

Effects of retrogression heating rate on microstructures and mechanical properties of aluminum alloy 7050
LI Guo-feng(�����), ZHANG Xin-ming(������), LI Peng-hui(������), YOU Jiang-hai(���)
School of Materials Science and Engineering,
Key Laboratory of Nonferrous Metal Material Science and Engineering of Ministry of Education,
Central South University, Changsha 410083, China
Received 30 June 2009; accepted 10 November 2010
Abstract:
The effects of the retrogression heating rate (340 ��/min, 57 ��/min, 4.3 ��/min) on the microstructures and mechanical properties of aluminum alloy 7050 were investigated by means of hardness measurement, tensile properties testing, differential scanning calorimetry (DSC) and transmission electron microscopy (TEM). The results show that the retrogression heating rate significantly affects the microstructures and mechanical properties of the alloys treated by retrogression and re-aging (RRA) process, and it is found that the medium rate (57 ��/min) leads to the highest mechanical properties. The strengthening phases in the matrix are mainly the fine dispersed �ǡ� precipitates and GP zones, and the grain boundary precipitates are coarse and discontinuous �� phases.
Key words:
aluminum alloy 7050; retrogression and re-aging treatment; microstructure; mechanical propertie ; ; ; ;;
1 Introduction
7000-series high strength aluminum alloys are widely used in the aerospace industry[1]. The T6-treated alloy has the highest strength, but poor stress corrosion resistance. By over-aging, the stress corrosion resistance can be improved, but the strength may be decreased by 10%-15%[2-3]. For this reason, a large amount of researches[3-4] on the mechanism of stress corrosion resistance and the improvement of heat treatment technology were carried out, thus the heat treatment regimes of T73, T74, T76 and T77 were developed successively. In order to obtain the strength of T6 and the corrosion resistance of T73 state, CINA[5] proposed a kind of three-step aging treatment, retrogression and re-aging (RRA) in 1974. The first and the third step aging treatments were equal to the T6 state peak aging treatment, and the second step aging treatment was retrogression at higher temperature. In order to adjust the quantity, size and distribution of the precipitates in the matrix and at grain boundaries, the retrogression time varied from 5 to 2 400 s according to the retrogression temperature and the plate thickness[6]. Extensive researches on RRA treatment technology were done [6-16] before. However, most researches focused on the effects of retrogression temperature and retrogression time on the microstructures and mechanical properties. There were few researches on the effects of retrogression heating rate of RRA treatment on the microstructures and mechanical properties of 7050 aluminum alloy.
In industrial processing, it is hard to attain high heating rate and cooling rate for the inner part of the thick plate during RRA treatment, and to control the retrogression time accurately, which causes the decline of the overall properties of the plate. In order to seek the optimal RRA treatment regimes, this work focused on the effects of different retrogression heating rates of RRA treatment on the microstructures and mechanical properties of 7050 aluminum alloy sheets.
2 Experimental
Hot rolled aluminum alloy 7050 plate of 18 mm in thickness was used in this work, and the chemical composition is given in Table 1.
Table 1 Chemical composition of experimental alloy (mass fraction, %)

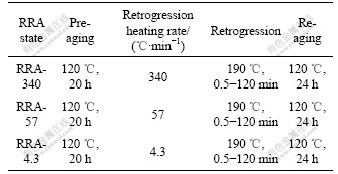
After pre-heating at 420 �� for 90 min, the plates were rolled to 2 mm by multi-pass. Before the RRA treatment, the sheets were solution-treated at 473 �� for 60 min followed by water quenching at room temperature (transfer time ��5 s). The RRA treatment regimes are shown in Table 2. Three retrogression heating rates of 340 ��/min, 57 ��/min and 4.3 ��/min were obtained by the controlled heating in salt bath and air furnace. And the corresponding retrogression and RRA states are denoted by R-340 or RRA-340, R-57 or RRA-57, R-4.3 or RRA-4.3, respectively. After each aging step, water cooling at room temperature was used.
Table 2 RRA processes with different retrogression heating rates
The hardness was tested on a Model HV-10B machine, and five points were tested in each specimen to obtain a reliable average value. The ambient temperature tensile property was tested on a CSS-44100 machine. The differential scanning calorimetry analysis was conducted on the NETZSCHSTA 449C machine at heating rates of 5 and 50 ��/min, respectively.
The microstructure observation was performed on a TECNAI G220 transmission electron microscope with accelerating voltage of 200 kV. The specimens were thinned by conventional electrolytic etching method to about 0.1 mm in thickness, punched into pieces of d 3 mm, and eventually thinned in 30% HNO3 + 70% CH3OH acid below -20 ��.
3 Results
3.1 Hardness
Fig.1 shows the relationships between hardness and the retrogression time of the alloys by retrogression and RRA treatment at different heating rates.

Fig.1 Relationships between hardness and retrogression time at different retrogression heating rates: (a) Retrogression; (b) RRA
Fig.1(a) indicates that the retrogression hardness curves of R-340 and R-57 have the same characteristics, i.e., with the retrogression time prolonging, the hardness decreases first, then increases to a peak value and finally decreases monotonically. However, the hardness curve of R-4.3 is different and has two stages: with retrogression time prolonging, the hardness increases to a peak value first and then decreases monotonically. In addition, with the decrease of retrogression heating rate, the difference among the valley values and peak values of the hardness curves is small, but the time to achieve the valley and peak values is shortened significantly. As shown in Table 3, the time to achieve valley values is shortened from 8 to 1 min, while that of the peak values is shortened from 60 to 16 min with the heating rates decreasing from 340 to 4.3 ��/min.
Table 3 Peak hardness and corresponding time on retrogression curves at different retrogression heating rates
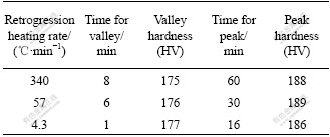
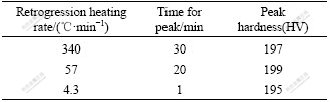
Fig.1(b) indicates that the RRA hardness curves have similar characteristics to their corresponding retrogression hardness curves. For the RRA-340 and RRA-57 curves, with the increase of retrogression time, the hardness increases to the peak value first and then decreases monotonically; while for RRA-4.3 curve, with the increase of retrogression time, the hardness first decreases slowly and then decreases quickly. In addition, peak values of the three RRA hardness curves and their corresponding time are different. RRA-57 has the highest peak hardness, while RRA-4.3 has the lowest hardness peak value. Moreover, the time to reach the peak value is shortened from 30 to 1 min with decreasing retrogression heating rate, as shown in Table 4.
Table 4 Peak hardness and corresponding time in RRA curves at different retrogression heating rates
3.2 Tensile properties
Fig.2 shows the tensile properties of the alloys after RRA treatment.
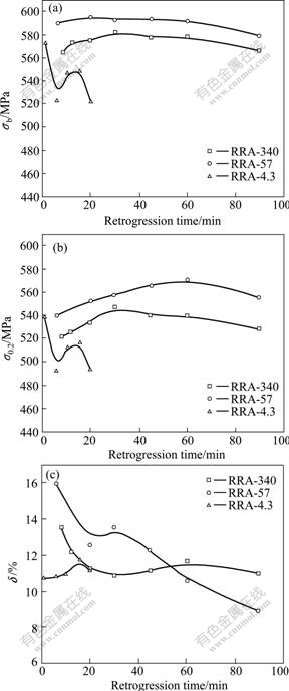
Fig.2 Relationship between tensile properties and retrogression time at different retrogression heating rates: (a) Ultimate tensile strength; (b) Yield strength; (c) Elongation
Fig.2(a) indicates the similar characteristic of the ultimate tensile strength curves between RRA-340 and RRA-57. The ultimate strength increases first and then decreases with slight difference in the value over a period of retrogression time, while the ultimate tensile strength curve of RRA-4.3 shows that the ultimate strength first decreases quickly, then increases slightly for a while and finally decreases monotonically. Fig.2(b) shows the similar features between yield strength and ultimate strength curves, except the time to reach peak value. Fig.2(c) shows that the elongation was quite different compared with the strength. The elongation of RRA-340 and RRA-57 first decreases quickly, then increases slightly for a while and finally decreases monotonically; while the elongation of RRA-4.3 increases to the peak value gradually and then decreases with prolonging the retrogression time. However, the elongation values were almost the same when the yield strength reaches the peak value under the three state conditions.
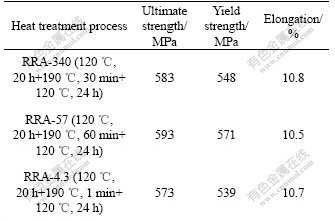
After comprehensive observation, it is found that the time to reach the peak values of tensile property curves in three different conditions were different. The retrogression times for ultimate strength and yield strength to reach the peak value were 30 and 1 min, respectively, for both RRA-340 and RRA-4.3. For RRA-57, the retrogression time for yield strength to reach the peak value was 60 min, while the ultimatestrength remains basically the same over the time, which indicates that RRA-57 leads to better mechanical properties when the alloy is retrogressed for 60 min. Therefore, 30, 60 and 1 min can be regarded as the optimal retrogression time RRA-340, RRA-57 and RRA-4.3, respectively. The ultimate strength, yield strength and elongation of the alloys in three typical states are indicated in Table 5. According to Ref.[17], the tensile properties of this alloy under pre-aging (peak aged) were: ��b=572 MPa, ��0.2=537 MPa, ��=18.9%. It is obvious that the ultimate strength and yield strength of the alloys in three typical states were higher than those of pre-aging state, but the elongations were lower. RRA-57 treatment leads to the highest ultimate strength and yield strength, as shown in Table 5.
Table 5 Tensile properties of alloys treated by three typical RRA processes
3.3 Microstructures
The effects of retrogression heating rates on the microstructures in the specimens after retrogression of 190 ��, 6 min are shown in Fig.3. From Figs.3(a)-(c), it could be seen that with the increase of retrogression heating rate, both the intragranular precipitates and the precipitates at grain boundaries become coarser with wider precipitation free zone (PFZ).
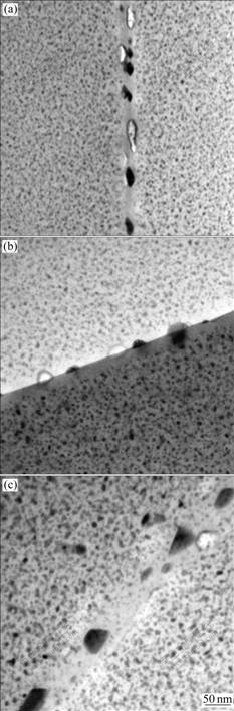
Fig.3 TEM images of alloys after retrogression at 190 �� for 6 min with different retrogression heating rates: (a) 340 ��/min; (b) 57 ��/min; (c) 4.3 ��/min
Fig.4 shows the TEM images of the alloys treated by the three typical RRA processes. As shown in Figs.4(a)-(c), it is observed that the grain boundary precipitates in RRA-340, RRA-57 and RRA-4.3 are all discontinuous. In RRA-340 and RRA-57 they are chain- shaped, while in RRA-4.3 they were multi-rows paralleled. The sizes of the grain boundary precipitates are 17-50 nm, 41-60 nm and 14-34 nm, respectively. The grain boundary precipitates in RRA-57 are the coarsest and the most discontinuous. The PFZ is obvious in the three situations. The precipitates free zones of RRA-340 and RRA-57 are wider, and the width of them is similar. The PFZ in RRA-4.3 is very narrow.
Figs.4(d)-(f) show that there are fine strengthening phases distributed dispersively in the matrix of the alloys in three typical RRA tempers. In comparison, the size of the strengthening phase is the smallest in RRA-340, intermediate in RRA-57, and the largest in RRA-4.3.
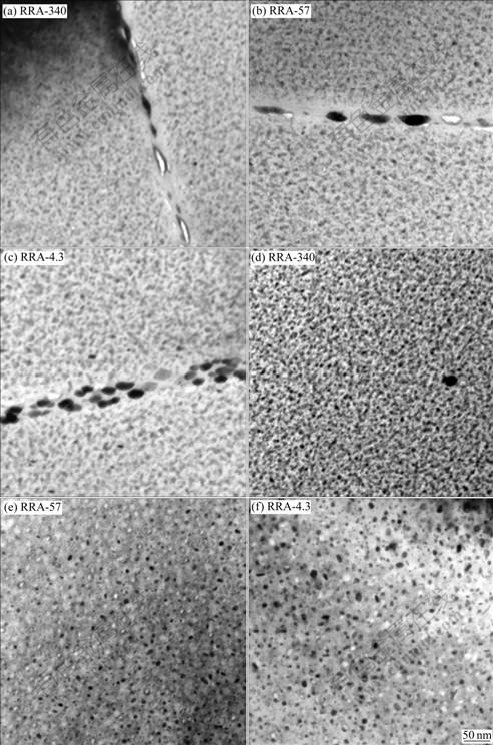
Fig.4 TEM images of alloys treated by three typical RRA processes: (a), (b), (c) Microstructure of grain boundaries; (d), (e), (f) Microstructure of grain interiors
3.4 DSC analysis of pre-aged microstructures
DSC analysis results of the pre-aged alloys are shown in Fig.5. The results show that when heating below the retrogression temperature (190 ��), the pre- aged microstructures suffer from the phase transformation of GP zone, �ǡ� phase re-solution and �� precipitation. Higher heating rate leads to higher temperature of re-solution and more precipitates. The heating rate affects evidently whether the phase transformation process is completed or not during heating to 190 ��.
4 Discussion
4.1 Effects of retrogression heating rate on RRA microstructures
The usual precipitation sequence of 7000-series aluminum alloys can be summarized as[18]: SSSS (super-saturated solid solution)��GP zones��meta-stable �ǡ��stable ��. During the RRA treatment, the main precipitation phases in the matrix are the fine and dispersive GP zone and �ǡ� phase after the first step aging treatment. During retrogression, those GP zones and �ǡ� phases are dissolved or transform into �ǡ� phases or �� phases, respectively. This is closely related to the retrogression heating rate, i.e., whether the phase transformation process is completed or not during heating to 190 ��, as shown in Fig.5. So, the evolution rule of the microstructures during RRA treatment with different retrogression heating rates can be analyzed as follows.

Fig.5 DSC curves of tested alloy after pre-aging treatment at different heating rate: (a) 5 ��/min; (b) 50 ��/min
Under high-speed (340 ��/min) heating condition, the time of heating up is very short and the temperature of specimen increases quickly to the retrogression temperature. It is hard for phase transformation to take place in the pre-aged microstructure during the heating stage. Therefore, a large number of GP zones and �ǡ� phases which are smaller than the critical size are re-dissolved during the early stages of the retrogression step. With the increase of retrogression time, the un-dissolved GP zones transform into �ǡ� phase, and the �ǡ� phase grow up gradually and become �� phase which are incoherent with the matrix. In addition, the �� phase becomes much coarser. Finally, the number of nucleus that can promote re-precipitation of GP zones and �ǡ� phase in the re-aging step is decreased. And it is difficult for GP zones and �ǡ� phase to precipitate out of the matrix in the re-aging step. So, the volume fraction of the precipitates decreases, the size of the new precipitates is small, and the peak value of hardness is slightly low, as shown in Fig.4 and Table 4.
Under low-speed (4.3 ��/min) heating condition, the time of heating up below 190 �� is much longer, so the GP zones have sufficient time to grow up and transform into �ǡ� phase, and the former �ǡ� phase which is smaller than the critical size also grows up gradually. The amount of GP zones and �ǡ� phase that can re-solve into the matrix decreases greatly in the re-solution stage. Before heating up to the retrogression temperature (190��), the phase transformation process of GP zone and the re-solution process of �ǡ� phase is completed, and a few GP zones and �ǡ� phases are re-dissolved. When entering into the retrogression step, the phase transformation process is mainly a process that the �ǡ� phase precipitates continuously from the matrix and transforms into �� phase. Finally, the super-saturation of matrix is lower, and the amount of re-precipitated GP zones and �ǡ� phase decreases in the re-aging step. In addition, the �� phase becomes coarser in this course. So, the peak hardness value of the re-aged alloy is also slightly lower in this condition.
Under medium-speed (57 ��/min) heating condition, the time of heating up in the temperature range below 190 �� is suitable. In the course of heating up, some GP zones and �ǡ� phases precipitated in the pre-aging step are re-dissolved, and others grow up gradually and transform into �ǡ� phase and �� phase, respectively. During retrogression, the re-solution and transformation level of GP zones and �ǡ� phases are properly remained, which promotes the re-precipitation of GP zones and �ǡ� phases during re-aging. Consequently, high strength can be obtained after RRA treatment.
According to the analysis above, it is concluded that too much or too little re-solution and transformation of the former GP zones and �ǡ� phase during heating is unfavorable for the precipitation of re-aging. Fig.3 shows the characteristic of the microstructures after retrogression treatment for 6 min. With the decrease of heating rate, the precipitation phase particles at grain boundary and in the grains become coarser. This indicates that the microstructure evolution process of the heating and retrogression is in accordance with the above analysis.
4.2 Effects of retrogression heating rate on mechancial properties
Both the GP zone and �ǡ� phase act as the main strengthening precipitate. The GP zone is coherent with the matrix, and the �ǡ� phase is semi-coherent with the matrix, so the strengthening effect of �ǡ� phase is better than that of GP zone. The stable �� phase is incoherent with the matrix, so it has lower strengthening effect on the alloy.
Under the high-speed and medium-speed heating conditions, the volume fraction of �ǡ� phase increases with retrogression time, and gradually reaches the peak value. This leads the strength of alloys to increase first in the re-aging step and then decrease because of transformation from �ǡ� phase to �� phase and coarsening of �� phase. At the same time, the elongation decreases quickly with the precipitation of �ǡ� phase. After that, the elongation increases slightly due to the reduction of dislocation density with retrogression time extension. Finally, it decreases monotonically because of coarsening of �� phases and crystal grains.
Under the low-speed heating condition, the phase transformation is mainly a process that the �ǡ� phase transforms into �� phase during the retrogression step, so the strength of alloys first decreases quickly, and then increases slightly as the new �ǡ� phase precipitates from the matrix in the re-aging step. Finally, it decreases monotonically because of �� phase coarsening. Meanwhile, the elongation increases gradually due to the reduction of �ǡ� phase. After arriving at the peak value, the elongation also decreases monotonically because of coarsening of �� phases and crystal grains.
By comparison, under the medium-speed heating condition, the re-precipitation of GP zones and �ǡ� phases is totally completed during the re-aging step, so the strength of alloy is the highest. Under the high-speed heating condition, it is difficult for the GP zones and �ǡ� phases to precipitate out of the matrix, the amount of re-precipitated GP zones and �ǡ� phase is smaller, and the strength of alloy is medium. Under the low-speed heating condition, as the precipitates are coarser and the process of re-aging is partly completed in the re-aging step, the strength of alloy is the lowest.
5 Conclusions
1) The retrogression heating rate has significant influence on the microstructures and mechanical properties of the alloys after retrogression and re-aging treatments. Medium retrogression heating rate leads to the highest mechanical properties.
2) At retrogression heating rate, the strengthening precipitates are mainly GP zone and �ǡ� in the matrix, and the grain boundary particles are the coarser and discontinuous �� phase. The mechanical properties are higher than those by the retrogression at heating rates of 340 and 4.3 ��/min.
References
SHA G, CEREZO A. Early-stage precipitation in Al-Zn-Mg-Cu alloy (7050) [J]. Acta Materialia, 2004, 52(15): 4503-4516.
[1] WILLIAMS J C, Jr STARKE E A. Progress in structural materials for aerospace systems [J]. Acta Materialia, 2003, 51(19): 5775-5799.
[2] ZHAO Ying-tao, RU Ji-gang. A study on treatment T74 of aluminium alloy 7050 [J]. Materials Engineering, 1990, 1: 23-27. (in Chinese)
[3] TIAN Fu-quan, CUI Jian-zhong. Effect of duplex aging on microstructure and properties of 7050 aluminium alloy [J]. The Chinese Journal of Nonferrous Metals, 2006, 16 (6): 958-963. (in Chinese)
[4] CINA B. Reducing the susceptibility of alloys, particularly aluminum, to stress corrosion cracking. US, 3856584 [P], 1974.
[5] Jr OLIVEIRA A F, BARROS M C, CARDOSO K R, TRAVESSA D N. The effect of RRA on the strength and SCC resistance on AA7050 and AA7150 aluminium alloys [J]. Materials Science and Engineering A, 2004, 379(1/2): 321-326.
[6] GAZDA A, WARMUZEK M, WIERZCHOWSKI W. DTA investigation of the retrogression and re-aging in some AlZnMgCu alloys [J]. Thermochimica Acta, 1997, 303(2): 197-202.
[7] ZHANG Kun, LIU Zhi-yi, ZHENG Qing-chun. Effect of different retrogression and reaging heat treatment on high-zinc super-high aluminum alloy [J]. Journal of Central South University: Science and Technology, 2005, 36(2): 188-192. (in Chinese)
[8] ZENG Yu, YIN Zhi-min, ZHU Yuan-zhi, PAN Qin-lin, ZHOU Chang-rong. Effect of RRA on microstructure and properties of new type ultra high strength aluminum alloy [J]. The Chinese Journal of Nonferrous Metals, 2004, 14(7): 1188-1194. (in Chinese)
[9] ZHENG Zi-qiao, LI Hong-ying, MO Zhi-ming. Retrogression and re-aging treatment of a 7055 type aluminum alloy [J]. The Chinese Journal of Nonferrous Metals, 2001, 11(5): 771-776. (in Chinese)
[10] LIU Ji-hua, LI Di, LIU Pei-ying, GUO Bao-lan, ZHU Guo-wei. Effect of ageing and retrogression treatments on mechanical and corrosion properties of 7075 aluminum alloy [J]. Transactions of Materials and Heat Treatment, 2002, 23(1): 50-53. (in Chinese)
[11] MATHEW HALL B, MARTIN J W. The effect of retrogression temperature on the properties of an RRA (retrogressed and re-aged) 7150 aluminum alloy [J]. Zeitschrift fuer Metallkunde, 1994, 85(2): 134-139.
[12] ISLAM W U, WALLACE W. Retrogression and re-aging response of 7475 aluminum alloy [J]. Metals Technology, 1983, 10: 386-392.
[13] AHMET A. Optimization of the strength and intergranular corrosion properties of the 7075 Al alloy by retrogression and reaging [J]. Z Metallkd, 1989, 80(3): 170-178.
[14] THOMPSON J J, TANKINS E S, AGARWALA V S. A heat treatment for reducing corrosion and stress corrosion cracking susceptibilities in 7xxx aluminum alloys [J]. Materials Performance, 1987, 26(6): 45-51.
[15] ROBINSON J S. Influence of retrogressing and reaging on the stress corrosion cracking resistance of 7010 [C]// The 7th international conference on Aluminum Alloys. Charlottesville, 2000, 4: 9-14.
[16] YOU Jiang-hai, LI Peng-hui, LI Guo-feng, LIU Sheng-dan, ZHU Hang-fei. Effect of retrogression processing on mechanical properties and intergranular corrosion of 7050 aluminum alloy [J]. Journal of Central South University: Science and Technology, 2008, 39(5): 968-974. (in Chinese)
[17]BUHA J, LUMLEY R N, CROSKY A G. Secondary ageing in an aluminium alloy 7050 [J]. Materials Science and Engineering A, 2008, 492(1/2): 1-10
Foundation item: Project(2005CB623700) supported by the National Basic Research Program of China
Corresponding author: ZHANG Xin-ming; Tel: +86-731-88830265; E-mail: xmzhang@mail.csu.edu.cn
DOI: 10.1016/S1003-6326(09)60239-9
(Edited by FANG Jing-hua)
Abstract: The effects of the retrogression heating rate (340 ��/min, 57 ��/min, 4.3 ��/min) on the microstructures and mechanical properties of aluminum alloy 7050 were investigated by means of hardness measurement, tensile properties testing, differential scanning calorimetry (DSC) and transmission electron microscopy (TEM). The results show that the retrogression heating rate significantly affects the microstructures and mechanical properties of the alloys treated by retrogression and re-aging (RRA) process, and it is found that the medium rate (57 ��/min) leads to the highest mechanical properties. The strengthening phases in the matrix are mainly the fine dispersed �ǡ� precipitates and GP zones, and the grain boundary precipitates are coarse and discontinuous �� phases.
