
���Ӵ���������ᾧ���ڴų��ֲ�����������Ϊ
��ٸ�, �� ǿ, �� ��, ��ΰ, �����, ������, �ռ���
(������ѧ ���ϵ�Ź����о��������ص�ʵ����, ���� 110004)
ժ Ҫ��
ͨ��ʵ����Ժ���ֵģ��ķ����о�����ʽ���Ӵ����������ᾧ���ṹ�� ��Ȧλ�á� ��Դ�����Լ�������λ�õ����ضԽᾧ���ڸ�Ƶ�ų��ֲ���Ӱ�졣 ������Sn��Ϊ��Һ��ģ��ʲ����˲�ͬʵ������������ʽ�ᾧ���ڵ�������߶ȡ� �о��������: ����ʽ�ᾧ������Ч�����Žᾧ���ϰ�κ�ȵļ��������; ���ӵ�Դ����ʱ, ���������Ƶ�ų���������ʼ���������ǿ�ȼ����÷�Χ, ��������������γ�; ��Ȧλ��Խ����, Խ�����ڴŸ�Ӧǿ�����ᾧ��, ������������߶ȵ�����; ������Һ��λ�ڸ�Ӧ��Ȧ�߶���������Ȧ����λ��֮��ʱ, ��Ƶ�ų������ڳ�ʼ�����������Ч���ý�ǿ, �ɲ����ϴ�ĵ��ѹ��, �����ڻ�ø߱���������������
�ؼ���: ���Ӵ��������; ���ұ��; ��Ƶ��ų�; ����ʽ; ��ᾧ��; ������ ��ͼ�����: TF777
���ױ�ʶ��: A
Magnetic field distribution and molten metal meniscus behavior in soft contact electromagnetic continuous casting mold
JIN Bai-gang, WANG Qiang, LIU Yan, CUI Da-wei, WU Cheng-tao,WANG En-gang, HE Ji-cheng
(Key Laboratory of National Education Ministry for Electromagnetic Processing of Materials,Northeastern University, Shenyang 110004, China)
Abstract: The experimental measurement and numerical simulation were used to study the magnetic field distribution in the two-stage soft contact electromagnetic continuous casting slit-less mold. And the height of molten metal meniscus was measured under different magnetic field conditions where Sn was used as the simulated media of molten steel. The results show that the penetration of magnetic field in the mold increases with the thickness of mold upside part decreasing. By increasing the electric power, the intensity and the effective range of the magnetic field in the region of initial solidification become larger. When the coil level gets closer to the mold top, it is much easier for the magnetic field to penetrate into the mold, and the height of meniscus becomes higher accordingly. When the meniscus level is located between the coil top level and coil center level, the effect of the high frequency magnetic field on the region of initial solidification for billet is largest, and the magnetic field distribution becomes uniform, which is helpful to improving the billet surface quality.
Key words: soft contact electromagnetic continuous casting; electromagnetic metallurgy; high frequency electromagnetic field; two-stage; slit-less mold; meniscus
���Ӵ�������������ܹ�����������ۡ� �����Ƶ�ȱ�ݵ�����������, ͬʱ�ܴ���������������, �������ѳ�Ϊ�����������о��ȵ�֮һ[1-4] �� Ȼ�����Ӵ�������������ܷ�ɹ�Ӧ����ʵ������, �ؼ�ȡ���ڽᾧ���Ƿ�������ȴ����Ч����Ҫ�� Ŀǰ, ���Ӵ���������Ľᾧ�������ʺͽṹ�IJ�ͬ��Ϊ�з�ʽ���Ӵ��ᾧ������ʽ���Ӵ��ᾧ�����֡� �з�ʽ���Ӵ��ᾧ���������������, ���ᾧ���ڴų��ֲ�������, �ᾧ��ǿ���½�, ��ȴˮ��·��Ƹ���[2-4]�� ����ʽ�����Ӵ��ᾧ�����з�ʽ�ᾧ�����, ����������߽ᾧ��������ǿ�ȡ� �ṹ����ȴˮ��·ϵͳ���ŵ�, ͬʱ�ֱ�֤�˴ų��Ĵ���, ��ʹ�ᾧ���ڴų��ֲ�����, ��������[5-7]�� ��ǰ���Ӵ������о����ȵ��ǽᾧ���ڵĴų��ֲ���������ı��ι���, ������ܶ�ѧ�߶Դ˽����˴������о�[1-16]�� Cha��[3]��Cho��[12]���з�ʽ�ᾧ���ڵĴų��ֲ���������ֵ�����ʵ�����ۡ� Tho��[1] ͨ��ʵ�鷽���Խᾧ�������������Ϊ�������о�, ָ������������Ϊ���������������Ĺ�ϵ�� Nakata��[14]��������ʹŸ�Ӧǿ��֮��Ĺ�ϵ������̽�֡� �ڹ�ΰ��[9, 11]��������ʹŸ�Ӧǿ�Ƚ������о���
����, ���ϵ��о���������з�ʽ�ᾧ�������е�, �������ʽ�ᾧ�����о����������١� �������߶�d100mmԲ������ʽ���Ӵ���������ᾧ���ڴų��ֲ���������߶Ƚ�����ʵ�����, ����������ʽ�ᾧ���ϰ�αں� ��Դ�����Լ���Ȧλ�ö�����ʽ�ᾧ���ڴų��ֲ���������߶ȵ�Ӱ�졣 ���ڴ��о��Ļ�����, ��һ��ͨ����ֵģ��ķ����о���Һ̬�������������Ӧ��Ȧ���ڲ�ͬ���λ��ʱ������ʼ��������Ÿ�Ӧǿ�ȼ����ѹ���ķֲ�����, Ϊ���Ӵ��������������ʽ�ᾧ��������ѹ��ղ�����ȷ���ṩ���ۺ�ʵ�����ݡ�
1 ʵ��
1.1 ʵ��װ�ü�ʵ������
����ʽ�ᾧ��[6]�ϲ�Ϊ��Ч�����õIJ���, �²�Ϊ����Ч�����õ�������ͭ, �ڽᾧ��������ø�Ӧ��Ȧ, ���������Ƶ��Դ�����ӡ� ���ڽᾧ������Ч������ϵļ������ȳ�����, ��ᾧ����ȳɷ���, ���о����ü����ϰ�αں�ķ�ʽ����߽ᾧ������Ч��, ʵ��װ�ü����ֲ���ͼ1�� ����ᾧ������Բ�Ĵ�Ϊ����ԭ�㡣 ʵ����Ե�����ʽԲ���ᾧ�����ò�ͬ�ϰ�κ��(0�� 1.1��2.0mm)��ģ�ⲻͬ��Ч���Ľᾧ�����ϡ� ��ʵ��������1���С�
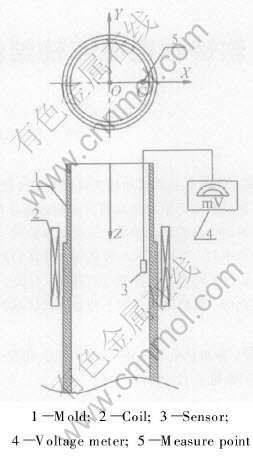
ͼ1 ʵ��װ�ü�ͼ��ʵ����ѡ��
Fig.1 Experimental apparatus and locations of measurement points
��1 ʵ�����
Table 1 Experimental parameters
1.2 �Ÿ�Ӧǿ�ȼ�������IJ���ԭ��
����С��Ȧ��[9]�ⶨ���������½ᾧ���ڴŸ�Ӧǿ�ȡ� �������߽�̽����Ȧ�뽻������������ ��������������ų���С��Ȧ�и�Ӧ���ĵ綯�ơ� �����Ӵ����������, ���ڵ������, ����������Ҫ���������������ϵĴų�, ��˱���������Ҫ�����о������ᾧ�����洦������������(z�᷽��)�ĴŸ�Ӧǿ�ȷֲ���
���ý���[11]��������¼��Ӧ���������������״�� ��ν���Ʒ���ָ����ͭƬ���뵽����Һ̬�Ͻ���, Һ̬��������ͭƬ�䷢�����Ͻ�Ӧ������������, �Ӷ������������״�ķ����� ʵ������Һ̬���۵�Ͻ���(�ܶ�Ϊ7.3g/cm3, �۵�Ϊ232��)��Ϊ��Һ��ģ���, ����ʢװ��d90mm��5mm�ķǵ���ʯӢ����������, ���ø�Ӧ��Ȧ����Ƶ��Ϊ20kHz�ĸ�Ƶ����ų�, ��ʹ֮������Һ̬��������������, �Դ��о�����ʽԲ�����Ӵ���������ᾧ���ڽ���Һ����Ϊ������
2 ��������
�о��������, �����Ӵ��������������, �ᾧ���ṹ�� ��Դ���ʼ���Ӧ��Ȧ�߶ȵȹ��ղ�����ֱ��Ӱ�쵽����������Ĵų������ѹ���ֲ�, ����Ӱ�쵽��Һ��������Ϊ�����������ı�������[4, 9-10]�� ���, ���о��Բ�ͬ��������������ʽ�ᾧ���ڵĴŸ�Ӧǿ�ȼ�������߶Ƚ��в��������, Ϊ�����ߵ���Ͻ�ᾧ�������ṩ���۲ο����ݡ�
2.1 �ᾧ���ϰ�κ�ȱ仯���ڲ��Ÿ�Ӧǿ�ȵ�Ӱ��
Ϊ���첻ͬ��Ч���IJ����ڲ��Ÿ�Ӧǿ�ȵķֲ�����, ��������ͨ���ı�ᾧ���ϰ�κ����ģ�ⲻͬ��Ч���IJ���, �Կ��������3����ͬ�ṹ�ᾧ�����洦����Ÿ�Ӧǿ�ȵķֲ����м�⡣ ͼ2��ʾΪ��Դ����Ϊ30kW, ��Ȧ���˾���ᾧ�����°�����Ӵ�Ϊ20mmʱ, ���ؽᾧ���������������ϵĴŸ�Ӧǿ�ȷֲ��� ��ͼ2�ɼ�, ���ڱ��о����õ�����ʽ���Ӵ���������ᾧ��, �ڽᾧ���ϰ�θ߶ȷ�Χ��, �ᾧ���ڲ��Ÿ�Ӧǿ����������������ǿ, �ų���Ҫ�����ڽᾧ���ϰ�θ߶ȷ�Χ��, �ᾧ���°�θ߶ȷ�Χ������������Ÿ�Ӧǿ��Ѹ��˥���� �Ÿ�Ӧǿ�ȵ����ֵ��������Ȧ��������Ȧ����λ��֮��, ����Ȧ��������Ȧ����λ��֮�������������ϵĴŸ�Ӧǿ�ȷֲ��Ͼ���, �ҴŸ�Ӧǿ�Ƚϴ� ���, ��ʵ�ʽ�ע������, Ӧ��Һ�汣������Ȧ��������Ȧ����λ��֮��, ����������ǿ���Ӵ�Ч����

ͼ2 ��ͬ�ϰ�κ������ʽ�ᾧ��������Ÿ�Ӧǿ�ȵķֲ�
Fig.2 Distribution of magnetic flux density on vertical direction in two-stage molds with different upside part thickness
���ڽᾧ���ڶԸ�Ƶ�ų��м���ЧӦ, ��˽���ų���Ҫͨ���ᾧ���ϲ��ϱ��IJ�����ᾧ���ڲ��� ��ͼ2Ҳ�ɿ���, �ᾧ���ϰ�αں�Խ��, �Ը�Ƶ�ų�����������ԽС, �ڲ��Ÿ�Ӧǿ��Խ��, �Ÿ�Ӧǿ�ȵ����÷�ΧҲԽ�� �����ʵ������������, ������ǿ�ȵ�������, Ӧ������С�ᾧ���ĺ��, ���߲��ø���Ч���IJ��ϡ� ����3���ᾧ���ų��ֲ�����һ��, �Խᾧ���ϰ�αں�Ϊ0mm�Ľᾧ���ڴų���Ϊ����, Ϊȷ��ӳ�ڲ��ų�������仯�Ĺ���, ����ʵ��������ϰ�κ��Ϊ0mm�Ľᾧ��, ���൱�ڽᾧ���ϰ�β���Ϊ���Եľ�Ե���ϡ�
2.2 ��Դ���ʱ仯�Խᾧ���ڴų��ֲ���������߶ȵ�Ӱ��
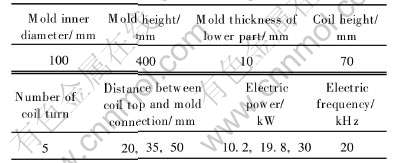
����Ȧ����ᾧ�����°�����Ӵ��ľ���Ϊ50mm������, �����˵�Դ���ʱ仯�Կ���ʱ�ᾧ���ڴų��ֲ�������ʱ������߶ȵ�Ӱ�졣 ͼ3(a)��ʾΪ��õ�����ʽ�ᾧ��������Ÿ�Ӧǿ�ȷֲ�(P��ʾ��Դ����)�� ��ͼ3(a)�ɿ���, �ڲ�ͬ������, ��Ȼ�Ÿ�Ӧǿ�ȵķ�ֵ�Գ�������Ȧ��������Ȧ����λ��֮��, ���ǹ��ʱ仯�ԴŸ�Ӧǿ��Ӱ��ϴ� �����ʽϵ�ʱ, �Ÿ�Ӧǿ�Ƚ�С, �ų��ֲ��Ͼ���, �Ҹþ�������Χ�Ƚϴ�; ���ŵ�Դ���ʵ����, �ᾧ���ڵĴŸ�Ӧǿ��Ҳ��֮����, ��Ȧ��������Ȧ����λ�ü�Ĵų��仯��Ϊ���ԡ� ͼ3(b)��ʾΪ��ͬ��Դ����������ʽ�ᾧ����������߶ȵIJ��Խ��(ͼ��0mm��ˮƽ�߱�ʾû�дų�ʱ��Һ��λ��, λ�ڽᾧ�����°�ε����Ӵ�)��
ͼ3 ���ʱ仯������Ÿ�Ӧǿ�ȼ��������Ӱ��
Fig.3 Effect of power on magnetic flux density(a) and meniscus behavior(b)
��ͼ3(b)�ɿ���, ���ʽϵ�ʱ, ������߶Ƚ�С, ��Һ��Ƚ�ƽ��; ���ŵ�Դ���ʵ�����, ������߶�Ҳ��֮����, ͬʱ, ���ʵ������ֵ���������IJ����������� ����Դ���ʹ���, ����������治���ȱ���, ����������������������۵�ȱ�ݡ� ���, �����Ӵ��������������, ��ߵ�Դ���ʹ�Ȼ������ǿ�ᾧ���ڵĴŸ�Ӧǿ�Ⱥ�������߶�, ���Ӵų������Ժ��������ȶ�������������, Ӧ����ʶ����Դ���ʵ�����Ӧ����һ�������ķ�Χ, �ڴ˷�Χ��ͨ����ߵ�Դ���������ڸ��������ı���������
2.3 ��Ӧ��Ȧλ�õĸı�Խᾧ���ڴų��ֲ���������߶ȵ�Ӱ��
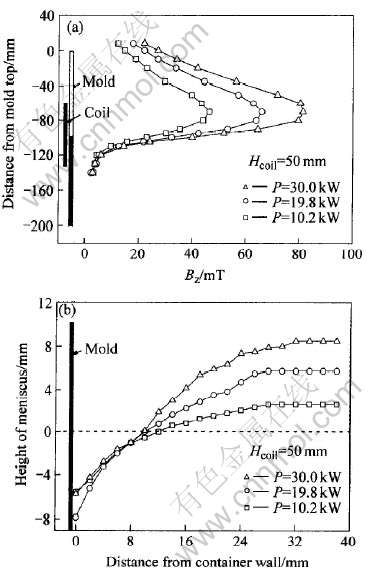
�����Ӵ����������, ��Ӧ��Ȧ�������ĸ�Ƶ�ų�, ��Ÿ�Ӧǿ�ȼ��ڿռ�ķֲ�������ų����÷�Χ�ڽ��������λ�á� ��״������������ء� Ϊ��ñ��νϴ��������, ��Һ��λ��Ӧ�ڴŸ�Ӧǿ�Ƚϴ� ����Ȧ�IJ�ͬ��װλ����Ӱ�쵽�ᾧ���ڵĴų��ֲ�, ����Ӱ�쵽Һ̬������������α������� ����Դ����Ϊ30kWʱ, �ֱ�����˲�ͬ��Ȧλ��ʱ�ĴŸ�Ӧǿ�ȷֲ���������߶ȡ� ��Ȧ��ȡλ�÷ֱ�Ϊ��Ȧ���˾�ᾧ�����°�����Ӵ�20�� 35��50mm 3�ֲ�ͬ���(ͼ��Hcoil��ʾ��Ȧ���˾�ᾧ�����°�����Ӵ��ľ���)��
��Ȧλ�öԽᾧ��������ų��ֲ���������߶ȵ�Ӱ����ͼ4��ʾ�� ��ͼ4��֪, ��Ȼ�Ÿ�Ӧǿ�ȵķ�ֵ��������Ȧ��������Ȧ����λ��֮��, ��������Ȧ����, �Ÿ�Ӧǿ�ȵķ�ֵ����, ����λ��Ҳ��֮����, ������߶�Ҳ������ ����Ȧ��������, �ᾧ���ڴŸ�Ӧǿ�Ⱥ�������߶�����Ȧ�����ƶ����ӡ� �ҿ��Կ���, ����Ȧ��������, ������Ȧ������, ����ų���˥���ӿ졣 �������ڽᾧ���ڵĵ�ų���Ҫ�ɽᾧ���ϰ�����Ĵų�, ����Ȧ�����·��Ĵų��ܵ��ᾧ�������ζ�Ѹ��˥����
�ɴ˿ɼ�, ��Ȧλ�����������ڴŸ�Ӧǿ����������������Ч���÷�Χ������ �ۺϿ�����Ȧλ�öԴų��ֲ���Ӱ��, ��ȦӦ����һ���Ż���λ��, ��ʵ��Ӧ����, Ӧ��������Ȧ�����ᾧ����ڰ�װ��
ͼ4 ��Ȧλ�ñ仯������Ÿ�Ӧǿ�ȼ��������Ӱ��
Fig.4 Effect of coil position on magnetic flux density(a) and meniscus behavior(b)
3 ��ʼ���������ų��ֲ����Ե���ֵģ��
�����Ӵ��������������, Һ̬��������������Ĵų��ֲ����Ծ����������������漰��ʼ��������ĵ��ѹ���ֲ�, ����ֱ��Ӱ�쵽������ͳ����������������е��ȶ��Լ���Ƶ�ų������Ӵ�����Ч���� ���, �б�Ҫ�Բ�ͬ������λ�������µĴų��ֲ���������һ�������о��� �����ܼ���ֶε�����, ͨ��ʵ���ⶨ������������Һ̬��������������ĴŸ�Ӧǿ�ȵķֲ������Դ���һ���Ѷ�, ���, ���ô���������ANSYS����ģ���о���
3.1 ʵ��ģ�͵Ľ������߽�������ȷ��
ANSYS��ά��Ƶ��ų�����������Ԫ��ʽ�ɵ�ų���Maxwell�����鵼��, ������ʸ����Ϊ��ų������������ɶȡ� ���ǵ�����ʽ�ᾧ��ϵͳ�ĶԳ���, ȡ�ᾧ����1/4��Ϊ�о�����, �����ᾧ���� ��Ӧ��Ȧ�� �ᾧ���ڽ��������Լ��ᾧ����Χ�Ŀ������� ����ģ�͵ijߴ���ʵ���ýᾧ���ߴ���ͬ, �ϰ�β�����Ч�����õ����Ծ�Ե����, �°��Ϊ����Ч�����õ�ͭ�� ģ���ڶԳ�ƽ���趨������ƽ������, �ڿ�������߽��趨����Զ��־, �Խᾧ��ͭ�ڼ��ᾧ���ڽ��������趨��·���������� ��ϸ�Ӧ��Ȧһ�˵�ʱ����ֵ������ɶ�, ����ij�ڵ�ʩ�ӵ���������
��������: 1)��Һ��Ϊƽ��, ������������ų��ֲ���Ӱ��ɺ���[9]; 2)�ᾧ����ȫ��Ϊ��Һ, ���������������̹���; 3)���Խᾧ������; 4)�������㲻���硣 ����ģ�ͶԳ���, �ڶԳ����趨������ƽ�б߽�����, �趨����ᾧ���ߴ�5�����Ĵ���Ϊ�㡣 ��ԴƵ��ȡΪ20kHz, ��Ȧ����Ϊ2kA�� ���о��������õIJ������Բ���: ��Һ(1520��)�� �ᾧ���ϲ�����(220��)�� �ᾧ���²�ͭ��(220��)�� ��Ӧ��Ȧ�������ĵ����ʷֱ�Ϊ8.5��10-7�� 1��1020�� 1.6��10-8�� 3��10-8��1��1020����m, ��Դŵ��ʶ�Ϊ1��
3.2 ���������Ŷȷ���
Ϊ��ȷ��ANSYS��ų��������Ŀ��Ŷ�, �����Ƚ��е�������, ʹ����ʵ��ģ�͵Ľṹ�ߴ���ǰ������ʵ��ᾧ���Ľṹ�ߴ���ȫ��ͬ�� �ڿ���������, ���n=5�� Hcoil=35mm��ʵ���������ж�Ӧ���㡣 ��������������, ����������ʵ���������Դﵽһ�µ�Ч��, ���ֻ�ܱȽ�һ�����ֲ�ͬ�����´ų��Ĵ�������, ����һ�µĻ�, ���ǾͿ�����Ϊ��������������Ԥ��ʵ����, ���ֵ����Ҫͨ��������ʵ���о�����һ����֤������������ ͼ5��ʾΪ�ᾧ����ʵ����(ͼ1��C��)���Ÿ�Ӧǿ�ȵ���ֵ��������ʵ�������ıȽϡ� ����������, ͨ����ֵģ����õĴŸ�Ӧǿ���ڽᾧ���ڵķֲ�������ʵ���ôų��ķֲ����ƻ���һ�¡� �ɴ�, ���о���Ϊ��������ANSYS����Ԫ��������������Ӵ���������ᾧ���ڵ�������Ԥ�⡣
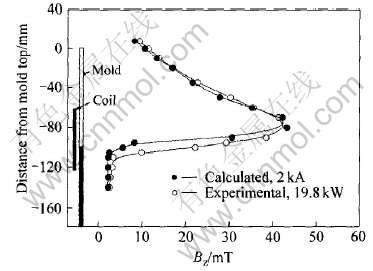
ͼ5 �������������ıȽ�
Fig.5 Comparison between measured and simulated Bz values
3.3 Һ��λ�ö�������ʼ��������ų������ѹ���ֲ����Ե�Ӱ��
�����Ӵ��������������, �����ij�ʼ���̿�ʼ��Һ̬����������ײ�, �����������·�һ�����ȷ�Χ��������Һ̬���������������ϵĵ��ѹ�������˸�ˮ��ѹ���������������ǵ�ѹ��, �ؿ��˳�������ᾧ���ڼ�ı�����ͨ��, ���ڼ���ᾧ�����������б�����ͨ���ڵĶ�ѹ�仯, ��֤��ʼ���̹��̵��ȶ����������Ե�����[11]�� ���, �ڹ̶��ᾧ���ṹ����Ӧ��Ȧ�ߴ��ǰ����, ��Һ�����Ӧ��Ȧ���ڲ�ͬ���λ��ʱ��ʼ��������ų������ѹ���ķֲ����Խ��п���, Ϊ����ʽ���Ӵ���������ᾧ����ѹ��ղ�����ȷ���ṩ�˸���ֵ��������ݡ� �ڼ��������, �ᾧ���ϰ�θ߶�ȡΪ100mm, ��Ӧ��Ȧ�߶�ȡΪ70mm, ��Ȧ������ᾧ�����Ӵ�50mm, ��ԴƵ��Ϊ20kHz, ��Ȧ����Ϊ2kA��
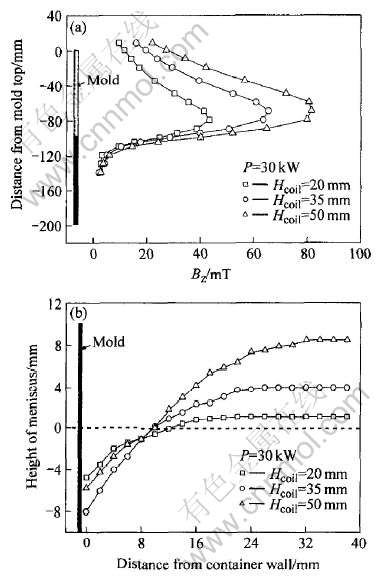
ͼ6��ʾΪ�������ò�ͬ������λ�������½ᾧ���ڽ����������Ĵų��ֲ��� ��ͼ6�ɿ���, ��������λ����Ȧ����λ�ø���ʱ, ��Ƶ�ų��ĴŸ�Ӧǿ���������洦�ﵽ���, ��������������˥���� ����������λ�õIJ�������, ������������ʼ��������ų��ĴŸ�Ӧǿ������, ���ų�����Ч���÷�Χ��С, �ų������������ϵ�˥�����١� ������������������ڸ�Ӧ��Ȧ����ʱ, �ų��ķֲ����Է����ϴ�仯, �Ÿ�Ӧǿ�����ֵ��������Ӧ��Ȧ����ƫ�ϵ�ijһ��λ, ������������������ͬʱ˥���� ��������λ�õIJ������, �����ڳ�ʼ���������Ƶ�ų��ĴŸ�Ӧǿ�Ƚ����ϼ�С��
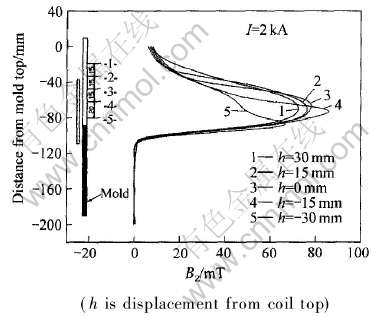
ͼ6 ��ͬ������λ�������µĴŸ�Ӧǿ�ȷֲ�
Fig.6 Calculated magnetic flux density distribution in electromagnetic mold with different meniscus levels
�ɴų�������, Ӧ�ù�ʽ[9]: pm=B2z/2�̡� ���Ƽ���������������ʼ��������ĵ��ѹ���� ʽ�� pm��ʾ���ѹ��, Pa; Bz��ʾ������������Ÿ�Ӧǿ��, T; �̱�ʾ��������Ĵŵ���, H/m�� �ڼ��������, ��������Ĵŵ��ʵ�����մŵ��ʡ� ͼ7��ʾΪ��ͬ������λ�������µĵ��ѹ���ֲ��� ��ͼ7�ɿ���, ���ѹ�����и�Һ����ķֲ�������Ÿ�Ӧǿ�ȵ�����ֲ����ƻ�����ͬ�� ����pm��B2z, ���ѹ������ֲ��IJ������Ա��ֵø�Ϊ���ԡ�
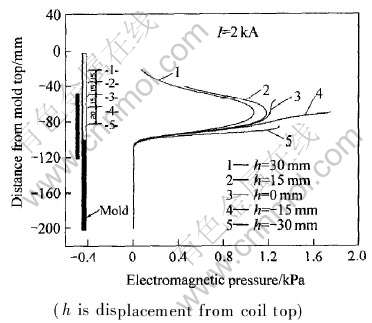
ͼ7 ��ͬ������λ�������µĵ��ѹ���ֲ�
Fig.7 Calculated electromagnetic pressure distribution in region of initial solidification under different meniscus levels
����ѧ��[1-2, 9, 12-13, 15]�ڴŸ�Ӧǿ��Ϊ9.7~40mT�������½��������Ӵ�����ʵ��, ��ȡ�������õ�Ч���� ��������ͨ��ʵ�����ֵģ�������ʽ�ᾧ�����о�����, �ϰ��ѡ�����Ƚϴ�IJ���, ����Ч�������������Ӵ��ᾧ������Ҫ��, Ϊ���ϵĿ����ṩ�����ۺ�ʵ�����ݡ�
4 ����
1) �ᾧ���ϰ�εıں�Խ��, �Ը�Ƶ�ų�����������ԽС, �ᾧ����Ч��Խ�á� ���, ��ѡ��ᾧ���ϰ�β���ʱӦ����ѡ�����, ��Ч�����õIJ��ϡ�
2) ���ӵ�Դ���ʽ������Ƶ�ų���������ʼ�����������Ч���÷�Χ�� ���ʵ���ߺ�����ʽ�ᾧ���ڸ�Ƶ�ų��Ÿ�Ӧǿ�ȵ�����������Һ̬��������������Ч������ǿ��������߶ȵ�����
3) ��ȦԽ�����ᾧ������, Խ�����ڴŸ�Ӧǿ�����ᾧ��, ������������߶ȵ�����, ��ʵ��Ӧ����, �ɾ�������Ȧ�����ᾧ����ڰ�װ��
4) �����Ӵ����������, ��Һ̬����������λ�ڸ�Ӧ��Ȧ��������Ȧ����λ��֮��ʱ, ��Ƶ�ų���������ʼ�����������Ч���÷�Χ�ϴ�, �ɲ����ϴ�ĵ��ѹ��, �����ڻ�ø߱���������������
REFERENCES
[1]Toh T, Takeuchi E, Hojo M. Electromagnetic control of initial solidification in continuous casting of steel by low frequency alternating magnetic field[J]. ISIJ International, 1997, 37(11): 1112-1119.
[2]DENG Kang, REN Zhong-ming, JIANG Guo-chang. Theoretical and experimental analysis of continuous casting with soft-contacted mould[J]. Trans Nonferrous Met Soc China, 2000, 10(3): 314-319.
[3]Cha P R, Hwang Y S, Nam H S, et al. 3D numerical analysis on electromagnetic and fluid dynamic pheno-mena in a soft contact electromagnetic slab caster[J]. ISIJ International, 1998, 38: 403-410.
[4]Yoshida N, Furuhashi S, Tanaka T. Newly designed stiff EMC mold with imposition of super-high frequency electromagnetic field[A]. Proceeding of the 3rd International Symposium on Electromagnetic Processing of Materials[C]. Nagoya: ISIJ, 2000: 388-391.
[5]����, ��ǿ, �˰�Ԫ, ��. �ֵ����Ӵ���������ᾧ�����о���չ[J]. ����, 2003, 52(6): 379-383.
WANG Wei, WANG Qiang, DENG An-yuan, et al. The recent development of soft-contact mold of electromagnetic continuous casting for steel[J]. Foundry, 2003, 52(6): 379-383.
[6]��ǿ, �ռ���, ������, ��. ���Ӵ�������������з�ᾧ��[P]. �й�ר��: 02132867.6, 2002.
WANG Qiang, HE Ji-cheng, WANG En-gang, et al. The Slit-Less Mold Used in Soft Contact Electromagnetic Continuous Casting[P]. Chinese Patent: 02132867.6, 2002.
[7]��ٸ�, ��ǿ, �˰�Ԫ, ��. ����ʽ�����ᾧ���ڵ�ų��ֲ�����������Ϊ[J]. ����, 2005, 54(6):556-559.
JIN Bai-gang, WANG Qiang, DENG An-yuan, et al. The distribution of magnetic flux density and molten metal meniscus behavior in two-stage billet mold[J]. Foundry, 2005, 54(6):556-559.
[8]����ʤ, ������, �˿�. ��������ų���Բ���ν���Һ�ڵ�����ֲ�[J]. �й���ɫ����ѧ��, 2002, 12(5): 30-35.
LEI Zuo-sheng, REN Zhong-ming, DENG Kang. Distribution of electromagnetic force in cylinder shape liquid metal under amplitude modulated alternating magnetic field[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(5): 30-35.
[9]�ڹ�ΰ, �ֹ���, ������, ��. �������Ӵ����������ʼ��������Ƶ�ų��ķֲ�[J]. ����ѧ��, 2002, 38(2): 208-214.
YU Guang-wei, JIA Guang-lin, WANG En-gang, et al. High frequency magnetic field distribution in region of initial solidification within soft contact electromagnetic continuous casting mold of billet[J]. Acta Metall Sin, 2002, 38(2): 208-214.
[10]����, ����, ��͢��. �������Һ���߶���ѧģ�͵Ľ�����Ӧ��[J]. �й���ɫ����ѧ��, 2004, 14(9): 1465-1469.
WANG Hui, JIN Jun-ze, LI Ting-ju. Mathematical modeling for liquid-column height in electromagnetic casting and its application[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(9): 1465-1469.
[11]�ڹ�ΰ, �ֹ���, ������, ��. �������Ӵ���������ᾧ���ڸ�Һ��������Ϊ����ģ��[J]. ����ѧ��, 2000, 36 (12): 1253-1257.
YU Guang-wei, JIA Guang-lin, WANG En-gang, et al. Thermal physical simulation of meniscus behaviors of molten steel in the soft contact electromagnetic continuous casting mold of billet[J]. Acta Metall Sin, 2000, 36 (12): 1253-1257.
[12]Cho Y W, Oh Y J, Chung S H, et al. Mechanism of surface quality improvement in continuous cast slab with rectangular cold crucible mold[J]. ISIJ International, 1998, 38: 723-729.
[13]ZHANG Zhi-feng, LI Ting-ju, WEN Bin, et al. Electromagnetic continuous casting by imposing multi-electromagnetic field[J]. Trans Nonferrous Met Soc China, 2000, 10(6): 741-744.
[14]Nakata H, Inoue T, Mor H, et al. Improvement of billet surface quality by ultra-high-frequency electromagnetic casting[J]. ISIJ International, 2002, 42(3): 264-272.
[15]Joonpyo P, Hoyoung K, Heetae J, et al. Continuous casting of steel billet with high frequency electromagnetic field[J]. ISIJ International, 2003, 43(6): 813-819.
[16]�˰�Ԫ, �ڹ�ΰ, �ֹ���, ��. ���Ӵ���������ᾧ������ά��������״����ֵģ��[J]. �����о�ѧ��, 2001, 13(3): 10-14.
DENG An-yuan, YU Guang-wei, JIA Guang-lin, et al. Numerical simulation of three-dimensional meniscus shape in electromagnetic soft-contact mold[J]. Journal of Iron and Steel Research, 2001, 13(3): 10-14.
������Ŀ: ���Ҹ����о���չ�ƻ�������Ŀ(2001AA337040); ����ʡ�Ƽ����Ƽ�����������Ŀ(2006221007); ��������ѧ�ع���Ա��������������Ŀ
�ո�����: 2006-06-05; ������: 2006-11-17
ͨѶ����: �� ǿ, ����; �绰: 024-83681726; ����: 024-83681758; E-mail: wangq@mail.neu.edu.cn
[5]����, ��ǿ, �˰�Ԫ, ��. �ֵ����Ӵ���������ᾧ�����о���չ[J]. ����, 2003, 52(6): 379-383.
[6]��ǿ, �ռ���, ������, ��. ���Ӵ�������������з�ᾧ��[P]. �й�ר��: 02132867.6, 2002.
[7]��ٸ�, ��ǿ, �˰�Ԫ, ��. ����ʽ�����ᾧ���ڵ�ų��ֲ�����������Ϊ[J]. ����, 2005, 54(6):556-559.
[8]����ʤ, ������, �˿�. ��������ų���Բ���ν���Һ�ڵ�����ֲ�[J]. �й���ɫ����ѧ��, 2002, 12(5): 30-35.
[9]�ڹ�ΰ, �ֹ���, ������, ��. �������Ӵ����������ʼ��������Ƶ�ų��ķֲ�[J]. ����ѧ��, 2002, 38(2): 208-214.
[10]����, ����, ��͢��. �������Һ���߶���ѧģ�͵Ľ�����Ӧ��[J]. �й���ɫ����ѧ��, 2004, 14(9): 1465-1469.
