ҵ��ѧ�� ��������ҵ��ѧ�� ������ɫ�����о���Ժ�ȵ�λҲ����չ����Ӧ���о��� �е��о�������ɫ, �����˹����йط���Ĺ�ע�� ������ɫ�����о���Ժë���ԵȽ�WC-10Coǿ����ĥ40 h�õ�ƽ��10 nm��WC����, WC������Co�������
��2 �������Ƶij�ϸӲ�ʺϽ����Ҫ����
Table 2 Main properties of ultrafine grained hardmetals in China
| �Ͻ��ƺ� | ����ǿ��/MPa | Ӳ��/HRA | �ܶ�/ (g��cm-3) | WC������/��m | ������/ (k��Am-1) | �ܴ�/% |
UM103-�Թ� WC-XMC-13Co |
>3700 | ��92.0 | ��0.5 | |||
YU08-���� WC-XMC-8Co |
��3800 | ��93.5 | 14.56��14.65 | 0.4 | ||
YF06-����* WC-XMC-6Co |
��3900 | ��93.0 | 14.86��14.96 | 0.4��0.6 | 31.7 | 5.0��5.8 |
�人��ҵ��ѧ WC-0.5VC-8Co |
��3200 | 90��92.0 | ��0.5 | |||
GU15UF-���� WC-XMC-8Co |
3500 | 93.2 | 14.6 | 0.4��0.5 |
* ��ʵ��С��������
��1998�꿪ʼ��ɫ�����о���Ժ��µ��������о�������Ӳ�ʺϽ�����չ������ 2002��2003����ɫ�����о���Ժ��µ����о����ĺ�����չ��ϸӲ�ʺϽ��о��� �ڰ·���λ��Kny F, Lengauer W, Ettmayer P, Schubert W D��Ӳ�ʺϽ���������ѧ�ߵ�֧����, ������Ƕ�����о����ۺͷ���, ���ð·���λ�Ƚ��ķ�ĩұ���о���������װ�������˽�Ϊϵͳ�IJ��Է������о��� �Ʊ����ĺϽ���Ʒ����Ҫ�����뱨����������ݼ���3�� ���͵ĺϽ�����֯�ṹ��ͼ1��ʾ��
2 ��ϸӲ�ʺϽ�ҵ�����������ص㷽��
��ϸӲ�ʺϽ�ҵ�����ĸ�������Ҫ�ڸ��ߵ��������Ʊ��½���; ��ؼ��������ڳ�ϸԭ�Ϸ�ĩ�Ʊ�, ѹ�����κ��ս���̵���������ơ� �ó�ϸ�����Ͻ��Ʊ����ռ��������ҹ�Ӳ�ʺϽ��Ʒˮƽʹ�����������ͼ�ֵ��ֵӦ�ԶԳ�ϸ��ĩ�ͺϽ���ϵ�����֪ʶ��ϵȫ����ա� ���������ȶ����ơ� ��ģ������ɱ��ϵ�, �������ۼ����ͷ�������������ʽӹ�Ϊ����, ʹ��Ʒ���н�ǿ�����ܼ۸�Ⱥ����г�����������
Ӧ��ָ��: ���ⳬϸӲ�ʺϽ����������ķ�չ, �ǹ��ʼ��������ҵ������о���������ȷ�Ĺ�ͬ��չս��Ŀ��֮�����ϡ� �ֹ���Э��, �������ڡ� ϵͳ�� �����Ӧ�û����о���ʵ�û�������õġ� �ҹ�Ӳ�ʺϽ���ҵ����ҵ������о�����Ӧ������г��������ijɹ�����, ���������л��������������ܼ�����Դ���Ϲ��ء� ͻ���ش��Թؼ�����������, ͨ����иŬ��: �����ߴ��� �߾��������ԡ� �͡�Ӳ�žۡ���ϸ��ĩ���������Ʊ�����; �о���ĥ���ĩ����״̬�������ϻ�ѧ�ȶ��ԵĶ�������; ̽����ϸ������Ӳ�ʺϽ�����ڸ���ѹ�����������µ���Ϊ���ɺͷ�ĩѹ�����������۷���; ���պϽ��������ս�����е����ܻ�������Ǩ�ƹ���, ����WC�����Ǿ�������������Ӧ���սṤ�ռ���; �����˽�Ͻ���ֺ����ṹ�仯�Բ���ʹ�����ܵ�Ӱ��; ��չ��ĩ�ͺϽ�Ķ��������������������ۼ����о�, ������Ӧ�������������ݿ��; ����ʵ���������������, �γ����й�����֪ʶ��Ȩ�ĸ����ܳ�ϸӲ�ʺϽ�ϵ�в�Ʒ; ��Ҫ�о���ϸӲ�ʺϽ����������з۳���������ȫ�Ͳ�����Ա������Ӱ�첢��ȡ��Ӧ�Ŀ��ƴ�ʩ��������������
��3 ���Ƶij�ϸӲ�ʺϽ����Ҫ����
Table 3Main properties of ultrafine grained hardmetals as Lab research results
| �� �� | �ܶ�/ (g��cm-3) |
Ӳ��/ HV30 |
������չ����/ (N��mm-1) |
������Ժ Nano WC-xMC-6Co |
14.81 |
>2200 |
380 |
������ԺNano WC-xMC-10Co |
14.43 |
1946 |
600 |
Widia Nano[21] WC (0.1L) -6Co |
14.83 |
2280 |
370 |
Widia Nano[21] WC (0.1L) -10Co |
14.46 |
2043 |
530 |
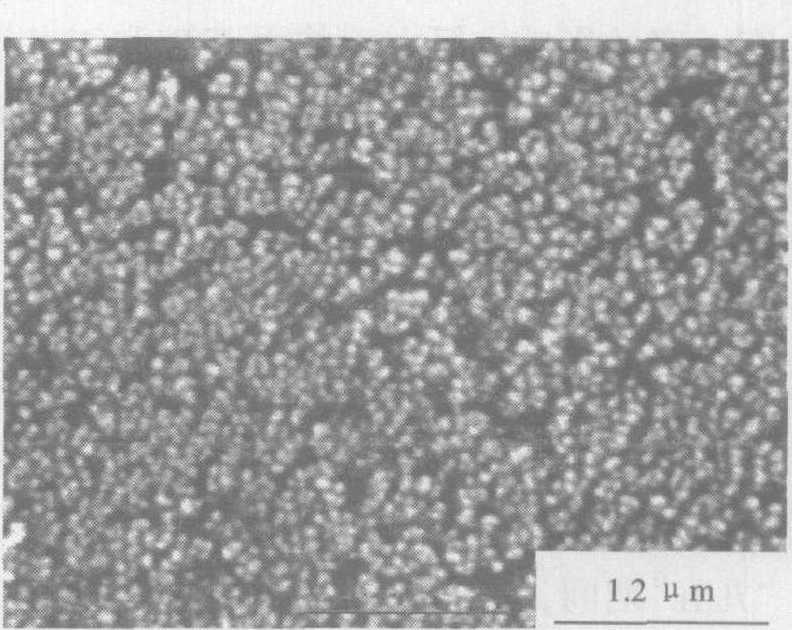
ͼ1 ����WC-10CoӲ�ʺϽ��SEMͼ��
Fig.1 SEM image of nano-grained WC-10Co hardmetal
3 �� ��
ͨ�������з����ʺ���, �ҹ��ڳ�ϸӲ�ʺϽ���Ҫ��ĩԭ�ϵ������������������ս����������WC��������ȹؼ�����������ȡ����Ҫ��չ; ���ҹ�ʵ�ֳ�ϸӲ�ʺϽ��ҵ����չ�Ļ������������ڳ��졣 ��Ҫ���������������� ��Ч��ij�ϸӲ�ʺϽ��Ʒ������������г�, ����ʵ�ֹ�ģ������, ������ʹ�ҹ����������Դ����ת��Ϊ����������Ƚ�ˮƽ�൱�ĸ����ܼ۸�ȵĺϽ���Ʒ����, �ڹ����г����н�ǿ�ľ�������, ���ɻ���ҪͶ�����������������, ���������Ŭ����
��ʮ�塱�ڼ������ҿƼ��ƻ������֧�ֳ�ϸӲ�ʺϽ���о��뿪���� ���ڲ��ٵ����͵�λҲ����������, �����ƶ���ϸӲ�ʺϽ�IJ�ҵ���� ����ͨ�������ƶ�����ҵ������л������л���Ϻ�ͬŬ��, �ڹ�����ɹ�����Ļ�����, �ҹ���ϸӲ�ʺϽ���о������Ͳ�ҵ����õ��ϴ�ķ�չ��
�����
[1] ���ҹ������ӹ��뵶����չ��.��www2.China.alibaba.com.2004.
[2] ���ŷ���, �졡��, ������.������Ӳ�ʺϽ��չ[J].ϡ�н���, 2002, 26 (1) :54.
[3] ���ܽ���.���¹�ά�ϰ���˾��ϸӲ�ʺϽ�ķ�չ[J].ϡ�н�����Ӳ�ʺϽ�, 2002, 30 (2) :55.
[4] ��������, ������, ���Ѻ�.�����ײ��ϼ��������ҹ��߲����е�Ӧ��ǰ��[J].̽��, 2003, (����) :272.
[5] ��RoebuckB .��Ultrafinegrainedhardmetalsgrainsizeanddistribu tion.NPLMeasurementNote03, 1.
[6] ���ֲ�ӱ.���й�Ӳ�ʺϽ�ҵ��״����չ����[J].�й���ҵ, 2003, 18 (2) :30.
[12] ������.���ҹ�Ӳ�ʺϽ��ҵ���ڷ�չ˼��[J].ϡ�н�����Ӳ�ʺϽ�, 2000, (140) :26.
[13] ���ܶ���.����ֹ��ϸӲ�ʺϽ��Ʊ������������ķ���[P].�й�����ר��:02139710.4.2003.06.25.
[14] ���Ρ���, �Ը��.������Ӳ�ʺϽ�������˾.��ϸӲ�ʺϽ���Ʊ�����[P].�й�:03124670.2.2004.03.10.
[15] ��������, ��֪��.������Ӳ�ʺϽ�������˾.��ϸӲ�ʺϽ���Ʊ�����[P].�й�:03124671.0.2004.03.10.
[16] ��������, ��֪��.������Ӳ�ʺϽ�������˾.��ϸӲ�ʺϽ���Ʊ�����[P].�й�:03124672.9.2004.03.10.
[17] ��ë����.�����ܻ�е��ĥ���ṹWC Co���Ϸ�ĩ���о�[J].ϡ�н���, 1999, 23 (3) :185.
[18] ��������, ������, �α�ɽ.������Ӳ�ʺϽ��Ʊ��������о�[J].Ӳ�ʺϽ�, 2003, 20 (1) :1.
[19] ��������, ������, ������, ��.��һ�ֳ�ϸӲ�ʺϽ������췽��[P].�й�:03116546.X .2003.10.22.
[20] ��������, ������, ������, ��.��һ�ֳ�ϸӲ�ʺϽ������췽��[P].�й�:03116547.8.2003.10.22.
[1] ���ҹ������ӹ��뵶����չ��.��www2.China.alibaba.com.2004.
[2] ���ŷ���, �졡��, ������.������Ӳ�ʺϽ��չ[J].ϡ�н���, 2002, 26 (1) :54.
[3] ���ܽ���.���¹�ά�ϰ���˾��ϸӲ�ʺϽ�ķ�չ[J].ϡ�н�����Ӳ�ʺϽ�, 2002, 30 (2) :55.
[4] ��������, ������, ���Ѻ�.�����ײ��ϼ��������ҹ��߲����е�Ӧ��ǰ��[J].̽��, 2003, (����) :272.
[5] ��RoebuckB .��Ultrafinegrainedhardmetalsgrainsizeanddistribu tion.NPLMeasurementNote03, 1.
[6] ���ֲ�ӱ.���й�Ӳ�ʺϽ�ҵ��״����չ����[J].�й���ҵ, 2003, 18 (2) :30.
[12] ������.���ҹ�Ӳ�ʺϽ��ҵ���ڷ�չ˼��[J].ϡ�н�����Ӳ�ʺϽ�, 2000, (140) :26.
[13] ���ܶ���.����ֹ��ϸӲ�ʺϽ��Ʊ������������ķ���[P].�й�����ר��:02139710.4.2003.06.25.
[14] ���Ρ���, �Ը��.������Ӳ�ʺϽ�������˾.��ϸӲ�ʺϽ���Ʊ�����[P].�й�:03124670.2.2004.03.10.
[15] ��������, ��֪��.������Ӳ�ʺϽ�������˾.��ϸӲ�ʺϽ���Ʊ�����[P].�й�:03124671.0.2004.03.10.
[16] ��������, ��֪��.������Ӳ�ʺϽ�������˾.��ϸӲ�ʺϽ���Ʊ�����[P].�й�:03124672.9.2004.03.10.
[17] ��ë����.�����ܻ�е��ĥ���ṹWC Co���Ϸ�ĩ���о�[J].ϡ�н���, 1999, 23 (3) :185.
[18] ��������, ������, �α�ɽ.������Ӳ�ʺϽ��Ʊ��������о�[J].Ӳ�ʺϽ�, 2003, 20 (1) :1.
[19] ��������, ������, ������, ��.��һ�ֳ�ϸӲ�ʺϽ������췽��[P].�й�:03116546.X .2003.10.22.
[20] ��������, ������, ������, ��.��һ�ֳ�ϸӲ�ʺϽ������췽��[P].�й�:03116547.8.2003.10.22.
