

Effect of rolling process on microstructures and mechanical properties of AZ31B alloy sheets
LE Qi-chi(������), ZHANG Zhi-qiang(��־ǿ), CUI Jian-zhong(����)
Key Lab of Electromagnetic Processing of Materials, Northeastern University, Shenyang 110004, China
Received 28 July 2006; accepted 15 September 2006
Abstract:
AZ31B magnesium extruded slabs prepared from LFEC were rolled at fairly lower temperature at 3, 6 and 16 m/min rolling speeds into 1 mm thickness. The results indicate that the microstructures achieved by rolling at low temperature or at low rolling speed are composed of many prismatic regions divided by shear strips due to pile-up of twin crystals; the prismatic regions increase at elevated rolling temperature or at high rolling speed, and finally all are composed of equiaxed crystals without twin crystals due to dynamic recrystallization. After optimizing control of rolling process, excellent mechanical properties would be acquired. The mechanical properties of AZ31B sheet are ��b=350 MPa, ��0.2=300 MPa, and ��=12.0% when rolled at 6 m/min. At the same time, the difference of mechanical properties between transverse and longitudinal direction reduced markedly.
Key words:
AZ31B magnesium alloy; rolling process; microstructure; mechanical properties;
1 Introduction
Magnesium alloy has been widely used for structural components, notably in the automotive industry and 3C fields[1-2]. However, it has been perceived to exhibit poor workability and poor ductility at room temperature so that the casting, especially die casting, is the principal forming processing[3-5]. As AZ31 is considered the suitable magnesium alloy for the stamping process at the present time, therefore, more research work on hot working process of AZ31B has been reported recently[6-9], and its rolling process manufacturing sheet were paid more attention to in recent years due to its considerable potential for improving mechanical properties[10-12], however, no notable improvements were achieved. AZ31B billets produced by LFEC have high metallurgical quality[13]. In the present study, the rollability of extruded slabs from LFEC AZ31B billets and the effect of rolling schedule on their microstructures and mechanical properties were examined.
2 Experimental
The material used in this investigation was a commercial AZ31B magnesium alloy. The alloy having a chemical composition of Mg-2.6%Al-1.2%Zn-0.2%Mn (mass fraction) was prepared in a 100 kg mile steel crucible furnace with a cover, and then cast into a d160 mm billet by LFEC[13]. The billets after annealed at 683 K for 18 h followed by machining into 150 mm were hot extruded into the form of sheets with the thickness of 7 mm and the width of d 200 mm on a 1 250 horizontal extruder. The hot extrusion was performed at the billet temperature of 613 K and the die temperature of 573 K with the extrusion velocity of 0.6 m/min.
In this investigation, the extruded AZ31B sheets were hot rolled along the extrusion direction on a d 270 mm two-high rolling mill (preheated at 343-363 K). During the hot rolling processing the sheets should be preheated or intermediate annealed at 573, 623, and 673 K respectively in a muffle furnace (called as preheat temperature latter) and then were delivered into rollers immediately. However, the temperature of sheets dropped rapidly during the delivering operation especially for the thin sheets. The surface temperatures of sheets measured by radiation thermometer were about within 353-423 K before entering into roll gap. The hot rolling was carried out at a velocity of 3, 6 and 16 m/min respectively with the reduction of 3%-5% per pass in the initial and finishing stages and of 15%-30% per pass in the intermediate stage to a final thickness of 1 mm.
3 Results and discussion
3.1 Effect of rolling schedule on rollability of AZ31B alloy sheet
LFEC process is an effective way of producing magnesium alloy billet with high surface quality and high metallurgical microstructure[13]. The extruded slabs manufactured from this kind of billet have extremely fine and uniform grains near the surface (shown in Fig.1(a)) and a small amount of elongated��fibrous or coarse grains along the direction of extrusion sprinkling in the middle part (Fig.1(b)). In order to define the suitable rolling schedule of the extruded slab, the effects of reduction per pass, preheating temperature, and rolling velocity on the rollability of AZ31B sheet were observed.
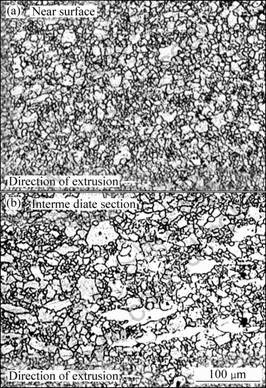
Fig.1 Typical extruded microstructures along extrusion direction of AZ31B sheets
The formability of magnesium alloys would be improved remarkably by activating the two additional pyramidal slip systems besides the basal slip system as the hot working temperature of the Mg alloys is increased to high than 225 ��. However, during the hot rolling procedure, although the real temperature of sheet metal depends mainly on the initial temperature (preheating or intermediate temperature), in fact, large temperature drop was found within the delivering time from heating- furnace to roll gap and increased with the reduction of the thickness of sheet metal. In addition, the rolling velocity also has great effect on the real rolling temperature due to extending the time of heat transferring into the air and into the rollers. It can be seen from the left picture in Fig.2 that, as rolled at 6 m/min and 523 K, no visible cracks are present in the fore part of AZ31B sheet along roll direction and there are many parallel cracks at the rear part. This means the real temperature of sheet in the part pointed by the arrow is the critical temperature for generating cracks at this rolling velocity. The middle (in 3 m/min) and right (low than 3 m/min) pictures show that the real temperatures in the whole sheet are lower than the critical temperature when rolled at even more lower velocities. Besides rolling temperature and velocity, the reduction per pass is also an important factor. The marginal crack becomes severe whether in number or in extended depth at high reduction per pass as shown in Fig.3. Therefore, the velocity and reduction per pass besides preheat temperature of sheet and the roller temperature should be considered in the determination of suitable warm rolling schedule for acquiring high-quality magnesium sheet and high rate of finished products. However, the extruded sheets having uniform and fine equal-axis microstructure exhibit improved rollability at low temperature.
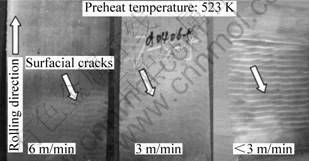
Fig.2 Effect of rolling velocity on surfacial cracks of AZ31B sheets
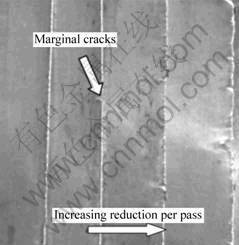
Fig.3 Effect of rolling velocity on marginal cracks of AZ31B sheets
3.2 Effect of preheat temperature on microstructure of AZ31B alloy sheet
Fig.4 shows the microstructures of AZ31B sheet along the rolling direction (RD) at varied preheat temperatures and at a velocity of 6 m/min. Seen from Figs.4(a)-(c), no fibrous or coarse grains observed in extruded sheet can be found any more after warm rolling, however, all the microstructures of rolled sheets are composed of prismatic regions separated by shearing bands presenting as type of lines, and the small included angles of prismatic regions approach to 45?. As the AZ31B sheet was preheated at 300 ��, the prismatic regions are small and the interfaces between shearing bands and the prismatic regions are indistinct (Fig.4(a)). The shearing bands are mainly composed of fine strip grains having the orientation of small angle to the bands (as white arrows pointed) formed by twin deformation and some twin crystals (A) or broken grains (B) on the surface of prismatic region can be observed. However, in the middle of prismatic region no visible deformation can be observed, and the grains are coarser than that of the extruded. As the temperature is increased to 350 �� (Fig.4(b)), many fine equiaxed grains are present in the shearing bands instead of strip grains which result in more distinct interface, and all the prismatic regions are full of twin crystals. As the temperature is further increased to 400 ��(Fig.4(c)), despite few twin crystals can be found in the prismatic regions, the most are fine equiaxed grains, and the shearing bands become sharp and somewhat narrow.
It is obvious that more twin slip deformations activated at higher preheat temperature would extend gradually from shearing bands into prismatic regions and the density of shearing bands formed by pile-up of dislocation would be reduced, which is in favor of uniform deformation, in the meantime, dynamic recrystallization would occur in the shearing bands and then into the prismatic regions with the increase of the preheat temperature. From this point of view, if the real rolling temperature is so low that no dynamic recrystallization or twin deformation was activated, the cracks as shown in Fig.2 or Fig.3 would be present.
Fig.5 shows the microstructures perpendicular to the rolling direction in transverse direction (TD) corresponding to that of Fig.4. At 300 �� (Fig.4(a)), the microstructure is composed of the undeformed annealed regions together with the twin bands surrounding or separating them, however, the density of twin crystal is markedly lower than that in RD; and at 350 �� and 400 �� (Figs.4(b) and (c)), they are layers with coarse and with fine equiaxial grains alternatively. It can also be seen that the grains in TD were refined and became more uniform as the preheat temperature was increased due to the more uniform deformation and subsequent recrystallization.
3.3 Effect of rolling velocity on microstructure of AZ31B magnesium alloy sheet
Fig.6 shows the microstructures in RD as rolled at 16 m/min at varied preheat temperatures. It can be seen from Fig.6(a) that the microstructure is composed of short and fine strip grains formed by twin slipping, and some prismatic regions (pointed by white arrow) with their long diagonal line oriented to the rolling direction also can be found, however, it is difficult to distinguish correctly for the most of them. The appearance of the microstructure at 350 ��(shown in Fig.6(b)) is similar to that of Fig.6(a), however, the strip grains become longer and thicker. As the temperature is increased to 400 ��, all the grains are equiaxed and refined, whose average grain size is about 5.7 ��m after image analysis. However, it can also be distinguished between the regions with relatively coarse grain resulted from prismatic regions and the bands with very fine grain come from shearing bands.
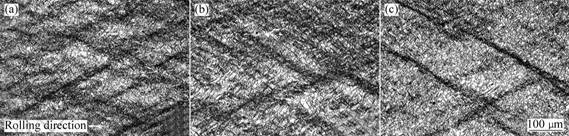
Fig.4 Shearing bands of AZ31B sheets in RD at varied temperatures and at 6 m/min: (a) 300 ��; (b) 350 ��; (c) 400 ��
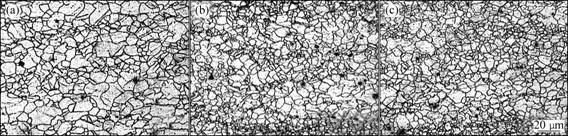
Fig.5 Shearing bands of AZ31B sheets in TD at varied temperatures and at 6 m/min: (a) 300; (b) 350 ��; (c) 400 ��
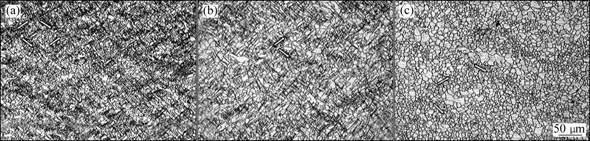
Fig.6 Shearing bands of AZ31B sheets in RD at varied temperatures and at 16 m/min: (a) 300 ��; (b) 350 ��; (c) 400 ��

Fig.7 Effects of rolling temperature on tensile mechanical properties of as-rolled AZ31B sheet: (a) 6 m/min; (b) 16 m/min
It can be determined that, when rolled in high velocity, more uniform deformation could be acquired and few visible shearing bands occurred because the real rolling temperature was high due to less heat dissipated at high rolling velocity. Therefore, the twin deformation also made important contribution to the rolling deformation of sheet at high rolling velocity. However, the twin deformation took place more dispersedly and uniformly in all volume so that no distinct shearing bands were present as at low velocity; and the more remarkable dynamic recrystallization took place at higher velocity not only due to the higher real rolling temperature but also owing to its higher heat effect of fast deformation.
3.4 Effect of rolling conditions on mechanical properties of AZ31B magnesium alloy sheet
Fig.7 gives the tensile mechanical properties of AZ31B as-rolled sheet samples. It can be seen that the ultimate tensile strength and yield strength at the rolling velocity of 6 m/min increased and those at 16 m/min decreased with the increasing of preheat temperature, and the trend of the elongation was opposite to the strengths. In addition, the corresponding differences of strengths at 6 m/min are somewhat larger than at 16 m/min even though they are all small and at whatever velocity or temperature the strengths in TD are higher than that in RD with the exception of the same ultimate tensile strength at 16 m/min and 673 K. The optimized mechanical properties of AZ31B sheet are ��b=350 MPa, ��0.2=300 MPa, and ��=12.0% in TD, and ��b=345 MPa, ��0.2=290 MPa, and ��=11.2% in TD, as rolled at 6 m/min.
According to microstructure observation, increasing the preheat temperature would promote the deformation to be more uniform, which is more remarkable at 6 m/min; and also result in dynamic recrystallization, which is more notable at 16 m/min. The former is in favor of increase of strengths, and the latter is harmful to the strengths. Therefore, high strength could be acquired at high temperature at 6 m/min or at low temperature at 16 m/min. It can be confirmed that the proper density of shearing bands such as Fig.4(d) would have prominent strengthening effect according to the higher strengths and less orientation differences at 6 m/min and 673 K than that at 16 m/min and 573 K.
In general, the mechanical properties of rolled sheet in RD are better than that in TD, but the results from this experiment gave the opposite results. Besides the different texture, difference of the microstructures in RD and TD, especially the unique microstructure of the shearing bands and the prismatic regions present in RD, may be an important reason for the experimental results.
4 Conclusions
1) The microstructures in RD are composed of prismatic regions surrounded by the shearing bands. More uniform deformation and more equiaxed grains could be acquired due to the dynamic recrystallization at high preheat temperature.
2) High strengths could be acquired at high temperature and 6 m/min or at low temperature and 16 m/min. The optimized mechanical properties of AZ31B sheet are ��b=350 MPa, ��0.2=300 MPa, and ��=12.0% in TD, and ��b=345 MPa, ��0.2=290 MPa, and ��=11.2% in TD, when rolled at 6 m/min at preheat temperature, whose strengths are much higher than those given by ASTM specification, and mechanical properties have very low orientation.
References
[1] MORDIKE B L, EBERT T. Magnesium Properties- applications-potential[J]. Mater Sci Eng A, 2001, A302: 37-45.
[2] DECKER R F. The renaissance in magnesium[J]. Adv Mater Proc, 1998, 154: 31-33.
[3] VON MISES R, ANGEW Z. Mechanics of the plastic deformation of crystals[J]. Math Mech, 1928, 8(3): 161-185.
[4] TAKUDA H, YOSHII T, HATTA N. Modelling onflow stress of Mg-Al-Zn alloys at elevated temperatures[J]. Journal of Material Processing Technology, 1998, 80/81: 513-516.
[5] TAKUDA H, YOSHII T, HATTA N. Finite- elementanalysis of the formability of a magnesium-based alloyAZ31 sheet[J]. Journal Mater Process Technol, 1999, 89/90: 135-140.
[6] HSIANG S H, KUO J L. An investigation on the hot extrusion pro-. cess of magnesium alloy sheet[J]. J Mater Process Technol, 2003, 140: 6-12.
[7] DOEGE E, DRODER K. Sheet metal forming of magnesium wrought alloys-formability and process technology[J]. J Mater Process Technol, 2001, 115: 14-19.
[8] MURAI T, MATSUOKA S I, MIYAMOTO S, OKI Y. Effects of extrusion conditions on microstructure and mechanical properties of AZ31B magnesium alloy extrusions[J]. J Mater Process Technol, 2003, 141: 207-212.
[9] IWANAGA K, TASHIRO H, OKAMOTO H, SHIMIZU K. Improvement of formability from room temperature to warm temperature in AZ-31 magnesium alloy[J]. J Mater Process Technol, 2004, 155/156: 1313-1316.
[10] CHEN F K, HUANG T B. Formability of stamping magnesium-alloy AZ31 sheets[J]. J Mater Process Technol, 2003, 142: 643-647.
[11] CHANG T C, WANG J Y, LEE C M O S. Grain refining of magnesium alloy az 31 by rolling[J]. J Mater Process Technol, 2003, 140: 588-591.
[12] J?GER A, LUK?C P, G?RTNEROV? V, BOHLEN J, KAINER K U. Tensile properties of hot rolled AZ31 Mg alloy sheets at elevated temperatures[J]. J Alloys and Compounds, 2004, 378: 184-187.
[13] LE Q, CUI J, GUO S, ZHAO Z H, YU F X. Investigation on low-frequency electromagnetic DC casting of magnesium alloys[J]. Materials Science Forum, 2005, 488/489: 345-348.
Foundation item: Projects(50574028, 2003AA331110) supported by the National Natural Science Foundation of China and by National High Technology Research and Development Program of China
Corresponding author: LE Qi-chi; Tel: +86-24-83683312; E-mail: qichil@mail.neu.edu.cn
