
���±�ţ�1004-0609(2016)-04-0844-08
�ݶ��������մɵ��߲��ϵ���ѧ���ܺ��۽ṹ
֣����1���� ��2���� ��1�������1���� ��1
(1. ɽ��������ѧ ��е����ѧԺ���Ͳ�255000��
2. ɽ����ѧ ��е����ѧԺ������250061)
ժ Ҫ��
��Ը������������Ѽӹ������������ºϽ�ʱ�Ը����ܵ��ߵ�������������ѹ�սṤ�գ��Ʊ�sialon�ݶ��������մɵ��߲��ϣ��о��ս��¶ȡ�����ʱ�䡢�ݶȲ����Ե��߲�����ѧ���ܼ�����֯��Ӱ�졣����X���������Ƿ������ϵ�������ɣ�ͨ��ɨ��������������������������ò���з����������������1750 ���սᡢѹ��35 MPa������60 min�������£��ɹ��ϳ��˦�-sialon������7���ݶȽṹ�ĵ��߲����ڴ˹��������¿ɻ�����ŵ���ѧ���ܣ�����ǿ�Ȧ�f =840 MPa������ά��Ӳ��HVΪ17.32 GPa�������������KIC = 8.96 MPa��m1/2���������Ӧ����r=-423 MPa�����㵶�߲��ϵ�ʹ��Ҫ����������ͬʱ����ͺ������ݶȽṹ�ǻ�ýϸ���ѧ���ܵ���Ҫԭ��
�ؼ��ʣ�
������������Ӧ�����ݶ��մɵ�������ѹ�ս�����ѧ������
��ͼ����ţ�TQ174���� ���ױ�־�룺A
�ݶȹ��ܲ���(Functionally graded material, FGM)��һ�ַǾ�����ĸ��ϲ��ϣ����ϳɷֺ��۽ṹ���ֽ���״�������ı仯[1]��FGM�Ѿ��ں���ɻ�������װ�����������ߡ�����ҽѧ��ֲ������õ��ƹ��Ӧ��[2-4]�����У����մɵ��߲��ϵ���ƺ��Ʊ�����������FGM�ĸ����Ϊ���߲�����-��ѧ���ܵ�����ṩһ����Ч�Ĺ��ߡ�
����������Դ��֡���ǿ�֡����ºϽ�Ⱥ����Ѽӹ����ϣ����������Al2O3 /(W,Ti)C��Al2O3 /TiCN��Al2O3/TiC/CaF2��Si3N4/TiCN��Si3N4/(W,Ti)C /Co���ݶ��մɵ��߲���[5-9]����������ѧ���ܺ��������ܽ����˷������о����֣�������մɵ��߲�����ȣ��ݶ��մɵ��߲���ӵ�и��ߵ����ԺͿ�������[10]���ڸ��������Ѽӹ�����ʱ���ݶȵ��߱��ֳ����õ��������ܺ���ĥ����[11]���ɼ����ڸ�������ʱ���ݶȵ��߸������������ơ�
�����Ͻ��Ǹ���ǿ����ߡ�Ӧ������һ����ºϽ�[12-13]����ѡ���ۺ���ѧ������Խ��sialon���մɵ��߶�����и��ټӹ�[14-15]�������ݶȵ��߲��ϵ��о��������룬����ͬ���ܲ��Ͻ����ݶȸ��ϳ�Ϊ�䷢չ����֮һ������FGM�ĸ�����æ�-sialon�ͦ�-sialon���ܲ��죬�Ʊ�����Ϊ��-sialon���ϡ����Ƕ���-sialon���ϵ��ݶ��մɲ���[16]�����ֲ����������ѧ����������������������߲��ϻ�������ĥ�㲿���ȡ������ݶȲ��������ӣ��ݶ�sialon�մɲ��ϵĸ���Ӧ���м�С������[17]���о������֣����㷨�ɸ�����������ݶȲ��ȣ���һ���Ʊ��ݶȲ��ϵ���Ч����[16]��
��ˣ�����������Ժ����������ºϽ�ĸ������������������Ӳ�Ⱥ���ĥ�Խϸߵ�sialon������Ϊ���㣬��ǿ�Ⱥ����ԽϺõ�Si3N4������Ϊ�м�㣬��������������ݶȷֲ����ϣ��������͵��ݶȵ��߲��ϣ������ڸ��������еõ�Ӧ�á�
1 ʵ��
1.1 �������
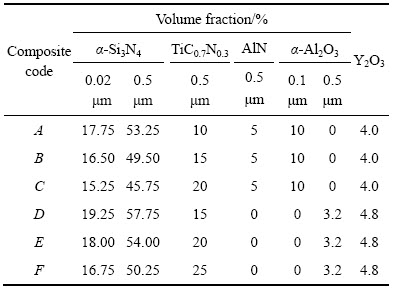
��1����Ϊ�����ϲ��ϵijɷ֡���������ϵ������Si3N4��Al2O3��AlN���и��¹��෴Ӧ�ϳɦ�-sialon��
ʵ��ѡ����λ����Ϊ0.02 ��m�Ħ�-Si3N4����(����99%(��������))��0.5 ��m�Ħ�-Si3N4����(����99%)����λ����Ϊ0.1 ��m�Ħ�-Al2O3����(����99.6%)��0.5 ��m�Ħ�-Al2O3����(����99.9%)����λ����Ϊ0.5 ��m��AlN����(����99%)����λ����Ϊ0.5 ��m��TiC0.7N0.3����(����99%)��Ϊ��ǿ�࣬ѡ�÷�����Y2O3��Ϊ�ս�������
TiC0.7N0.3���нϸߵĶ���ǿ�ȺͿ��������ܣ��Լ��ϸߵĵ���ϵ����������ϵ��������������TiC0.7N0.3�ͺ����������ƣ�����Ч������մɵ��߲��Ͽ���ǿ�ȵ�ͬʱ����ѹ�ս���ʹ���߲��ϱ����γ�ѹӦ���������ڵ��߱���Ӳ�ȵ���ߣ��Ӷ��������ĥ�ԡ�
�ݶȲ���ѡ�öԳ��ͽṹ��ʽ���ܺ��Ϊh=4 mm�����������ǰ���о��ɹ�[5,7]��������ڲ��ĺ�ȱ�Ϊ0.3���Ի�øߵ���ѧ���ܺߵı���ѹӦ��ΪĿ�꣬����˲�ͬ�������ݶ��մɲ��ϣ��ֱ�ΪS-1��S-3��S-5��S-7����ͼ1��ʾ��
��1 �����ϲ��ϵ����
Table 1 Composition of micro-nano-composites

ͼ1 ��ͬ�������ݶ��մɲ���
Fig. 1 Graded ceramic material with different layer numbers
1.2 �����Ʊ�
���ݱ�1�е������ϲ��ϵ���ɣ��ֱ�ѡ�þ��Ҷ���(������Ϊ4000)����ˮ�Ҵ���Ϊ��ɢ���ͷ�ɢ���ʶ����������з�ɢ�����צ�-Si3N4������ɢʱ��ɢ��������Ϊ������������0.5%�������צ�-Al2O3������ɢʱ��ֵΪ1.5%��
���ó�����ϻ�е����(15 min)�ķ����Ʊ���������Һ����װ������Һ�Ļ���Ͱ������ĥ������ĥ48 h��ȡ������ZK-40����ո������к�ɣ�Ȼ���ɸ����װ���á�
����ͼ1�е���ƣ����õ��㷨�����䣬��ZRC85-25T�Ͷ�ܸ�����ѹ�ս�¯������սᡣ��ʯīģ�߸���ǿ�ȵ���Լ�����о��̶��ս�ѹ��Ϊ35 MPa��
1.3 ���ܲ���
����J5060E1���Զ���Բ��Ƭ�����ս�ɵ��մ�Բ��(d 42 mm��4.2 mm)�и������������ĥ����Ƴ�3 mm��4 mm��30 mm�����������Ͽ���ǿ�Ȳ���������������������WDW-50E������ʵ����Ͻ��У�ѡ��20 mm�Ŀ�࣬����0.5 mm/min�ļ������ʣ��ش�ֱ���ݶȲ�ķ�����ء����ϱ���Ӳ�ȺͶ������ԵIJ�������ѹ�۷�����HV-120��VickersӲ�ȼ��϶��ݶȲ��ϱ�����в�����ѡ��196 N�ļ����غɣ�����15 s��
�մɲ��ϱ������Ӧ���IJ�������ѹ�����Ʒ�[18-20]������ڲ��ϱ�����ڲ���Ӧ���������������غɴ�С�����Ƴ��Ⱥ�Ӧ����С�й�[18-20]��
KIC=Xpl1-3/2 + Y��rl11/2 (1)
ʽ�У�KICΪ���϶������ԣ�XΪ�����ٳ���(�����մɲ��ϴ�ԼΪ0.016(E/HV)1/2��EΪ����ģ������ͨ�����Բ��������ã�HVΪ����Ӳ��)��pΪ�����غɣ�l1Ϊ���ϱ���ѹ�����Ƴ��ȣ�YΪ���Ƽ�������(���ڰ�Բ�α�������ԼΪ1.26)[19]����rΪ���ϱ������Ӧ����
����ѹ�۷���ò��ϱ���Ӳ��HV����������KIC��ѹ�����Ƴ���l1��ͨ��ʽ(1)���Լ���������Ӧ����r��
���ð�������ˮ����ѡ��GH-300C���ܶȼƲ�����������ܶȡ�������Ϸ��������������ϵ�����ƽ������ܶ�[5]���Ӷ��õ����ϵ�����ܶȡ�
ѡ��D/max-rB��X����������(XRD)����������������ɣ�����JSM-6380LA�����ֻ�ɨ���������(SEM)��Hitachi H-800 �����������(TEM)�������ϵ����ṹ��
���ڵ��߱���Ӳ�ȼ�Ӧ��������ĥ�Բ�����ҪӰ��[21]�����ڷǾ��ʵ��ݶȽṹ���ϣ�����������Ҫ��������Ӳ�ȡ����Ժ�Ӧ��������ǿ�ȣ��Լ��۽ṹ���м���������
2 ���������
2.1 �������
��S-1���ϵij�ʼ��ĩ��S-5�����ս���Ʒ�ı������XRD������������ͼ2��ʾ����ͼ2(a)�ɼ���S-1��ʼ��ĩ��Si3N4��Al2O3��Ϊ���̼࣬�����ѷ�ĩ��C��N��Ħ����Ϊ0.7��0.3��S-5���Ͼ���1750 ���35 MPa�����ս�60 min������������ΪSi4Al2O2N6��TiC0.7N0.3�������ڴ��ս������£�Si3N4��Al2O3��AlN�䷢���˻�ѧ��Ӧ(4Si3N4+2Al2O3+ 2AlN=3Si4Al2O2N6)�������˦�-sialon�࣬�����Ҫ����һ�¡�

ͼ2 1750 �桢35 MPa�������ս�60 min S-1��ʼ��ĩ��S-5�ս���Ʒ����XRD��
Fig. 2 XRD patterns of initial powder of S-1(a) and surface layer of S-5(b) sintered at 1750 �� and 35 MPa for 60 min
2.2 �ս��¶�
ͼ3��ʾΪ�ս��¶ȶ�S-5���ܵ�Ӱ�졣��ͬ�ս��¶ȵ�S-5���ϱ���Ͽ�����ò��ͼ4��ʾ�����Ͼ�����400 �����ڵ�NaOH��ʴ1 min�Ĵ�����

ͼ3 35 MPa���ս�60 min�ս��¶ȶ�S-5����ǿ�ȡ�ά��Ӳ�ȡ��������ԺͲ���Ӧ����Ӱ��
Fig. 3 Effect of sintering temperature on flexural strength and Vicker��s hardness(a) and fracture toughness and residual stress(b) of S-5 sintered at 35 MPa for 60 min
���ͼ3��4�ɼ����ս��¶Ƚϵ�ʱ(1650 ��)���������ṩ�IJ����սᶯ�����㣬ʹ�þ�����������ȫ������Ϊ����ϸС(��ͼ4(a))������ܶȽϵ�(95.27%)����ʹǿ�Ⱥ����Խϵ�(��ͼ3)�������ս��¶ȵ����ߣ����ϸ�����ս��֣�����ܶȽϸ�(98.88%)������������������Ͻ��ܣ��ɻ�ýϸߵ���ѧ���ܡ������ս��¶ȹ���ʱ(1800 ��)������ܶȷ����ϵ�(94.19%)����ͼ4(b)�ɼ��������ֻ����أ������������쳣�����������ʹǿ�Ⱥ�Ӳ�Ƚ���(��ͼ3)��
���⣬����TiC0.7N0.3�ĺ����ɱ���������������Ʊ�����ȴ�����У�S-5���ϱ����γ��˲���ѹӦ��(��ͼ3)����1750 ���ս�ʱ��õ�Ӧ������ֵ�����ˣ��˲�����ϵ��1750 ���ս�ʱ��ýϸߵ��ۺ���ѧ���ܡ�
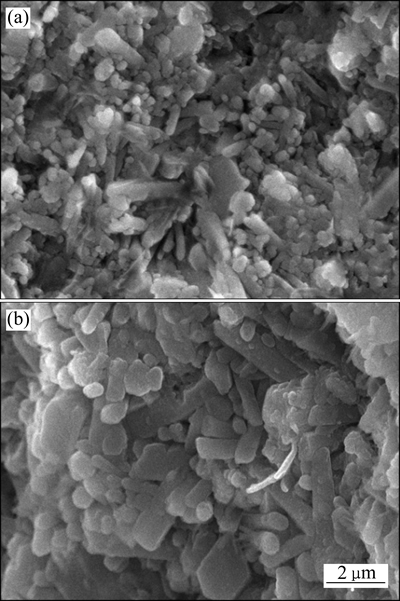
ͼ4 35 MPa���ս�60 min��ͬ�ս��¶ȵ�S-5����Ͽ�����ò
Fig. 4 Fracture microphologies of surface layer of S-5 at 1650 ��(a) and 1800 ��(b) under 35 MPa for 60 min
2.3 ����ʱ��
ͼ5��ʾΪ����ʱ���S-5���ܵ�Ӱ�졣��ͬ����ʱ���S-5���ϱ����������ò��ͼ6��ʾ����ͼ5�ɼ�������ǿ�Ⱥͱ������Ӧ������ֵ���ű���ʱ����ӳ��������ߺͣ�����ʱ��Ϊ60 minʱȡ�ýϸ�ֵ������ά��Ӳ�ȺͶ������Էֱ���60 min��80 minȡ�ýϴ�ֵ��
�ڱ���ʱ��϶�ʱ(20 min)�����Է��ֲַ��ȽϾ��ȵ�ϸ��״�Ħ�-sialon����(��ͼ6(a))������Ҫ�����ھ���û���㹻��ʱ�䳤����ʹ��������֡�����֯�ṹ�ս�㣬��������ܶȽϵ�(95.89%)���Ӷ����²��ϵ���ѧ���ܽϵ�(��ͼ5)�����ű���ʱ����ӳ�(60 min)�������Ԫ����ɢ�Ӿ磬�����ս����ã�����ܶȽϸ�(98.88%)�������������׳�ʼ������ͬʱ���룬��ѹ�ս�������˲�ͬ�ߴ�Ħ�-sialon������������ʱ���ӳ���60 minʱ�������ڴ�Ħ�-sialon��������Ƕ������С�Ħ�-sialon�����������ݺύ���Ľṹ���������ս�������������˲������ܡ������Ϸ����ɼ����ڱ���ʱ��Ϊ60 minʱ���˲�����ϵ�ɻ�ýϸߵ��ۺ���ѧ���ܡ�
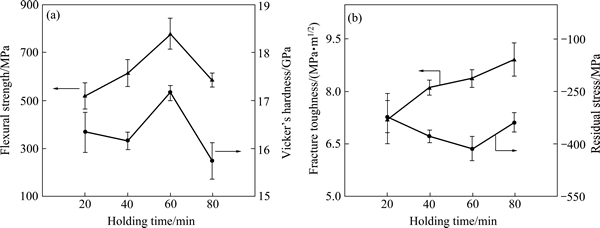
ͼ5 1750 �桢35 MPaʱ�ս�ʱ����ʱ���S-5����ǿ�ȡ�ά��Ӳ�ȡ��������ԺͲ���Ӧ����Ӱ��
Fig. 5 Effect of holding time on flexural strength and Vicker��s hardness(a), fracture toughness and residual stress(b) of S-5 sintered at 1750 �� under 35 MPa
ͼ6 1750 �桢35 MPa�²�ͬ����ʱ���S-5����Ͽ�����ò
Fig. 6 Fracture micrographs of surface layer of S-5 at 1750 �� under 35 MPa for 20 min(a) and 60 min(b)
2.4 �ݶȲ���
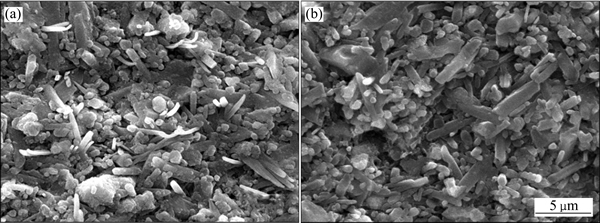
����ͼ1����ƣ��Ʊ���ͬ�������ݶ��մɲ��ϣ��ݶȲ����Բ������ܵ�Ӱ����ͼ7��ʾ��S-7���ϱ���Ϊsialon�����ϣ����Ƚ�С��Ӳ�Ƚϸߣ����ΪSi3N4�����ϣ���ǿ�Ƚϸߣ��������ǿ����������������ã���S-7���ϵĿ���ǿ�Ƚϸߡ�
�ݶ��մɲ���Ӳ�ȺͶ���������Ҫ����ɡ��ṹ������Ӧ����С���ֲ���Ӱ��[5]�����ݶȲ��ϱ���ɷ���ͬ�����ڸ��ݶȲ�֮�������ʧ�䣬ʹ�ò����֮�������ͬ��Ӧ������ͼ7�ɼ����������ѹӦ��ֵ���Ų����������м�С�����ƣ��Ӷ����±������Ӳ�Ⱥ����Ե���ߡ�����S-5��S-7���ֲ��ϵڶ������Ҳ��ͬ���Ա����Ӧ�������������Ų����ļ������ӣ��������ѹӦ��ֵ��С���Ʊ仺��������ɷֲ������ṹ���ݶȷ���Ľ��ݱ仯������ά��Ӳ�ȺͶ������Լ�����߳�����Ӧ��Ӱ�����⣬��������ݶȽṹ(�����)�ı仯�йء�
ͼ8(a)��ʾΪS-7���ϱ���Ͽ�����ò����ͼ8(a)�ɼ���S-7����Ͽ�ͬ���۲쵽������ֵij���״������չ�ֳ��ݺύ����۽ṹ����S-5���۽ṹ��һ�¡�������ܶȴﵽ99.01%����S-5���������ɴ˿ɼ���S-7��������S-5���ܵĻ����Ͻ�һ�������Ҫ�����ݶȲ�������������ġ�
2.5 ���Ͳ�ǿ����
ͼ8(b)��(c)��ʾΪS-7�����۽ṹ��TEM��ͼ9(a)��(b)��ʾ�ֱ�Ϊ��ɫ����(ͼ8(b)������A)�ͺ�ɫ����(ͼ8(b)������B)�������������ͼ����ͼ9�ɼ�����ɫ����Ϊ��-sialon����ɫ����ΪTiC0.7N0.3��
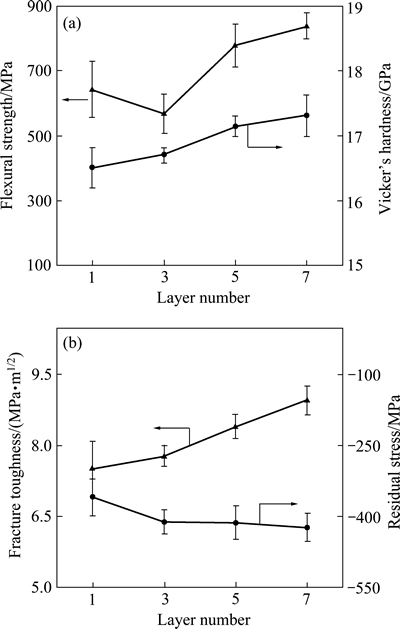
ͼ7 1750 �桢35 MPa�ս�60 minʱ�ݶȲ������մɲ��Ͽ���ǿ�ȡ�ά��Ӳ�ȡ��������ԺͲ���Ӧ����Ӱ��
Fig. 7 Effect of layer number on flexural strength and Vicker��s hardness(a), fracture toughness and residual stress(b) of ceramic material sintered at 1750 �� under 35 MPa for 60 min
��ͼ8(c)�ɼ�����-sialon������TiC0.7N0.3�����Ӵ�����ȽϹ⻬������������(����C)��TiC0.7N0.3�������ڦ�-sialon�������ڲ�(����D)��߽紦(����E)���γ������Եľ���-�������͵��۽ṹ�����У��ھ��͵�TiC0.7N0.3��������״Ϊ��Բ�Σ��侧��ֱ����200 nm���ڡ�
������ǿ�������������ϵ���͵���ģ�����ֱ���ڻ����������ϵ���͵���ģ�������ս����ȴ�������ڲ����ڲ�����������Ӧ��������TiC0.7N0.3�����״�����Ӧ��״̬����-sialon������������Ӧ��״̬��������ѹӦ��״̬���������ϴ��ľֲ�Ӧ��ֵ�㹻��ʱ����ʹ���������濪ʼ���Ʋ�����չ�������ڲ����Ӷ��γ���ͼ8(b)��ʾ��λ���ṹ��������������λ������ʱ����ͨ�������ı������ղ��ֶ����ܣ��������������������ã��Ӷ���߲��ϵ�ǿ�Ⱥ��Ͷȡ�

ͼ8 1750 �桢35 MPa�ս�60 min��S-7���ϱ���SEM��TEM����ò
Fig. 8 Micrographs of surface layer of S-7 sintered at 1750 �� under 35 MPa for 60 min
�������������о�����7��ṹ��Ƶ��������մɵ��߲��ϻ�����ŵ���ѧ���ܣ���f =840 MPa��HV=17.32 GPa��KIC=8.96 MPa��m1/2����r =-423 MPa�����⣬����ͬ�սṤ�������¾��ʲ���S-1����ѧ����(��ͼ7)����f =645 MPa��HV=16.59 GPa��KIC=7.80 MPa��m1/2����r =-359 MPa���Աȿɼ��������ݶȽṹ������������߲�����ѧ���ܡ�
��������ͬʱ���룬ʹ�ò��ϳ��ֳ���״�����ݺύ�����۽ṹ���������ս��������������ڲ�����ѧ���ܵ���ߡ��������ݶȽṹ��ƣ��ڱ��������˲���ѹӦ�����ڸ�������ʱ������ѹӦ�����Ե�����������������Ħ�������Ӷ���ߵ��ߵĿ�Ħ��ĥ�����ܡ����ڶ�������ʱ�����ֲ���ѹӦ�����Եֿ����������Ե����غɺͻ�е�غɳ������ߵ��ߵĿ��ȳ��������

ͼ9 S-7������ϵ������������ͼ
Fig. 9 Electron diffraction patterns of TiC0.7N0.3 phase [411](a) and ��-sialon phase [001](b)
3 ����
1) ��1750 �桢35 MPa�ս�60 min���������սᣬ����7���ݶȽṹ�ĵ��߲��ϻ�����ŵ���ѧ���ܣ� ��f =840 MPa��HV=17.32 GPa��KIC =8.96 MPa��m1/2����r =-423 MPa�����㵶�߲��ϵ�ʹ��Ҫ��
2) ��������ͬʱ���룬�γ��ݺύ�����۽ṹ�����Ӳ����ս��������������ڲ�����ѧ���ܵ���ߣ��ݶȽṹ�ĺ�����ƣ��ڱ��������˲���ѹӦ������ߵ��߲��ϵ���ĥ�ԺͿ��ȳ��������
3) ���ϳ��־���-�������͵��۽ṹ������λ���ṹ���γɣ������ղ��ֶ����ܣ�Ҳ�����ڲ���ǿ�Ⱥ����Ե���ߡ�
4) Sialon�ݶ��������մɵ���ģ�͵Ľ������ḻ���ݶȵ��ߵ����࣬�����ڸ���/�����������Ѽӹ������еõ��ƹ��Ӧ�á�
REFERENCES
[1] LOW I M. Ceramic matrix composites: microstructure, properties and applications[M]. Cambridge: Woodhead Publishing Limited, 2006: 575-596.
[2] QIAN Ting-ting, LIU Dong, TIAN Xiang-jun, LIU Chang-meng, WANG Hua-ming. Microstructure of TA2/TA15 graded structural material by laser additive manufacturing process[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(9): 2729-2736.
[3] HUSSAIN M A, MAQBOOL A, KHALID F A, BAKHSH N, HUSSAIN A, RAHMAN J U, PARK J K, PARK T G, HYUN L J, KIM M H. Mechanical properties of CNT reinforced hybrid functionally graded materials for bioimplants[J]. Transactions of Nonferrous Metals Society of China, 2014, 24(S1): s90-s98.
[4] �� ��, �Ϻ��, �¼���, �� ��, �ż���. �躬����������� SiCp/Al-Si �����ݶȸ��ϲ���Ħ��ĥ�����ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2013, 23(1): 201-211.
SU Bin, YAN Hong-ge, CHEN Ji-hua, CHEN Gang, DU Jia-qing. Effect of silicon content of substrate on wear properties of spray-deposited SiCp/Al-Si functionally gradient composites[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(1): 201-211.
[5] �� ��. �����ݶȹ����մɵ��߲��ϵ�������켰�����������о�[M]. �������ߵȽ���������, 2005: 71-125.
ZHAO Jun. Design and fabrication of functionally gradient ceramic tool materials and their cutting performance [M]. Beijing: Higher Education Press, 2005: 71-125.
[6] GAO Zhong-jun, ZHAO Jun, ZHENG Guang-ming. Processing and characterization of an Al2O3 /TiCN micro-nano-composite graded ceramic tool material[J]. Key Engineering Materials, 2012, 499: 132-137.
[7] ZHENG Guang-ming, ZHAO Jun, ZHOU Yong-hui, GAO Zhong-jun, CUI Xiaobin, LI An-hai. Fabrication and characterization of Sialon-Si3N4 graded nano-composite ceramic tool materials[J]. Composites Part B, 2011, 42(7): 1813-1820.
[8] TIAN Xian-hua, ZHAO Jun, WANG Yin-tao, GONG Feng, QIN Wen-zhen, PAN He-lin. Fabrication and mechanical properties of Si3N4/(W,Ti)C/Co graded nano-composite ceramic tool materials[J]. Ceramics International, 2015, 41(3): 3381-3389.
[9] XU Chong-hai, XIAO Guang-xiao, ZHANG Yong-lian, FANG Bin. Finite element design and fabrication of Al2O3/TiC/CaF2 gradient self-lubricating ceramic tool material[J]. Ceramics International, 2014, 40: 10971-10983.
[10] �� ӱ. �ݶ��մɵ��߲��Ͽ���е����뿹�ȳ�������о�[D]. ����: ɽ����ѧ, 2014: 33-42.
DONG Ying. Mechanical impact and thermal shock resistance of graded composite ceramic tools materials[D]. Jinan: Shandong University, 2014: 33-42.
[11] ZHENG Guang-ming, ZHAO Jun, ZHOU Yong-hui. Friction and wear behaviors of Sialon�CSi3N4 graded nano-composite ceramic materials in sliding wear tests and in cutting processes[J]. Wear, 2012, 190/191: 41-50.
[12] ������, �� ��, �� ƽ, ������, ��Ϊ��. Inconel 601 �������ºϽ⺸���������֯[J]. �й���ɫ����ѧ��, 2015, 25(8): 2099-2107.
AO San-san, LUO Zhen, SHAN Ping, BU Xian-zheng, LIU Wei-dong. Microstructure of Inconel 601 nickel-based superalloy laser welded joint[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(8): 2099-2107.
[13] л ��, �ڽ�, ������, �� ��. �������� K416B ����������ºϽ����֯�������Ϊ[J]. �й���ɫ����ѧ��, 2015, 25(6): 1490-1497.
XIE Jun, YU Jin-jiang, SUN Xiao-feng, JIN Tao. Microstructure and creep behavior of Hf-containing K416B as-cast Ni-based superalloy with high W content[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(6): 1490-1497.
[14] VAGNORIUS Z,  . Effect of high-pressure cooling on life of SiAlON tools in machining of Inconel 718[J]. The International Journal of Advanced Manufacturing Technology, 2011, 54(1/4): 83-92.
. Effect of high-pressure cooling on life of SiAlON tools in machining of Inconel 718[J]. The International Journal of Advanced Manufacturing Technology, 2011, 54(1/4): 83-92.
[15] ZHENG Guang-ming, ZHAO Jun, SONG Xin-yu, CAO Qing-yuan. Ultra high speed turning of Inconel 718 with Sialon ceramic tools[J]. Advanced Materials Research, 2010, 126/128: 653-657.
[16]  , KARA F, MANDAL H. Functionally graded SiAlON ceramics[J]. Journal of the European Ceramic Society, 2004, 24(12): 3387-3393.
, KARA F, MANDAL H. Functionally graded SiAlON ceramics[J]. Journal of the European Ceramic Society, 2004, 24(12): 3387-3393.
[17] CAROLINE S L, AHN S H, DEJONGHE L C, THOMAS G. Effect of functionally graded material (FGM) layers on the residual stress of polytypoidally joined Si3N4-Al2O3[J]. Materials Science and Engineering A, 2006, 434(1/2): 160-165.
[18] PORTU D G, MICELE L, PEZZOTTI G. Laminated ceramic structures from oxide systems[J]. Composites Part B, 2006, 37(6): 556-567.
[19] CAI P Z, GREEN D J, MESSING G L. Mechanical characterization of Al2O3/ZrO2 Hybrid Laminates[J]. Journal of the European Ceramic Society, 1998; 18 (14): 2025-2034.
[20] Ա����, �˽���, ������. Al2O3-(W,Ti)C/Al2O3-TiC�Գ��͵����մɵĽṹ��ƺ���ѧ����[J]. ������ѧ��, 2008, 36(8): 1148-1152.
YUN Dong-ling, DENG Jian-xin, DUAN Zhen-xing. Structural desing and mechanical properties of Al2O3-(W,Ti)C/Al2O3-TiC symmetric laminated ceramic materials[J]. Journal of the Chinese Ceramic Socirty, 2008, 36(8): 1148-1152.
[21] DENG Jian-xin, Duan Zhen-xiong, Yun Dong-ling, ZHANG Hui, AI Xing, ZHAO Jun. Fabrication and performance of Al2O3/(W, Ti)C+Al2O3/TiC multilayered ceramic cutting tools[J]. Materials Science and Engineering A, 2010, 527(4/5): 1039-1047.
Mechanical properties and microstructure of graded micro-nano-composite ceramic tool material
ZHENG Guang-ming1, ZHAO Jun2, CHENG Xiang1, XU Ru-feng1, LI Li1
(1. School of Mechanical Engineering, Shandong University of Technology, Zibo 255000, China;
2. School of Mechanical Engineering, Shandong University, Ji��nan 250061, China)
Abstract: In view of the urgent need for high-performance tools when high-speed machining aviation difficult-to-cut material nickel-based super alloy, a sialon graded micro-nano-composite ceramic tool material was prepared by hot-pressing sintering. The effects of sintering temperature, holding time and layer number on the mechanical properties and microstructure of the tool material were investigated. The phase identification was carried out by X-ray diffraction (XRD), and the fracture surface microstructure of the composites was characterized by scanning electron microscopy (SEM) and transmission electron microscopy (TEM). The results show that ��-sialon phase is formed at 1750 �� and 35 MPa for 60 min. The optimum mechanical properties of the ceramic material with 7 layer numbers are gotten: a flexural strength ��f is 840 MPa, a surface layer Vickers hardness HV is 17.32 GPa, a surface layer fracture toughness KIC is 8.96 MPa��m1/2, a surface layer residual stress ��r is -423 MPa, which meet the requirements for cutting tool materials. The high properties can be attributed to the addition of micro and nano grains and the suitable graded structure.
Key words: micro-nano-composite; residual stress; graded ceramic tool; hot-pressing; mechanical property
Foundation item: Projects(51505264, 51475273) supported by the National Natural Science Foundation of China; Project(BS2014ZZ005) supported by the Scientific Research Foundation for Outstanding Youth Scientists of Shandong Province of China; Project supported by the Youth Teacher Development Support Program of Shandong University of Technology
Received date: 2015-01-21; Accepted date: 2015-10-26
Corresponding author: ZHENG Guang-ming; Tel: +86-15966961938; E-mail: zhengguangming@sdut.edu.cn
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51505264��51475273)��ɽ��ʡ�����������ѧ�ҿ��н�������������Ŀ(BS2014ZZ005)��ɽ��������ѧ�����ʦ��չ֧�ּƻ���Ŀ
�ո����ڣ�2015-01-21�������ڣ�2015-10-26
ͨ�����ߣ�֣��������ʦ����ʿ���绰��15966961938��E-mail: zhengguangming@sdut.edu.cn
ժ Ҫ����Ը������������Ѽӹ������������ºϽ�ʱ�Ը����ܵ��ߵ�������������ѹ�սṤ�գ��Ʊ�sialon�ݶ��������մɵ��߲��ϣ��о��ս��¶ȡ�����ʱ�䡢�ݶȲ����Ե��߲�����ѧ���ܼ�����֯��Ӱ�졣����X���������Ƿ������ϵ�������ɣ�ͨ��ɨ��������������������������ò���з����������������1750 ���սᡢѹ��35 MPa������60 min�������£��ɹ��ϳ��˦�-sialon������7���ݶȽṹ�ĵ��߲����ڴ˹��������¿ɻ�����ŵ���ѧ���ܣ�����ǿ�Ȧ�f =840 MPa������ά��Ӳ��HVΪ17.32 GPa�������������KIC = 8.96 MPa��m1/2���������Ӧ����r=-423 MPa�����㵶�߲��ϵ�ʹ��Ҫ����������ͬʱ����ͺ������ݶȽṹ�ǻ�ýϸ���ѧ���ܵ���Ҫԭ��
