
�������Al10.8Zn2.8Mg1.8Cu�Ͻ��������ǿ����Ϊ
������, �� ��, �챦��, ����ΰ, �ܰ���, ʯ����
(������ɫ�����о���Ժ ��ɫ���������Ʊ��ӹ������ص�ʵ����, ���� 100088)
ժ Ҫ��
����������μ����Ʊ�Al10.8Zn2.8Mg1.8Cu��ǿ���Ͻ�, ������ѧ���ܲ��ԡ� �߷ֱ���羵(HREM)�� ѡ������(SAED)���ֶ�ϵͳ�о�120���¸úϽ��ʱЧ���ߺͳ���������Ϊ�� �о��������: �úϽ���120��ʱЧ4hǿ�ȼ��ɴﵽ800MPa����; 16h�ﵽ��ʱЧ״̬, ǿ�ȿɴ�820MPa, �˽�GP������GP��������ǿ������������; 44h����ڳ�ʱ���ʱЧƽ̨, ǿ����800MPa����, �˽Φǡ���ͦ���������ǿ�����á�
�ؼ���: Al-Zn-Mg-Cu�Ͻ�; �������; ��������; ��ѧ���� ��ͼ�����: TG135+.1; TG146.2
���ױ�ʶ��: A
Microstructural evolution of spray formed Al10.8Zn2.8Mg1.8Cu alloy during artificial aging process
ZHANG Yong-an, WANG Feng, ZHU Bao-hong,LIU Hong-wei, XIONG Bai-qing, SHI Li-kai
(State Key Laboratory for Fabrication and Processing of Nonferrous Metals,General Research Institute for Nonferrous Metals, Beijing 100088, China)
Abstract: Al10.8Zn2.8Mg1.8Cu alloy was prepared by spray forming technology. The microstructural evolution and the age-hardening characteristic of spray-formed Al10.8Zn2.8Mg1.8Cu alloy were studied by high resolution transmission electron microscopy (HREM) and selected area electron diffraction (SAED). The results show that the peak ultimate tensile strength (UTS) can get up to 822MPa at 120��, and the corresponding time to reach this peak strength is 16h, the microstructure of this stage contains predominantly the spherical GP�� zones and sheet GP�� zones. The UTS will decrease after peak aging treatment and then keep little change for a relative long time. After 44h, the microstructure of this stage contains predominantly the �ǡ� phase and the �� phase.
Key words: Al-Zn-Mg-Cu alloy; spray forming; precipitate; mechanical property
7������ϵ(AlZnMgCuϵ)��ǿ���Ͻ���ǿ����ߵ����Ͻ�, �����������㷺���ں��պ��졢 �˹�ҵ�ͽ�ͨ���������и�ǿ�Ƚṹ��������, �ǹؼ��Ľṹ����[1-4]�� ������, ��ҵ�������ͨ�������Ż��Ͻ�ɷ���ơ� �ı�7������ϵ���Ͻ��и�����Ԫ�ص��������༰����, �Ľ���ͳ��������������, Ӧ��������������, �������͵��ȴ������յ�, ���ϵļ�����ǿ��(��b)��Χ�����ڵ�500~580MPa�����630~680MPa, �����ﵽ800MPa����, ͬʱ���ϵ����ԡ� �������Ժ���ʴ����Ҳ�õ������[5-8]��
7������ϵ���Ͻ��ǵ��͵�ʱЧǿ�����Ͻ�, ���ܴ������7������ϵ��ǿ���Ͻ��ں�����ʱЧ������, ����������ֽ�, �������˳��Ϊ[9-13]
SSS����+GP������+�ǡ����+��
���� SSSΪ����������, ��Ϊ�����������Ĺ�����, �ǡ��������빲���������, ��Ϊ�����ǹ����ƽ��������(MgZn2)�� ʱЧ̬��7������ϵ��ǿ���Ͻ�������������ࡢ ��̬��ԱȽϸ���, ���ڲ�ͬ����״̬�IJ������ܲ��ϴ�, ����Ҫ���ɲ�ͬ״̬�IJ����е�����������ࡢ ������ �ߴ���������ġ�
�������� �ձ��� Ӣ���� �¹��� ������ �����Ϊ�����Ĺ�ҵ������Ҿ���20����90���������������μ��������ɹ��˺�Zn��8%(��������)����(��ߴ�14%)�� ��bΪ780~830MPa�� ��10Ϊ4%~6%����һ��7������ϵ����ǿ���Ͻ�[14-16]�� ���Ǵ������о����������ڹ��պ�����, ���������ָߺϽĿ�������ǿ���Ͻ�ij�������ǿ����Ϊ�о����١�
���ǻ���������ʶ, ������������������μ����Ʊ���Al10.8Zn2.8Mg1.8Cu��ǿ���Ͻ�, �о���120��ʱЧ������ͬʱЧ״̬�µij���������Ϊ, Ϊ����������μ�����չ�����ܵij���ǿ���Ͻ�춨������
1 ʵ��
�������ʵ���ڱ�����ɫ�����о���Ժ�������Ƶ�SF-200��������豸�Ͻ���, ѡ�ù�ҵ��Al�� ��Zn�� ��Mg�� ��Cu�� ��AlZr��AlNi�м�Ͻ� �����������ι��ղ�������: �����¶�800~850��, ��������400~500mm, б���20��~30��, ��������ת�ٶ�30~60r/min, �½��ٶ�1~3mm/s, �Ʊ���Al10.8Zn2.8Mg1.8Cu���Ͻ��������(d180~200mm)��
������̬�Ͻ������Ƥ��d150mm, ��420�漷ѹ��d30mm�ļ�ѹ����, 450�桢 1h+475�桢 1.5h���ܴ���, 120��ʱЧ������ Ȼ��������ܲ��Ժ���֯����, ��JEM-2000FX����羵��JEM-2100�߷ֱ�羵�Ͻ�һ���۲�Ͻ����֯, �Ͻ����ѧ���ܲ�����MTS-810��������Ͻ��С�
2 ���������
2.1 ʱЧ����
ͼ1��ʾΪ450�桢 1h+475�桢 1.5h���ܴ�����120��ʱЧ���ߡ� ��ͼ�ɼ�, �����Ϲ��ܴ�����ļ�����ǿ�ȴﵽ733~736MPaʱ, ����ǿ��Ϊ580MPa, �뼫����ǿ����150MPa�IJ�ֵ, �����ʱ�����13.4%~14%; ʱЧ4h������ǿ������800MPa����, ����ǿ�ȼ���������750~770MPa, ������Ϊ11%���ҡ� ��˵��������ʱ���ʱЧ�������ϵļ�����ǿ�ȾͿ�������800MPa, ���Dz�������ǿ�������ķ��Ⱥ�����ԶԶ���ڼ�����ǿ��; ����16h��ʱЧ�����ʹﵽ��ʱЧ��, ��ʱ�ļ�����ǿ�ȿ��Դﵽ816~822MPa, ͬʱ��������Ȼ������9%~12%֮��; ����ʱЧʱ����ӳ�, ������ǿ�������½�, ������ǿ�Ȼ���ά����780~800MPa�ķ�Χ�ڲ���, ������Ҳ������7%~9.5%֮��, ��ʱЧʱ��ﵽ72hʱ��Ȼ�����ڸ÷�Χ��, ���ڴﵽ��ʱЧ����ϴ���һ��ʱЧƽ̨, ǿ�Ȳ����ķ��Ⱥ�С��
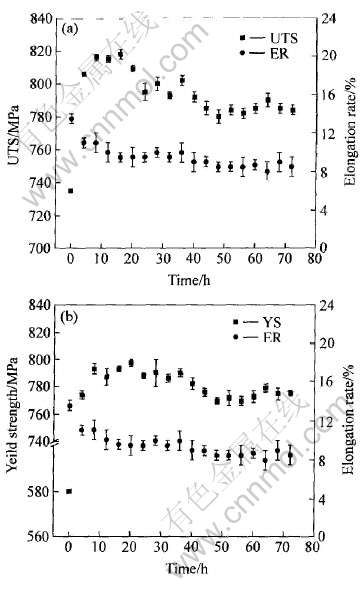
ͼ1 Al10.8Zn2.8Mg1.8Cu�Ͻ�450�桢 1h+475�桢 1.5h���ܴ�����120��ʱЧ����
Fig.1 Aging curve of Al10.8Zn2.8Mg1.8Cu alloy at 120�� after 450��, 1h+475��, 1.5h solute treatment
2.2 ������������
Ϊ�˺ܺõؼ���AlZnMgCu�Ͻ�ij���������ṹ����̬, HREM����ͨ����Al�����[100]�� [110]��[112] ���������䡣 ͼ2��ʾΪAl10.8Zn2.8Mg1.8Cu�Ͻ�120�桢 1hʱЧ��HREM��Ӧ��[100]���������仨��, ���п��Է��ִ��ڴ�����ֱ��2~3nm�ĺ�ɫ��״�ۼ���, [100]���������仨����{1, (2n+1)/4, 0}���������Ӱߵ�, ˵��GP�����Ѿ��γɡ�
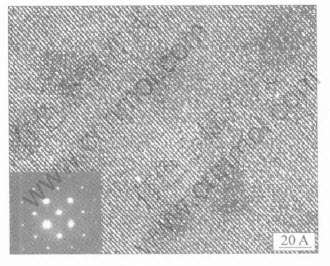
ͼ2 Al10.8Zn2.8Mg1.8Cu�Ͻ�120��, 1hʱЧ��[100]���������仨������Ӧ��HREM��
Fig.2 HREM image and SAED pattern along [100]Al from sample aged for 1h at 120��
GP��������ͨ��[110]�������HREM����� ͼ3��ʾΪ120��ʱЧ4h��HREM���[110]����������仨��, ���п����ж�GP�����Ĵ���, GP������Լ1nm�� 3~4nm��, ƽ����{111}Al��, ��Al������ȫ����, û�����ԵĻ��䡣 ͼ4��ʾΪ120��ʱЧ16h��[110]�����������HREM��, ���п��Է����������͵�GP��(Բ��״��GP��������״��GP����), ˵���ڷ�ʱЧ������GP������GP��������Ҫǿ�����á� GP������Mg��Znԭ���Ŵ��γɵ�, ��Ҫ������{100}Al��, ����140�������ȶ����ڡ� GP������{111}Al��ĸ���λ������ԭ���Ŵ�, ��7������ϵ���Ͻ���450�����ϴ�� 70������ʱЧʱ�γɵġ� ��ͼ4��û����ȷ��֤��֤���빲����ǡ�Ĵ���, ˵���ڴ�״̬�¦ǡ䲻����ǿ���ࡣ
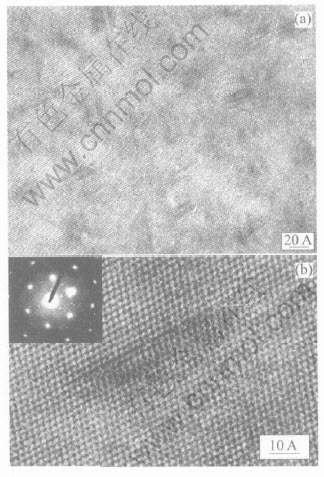
ͼ3 Al10.8Zn2.8Mg1.8Cu�Ͻ�120��, 4hʱЧ��[110]���������仨������Ӧ��HREM��
Fig.3 HREM image(a) and SAED pattern(b) from sample aged at 120�� for 4h in [110]Al projection,showing GP�� zones on (111) plane
ͼ4 Al10.8Zn2.8Mg1.8Cu�Ͻ�120��, 16hʱЧ��[110]�����������HREM��
Fig.4 HREM image along [110]Al from sample aged for 16h at 120��
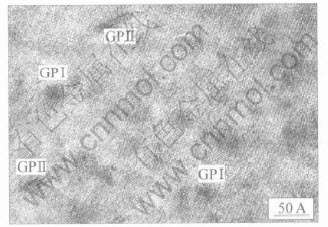
ͼ5��ʾΪ�������Al10.8Zn2.8Mg1.8Cu�Ͻ�120��, 44hʱЧ��[100]�����������HREM�� ��ͼ5(a)���Ժ����Եؿ������������ϴ��ڴ�������״�ࡣ ͼ5(b)��ʾΪ��Ӧ�ĵ���������ĸ߷ֱ���, ������Al�����ǰ빲���ϵ, ˵���Ǧǡ��ࡣ ����, ��״̬���ϵ�����ߵ�֤������Ĵ��ڡ� ͼ5(c)��(d)��ʾ�ֱ��Ӧ�ǡ�ͦ��������ߵ㡣
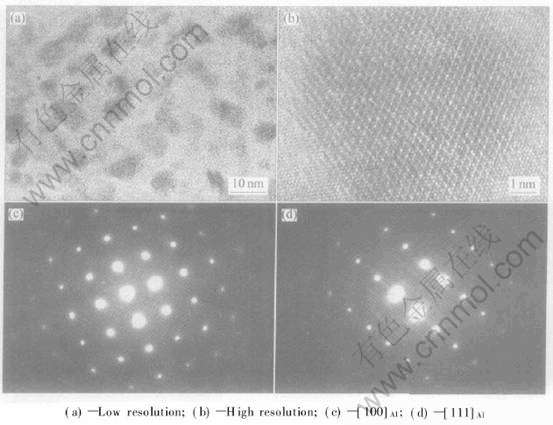
ͼ5 �������Al10.8Zn2.8Mg1.8Cu�Ͻ�120�桢 44hʱЧ��[100]�����������HREM�����仨��
Fig.5 HREM images of �ǡ� precipitate along [111]Al zone axis and SAED patterns
�������������7������ϵ�Ͻ��ڲ�ͬ�ȴ���״̬ʱ��������һ��ǿ������ǿ�������Դ��ڽϴ����顣 Park��[9]��Ϊ��T6״̬ʱ��ҪΪ�ǡ���ǿ��, ��T73״̬ʱ��ҪΪ����ǿ��; De Sanctis[15]��Ϊ�������7������ϵ��ǿ���Ͻ���T6״̬����Ҫ��GP������ɢ�Ħǡ���ǿ��, ǿ�����ӵĿ���ֱ��Ϊ5nm, �ʱ�Ƭ״, ���ɿ��������л��ֲ�������ֱ��0.5~1nm�Ŀ����ۼ���, ����Ϊ����������������ʼ�γɵĽ���� Paris��[17]��Ϊ7������ϵ�Ͻ���120������ʱЧʱ��ҪΪGP��ǿ��, ��ʹ��120��ʱЧ����ʱЧ��, ����������Ҫ��GP��, �����Ͻ��ʱЧʱ, GP��ת��Ϊ�Ǻͦǡ��ࡣ �����������ø߷ֱ���羵ֱ���о��ó��Ľ����Ƿ�ʱЧ��GP������GP��������ǿ������������, ������ʱЧ�Φǡ�ͦ���ǿ�����������á�
3 ����
1) �������Al10.8Zn2.8Mg1.8Cu�Ͻ�120��ʱЧ4h������ǿ������800MPa����; ����16h��ʱЧ�����ʹﵽ��ʱЧ��, ������ǿ�ȿ��Դﵽ816~822MPa, �˽�GP������GP��������ǿ������������; �ﵽ��ʱЧ����ϴ��ںܳ���ʱЧƽ̨, ǿ�Ȳ����ķ��Ⱥ�С��
2) �������Al10.8Zn2.8Mg1.8Cu�Ͻ�120�桢 44hʱЧ����ڴ��ʱЧƽ̨��, �˽Φǡ�ͦ���ǿ�����������á�
REFERENCES
[1]Hirsch J, Karhausen K F, Lochte L. Advances in industrial aluminum research and development[J]. Materials Science Forum, 2002, 396-402: 1721-1730.
[2]Lukasak D A, Hart R M. Strong aluminum alloy shave airframe weight[J]. Advanced Materials and Processes, 1991, 10: 46-49.
[3]Fridlyander I N. Russian aluminum alloys for aerospace and transport applications[J]. Materials Science Forum, 2000, 331-337: 921-925.
[4]Zehnder J. Aluminium in the rail transportation market[J]. Materials Science Forum, 2002, 396-402: 3-8.
[5]Gao M, Feng C R, Wei R P. An analytical electron microscopy study of constituent particle in commercial 7075-T6 and 2024-T3 alloys[J]. Metallurgical and Materials Transaction A, 1998, 29: 1145-1150.
[6]Song R G, Dietzel W, Zhang B J, et al. Stress corrosion cracking and hydrogen embrittlement of an AlZnMgCu allo[J]. Acta Materialia, 2004, 52: 4724-4743.
[7]Adrien J, Maize E, Esterez R, et al. Influence of the thermomechanical treatment on the microplastic behaviour of a wrought AlZnMgCu alloys[J]. Acta Materialia, 2004, 52: 1653-1661.
[8]Chinh N Q, Lendvai J, Ping D H, et al. The effect of Cu on mechanical and precipitation properties of AlZnMg alloys[J]. Journals of Alloys and Compounds, 2004, 378: 52-60.
[9]Park J K, Ardell A J. Effect of retrogession and reaging treatments on the microstructure of Al-7075-T7651[J]. Metallurgical Transactions A, 1984, 15: 1531-1543.
[10]Delasi R, Adler P N. Calorimetric studies of 7000 series aluminum alloys: ��. Matrix precipitate characterization of 7075[J]. Metallurgical Transaction A, 1977, 8: 1177-1183.
[11]Hornbogen E. Formation of nm-size dispersoids from supersaturated solutions of aluminum[J]. Materials Science Forum, 2000, 331-337: 879-888.
[12]Nie J F, Muddle B C, Polmear I J. Effect of precipitate shape and orientation on dispersoids strengthening of aluminum alloys[J]. Materials Science Forum, 1996, 217-222: 1255-1262.
[13]Waterloo G, Hansen V, Gjonnes J, et al. Effect of predeformation and pre-aging at room temperature in AlZnMg(Cu, Zr) alloys[J]. Materials Science and Engineering A, 2001, 303: 226-233.
[14]WEI Qiang, XIONG Bai-qing, ZHANG Yong-an, et al. Production of high strength ALZnMgCu alloys by spray forming process[J]. Trans Nonferrous Met Soc China, 2001, 11(2): 258-261.
[15]De Sanctics M. Structure and properties of rapidly solidified ultrahigh strength Al-Zn-Mg-Cu alloys produced by spray deposition[J]. Materials Science and Engineering A, 1991, 141: 103-121.
[16]Salamci E. Driectionality in the mechanical properties of spray cast and extruded 7������ series aluminum alloys[J]. Turkish J Eng Env Sci, 2003, 27: 169-176.
[17]Paris H G, Sanders T H Jr, Riddle Y W. Assessment of scandium additions in aluminum alloy design[A]. Proceedings of the Sixth International Conference on Aluminum Alloys[C]. Tokyo, Japan, 1998: 499-504.
������Ŀ: �����ص�����о���չ�ƻ�������Ŀ(2005CB623704)
�ո�����: 2006-03-06; ������: 2006-08-14
ͨѶ����: ������, ����; �绰: 010-82241163-209; E-mail: zhangyongan@grinm.com
