
�й���ɫ����ѧ�� 2004,(10),1683-1688 DOI:10.19476/j.ysxb.1004.0609.2004.10.011
��ѹ�ȶ�6201���Ͻ���̬������ѹ������֯�����ܵ�Ӱ��
������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ,������ѧ������ұ��ѧԺ ����110004 ,����110004 ,����110004 ,����110004 ,����110004
ժ Ҫ��
�о��˼�ѹ�ȶ�6201�Ͻ��߲ĵ�����֯����ѧ���ܺ͵������ܵ�Ӱ�졣�������:���ż�ѹ�ȵ�����,T6̬�Ͻ��ǿ����¡�(Mg2Si)��ɢ�ʵ�ijߴ��С,��ɢ�̶�����,�Ͻ��߲ĵĿ���ǿ��,�����ʺ͵���������,��������������ż�ѹ�ȵĽ�һ�����Ӷ���С;����ѹ��һ��ʱ,�������߹����¶���ʱЧ�¶ȵ�����,�߲ĵ���ѧ�����½�,�����������ߡ�����ѹ��Ϊ16.5��29.7,�߹����¶�Ϊ520��540��,ʱЧ�¶�Ϊ150��160��ʱ,�Ͻ���ѧ���ܺ͵������ֱܷ�Ϊ:��b=310��328MPa,��=8.5%��10.3%,��=0.0322��0.0328n����m,�Ϻõ�����Al Mg Si���߱�Ҫ���ú����ļ�ѹ��,��ֱ�������������õ����Ͻ��߲ġ�
�ؼ��ʣ�
6201���Ͻ�;��ѹ��;������ѹ;���̬;������;
��ͼ����ţ� TG376
����飺�����(1964),��,��ʿ�о���.�绰:02483686459;E mail:ztg6835@sina.com;
�ո����ڣ�2004-03-01
����������Ȼ��ѧ�������Ϻ����ּ��Ź�˾����������Ŀ(50274020);
Effect of extrusion ratio on microstructures and properties of 6201 alloy wire produced by semisolid continuous extrusion
Abstract��
Effect of extrusion ratio on microstructures, mechanical properties and electric resistivity of 6201 alloy wire were investigated. It is shown that when the extrusion ratio increases, under T6 heat treatment state, precipitation-hardening phases �¡�(Mg2Si) precipitate heavily and become smaller, meanwhile, the tensile strength, elongation and electric resistivity increase. However, this increase tendency becomes moderate with further increase of extrusion ratio. For a given extrusion ratio, mechanical properties of alloy wire decrease and conductivity increases with increase of on-line solution temperature and ageing temperature. Under the conditions that the extrusion ratio is 16.529.7, on-line solution temperature is 520540 �� and ageing temperature is 150160 ��, the mechanical properties and electric resistivity are ��b=310328 MPa, ��=8.5%10.3% and ��=0.032 20.032 8 n����m respectively. It is satisfied for the application of Al-Mg-Si conductor wire. So fine aluminum conductor wire can be produced by the proposed process and under proper extrusion ratio.
Keyword��
6201 aluminum alloy; extrusion ratio; continuous extrusion; semi-solid; resistivity;
Received�� 2004-03-01
���̬������ѹ�����Ǽ��������̬�����Ʊ���������ѹΪһ�����ɫ�������ճ����¼���, �Ǵ�ͳ��ѹ������������ѹ�����Ľ�һ����չ�� �봫ͳ��ѹ�������, ���̬������ѹ���������豸Ͷ���١� ���ܡ� Ч�ʸߡ� �����������ͼ�ѹ�����¶Ⱥ;�����С���ڿ��Ƶ�һϵ���ŵ�, ������Ϊֹ, Ӣ����ALFOM ALLOYS��˾�Ըü�����Ӧ�û�ͣ���������������߽�, δ������6201���Ͻ��ǿ�ȵ����߲ĵ���ر���
1 ʵ��
�Թ�ҵ����, Al-Si�м�Ͻ��ҵ��þΪ�Ͻ�ԭ��, �Ʊ�6201�Ͻ�Һ������, �úϽ�Ĺ������¶�Ϊ607 ��, Һ�����¶�Ϊ654 ��, ���̬�ӹ��¶ȷ�ΧΪ47 ��, �仯ѧ�ɷ����1��ʾ; ����ͬ��ѹͲ�ͼ�ѹ��ת�ٵ�������, ���ð��̬������ѹ���ι��������˼�ѹ�����ֱ�Ϊ7.1(A), 11.8(B), 16.5(C), 23.0(D), 29.5(E)�����Ͻ��߲�, ��ѹ�ȵļ��㹫ʽΪ: ��ѹ��=��ѹͲ�ĺ�������/�߲ĵĺ�������, �ڼ�ѹ���ڷֱ����ˮ�����߹��ܴ���, �乤�ղ������2��ʾ��
��1 �����Ļ�ѧ�ɷ�
Table 1 Chemical composition of specimen(%)
| Mg | Si | Fe | Cu | Al |
| 0.8 | 0.7 | 0.1 | 0.02 | Bal. |
��2 ������ʱЧ���ղ���
Table 2 Aging process parameters of specimens
| Specimen No. |
Extrusion exit temperature/�� |
Extrusion ratio |
Artificial aging temperature/�� |
| A B C D E |
540,520 540,520 540,520 540,520 540,520 |
7.1 11.8 16.5 23.0 29.7 |
170,160,150 170,160,150 170,160,150 170,160,150 170,160,150 |
���Ƚ��Ͻ��߲��Ƴɱ�����������, Ȼ��ֱ�����������˹�ʱЧ, ʱЧ��������INSTRON 4206��������������Ͻ�����������, ȡ3����������Сֵ�� ������Ʒ��ĥ�⡢ ���, �ú��ḯʴ, ��DMIRM���������¹۲졣 ��羵��Ʒ����˫���ⷨ��ȡ, ���ҺΪ���Һ, �羵�۲���Philp DM420��羵�� �߲ĵĵ�����(����ǿ�ȡ�295 MPa)���Բ���QJ36������ֱ������, ��20 ����������½���, ȡ���Ե�������ֵ��������ʡ�
2 ���������
2.1 �Ͻ��߲ĵ�����֯
�Ͻ��߲�������ѹ״̬�µ�����֯��ͼ1��ʾ, ��ͼ1(a)���Եó�, ������ѹ�ĺϽ���֯ΪϸС���ᾧ�� ��ԭ����: ���ż�ѹ�ȵ�����, һ���漷ѹ�ֶԺϽ�ļ�����������, ���¾�����������, ����˾������ٽᾧ����; ��ΰ��̬������ѹ��ģ�¶ȸߴ�520��540 ��, �ԺϽ���κ˺��ٽᾧ��������, ������ͬʱ�κ������ļ�������, ��֮�Ͻ���ģǻ�е�ͣ��ʱ���, �Ͻ��߲ij�ģ�����ܵ�������ȴ(�����ٶ�Ϊ30 ��/s), �����谭�˾����ij���, ���Գ���ͼ1(a)��ʾ�ĵ����ٽᾧ��֯; ͼ1(b), (c), (d), (e)Ϊ�Ͻ��ֵʱЧ��TEM��֯, �ɴ˿��Կ���, �Ͻ����Ҫǿ��������(Mg2Si)����״����, ��ɢ�� ���ȷֲ��ڻ�����
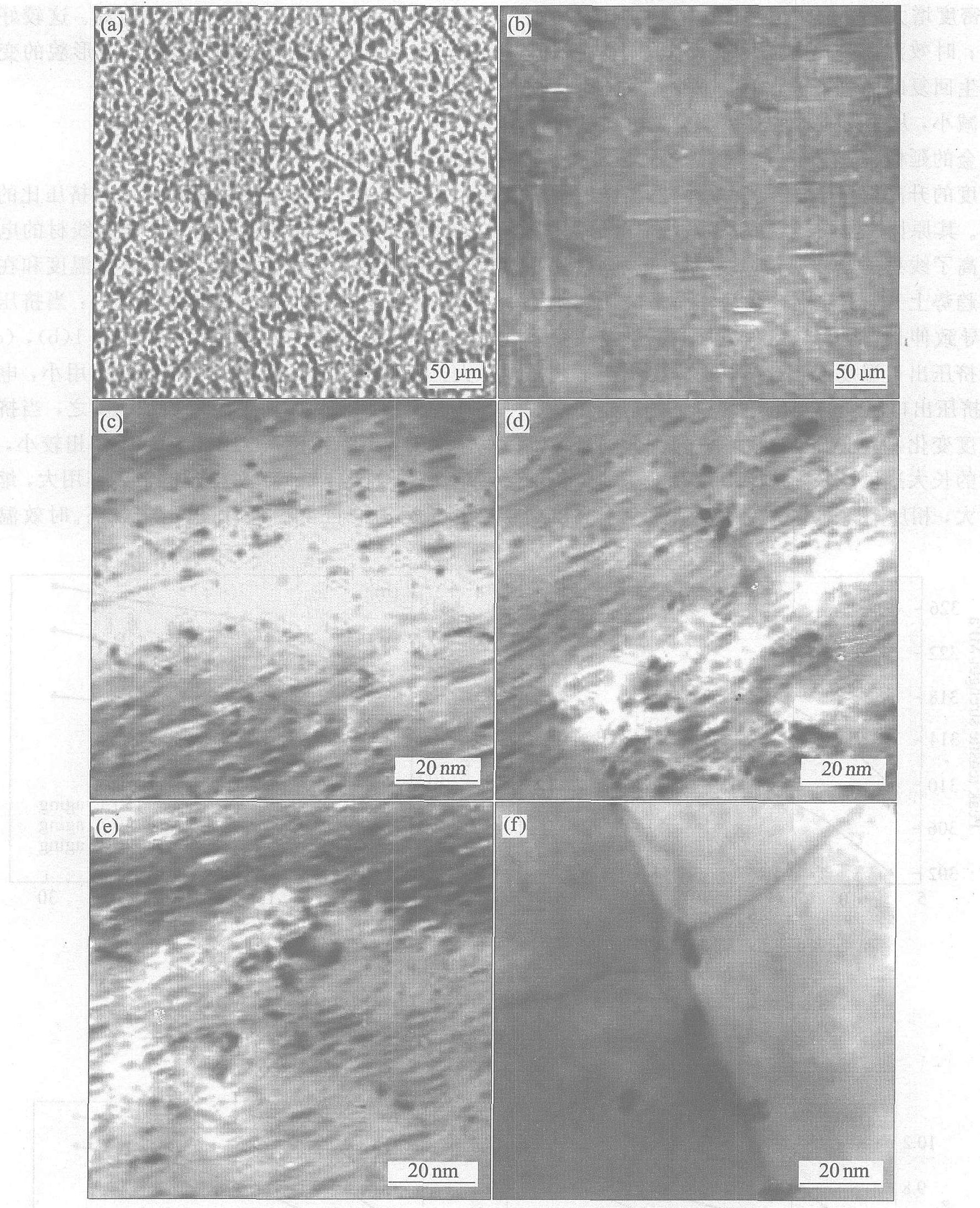
ͼ1 6201�Ͻ��߲ĵ�����֯
Fig.1 Microstructures of 6201 alloy wires (a)��Typical microstructure of alloy wire; (b)��TEM micrograph of alloy A; (c)��TEM micrograph of alloy B; (d)��TEM micrograph of alloy D; (f)��TEM micrograph of alloy E; (f)��Dispersoids pinning dislocations
2.2 �Ͻ����ѧ����
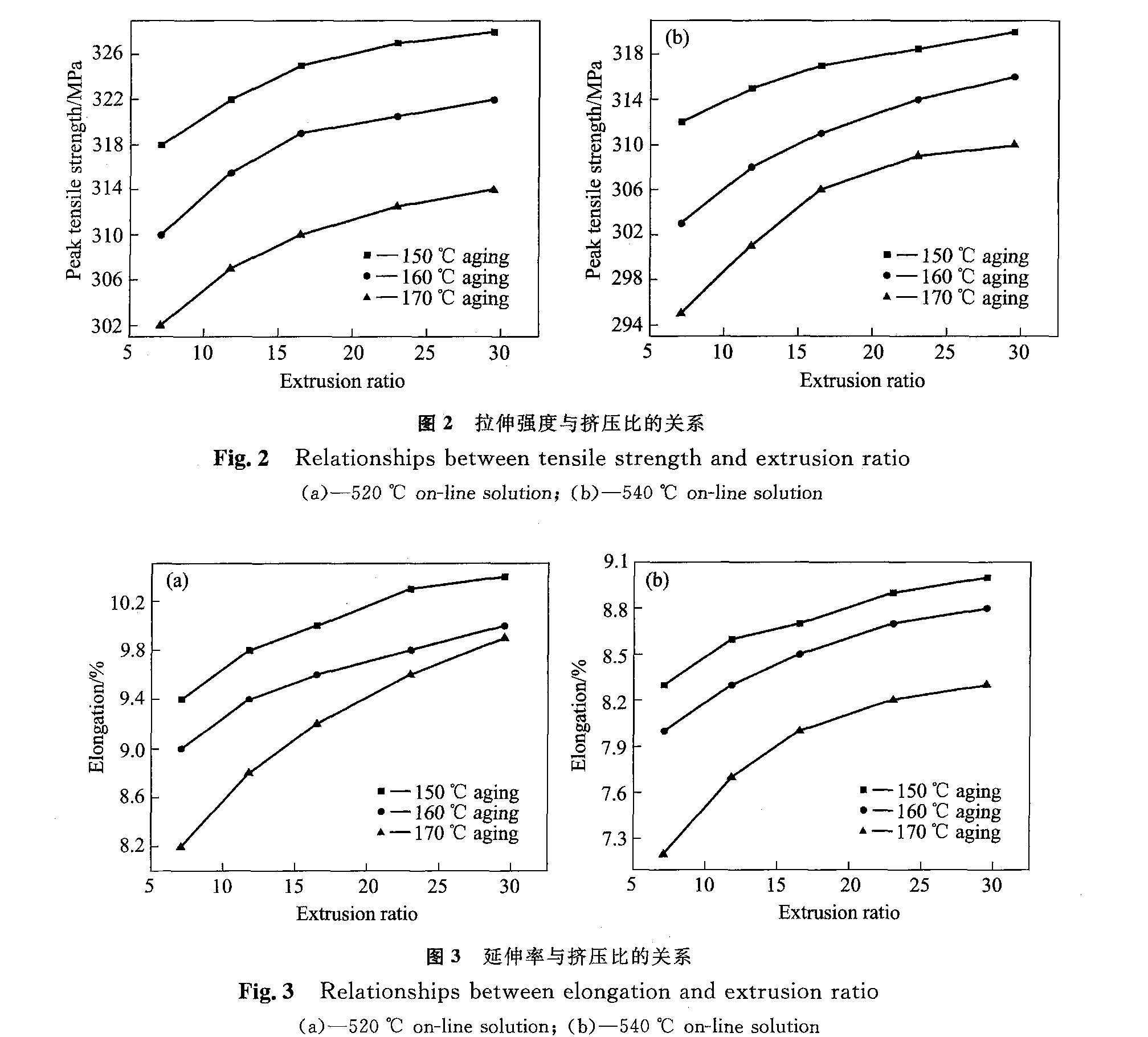
ͼ2��ʾΪ�Ͻ�ͬ��ģ�¶Ⱥ��˹�ʱЧ�����������ǿ���뼷ѹ�ȵĹ�ϵ�� ��ͼ2���Կ���: �߲ĵĿ���ǿ�����ż�ѹ�ȵ����������, ���ż�ѹ�����¶Ⱥ�ʱЧ�¶ȵ����߶����͡� ��ԭ����: ���ڼ�ѹ�ȵ�����, ǿ��������(Mg2Si)�ijߴ��С, �ܶ�����, ��λ���˶�����������, ���ǿ������; ʱЧ�¶�����, ǿ��������������, ͬʱ�����ظ�����������, ȱ�ݼ���, ��λ���˶���������С, �Ӷ�ʹ�߲ĵ�ǿ���½��� ��ͼ3���Կ����Ͻ�����������ż�ѹ�ȵ����Ӷ�����, ����ʱЧ�¶ȵ����߶���С, �������߹����¶ȵ��½��������� ��ԭ����: ��ѹ�ȵ�����, ϸ���˾���, ���������߲ĵ�������; ʱЧ�¶�����, ǿ��������������, �������Ͻ���徧��������������, �����쳤���½�; ��һ����, �������߹����¶��뼷ѹ�����¶ȳ�����, ͬʱ, ��һ������������, ��ѹ�����¶ȵı仯���¾����ٽᾧ�;��������ٶȱ仯, ��ѹ�����¶�����, �Ͻ���ٽᾧ�;����ij����ٶ�����, ��ѹ�����¶ȸߵIJ��ϵľ����ϴ�, �෴, ��ѹ�����¶Ƚϵ͵ĺϽ�����ϸС; �����һ����ѹ��ģ������, ��ѹ�¶�����, �Ͻ�Ŀ���ǿ�Ⱥ������������ߡ� ��Ϻõط���Cavazos�ȶ����������ࡢ ��С�� ��ò�ı仯�������о��ɹ�
2.3 ������
�Ͻ��߲��ڷ�ֵʱЧ�ĵ������뼷ѹ�ȵĹ�ϵ��ͼ4��ʾ�� ��ͼ4���Կ���, �Ͻ��߲ĵĵ��������ż�ѹ�ȵ����������, ����ʱЧ�¶Ⱥ����߹����¶ȵ����߶��½��� ��ԭ����
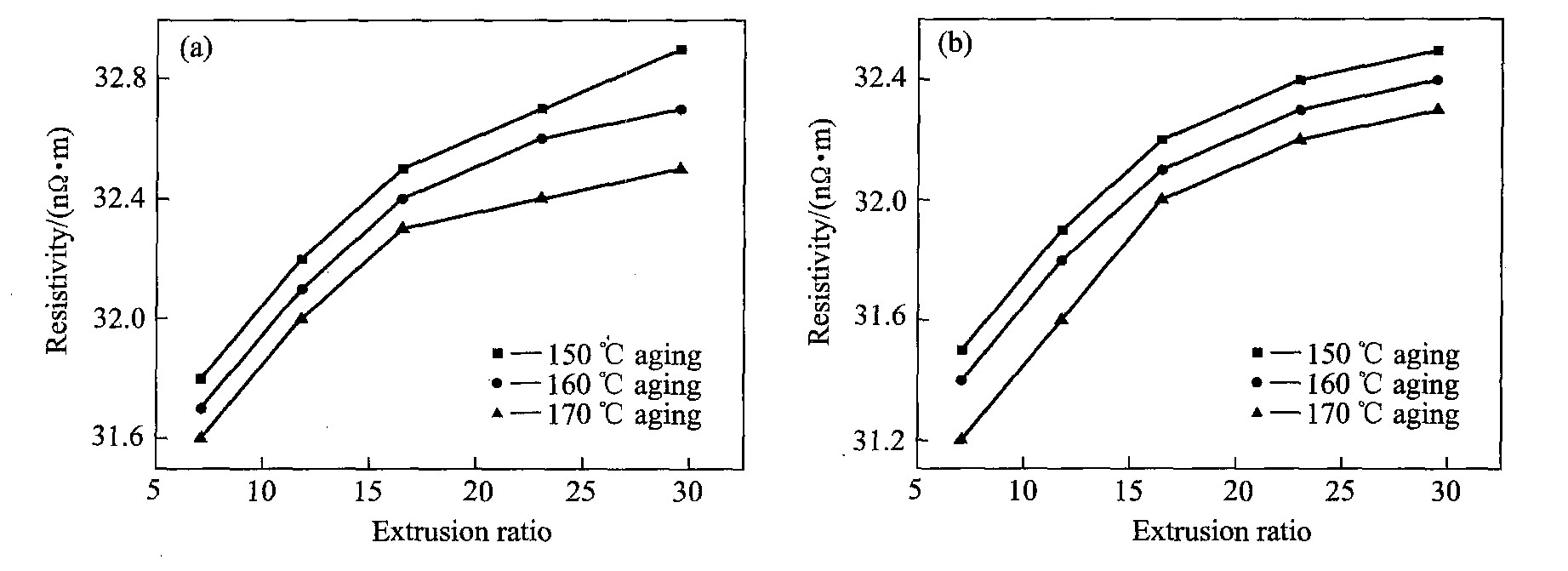
ͼ4 20 ��ʱ�������뼷ѹ�ȵĹ�ϵ
Fig.4 Relationship between resistivity and extrusion ratio at 20 �� (a)��520 �� on-line solution; (b)��540 �� on-line solution
3 ����
1) Ӧ�ð��̬������ѹ������ֱ�����������߹�������Ĵ����֯, ���ٴ�ͳ�Ĺ��ܹ���, ��Լ��Դ��
2) ��ѹ��Ӱ��Ͻ������֯�ͺϽ�����Ҫǿ��������(Mg2Si)�ijߴ�, ���ż�ѹ�ȵ�����, �Ͻ���ǿ��������ߴ��С, �ܶ�����
3) ��һ���ļ�ѹ�¶�������, ���ż�ѹ�ȵ�����, �Ͻ���ǿ�ȡ� �����ʺ͵���������; ����ʱЧʱ����ӳ��ͼ�ѹ�����¶ȵĽ���, �Ͻ�Ŀ���ǿ�ȳ�����������, �������ʺ͵�����������½����ơ�
4) 6201���Ͻ��߲ĵ������������Ϊ: ��ѹ��16.5��30.0, 520��540 ������ˮ�����, 150��160 ��ʱЧ�� �Ͻ��߲ĵ��ۺ������������Ͻ��߱���Ҫ�� �Ͻ������ǿ��Ϊ310��328 MPa, ������Ϊ8.5%��10.3%, ������Ϊ0.032 2��0.032 8n����m��
�����
