
���±�ţ�1004-0609(2010)S1-s0838-05
������CT20�ѺϽ�ĵ��������ӹ���
�� ����Ӣ�����Ժ��£��� ���ݶ��
(������ɫ�����о�Ժ������ 710016)
ժ Ҫ��
������յ��������ӹ����о�CT20�ѺϽ�ĺ������ܣ��������������ӹ����в�ͬ���ղ����Ժ�����״��Ӱ�졣ͨ��������֯�Ĺ۲��Լ���Ӳ�Ⱥ͵����������ܵIJ��ԣ��������ӽ�ͷ����֯���Ͽ���ò�������������γɡ����������CT20�ѺϽ�ĺ����������������ӽ�ͷ�Ŀ���ǿ�ȴﵽ785 MPa���Ͽڲ�λλ����Ӱ����������Ϳ���������Ӱ����������֯��Ϊ���͵�κʽ��֯��ĸ������֯Ϊ��״��������ͦ�ת����֯���ɵ�˫̬��֯��������յ����������ӵ�CT20�Ͻ��ģ��亸���Ӳ��ֵ��ĸ�ĵĸߣ��������Ӱ�����нϴִ��ԭʼ����һ����ת��Ϊ�����͵���״�����塣
�ؼ��ʣ�
CT20�ѺϽ�������������������֯��
��ͼ����ţ�TF 804.3���� ���ױ�־�룺A
Electron beam welding process of CT20 Ti alloy
ZHAO Bin, YANG Ying-li, ZHAO Heng-zhang, DU Yu, GUO Di-zi
(Northwest Institute for Nonferrous Metal Research, Xi��an 710016, China)
Abstract: CT20 alloy plates was welded by using vacuum electron beam welding process, through observing the microstructure, testing the microhardness and the microstructure and property of welded joints, and the formation of porosities in the weld were analyzed. The results show that the porosities are formed in weld metal when CT20 alloy is welded by vacuum electron beam welding, the hardness value of weld metal is higher than that of the base metal, but the impact toughness value of the weld metal is lower than that of the base metal. The partial coarse original �� phase in the weld and HAZ metals are changed into the supersaturated acicular martensite. There are a little acicular ���� phase in the middle of the weld metal, and the interlaced �� structure is formed.
Key words: CT20 Ti alloy; electron beam welding; microstructure
CT20�ѺϽ���������ɫ�����о�ԺΪ������¹�·��������Ƶ�һ�ֽ����ѺϽ𡣸úϽ��ڵ����¾��б�ǿ�ȸߡ������ʵ͡�������ϵ��С�����������Ժá��������ص㣬���Ժܺõ�����Һ��ȼ�ϴ���͵��¹�·ʹ��[1-3]��Ŀǰ�������������ѺϽ��·�����벻���������ӻ������к��Ӽӹ��������ַ���������亸�Ӳ��ϣ����ڱ�������Ĵ����Լ�����Ч�������ƣ����º��ӽ�ͷ�����������Ӻ������½������Һ����α�ϴ���յ��������ӷ�������и������ܶȡ������ԡ������α�С�����ڿ����Լ���ʵ�����ۺ����ֽ������ӵ��ŵ㣬���ѺϽ���Ϻ����е�Ӧ��Խ��Խ�ܵ�����[4-5]���������߲��õ���������CT20�ѺϽ��ģ��о����ӹ��ն�CT20�ѺϽ�������Ӱ����ɣ������ԺϽӽ�ͷ�����¼�-196 �湤���¶��µ���ѧ���ܡ���֯��Ӳ�ȷֲ������о�������˵����ѺϽ��·����ĺ������⣬����CT20�ѺϽ��ڵ��¹�·����Ӧ�þ�����Ҫ���塣
1 ʵ��
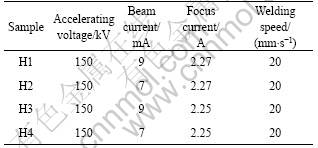
ʵ������CT20�Ͻ����Dz��ö�������Ժĵ绡������d150 mm�������������������졢�����Ƴ�2.5 mm��İ�ģ���ľ�600 �棬1 hȥӦ���˻𡣺����������ZD150-30A��ѹ���������豸�����ӷ�ʽΪ�������ԽӺ�������ʱ����Ӿ��������������ͨ�����ʵ�ֺ��캸�ӹ��ղ�����ѡȡ������Ժ������X�����飬������ۺ��ڲ��������ο�GJB1718A�����ݡ��ڶԺ������ش�ֱ�ں��췽����ȡ�������������¡�������ѧ���ܲ��Ժͽ���۲죬���ӹ��ղ�������1��
��1 ���������ӹ��ղ���
Table 1 Parameters of electron beam welding
2 ���������
ͼ1��ʾΪCT20�Ͻ���������ӽ�ͷ�ĵͱ�����֯���������ԽӺ�ʱ��ͷ��϶С��������������������������ۻ������½ᾧ��ĸ����ɡ���ͼ1�ɼ������������������ִ���Ͻ���̬��֯һ�����ɴִ����״����ɡ�������Ӱ�����dz�խ�������������£�Ϊ300~400 ��m�����ӽ�ͷ�����ۺ����á�
���������ӹ��ղ����е����������۽�������С�Ժ�����״Ӱ�����ͼ1�п��Կ�����4�ֺ��ӹ��պ�����״�нϴ����ھ۽��������������£�������������������ۿ��ͺ�����ȶ��������ӡ�������Ϊ�������Ӳ�������ʱ�� ����������������Ӻ��������룬�������ۿ��ͺ������ͬʱ���ӣ����������������������ۿ��������ӣ�����������������������������ӡ�
�۽�����Ҳ��Ӱ�캸����״�Ĺؼ����أ���Ժ�����״��Ӱ���Ϊ���ӣ�ͨ���仯�۽��������Եõ���ͬ�ĺ�����״����ͼ1���Կ���������۽�ɢ�����ϴ�ʱ(��H1��H2)�����������ڹ�������ļ������������˺�����ȱ�������������С����������ȼ���ͷ��Ǧ���������һ����ȹ�����˵����
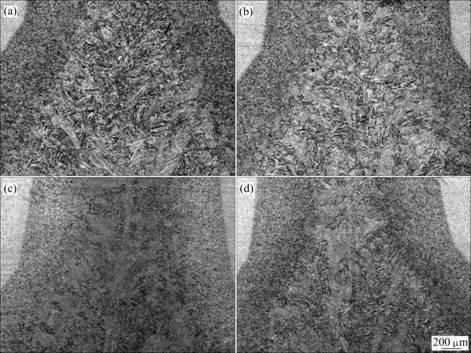
ͼ1 CT20�Ͻӽ�ͷ�����ò
Fig.1 Macrographic of welding joint of CT20 alloy: (a) H1; (b); H2; (c) H3; (d) H4
��λ��������ƫ�ƣ���Ȼ�ܵ�ɢ�������Ĺ������������������Ӱ�죬��ˣ���Ҳ�б��������[6]��
ͼ2��ʾΪCT20�Ͻ�H4�ŶԽӺ���ĺ������Ӱ�����ĸ߱�����֯����ͼ2�ɿ�������ȥӦ���˻�״̬�£�CT20�Ͻ����������ҪΪ�������֯�����Ӻ���Ӱ��������֯Ϊ��״�����������Ļ����֯���������֯Ϊ��״������Ƭ״���Ļ����֯������������ʱ�����ڸ��µĦ��������ȴ��������ȴ�����Ц�����������Ĺ�����������ֽ��У��Ͻ���ȴʱ������ľ���ṹ��������ȴ�����ƣ���Ȼ������ת�䣬�����˹����͵������塣���ڦ�����������������ֱ��ת������������������־����������������������һ��Ϊ��״�Ħ�����֯[7]����ˣ�ԭʼ�Ħ¾����ٽᾧ�γ���״�Ħ�����֯��
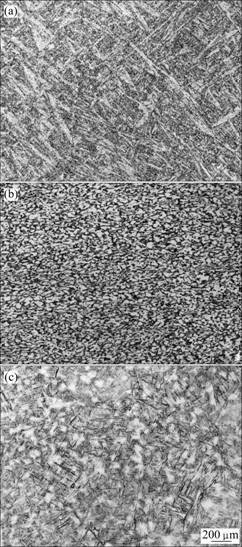
ͼ2 CT20�Ͻ���������켰��Ӱ��������֯
Fig.2 Microstructures of EB welding joint and HAZ of CT20 alloy: (a) Welding joint; (b) Base metal; (c) Heat effect zone
��Ȼ���Ӻ���ȴ�ٶȿ죬�����ں����¶ȳ����ص㣬����Ӱ�����������в�����ȴ�ٶȲ�ͬ���뺸������¶���ȣ���Ӱ���������¶Ƚϵͣ��Ͻ�Ԫ����Ҫ����ɢΪ�����Ͻ����仯����Ҳ����˵����Ӱ������Ӱ����֯ת��Ĺؼ���������ȴ�ٶȡ�������������ȴ�ٶȱȽϿ죬�������Ѿ������˵Ħ�����ֻ��������������״�����ࡣ���ں����������¶ȸߣ��ڿ�����ȴ�����£��߱�������״�Ħ�����������������������¶ȹ���ʱ������ʱ����Խϳ�����ɦ����ȶ�Ԫ�غ������ӣ�ԭʼ�����ڿ�����ȴ������ת��ɵĦ����࣬����ߴ�С�����ݺύ�����У������֯����״������֮���Գ������������ǽṹ�����������ں���ʱ�¶Ⱥ�Ӧ���ۺ�������ɵġ�
��2����ΪCT20�ѺϽ���ļ��������ԽӺ����¡�20 K�����������ܡ��ɱ�2�ɼ���ĸ�ĵ����¿���ǿ��670 MPa���쳤��24%�����亸̬��ͷ�Ŀ���ǿ��775~795 MPa���쳤�ʲ�С��15%�� ͨ���������������Ѳ�λ�Ĺ۲죬�Ͽڲ�λλ����Ӱ��������������ǿ�Ƚϸߡ���˵�����õ���������CT20�Ͻ�ɻ���������õĺ��ӽ�ͷ��Ȼ���Ӻ�������20 K���������ɼ�����������ǿ�ȴ����ߣ������½��ӽ�һ�롣����Ҫ�����������¶ȵĽ��ͣ��������Ƶ��ٽ��������������ߣ��������ѣ�����Ϊ�Ͻ�ǿ�����ߡ������ߴ������������ھ��磬�γɿ������ڵ����¿���������������������ߣ�������ʹ���ﵽ�ٽ�״̬���������ơ���չ�����ѣ������Ŀ����ѳ�����Ϊ���Լ��罵�͡���ͼ3(b)�ɿ����������Ͽڿ��١��ߴ�С���α䲻���ԡ�
��2 CT20�Ͻ��ļ�����������ѧ����
Table 2 Mechanical property of CT20 alloy plate and welded samples
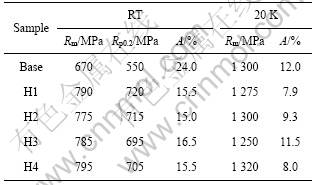
CT20�ѺϽӽ�ͷ���¼�����20 K������Ͽ���ò��ͼ3��ʾ����ͼ3�ɿ������Ͻ���������ʱ��������۶Ͽ�����ϴ������Ͼ��нϸߵ����ԡ��ɶϿ���ò�ɿ������Ͻ����º��ӽ�ͷ�Ͽ�Ϊ�������Ѷ��ѣ����Ѵ�С���ֲ����ȡ���������ǵ�����֯������Ͽ�λ����Ӱ������ĸ�ĸ����йء�20 K����ʱ�������������ڳ��ֶ�����������45���б����������۶Ͽڽ�Ϊƽ�����Ͽ�������ͼ3(b)��ʾ������20 K����Ͽ��Ͼ������������Ŀ��ͽ���̨�ף���Щ̨��������HCP�Ļ��棬�Ͻ���ֳ�һ���ĵ��´����������˵���Ͻ�����������½���

ͼ3 CT20�Ͻӽ�ͷ�Ͽ���ò
Fig.3 Fractographs of EB welding joint of CT20 alloy: (a) Tensile at RT; (b) Tensile at 20 K
ͼ4��ʾΪ���������ӽ�ͷ����Ӳ�����ߡ���ͼ4�ɼ������������Ӳ��ֵ�Ը���ĸ�Ľ�����Ӳ��ֵ��ͨ������Ӳ��ֵ�����ӣ����������Ժ�������֮���͡����켰��Ӱ��������Ӳ�ȷֲ��������ȴ�����Ц���Ĺ���ת��ͺ������������ص��йء����ӽ�ͷ�ڿ�����ȴ�����£�����������ת�䣬��������״������ת�䡣����״��������иߵ�λ���ܶȺ��Ͼ�����״��֯�ij�������˴�������磬ʹ������������Ӳ�����[8]���ѺϽ��е������岻������е�����������������ߺϽ��ǿ�Ⱥ�Ӳ�ȣ��ѺϽ��������������Ӳ��ֻ�Ը��ڦ������壬�ԺϽ��ǿ������С������ĸ���뺸����Ӳ��ֵ������˵����ͬʱ��CT20�Ͻ��к����Ӳ���뺸������״������ĺ�����һ���Ĺ�ϵ����״������Խ�࣬����Ӳ��Խ�ߡ��������д�������״�����࣬ĸ��Ϊ����Ħ�������������ɣ�����CT20�Ͻ��Ӳ���Ը���ĸ�ĵġ���������Ӱ����Ӳ��ֵ�������в�����һЩ����һ��˵�������в�����״������֯Ҫ�����������������Щ��
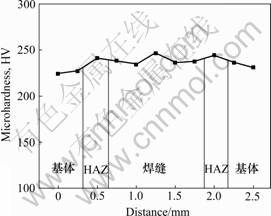
ͼ4 CT20�Ͻӽ�ͷ��Ӳ������
Fig.4 Microhardness curve of welding joint of CT20 alloy
3 ����
1) ������յ���������2.5 mm��CT20�� ����Ӱ����ֻ��300~400 ��m�����ӽ�ͷ�����ں����ã�δ�����ӹ��̲������ס��������Ӱ������֯��Ϊ�ϴִ��ԭʼ�����һ����ת��Ϊ�����͵���״�������ࡣ
2) CT20�Ͻ���������ӽ�ͷ���нϸߵ����¼�������ѧ���ܣ������ȫ����������Ӱ������������������¿���ǿ�Ȳ�����ĸ�ĵġ�20 K�£����ӽ�ͷ������ǿ��Ѹ����ߣ�ͬʱ�����ֳ�һ���ĵ��´��ԣ����������ܴﵽ10%���ҡ�
3) ��������Ͽ���òΪdz�����͵����Զ��ѣ�20 K�£��Ͽ��Ͼ������������Ŀ��ͽ���̨�ס�
4) CT20�Ͻ������������������Ӳ����ĸ�ĵ��൱���������ĵ���Ӳ����ߣ�ΪHV 246�����������������ຸ���������ž�������ӣ�Ӳ�����½������ơ�
REFERENCES
[1] �� ΰ, �� ��. �����ѺϽ���о���״[J]. ϡ�н����챨, 2007, 26(9): 6-10.
LIU Wei, DU Yu. Research situation of the cryogenic titanium alloy[J]. Rare Metals Letters, 2007, 26(9): 6-10.
[2] �� ��, ��ѧ��, ��ھ�. CT20�ѺϽ�20 K�µ�Ӧ����Ϊ����֯��ϵ����[J]. �ѹ�ҵ��չ, 2005, 26(6): 14-17.
DU Yu, CAI Xue-zhang, YANG Guan-jun. Analysis of the relationship between strain behavior and microstructure of CT20 titanium alloy at 20 K[J]. Titanium Industry Progress, 2005, 26(6): 14-17.
[3] ������, ��ھ�, ������, ��ѧ��, �� ��, �� ΰ. CT20�Ͻ�IJ�ͬ����֯�����������о�[J]. ϡ�н���, 2004, 28(2): 330-333.
FAN Cheng-liang, YANG Guan-jun, YU Zhen-tao, CAI Xue-zhang, DU Yu, LIU We. Various microstructures and tensile properties of CT20 alloy[J]. Chinese Journal of Rare Metals, 2004, 28(2): 330-333.
[4] Ԭ˫ϲ, ɳ����, ������. �ѺϽ���������ӵ��о���չ[J]. �������켼��, 2009(9): 51-53.
YUAN Shuang-xi, SHA Qing-tao, XU Pei-qi. Research progress of titanium alloy by electron beam welding[J]. Aeronautical Manufacturing Technology, 2009(9): 51-53.
[5] �ܹ��, ������. ���������Ӽ����ں���������Ӧ��[J]. �繤�����¼���, 1999(1): 25-28.
ZHOU Guang-de, TAO Shou-lin. Application of electron beam welding technique in the flight[J]. Advanced Technology of Electrical Engineering and Energy, 1999(1): 25-28.
[6] �� ƽ, �� ��, ���Ǿ�, ë����. TC4�ѺϽ���������ӹ��ղ����Ժ�����״��Ӱ��[J]. �������켼��, 2008(6): 72-75.
GONG Ping, LUO Yu, WANG Ya-jun, MAO Zhi-yong. Effect of TC4 titanium alloy electron beam welding parameters on weld shape[J]. Aeronautical Manufacturing Technology, 2008(6): 72-75.
[7] ��ϲ��, ������, �׳���. �ѺϽ�Ӧ��[M]. ����: ��ѧ��ҵ������, 2005.
ZHANG Xi-yan, ZHAO Yong-qin, BAI Chen-guang. Titanium alloy and application[M]. Beijing: Chemical Industry Press, 2005.
[8] �� ��, ����ɽ, ���ľ�, ��ȫϲ, �Գɶ�. TC4�ѺϽ�ĵ�������[J]. �ȼӹ�����, 2007, 36(15): 24-26.
ZHONG Yu, QU Jin-shan, CHEN Wen-jing, PAN Quan-xi, ZHAO Cheng-dong. Electron beam welding of TC4 alloy[J]. Hot Working Technology, 2007, 36(15): 24-26.
������Ŀ�����ҿƼ�֧�żƻ�������Ŀ(2007BAE07B03)�������ص�����о���չ�ƻ�������Ŀ(2007CB613807��2006CB601202)
ͨ�����ߣ��� �绰��029-86231078-429��E-mail: zhaobin_51@126.com
