
DOI��10.19476/j.ysxb.1004.0609.2019.06.08
���ȱ�¶��Ta-WͿ��/�ѺϽ���ϵ�ȶ���
��С��1��������1����С��1���ⰲ��1���ij���2
(1. ���Ϲ���ѧԺ ��е����ѧԺ����̶ 411101��
2. ���ϴ�ѧ ���Ͽ�ѧ�빤��ѧԺ����ɳ 410083)
ժ Ҫ��
���õ绡���Ӷ�(AIP)��Ti-6.48Al-0.99Mo-0.91Fe (����������%) �ѺϽ�����Ʊ�Ta-10W (����������%)Ϳ�㡣ͨ������ȴ������顢X�����������(XRD)��ɨ��羵(SEM)������(EDS)��������羵(TEM)����������̽�����(EPMA)�ȷ������о����ȱ�¶��Ta-WͿ��/�ѺϽ���ϵ������ɡ�����֯��ò��Ԫ�طֲ���������Ϊ�ȣ���������ϵ���ȶ����ܡ�������������ȱ�¶�����У�Ta-WͿ������������Ա仯�����ɶྦྷ��-Ta(W)��ɣ���ƽ�������ߴ��ɳ���̬��46 nmС������750 ��ʱ��49 nm��950 ��ʱ��51 nm��Ϳ����ֳ����õ����ȶ��ԣ�����Ԫ��Ta��Ti��Ta-Ti��ϵ����ɢϵ���IJ��켰���۽���Ԫ��Ta��W���õ��ȶ��ԣ�Ta-WͿ��/�ѺϽ���ϵ���ֳ����õĽ��漰Ԫ���ȶ��ԣ�Ϳ����Ԫ��Ta��Wʼ��ά���ڽӽ�����̬����ˮƽ��������ɢ�������ڻ����ʧЧ����Ϊ����ϵ���ڽ����γɻ���ɢ�㣬�ն�������ȱ�ݺͽ����仯������γɣ�����Ԫ�ػ���ɢ�ļӾ缰Ϳ��Ԫ���ڦ�-Ti����-Ti�еĹ��ܶȲ��죬�ѺϽ����ͬ���쾧ת���¶�(ATT)����ϵ�����Ԫ���ȶ���Ӱ�����ԣ����ȱ�¶�����У�Ta-WͿ����Ч��ȱ����ȶ��������Ա仯������Fick���ɣ����550��750��950 ��ʱ����ɢ������ʱ��Ĺ�ϵʽ��
�ؼ��ʣ�
Ta-WͿ�����ѺϽ������ȱ�¶�����ȶ���������ȴ�����
���±�ţ�1004-0609(2019)-06-1198-12���� ��ͼ����ţ�TB43���� ���ױ�־�룺A
�ѺϽ�������ܶ�С���۵�ߡ���ǿ�ȸߡ��е��������ȶ�����ʴ�Ժò��������õ����������ԣ����㷺Ӧ���ں��ա����졢������������������ҽ�Ƶ�����[1-3]�������ѺϽ���������ı�ǿ�Ⱥ����õĸ������ܼ���������ܣ�����Ϊ����������������������ºϽ�������ѡ���ϣ��Ǽ���Ӧ��ǰ���������½ṹ����֮һ[4]�����ź��պ��췢�������رȵIJ�����ߡ��㲿�������Լ������гɱ�������װ�������������������ܺ������ȡ����������������ȼ��Ч�ʼ���CO2�ŷ�����Ӧ������ij��֣��ѺϽ�����������Ӧ�õ��������������[5]���������������У��ѺϽ�¶����ʴ���գ���ȼ���ֻ�ҶƬ��ǹ�����ܡ����������������㲿������������������ܸ��¸�ѹ���Һ�H2S��CO��O2��H2��H2O��N2�����������������ʴ������ĸ�ʴ����ˢ�����������ѺϽ�����µ�����ʴ����ĥ�����ܲ��ѣ��������������������Ӧ��[3-6]��
����ѺϽ��ʹ���¶�Զ���������乤�����������Ʊ��ѺϽ��ø��·���Ϳ�㱻��Ϊ�Ǹ����ѺϽ����ܵľ��ö���Ч�ķ���[3-4]��Ŀǰ���CrͿ����ϵ��Ӧ���ڸֻ���ǹ�����ܼ���������ѹ���������棬������ʴ����ˢ����[7-9]�����Cr���ڳ������ʹ�ó������ײ������ƣ���Ϊ��ʴ�����յ�������ṩ�ݾ��������ʴ������������Ʋ����ʴ����[10]��ͬʱ�����Cr����������Cr��һ�ֹ��ϵ�ǿ�°��Ի�����Ⱦ��[11]����ˣ������������(PVD)�Ʊ�Ta��W��Ta-W��Ta-Cr���������̼����Ȼ����Ѻ�����Ϳ����ϵ����Ϊ��������Cr�����������ʴ����[3, 12-13]��TaͿ�����ھ����������������ѧ����ѧ����[12, 14]������۵㡢���ȵ��ʡ�����Ŀ���ѧ��ʴ���������õ�����(BCC�ṹ��-Ta)�ȣ����õ��㷺��ע������[12-13]�������ڸֻ����ڹ��ڱ����Ʊ���Ta�㣬��ʵ������(Firing test)����Ϳ����ֳ����������ʴ���ܡ�����BCC�ṹ��-Ta(Ӳ��Ϊ8~12 GPa)���ķ��ṹ(Tetragonal) ��-Ta(Ӳ��Ϊ18~20 GPa)�߱����ŵĿ���������[11, 15]��Ŀǰ�����о��������ڳ��������Ԧ�-Ta����-Ta�ຬ��(��-Ta����-Taת�����)��Ӱ����[12-13, 15-19]����(W)�ɶ�Ta����ǿ�����ã����ƴ�TaͿ�����ѧ���ܣ�Ta-W�Ͻ�Ϳ�������ʴ����ˢ������ȴ�TaͿ��������õ���һ�����[20-22]��������ͼ[23]��Ta��W��Ti�����Խ����仯�����γɣ��������Ϸ���Ta-WͿ���ʺ��Ѽ���Ͻ�ĸ�����ʴ������
���ڵ绡���Ӷ�(AIP)�ڳ��������д������������������Ӻ��(Bombardment)���������ƽ�����������Ʊ���TaͿ����ڵ�ijЩ���⣬��ߦ�-Ta����Ϳ��Ļ�á���Ϳ�����Ӧ������״���ṹ������[3, 24]��
��ʴ�����������ɸ��¸�ѹ��ʴ������Ͳ�����������ȳɷ���ɣ�����ڷ�������У��������ܱ����¶ȿɴﵽ1000 �棬ѹ���ɴﵽ100 MPa[5, 16]����ˣ�Ta-WͿ������Ϊ����ʴ����Ϳ����߱��Ϻõķ���ʴ�������������⣬Ϳ��/������ϵ�ڸ����µ��ȶ���Ҳ�Ե���Ϊ��Ҫ��Ŀǰ��δ�����ڸ���ϵ���ȶ����о��ı�����
���ϣ�����������ѺϽ��ڸ�������Ӧ�õ��������������ӣ�Ta��Ϳ�������Ϸdz��ʺ��������ʴ������Ӧ�ã�Ŀǰ���д�TaͿ��Ӧ����Fe�����ϱ��������ʴ�������о���������Ta��Ϳ��/�ѻ�������ϵ�������������о����١��������õ绡���Ӷ���ij�����ѺϽ�����Ʊ���Ta-WͿ�㣬�о���Ta-WͿ��/�ѺϽ���ϵ����ͬ��������ȴ���(���ȱ�¶)�������ɡ�����֯��ò�����淴Ӧ��Ԫ�طֲ������⣬�����˴��ȱ�¶����ϵ�����ȶ����ܣ�ΪTa-WͿ�����ѺϽ������·�����Ӧ���ṩ����ָ����
1 ʵ��
1.1 ���ϼ�Ϳ���Ʊ�
ѡ���ɱ��Ѽ������Ƶ�ij��+�������ѺϽ�ѹ������Ϊ�������(����ɷ�Ti-6.48Al-0.99Mo-0.91Fe������������%)�������ӹ��ɳߴ�Ϊd 35 mm��10 mm��ԲƬ��������������500��ɰֽ��ĥ�⣬ȥ�������Ȼ�������ڼ�Һ������ˮ����ϴ������ڱ�ͪ��Һ�г�����ϴ����������ڳ����豸��
���õ绡���Ӷ�(AIP)�����ںϽ����������Ta-10W(����ɷ֣�����������%)Ϳ�㣬Ta-W�в�ֱ��Ϊ100 mm���������ղ���Ϊ���ȳ����Ϊ5��10-3 Pa������ǰ����Ԥ���䣬���ƫѹ700 V��ʱ��Ϊ5~10 min��Ϳ�����ʱ���ӹ���ƫѹ150 V����������450 A������ʱ��60 min��
1.2 ����ȴ���
��������Ta-WͿ��������������¯�У��������1.33��10-3 Pa��������ָ���¶ȣ���������Ӧ��ʱ�䣬��������С��8 ��/min������ȴ����������£��¶�Ϊ550~1050 �棬����ʱ��Ϊ3~50 h����ȴ��ʽΪ���������¡�
1.3 ������
����Rigaku D/Max 2500��X���������Ƕ�����ȴ���ǰ��Ϳ������ɽ��з���������ʹ��Cu ��K�����ߣ�����0.154 056 nm�����ٵ�ѹ36 kV������30 mA��ɨ������4 (��)/min������0.02�㣻����JEM-2100F������߷ֱ�����羵���ȴ���ǰ��Ϳ������ò���й۲죬���õ�������ȷ��Ϳ������ɣ�������ѹΪ200 kV��Ϳ��ƽ����������ƽ������Ʒ���淽�������30 ��m���d 3 mmԲƬ���ٽ������Ӽ��� (Gatan model 691��5 kV��ѹ��6�������)������Sirion200������ɨ��羵(SEM)�۲�����ȴ���ǰ����������ò��ʹ�����Դ���GENESIS60E������(EDS)��JAX-8230����̽����(������ѹ15 kV)��������Ԫ�طֲ������
2 ���������
2.1 Ta-WͿ��������ȶ���
��С����[3]����������̬Ta-WͿ�����⻬���ް��䡢������Ͻ��ܡ������ƺͿն����֣���������㹤������ͼ1��ʾΪ����̬����ͬ��������ȴ�����Ta-WͿ��XRD������֯��ò����ͼ1(a)��֪������̬Ta-WͿ���ɴ���-Ta (JCPDS-04-0788, a=0.3306 nm)��ɣ�������(110)������ȡ������ͼ[23]��֪��Ϳ����Ta��W�Ԧ�-Ta(W)��������ʽ���ڣ�W�����ڦ�-Taʹ���������(Լ0.16%)��߽Ƕ�ƫ�ơ�����ȴ���ʱ��Ϊ3 hʱ�������¶ȴ�550 �������1050 �棬Ta-WͿ���ȴ��������������ȳ���̬�����Ա仯�����ɦ�-Ta(W)����ɡ�������ȴ���ʱ���ӳ���50 hʱ�������¶ȴ�550 �������1050 �棬Ta-WͿ�����ɦ�-Ta(W)����ɡ�����������֪����550~1050 ���¶����䣬���������Ŵ��ȱ�¶�¶ȵ������ʱ����ӳ���Ta-WͿ������ɾ������Ա仯��Ϳ��������õ�������ȶ��ԡ���-Ta��������õ����ԡ����ʵ�Ӳ��(8~12 GPa)���ϵ͵ĵ�����(15~80 �̦���cm)�����ʺ�Ӧ���ڸ�����ʴ����������Ҫ��ϸߵĹ�������[11-12, 15]��ͼ1(b)~(d)��ʾΪ��ͬ��������ȴ���ǰ��Ϳ��TEM������ѡ������ߵ㡣��ͼ1(b)~(d)��ͼ��֪������̬����750 ���950 ������ȴ���3 h��Ta-WͿ��ѡ������ߵ���Ҫ�ɦ�-Ta (110)��(200)��(211)��(220)���价��ɣ�˵��Ϳ���ȴ���ǰ����ɶྦྷ��-Ta��ɣ���XRD����Ǻϡ���ͼ1(b)~(d)Ϳ������֯��ò��֪������̬����750 ���950 ������ȴ���3 h��Ϳ���Ц�-Ta����ȡ����������ȴ���ǰ����ò�����Ա仯���ɾ����ߴ�ֲ�ͳ�ƿ�֪������̬Ta-WͿ�㾧����С�ֲ���20~100 nm֮�䣬ƽ���ߴ�ԼΪ46 nm����750 ���950 ������ȴ���3 h��Ϳ��ƽ�������ߴ�ֱ�����49 nm��51 nm����������ȴ����¶ȵ���ߣ�Ta-WͿ��Ԫ����ɢ�Ӿ粢���·ֲ���Ϳ�������ƽ�������ߴ�С�����ӡ��������绡���Ӷ�Ϳ����ϵ����ȴ���[25]���������ϸ������չ�����[26]���������ij�������Ҳʮ�ֳ����������ڸ��۵����۽���Ԫ��Ta��W���õ��ȶ��ԣ����������ɢ����[27]������Ta-WͿ�����ȴ���������ͨ��Ԫ����ɢʹ���峤��Ĺ��̱�ø������ѣ��������ֳ����õ����ȶ��ԡ��绡���Ӷ�Ta-WͿ������������������ϸ��ǿ��������W��Ĺ���ǿ��Ч��������Ϳ��Ӳ��������ߣ������������Ϳ����ѹ�����١�����������������Ļ�е��ʴ����[3]������ȴ��������У�����Ta-WͿ���ƽ�������ߴ����ӷ���С������Ϊ���ھ����ߴ�ı仯��Ϳ��Ӳ�ȵ����ܵ�Ӱ�����ޡ�
2.2 Ta-WͿ��/�ѺϽ���ϵ�����ȶ���
ͼ2��ʾΪ����̬������ͬ�¶�����ȴ���3 h��Ta-WͿ��/�ѺϽ���ϵ����BSE��ò��Ԫ�طֲ�����ȳ���̬��Ta-WͿ��/�ѺϽ���ϵ��550 ���750 ������ȴ���3 h�����������֯��ò��Ԫ�طֲ��������Ա仯����ͼ2(a)~(e)��ʾ��������ȴ����¶�Ϊ550 ��ʱ��Ϳ��/����俪ʼ����Ԫ�ػ���ɢ���γɱ��㻥��ɢ��(��ͼ2(c)��ͷ��ʾ)�����¶�������750 ��ʱ������Ԫ�ػ���ɢ�̶ȼӾ磬����滥��ɢ�������550 ��ʱ�������ӣ�����������(��ͼ2(e) ��ͷ��ʾ)��������ȴ����¶�������950 ���1050 ��ʱ������Ϳ��������Ԫ�ػ���ɢ��һ���Ӿ��ԭ��Ϳ��/������滥��ɢ�����������ӡ�
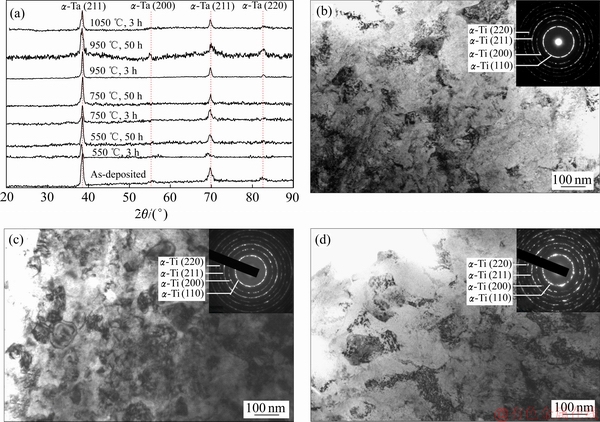
ͼ1 ����̬����ͬ��������ȴ�����Ta-WͿ��XRD������֯��ò
Fig. 1 XRD spectrum(a) and TEM images and SAD patterns of Ta-W coating as-deposited(b), after vacuum heat treatment at 750 �� for 3 h (c) and at 950 �� for 3 h(d)
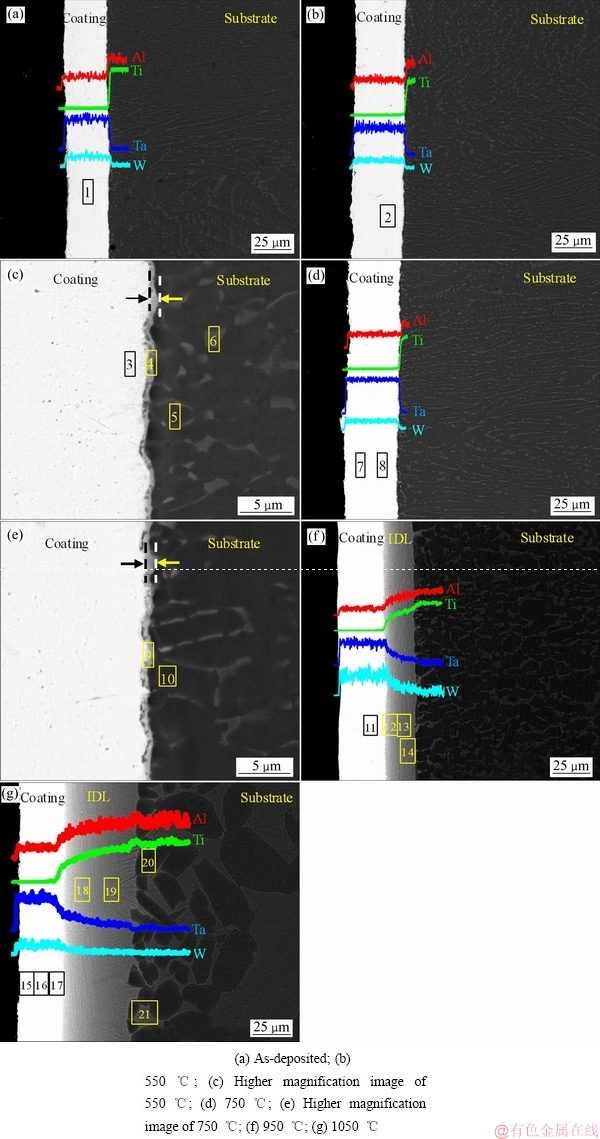
ͼ2 ����̬����ͬ�¶�����ȴ���3 h��Ta-WͿ��/�ѺϽ���ϵ��������֯��ò��Ԫ�طֲ�
Fig. 2 BSE images and element distribution of Ta-W coating/titanium alloy with and without vacuum heat treatment at different temperatures for 3 h (IDL��Interdiffusion layer; numbers are EPMA positions in Table 1)
1050 ��ʱ����ɢ����������950 ��ʱ���������ң�����ʱԪ���ؽ���ֲ��ı仯�����������Ż���ɢ���ȵ����ӣ�Ԫ��Ta��W��Ti��Al����ɢ����ȡ������ֲ��ľ����������ӣ���ͼ2(f)��(g)��ʾ����550~1050 ������ȴ���3 h��Ta-WͿ��/�ѺϽ���ϵͿ�������ʼ�ս�Ͻ��ܣ�δ��������Ԫ�ؾ��һ���ɢ�������ԭ�������µĿն������Ƶ�ȱ�ݣ��ȴ���ǰ����ϵ��ҪԪ��Ta��W��Ti��Al��Ϳ��ͻ����е��߷ֲ����������Ա仯�������ڻ���ɢ����ʼ�ճʾ��ȡ������ֲ�����Ԫ�طֲ�ͻ�������������仯������γɡ�������������֪����550~ 1050 ������ȴ���3 h��Ta-WͿ��/�ѺϽ���ϵ����Ԫ�ػ���ɢ������Ϳ��/��������γɻ���ɢ�㣬�����仯������γɣ�Ϳ��������Ͻ��ܣ��ն������Ƶ�ȱ���γɣ���ϵ����������õ��ȶ��ԡ�
Ϊ��һ���о�Ta-WͿ��/�ѺϽ���ϵ�����ȶ��ԣ��ֱ���550��750��950 ���ӳ��ȴ���ʱ����50 h�������BSE��ò��Ԫ�طֲ���ͼ3��ʾ����ͼ3(a)��(b)��֪����550 ��ʱ�������ȴ���ʱ���3 h�ӳ���50 h��Ta-WͿ��/�ѺϽ���ϵ��������֯��ò��Ԫ�طֲ��������Ա仯�����¶�������750 �棬�����ȴ���ʱ����ӳ���Ϳ�������Ԫ�ػ���ɢʱ�����ӣ�����ɢ�����������ӣ���ͼ3(c)��(d)��ʾ�����¶�������950 ��ʱ������ʱ����ӳ���Ԫ����ɢ�г��������ӣ�����ɢ�������������⣬�ڻ���ɢ������������γ�Ta��W������ԽϸߵĦ�-Ti�ȶ���(��ͼ3(e)��ͷ��ʾ)����550~950 ��ʱ���ӳ�����ȴ���ʱ����50 h��Ta-WͿ��/�ѺϽ���ϵͿ���������Ȼ��Ͻ��ܣ��ն������Ƶ�ȱ���γɣ��ȴ���ǰ����ϵ��ҪԪ��Ta��W��Ti��AlԪ���ؽ���ֲ��������3 hʱ�����Ա仯���ɴ˿�֪���¶ȸ���750 ��ʱ����������ȴ���ʱ����ӳ���Ta-WͿ��/�ѺϽ���ϵ�н����ֻ���ɢ�������������ȴ���ǰ����ϵ��ҪԪ��Ta��W��Ti��AlԪ���ؽ���ֲ�������3 hʱ��������Ա仯����ϵ��ʱ���ȴ��������г������õĽ����ȶ��ԡ�
����������֪��Ta-WͿ��/�ѺϽ���ϵ�ڽϵ��¶�(550 ��)���ȱ�¶ʱ��Ϳ���������洦�γɱ��㻥��ɢ�㣬����ʱ����ӳ�������ɢ���������Ա仯���������ϸ��¶�ʱ(750 ��)������ʱ����ӳ�����ɢ�����������ӣ�����������ʱ(950 �桢1050 ��)������ɢ�����������ӣ�����ʱ����ӳ���������������ԡ�����Ti�CTa��Ti�CW��Ԫ��ͼ��Ԫ��Ta��W �ڦ�-Ti �й��ܶȾ�ΪԼ100%(Ħ������)�����ڦ�-Ti�й��ܶȷֱ�ΪԼ0.5%��0.2%(Ħ������)[23]����ˣ������ȱ�¶�¶ȸ����ѺϽ�����ͬ���쾧ת���¶�(Allotropic transformation temperature��ATT)ʱ������950 ���1050 ��ʱ���������ؽ�����Ta-WͿ��/�ѺϽ���ϵ����ɢ�����������ӣ�1) �¶����ߵ���Ԫ�ػ���ɢ��Ϊ�Ӿ磬����ɢϵ�������ӵȣ�2) �ѺϽ���巢����-Ti����-Tiת�䣬��ʱͿ��Ԫ��Ta��W�ڦ�-Ti�����й��ܶ��������ӣ���Ϳ���������γ�������Ϳ��Ԫ������巽����ɢ�Ķ���ѧ��������������ɢ������Ta��W����-Ti�ȶ�Ԫ�أ������ȱ�¶ʱ������ӣ��ڻ���ɢ��/�������γɦ�-Ti�ȶ���(��ͼ3(e)��ʾ)�����ȱ�¶�����У�Ta-WͿ��/�ѺϽ������Ϊ�ɹ���Ϊ��������γ�Ԫ�ػ���ɢ�㣬�ն������Ƶ�ȱ���γɣ��¶ȵ����ѺϽ����ATTʱ������ɢ���ȱ仯�����ԣ���ϵ�������õĽ����ȶ��ԣ��¶ȸ����ѺϽ����ATTʱ������ɢ���ȱ仯���ԣ������ڻ���ɢ��/������γɦ�-Ti�ȶ��㣻Ϳ����ЧԪ��ʼ�ձ��ֽϸߡ��ȶ���������ϵ����ֽϺõĽ����ȶ��ԡ�
2.3 Ta-WͿ��/�ѺϽ���ϵԪ���ȶ���
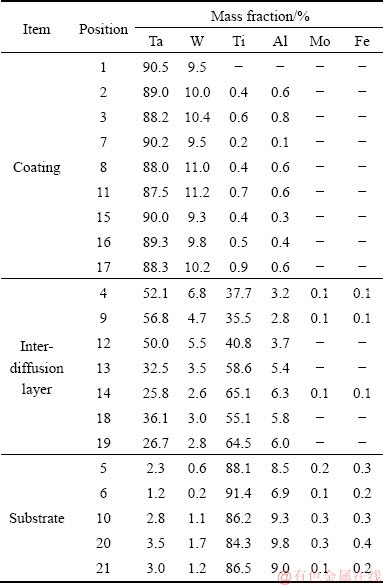
PENG��[28]������������ȴ����¶ȸ����ѺϽ����ATTʱ��NiCrAlYͿ��/�ѺϽ���ϵ��Ϳ��Ԫ�ؿ��� (��3 h)��ɢ�������ڻ�������ģ�����Ϳ�������ȫʧЧ�����ڴˣ��о���Ta-WͿ��/�ѺϽ���ϵ��ͬ��������ȴ�����Ԫ���ؽ���ֲ����(��ͼ1��2�в�ͼ����1��2)����ͼ2(a)��(b)��(d)��(f)��(g)��ͼ3(a)��(c)��(e)Ԫ�ؽ����߷ֲ����ɲ���ϱ�1~2�����֪��������ȴ��������У�Ϳ�����Ԫ��Ta��W���ѺϽ���巽����ɢ��������ҪԪ��Ti��Al��Ϳ�㷽����ɢ����550~1050 ���¶����䣬�ȴ���ʱ��Ϊ3 h��50 hʱ��Ta��WԪ����Ϳ�����ֽϸߡ��ȶ��������ڻ������ֽϵͺ�����������ҪԪ��Ti��Al��Ϳ���к����ͣ���ʹ�¶ȸ����ѺϽ����ATTʱ(��950 �桢1050 ��)��δ����Ϳ��Ԫ�ؿ�����ɢ�������ڻ����ʧЧ���������������������550~1050 �洿�ȱ�¶�£�Ta-WͿ��/�ѺϽ���ϵԪ���ȶ������ã�������Ta-WͿ�����ѺϽ����ĸ��¡���ʱ��Ӧ�á�

ͼ3 ��ͬ�¶�50 h����ȴ�����Ta-WͿ��/�ѺϽ���ϵ����֯��ò��Ԫ�طֲ�
Fig. 3 SEM images and element distribution of Ta-W coating/titanium alloy after vacuum heat treatment at different temperatures for 50 h (Numbers are EPMA positions in Table 2)
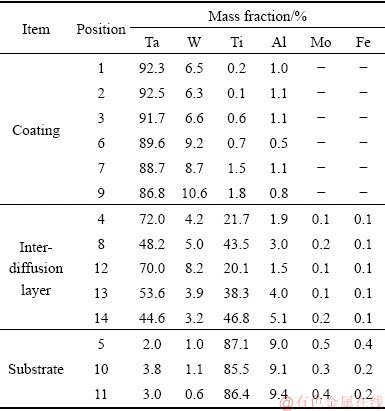
��1~2����ΪTa-WͿ��/�ѺϽ���ϵ�ȴ�����Ϳ�㡢����ɢ�㼰���岻ͬλ��Ԫ�ص�ֲ�������ɱ�1~2��֪����550~1050 ������ȴ���3~50 h����ϵͿ������TaԪ�غ���ʼ��ά����90.0%(��������)���ң�WԪ�غ�����3 h�ȴ������10.0%С���Ƚ���50 h��6.0%���ϡ�����WԪ������巽����ɢ����Ϳ�������������������Ϳ����Ԫ��Ti��Al����ʼ��ά���ڽϵ�ˮƽ(����2.0%)����ͼ2�е�1~3��7��8��11��15~17λ�ü�ͼ3�е�1~3��6��7��9λ�õ�Ta��W��Ti��AlԪ�غ�������ϵ����ɢ����Ԫ��Taʼ��ά������Խϸߺ���(�ȴ���3 h ��Ta��������25.0%���ȴ���50 h��Ta��������44.0%)��Ԫ��Al����ʼ��ά�����ѺϽ��������Al����(6.48%)���£���ͼ2�е�4��9��12~14��18��19λ�ü�ͼ3�е�4��8��12~14λ��Ԫ�غ���������Ԫ��Ta��W����巽����ɢ�����ܣ���ϵ��������������γ���Ը�Ta��W����(3~50 h��Ta������Ϊ3.0%���ң�W����������2.0%)������AlԪ����Ϳ�㷽����ɢ��AlԪ���ڽ������������������(3~50 h��Al����������8.0%)����ͼ2�е�5��6��10��20��21λ�ü�ͼ3�е�5��10��11λ��Ԫ�غ�����������������֪�����ȱ�¶�£�Ta-WͿ��/�ѺϽ���ϵͿ�������������Ԫ�ػ���ɢ����Ϳ������Ta��WԪ�غ���ʼ�ձ��ֽϸߡ��ȶ�������Ԫ��Ti��Al��Ϳ����ʼ��ά�ֽϵͺ�������ʹ�¶ȸ����ѺϽ����ATTʱ��δ����Ϳ��Ԫ�ؿ�����ɢ�������ڻ����ʧЧ��������ϵ�������õ�Ԫ���ȶ��ԡ�
��1 Ta-WͿ��/�ѺϽ���ϵԪ�ط������(λ�òο�ͼ2)
Table 1 Element contents of Ta-W coating/titanium alloy system (positions shown in Fig. 2)
��2 Ta-WͿ��/�ѺϽ���ϵԪ�ط������(λ�òο�ͼ3)
Table 2 Element contents of Ta-W coating/titanium alloy system (positions shown in Fig. 3)
����Ta-Ti��ϵ����Ti���Ԫ�ػ���ɢϵ���ȸ�Ta��Ĵ�3����������Tiԭ�ӵ�����ɢϵ��(Intrinsic diffusion coefficient)Ҫ��Taԭ�ӵĴ�[29]��������Ta-W��ϵ��Taԭ�ӵ�����ɢϵ��Ҫ��Wԭ�ӵ��Դ�[27]����ˣ����ȱ�¶������Ϳ��Taԭ���ڸ�Ti�������ɢҪ��Ti�ڸ�TaͿ�����ɢ��Ķ࣬ͬʱTaԭ�ӵ���ɢ��Wԭ���Կ졣Ta-WͿ��/�ѺϽ���ϵ����ͬ�������ȱ�¶����������Ϳ����Ҫ���Ԫ��Ta�ڸ�Ti��������ɢϵ���Ȼ�����Ҫ���Ԫ��Ti�ڸ�TaͿ���е���ɢϵ�����γ���Ϳ��/����ԭʼ����Ϊ��㡢����巽����������Ը�Ta�Ļ���ɢ�㡣������Խϵ͵���ɢϵ��������ɢ����赲���ã��������Ԫ��Ti��Al��Ȼ��Ϳ�㷽����ɢ������Ϳ���еĺ���ʼ��ά�ֽϵ�ˮƽ��������ˣ����ڸ��۵����۽���Ԫ��Ta��W���ȶ����ص㣬��ߵ���ɢ������(20%~80% W(Ħ������)ʱ��Ta-W��ϵ��ɢ������Q��544.28 kJ/mol)[27]�������¼��͵���ɢϵ��(1000 �棬10% Ta(Ħ������)ʱ��D��6��10-11 cm2/s)[29]�ȣ�����Ϳ����Ta��WԪ�غ���ʼ��ά���ڽӽ�����̬����ˮƽ��Ϳ�㱣����������Ч����ϵ���ֳ����õ�Ԫ���ȶ��ԡ�
������ͼ��֪��Ta-WͿ��/�ѺϽ���ϵTa��W��Ti��Al��4����Ҫ���Ԫ���У�Ta-Al��Ԫϵ���п����γɽ����仯������γɽ����仯��������࣬��TaAl3��TaAl2��TaAl��Ta2Al�ȣ���Ta��W��Ti�����Խ����仯������γ�[23, 30]���ɱ�1~2Ԫ�غ�����֪������ͬ�������ȱ�¶������Ta-WͿ��/�ѺϽ���ϵ����ɢ����Ԫ��Al����ʼ��ά����6.48%���£�����Ta-Al��Ԫ��ͼ[23, 30]���γɽ����仯�ϵ����Al����Ҫ��(8.0%)����ˣ����ȱ�¶������Ta-WͿ��/�ѺϽ���ϵ���ڽ����γɻ���ɢ�㣬�����ڲ������γ�Ta-Al�����仯����Ķ���ѧ����(Al����С��8.0%)�����ڻ���ɢ������Ta-Al�����仯������γɣ����Ϳ��������Ľ�ϼ���ϵ���ȶ��dz�������
2.4 Ta-WͿ�㼰����ɢ���ȱ仯
�ڲ�ͬ�������ȱ�¶���������У�Ta-WͿ��/�ѺϽ���ϵ���ֳ����õ�Ԫ���ȶ��ԣ�Ϳ����Ԫ��Ta��W����ʼ��ά���ڽӽ�����̬����ˮƽ���������������浽Ϳ��Ԫ��Ta��W����ͻ��λ�õľ���ΪTa-WͿ��ĺ�ȣ�����ͼ2~3�ɻ�þ���ͬ�������ȱ�¶������Ta-WͿ��ĺ��ֵ��������ͼ4(a)��ʾ����ͼ4(a)��֪�� Ta-WͿ�㾭��ͬ�������ȱ�¶����������ά����32~35 ��m֮�䣻��ȳ���̬��Ϳ���ȱ仯����2.5%~4.6%֮�䣬������Ϳ���ȵIJ����Ȼ�����������أ�����ͬ�������ȱ�¶������Ta-WͿ��ĺ�ȱ仯��С(��5.0%)��Ta-WͿ���ڴ��ȱ�¶���������б����ȶ�����Ч�����2.3��2.4�����ۿ�֪�����۽���Ԫ��Ta��W���õ��ȶ��Լ�Ԫ��Ta��Ti��Ta-Ti��ϵ����ɢϵ���IJ����ǵ���Ta-WͿ���ڴ��ȱ�¶���������б����ȶ�����Ч����Ҫԭ��
����Fick���ɣ�������ؼ��裬���Ƶ�������ɢ��(��Ӧ��)���������ȴ���ʱ���ϵ����[28]��
x=B+kt1/2 (1)
ʽ�У�xΪ���滥��ɢ��(��Ӧ��)��ȣ���m��tΪ��ɢʱ��(�ȴ���ʱ��)��s��kΪ��Ũ�Ⱥ���ɢϵ���йصij�����BΪ����ϵ������Ҫ���Ƕ�·��ɢ����ɢϵ������ɢ���̵�Ӱ�졣������Ta-WͿ��/����ɢ�����Ta����ͻ�䴦������ɢ��/�ѺϽ�������Ta����ͻ�䴦�ľ���Ϊ��ɢ��ĺ�ȣ�����ͼ2~3����Ի�þ���ͬ�������ȱ�¶������Ta-WͿ��/�ѺϽ���ϵ����ɢ��ĺ��ֵ���Ӷ���û���ɢ�����봿�ȱ�¶ʱ��t1/2��ϵ�����ͼ����ͼ4(b)~(d)��ʾ����ͼ4(b)~(d)��֪����550��750��950 �洿�ȱ�¶����ʱ����ϵ����ɢ����(x)�봦��ʱ��(t)�Ĺ�ϵ�ɷֱ��ʾΪ
x=0.69381+9.44771��10-4t1/2 (��m) (2)
x=0.08797+8.46��10-3t1/2 (��m) (3)
x=15.19152+6.104��10-2t1/2 (��m) (4)
��ʽ(2)~(4)��֪��Ta-WͿ��/�ѺϽ���ϵ����ɢ����γ�(��ȱ仯)��Ԫ����ɢ���ؿ��ƣ������¶ȵ����ߣ�ʽ(1)��kֵ�����������ӣ�˵�������¶ȵ�����Ԫ����ɢ��Ϊ���ԼӾ磬���ǽ��滥��ɢ���������¶ȵ����߶����ӵ���Ҫԭ���¶ȵ����ѺϽ�����ATTʱ(��750 ��)��kֵ��Ȼ��550 ��ʱ�ĸ�һ������������Bֵȴ��550 ��ʱ�ĵ�һ���������������ɢ���ȱ仯����ʮ�����ԡ��¶ȸ����ѺϽ�����ATTʱ(��950 ��)��kֵ��Bֵ����550 �桢750 ��ʱ�ĸ������������������ɢ������ʱ��仯���ԡ������ȱ�¶�¶ȸ����ѺϽ�����ATTʱ����·��ɢ����ɢϵ������ϵ����ɢ��Ϊ��Ӱ��(��ʽ(1)��Bֵ����)�Ӿ硣

ͼ4 Ta-WͿ��/�ѺϽ���ϵ����ȴ���ǰ��Ϳ�㼰����ɢ���ȱ仯
Fig. 4 Coating(a) and inter-diffusion layer thickness of Ta-W coating/titanium alloy system before and after vacuum heat treatment versus heat treatment parameter at 550 ��(b), 750 ��(c) and at 950 ��(d)

ͼ5 Ta-WͿ��/�ѺϽ���ϵ���ȱ�¶������Ϊʾ��ͼ
Fig. 5 Schematic diagrams of behaviors of Ta-W coating/titanium alloy system during pure thermal exposure
2.5 Ta-WͿ��/�ѺϽ���ϵ���ȱ�¶��Ϊ
���Ϸ�����Ta-WͿ��/�ѺϽ���ϵ���ȱ�¶�����е���Ϊ����ͼ5ʾ�⡣��ͬ�����ȱ�¶���������У�Ta-WͿ���ɶྦྷ��-Ta(W)��ɣ�����ɡ�����֯��ò�����Ա仯��Ta-WͿ���������Ա仯��Ϳ��Ԫ��Ta��W���ѺϽ���巽����ɢ��������ҪԪ��Ti��Al��Ϳ�㷽����ɢ������Ԫ��Ta��Ti��Ta-Ti��ϵ����ɢϵ���IJ��켰���۽���Ԫ��Ta��W���õ��ȶ��ԣ�Ϳ����Ԫ��Ta��W����ʼ��ά���ڽӽ�����̬����ˮƽ��������ɢ�������ڻ����ʧЧ����Ϊ��Ϳ����Ti��AlԪ��ʼ��ά�ֽϵͺ��������γ���Ϳ��/����ԭʼ����Ϊ�������巽�������Ļ���ɢ�㣬�����ն�������ȱ�ݺͽ����仯������γɡ��¶ȵ����ѺϽ����ATTʱ���¶Ȼ�ʱ�����ϵ������ΪӰ�����ޣ������ڴ��¶�ʱ��Ӱ��Ӿ硣���ȱ�¶����ϵ�������õ����ȶ��ԡ�
�����ȶ��Զ��ԣ�Ta-WͿ���ʺ����ѺϽ������¡���ʱ�������Ӧ�á���ǰ������о�[3]���������ڸ�ʴ������(��������)�Ľ��뽫���ܵ���Ta-WͿ��/�ѺϽ���ϵ�ڸ��º�ʴ��������ϻ����µ���Ϊ��ø��ӣ�������ֱ��Ӱ��Ϳ���ʧЧ����������Ϊ����ʴ������Ϳ�㣬Ta-WͿ�㽫���ܸ��¡���ѹ��ʴ�����յ����ã�������ʱ����ܽ϶�(���ҩ�Ի������ܵ�����)�������¡���ѹ��ʴ�������������Ta-WͿ��/�ѺϽ���ϵ����Ϊֵ�ý�һ���о���
3 ����
1) ���õ绡���ӶƼ������ѺϽ�����Ʊ���Լ32 ��m��Ĵ���-Ta(W)Ϳ�㡣���ȱ�¶�����У�Ϳ������������Ա仯�����ɦ�-Ta(W)����ɣ����ȴ���3 h����ƽ�������ߴ��ɳ���̬��46 nmС������750 ���49 nm��950 ���51 nm��Ta-WͿ��������õ����ȶ��ԡ�
2) ���ȱ�¶�����У�����Ԫ��Ta��Ti��Ta-Ti��ϵ����ɢϵ���IJ��켰Ta��WԪ�����õ��ȶ��ԣ�Ta-WͿ��/�ѺϽ���ϵ�������õĽ��漰Ԫ���ȶ��ԣ�Ϳ����Ta��WԪ��ʼ��ά���ڽӽ�����̬����ˮƽ����Ԫ��Ti��Al��Ϳ����ά�ֵͺ�����Ϳ��Ԫ��������ɢ�������ڻ����ʧЧ����Ϊ��������γ���Ϳ��/����ԭʼ����Ϊ�������巽��������Ԫ�ػ���ɢ�㣬�ն�������ȱ�ݺͽ����仯�����γɣ�����ɢ����Ԫ��Taά����Խϸߺ������¶ȸ����ѺϽ����ATTʱ������Ԫ�ػ���ɢ�Ӿ缰Ϳ��Ԫ���ڦ�-Ti����-Ti�еĹ��ܶȲ��죬�����¶Ⱥ�ʱ�����ϵ������ΪӰ��Ӿ硣
3) ���ȱ�¶�����У�Ta-WͿ������ʱ��仯С��Ϳ�㱣���ȶ�����Ч������Fick���ɣ�550 �桢750 �桢950 ��ʱ������ɢ������ʱ��Ĺ�ϵ�ɷֱ��ʾΪ��x=0.69381+9.44771��10-4t1/2��x=0.08797+ 8.46��10-3t1/2��x=15.19152+6.104��10-2t1/2��
REFERENCES
[1] LEYENS C, PETERS M. Titanium and titanium alloys: Fundamentals and applications[M]. Weinheim: Wiley-VCH, 2006.
[2] ���ϲ, κ����, ���, �ܽ���, ���ľ�. �������ѺϽ��о���չ[J]. �й���ɫ����ѧ��, 2015, 25(2): 280-292.
JIN He-xi, WEI Ke-xiang, LI Jian-ming, ZHOU Jian-yu, PENG Wen-jing. Research development of titanium alloy in aerospace industry[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(2): 280-292.
[3] ��С��, �ij���, �ⰲ��, ������, ���, ̷����. �ѺϽ����Ta-WͿ����Ʊ���ѭ��������Ϊ[J]. �й���ɫ����ѧ��, 2015, 25(6): 1567-1578.
PENG Xiao-min, XIA Chang-qing, WU An-ru, DONG Li-jun, LI Dong-feng, TAN Ji-qiu. Preparation of Ta-W coating on titanium alloy and its oxidation behavior[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(6): 1567-1578.
[4] ����Ⱥ, �Ʋ���, ��Ծ��, ����ũ. TiAl���Ͻ�Ŀ������Լ������[J]. ϡ�н��������빤��, 1999, 28(2): 93-96.
PENG Chao-qun, HUANG Bai-yun, HE Yue-hui, WANG Jian-nong. Oxidation resistance and its improvement of the Ti-Al based alloys[J]. Rare Metal Materials and Engineering, 1999, 28(2): 93-96.
[5] PENG X M, XIA C Q, DAI X Y, WU A R, DONG L J, LI D F, TAO Y R. Ablation behavior of NiCrAlY coating on titanium alloy muzzle brake[J]. Surface and Coatings Technology, 2013, 232: 690-694.
[6] ������. �����仯����ṹ����(�ڶ���)[M]. ������������ҵ������, 2003: 782.
ZHANG Yong-gang. Structural Intermetallics (Volume ��)[M]. Beijing: National Defense Industry Press, 2003: 782.
[7] UNDERWOOD J H, VIGILANTE G N, MULLIGAN C P, TODARO M E. Thermomechanically controlled erosion in army cannons: A review[J]. Journal of Pressure Vessel Technology, Transactions of the ASME, 2006, 128(2): 168-172.
[8] MENTHE E, RIE K T. Plasma nitriding and plasma nitrocarburizing of electroplated hard chromium to increase the wear and the corrosion properties[J]. Surface and Coatings Technology, 1999, 112(1/3): 217-220.
[9] LI Huai-xue, CHEN Guang-nan, ZHANG Kun, LUO Geng-xing, YE Zhi-jun. Degradation failure features of chromium-plated gun barrels with a laser-discrete-quenched substrate[J]. Surface and Coatings Technology, 2007, 201(24): 9558-9564.
[10] UNDERWOOD J H, VIGILANTE G N, MULLIGAN C P. Review of thermo-mechanical cracking and wear mechanisms in large caliber guns[J]. Wear, 2007, 263(7/12): 1616-1621.
[11] LEE S L, DOXBEC M, MUELLER J, CIPOLLO M, COTE P. Texture, structure and phase transformation in sputter beta tantalum coating[J]. Surface and Coatings Technology, 2004, 177/178: 44-51.
[12] LEE S L, WINDOVER D, AUDINO M, MATSON D W, MCCLANAHAN E D. High-rate sputter deposited tantalum coating on steel for wear and erosion mitigation[J]. Surface and Coatings Technology, 2002, 149(1): 62-69.
[13] LEE S L, CIPOLLO M, WINDOVER D, RICKARD C. Analysis of magnetron-sputtered tantalum coatings versus electrochemically deposited tantalum from molten salt[J]. Surface and Coatings Technology, 1999, 120-121: 44-52.
[14] KOIVULUOTO H, VUORISTO P, NAKKI J. Structure and corrosion behavior of cold-sprayed tantalum coatings[C]// Proceedings of the International Thermal Spray Conference. United States: ASM International, 2009: 314-319.
[15] MYERS S, LIN J L, SOUZA R M, SPROUL W D, MOORE J J. The �� to �� phase transition of tantalum coatings deposited by modulated pulsed power magnetron sputtering[J]. Surface and Coatings Technology, 2014, 214: 38-45.
[16] LEE S L, WINDOVER D. Phase, residual stress, and texture in triode-sputtered tantalum coatings on steel[J]. Surface and Coatings Technology, 1998, 108/109(1/3): 65-72.
[17] MATSON D W, MCCLANAHAN E D, RICE J P. Effect of sputtering parameters on Ta coatings for gun bore applications[J]. Surface and Coatings Technology, 2000, 133/134: 411-416.
[18] COLIN J J, ABADIAS G, MICHEL A, JAOUEN C. On the origin of the metastable ��-Ta phase stabilization in tantalum sputtered thin films[J]. Acta Materialia, 2017, 126: 481-493.
[19] NIU Y S, CHEN M H, WANG J L, YANG L X, GUO C, ZHU S L, WANG F H. Preparation and thermal shock performance of thick ��-Ta coatings by direct current magnetron sputtering (DCMS)[J]. Surface and Coatings Technology, 2017, 321: 19-25.
[20] CHEN C, WANG M P, WANG S, JIA Y L, LEI R S, XIA F Z, ZOU B, YU H C. The evolution of cold-rolled deformation microstructure of {001}<110> grains in Ta-7.5wt%W alloy foils[J]. Journal of Alloys and Compounds, 2012, 513: 208-212.
[21] ��С��, ������, �̺���, ֣ ��, κ ��. CVD Ta/W���ϲ��ϵ���ѧ���ܼ�Ӱ������[J]. ϡ�н��������빤��, 2016, 45(1): 197-200.
QI Xiao-hong, HU Chang-yi, CAI Hong-zhong, ZHENG Xu, WEI Yan. Mechanical properties of the Ta/W composite prepared by CVD and their influencing factors[J]. Rare Metal Materials and Engineering, 2016, 45(1): 197-201.
[22] �� ��, �� ��, ������, ��ΰ��. �����۸�Ta-W�Ͻ���֯������������ʴ����[J]. ϡ�н��������빤��, 2012, 41(7): 1211-1215.
WU Yang, YU Gang, HE Xiu-li, NING Wei-jian. Microstructure and high temperature aerodynamic ablation property of Ta-W alloy deposited by coaxial laser cladding[J]. Rare Metal Materials and Engineering, 2012, 41(7): 1211-1215.
[23] NAGASAKI S, HIRABAYASHI M. Binary alloy phase- diagrams[M]. Tokyo: AGNE Gijutsu, 2002.
[24] MARTIN PETER M. Handbook of deposition technologies for films and coatings[M]. 3rd ed. Oxford: Elsevier, 2010: 297-313.
[25] ��С��, �ij���, �ⰲ��, ������, ���, ������. ����ȴ�����NiCrAlYͿ����֯�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(11): 3147-3153.
PENG Xiao-min, XIA Chang-qing, WU An-ru, DONG Li-jun, LI Dong-feng, TAO You-rui. Effect of vacuum heat treatment on microstructure and property of NiCrAlY coating[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(11): 3147-3153.
[26] ������, ������, ������. ����ZrO2-8%Y2O3 ��ĩ����ת�估������������ѧ[J]. �й���ɫ����ѧ��, 2011, 21(12): 3120-3128.
LIU Chun-bo, YU Lian-sheng, JIANG Xian-liang. Phase transition and grain growth kinetics of nanocrystalline 8% yttria stabilized zirconia powder[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(12): 3120-3128.
[27] ROMING A D JR, CIESLAK M J. Interdiffusion in the Ta-W system[J]. Journal of Applied Physics, 1985, 58(9): 3425-3429.
[28] PENG X M, XIA C Q, Dai X Y, WU A R, DONG L J, LI D F, TAO Y R. Study on the interface reaction behavior of NiCrAlY coating on titanium alloy[J]. Surface and Coatings Technology, 2013, 232: 254-263.
[29] ANSEL D, THIBON I, BOLIVEAU M, DEBUIGNE J. Interdiffusion in the body cubic centered ��-phase of Ta-Ti alloys[J]. Acta Materialia, 1998, 46 (2): 423-430.
[30] MCCULLOUGH C, VALENCIA J J, LEVI C G, MEHRABIAN R, MALONEY M, HECHT R. Solidification paths of Ti-Ta-Al alloys[J]. Acta Metallurgica et Materialia, 1991, 39(11): 2745-2758.
Stability of Ta-W coating/titanium alloy under pure thermal exposure
PENG Xiao-min1, DONG Li-jun1, SUN Xiao-gang1, WU An-ru1, XIA Chang-qing2
(1. School of Mechanical Engineering, Hunan Institute of Engineering, Xiangtan 411101, China;
2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Abstract: Ta-10W (mass fraction, %) coating was deposited on Ti-6.48Al-0.99Mo-0.91Fe (mass fraction, %) titanium alloy by arc ion plating (AIP). Vacuum heat treatment, XRD, SEM, EDS, TEM and EPMA analysis were carried out to study the phase composition, microstructure, elements distribution and interface behavior of the Ta-W coating/titanium alloy substrate system under pure thermal exposure. The thermal stability of the coating/substrate system was also evaluated. The results show that the coating/substrate system exhibits satisfying phase composition stability during the pure thermal exposure. The Ta-W coating always consists of polycrystalline ��-Ta(W) without changes of phase composition before and after pure thermal exposure. Only a small increase in average grain size of the Ta-W coating, from 46 nm of as-deposited coating to 49 nm at 750 �� and 51 nm at 950 ��, was observed. The coating/substrate system exhibits satisfying interface and element stability during the pure thermal exposure for the different diffusion coefficient of Ta and Ti in Ta-Ti binary system and the good stability of refractory metals of Ta and W. The Ta-W coating maintains as high Ta and W content level as the as-deposited coating without degradation due to the fast diffusion and solution into the titanium ally substrate. Only an inter-diffusion layer develops at the interface without the formation of voids, cracks and intermetallics. The allotropic transformation temperature (ATT) of the titanium alloy substrate has a significant influence on the coating/substrate system interface and element stability due to the different solid solubility of Ta and W in��-Ti and ��-Ti or/and more violent element inter-diffusion. Compared with the as-deposited coating, the thickness of Ta-W coating maintains stability and shows no obvious changes during the pure thermal exposure. Based on Fick��s law, the relationship between the thickness of inter-diffusion layer and time at 550 ��, 750 �� and 950 �� was discussed.
Key words: Ta-W coating; titanium alloy; pure thermal exposure; thermal stability; vacuum heat treatment
Foundation item: Projects(51671085, 51101054) supported by National Natural Science Foundation of China; Projects(16B058, 14B042) supported by Scientific Research Fund of Hunan Provincial Education Department, China; Project(14JJ3132) supported by Hunan Provincial Natural Science Foundation of China
Received date: 2018-07-30; Accepted date: 2018-10-16
Corresponding author: PENG Xiao-min; Tel: +86-731-58688521; E-mail: xmpeng@hnie.edu.cn
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51671085��51101054)������ʡ����������������Ŀ(16B058��14B042)������ʡ��Ȼ��ѧ����������Ŀ(14JJ3132)
�ո����ڣ�2018-07-30�������ڣ�2018-10-16
ͨ�����ߣ���С������ʿ�������ڣ��绰��0731-58688521��E-mail��xmpeng@hnie.edu.cn
ժ Ҫ�����õ绡���Ӷ�(AIP)��Ti-6.48Al-0.99Mo-0.91Fe (����������%) �ѺϽ�����Ʊ�Ta-10W (����������%)Ϳ�㡣ͨ������ȴ������顢X�����������(XRD)��ɨ��羵(SEM)������(EDS)��������羵(TEM)����������̽�����(EPMA)�ȷ������о����ȱ�¶��Ta-WͿ��/�ѺϽ���ϵ������ɡ�����֯��ò��Ԫ�طֲ���������Ϊ�ȣ���������ϵ���ȶ����ܡ�������������ȱ�¶�����У�Ta-WͿ������������Ա仯�����ɶྦྷ��-Ta(W)��ɣ���ƽ�������ߴ��ɳ���̬��46 nmС������750 ��ʱ��49 nm��950 ��ʱ��51 nm��Ϳ����ֳ����õ����ȶ��ԣ�����Ԫ��Ta��Ti��Ta-Ti��ϵ����ɢϵ���IJ��켰���۽���Ԫ��Ta��W���õ��ȶ��ԣ�Ta-WͿ��/�ѺϽ���ϵ���ֳ����õĽ��漰Ԫ���ȶ��ԣ�Ϳ����Ԫ��Ta��Wʼ��ά���ڽӽ�����̬����ˮƽ��������ɢ�������ڻ����ʧЧ����Ϊ����ϵ���ڽ����γɻ���ɢ�㣬�ն�������ȱ�ݺͽ����仯������γɣ�����Ԫ�ػ���ɢ�ļӾ缰Ϳ��Ԫ���ڦ�-Ti����-Ti�еĹ��ܶȲ��죬�ѺϽ����ͬ���쾧ת���¶�(ATT)����ϵ�����Ԫ���ȶ���Ӱ�����ԣ����ȱ�¶�����У�Ta-WͿ����Ч��ȱ����ȶ��������Ա仯������Fick���ɣ����550��750��950 ��ʱ����ɢ������ʱ��Ĺ�ϵʽ��
[2] ���ϲ, κ����, ���, �ܽ���, ���ľ�. �������ѺϽ��о���չ[J]. �й���ɫ����ѧ��, 2015, 25(2): 280-292.
[4] ����Ⱥ, �Ʋ���, ��Ծ��, ����ũ. TiAl���Ͻ�Ŀ������Լ������[J]. ϡ�н��������빤��, 1999, 28(2): 93-96.
[6] ������. �����仯����ṹ����(�ڶ���)[M]. ������������ҵ������, 2003: 782.
[23] NAGASAKI S, HIRABAYASHI M. Binary alloy phase- diagrams[M]. Tokyo: AGNE Gijutsu, 2002.
