
DOI��10.19476/j.ysxb.1004.0609.2017.05.009
W-(Ni-Cr-Fe-Si-B)��Ϸ�ĩ�м�������ɢǥ�����������
���ڻ�1, 2�����Ը�3�����Ž�1, 2������Ȫ1, 2
(1. �Ͼ�����ѧԺ ���Ϲ���ѧԺ���Ͼ� 211167��
2. �Ͼ�����ѧԺ ����ʡ�Ƚ��ṹ������Ӧ�ü����ص�ʵ���ң��Ͼ� 211167��
3. �Ͼ����պ����ѧ ���Ͽ�ѧ�뼼��ѧԺ���Ͼ� 211067)
ժ Ҫ��
�Ը�����ĥ̬90W-10(Ni-Cr-Fe-Si-B)(����������%)��Ϸ�ĩΪǥ���м�㣬�ֱ����1000��1050��1100 �棬������60 min����ѹ5 MPa�Ĺ��ղ������Դ���(W)��0Cr13Al�ֽ��������ɢǥ�����ӡ����ü������ȷ����ǡ�SEM��EDS�͵���������������о���Ϸ�ĩ��̬����ͷ������֯���ɷ֡���ѧ���ܼ��Ͽ������������������ͷ�еĻ�Ϸ�ĩ�м��ͨ��Һ���ս���̣�ʵ������ֵ���ɢǥ�����ӣ����ڽ�ͷ�����ɾ������ܵ��ٻ����ܶȺϽ�㡣������ĥ�Ʊ���Ϸ�ĩ���ٻ����ܶȺϽ��ѹ���µľ��Ȼ������ܻ����ɾ��йؼ����á������¶�Խ�ߣ��ٻ����ܶȺϽ���Һ���ս���֯����Խ���ԡ���/�ֽ�ͷ����ǿ����125~130 MPa֮�䣬���Ѿ��������ٻ����ܶȺϽ��/��ĸ�ĵĽ�������Ͽ���Ҫ����Ϊ��ĸ�ĵĴ����ؾ����Ѻ��ٻ����ܶȺϽ��ճ�������ٿ����������������ѡ�
�ؼ��ʣ�
�����м����ǥ�����ٻ����ܶȺϽ���
���±�ţ�1004-0609(2017)-05-0941-06���� ��ͼ����ţ�TG457.1���� ���ױ�־�룺A
�˾۱��п�����װ����ƫ��������������������ֱ�Ӻͷ�Ӧ�Ѹ������ӽ������ã�����ǿ�ҵ��ȳ������������ѧ��ˢ���á��ټ���Ͻ����ھ��и��۵㡢��ԭ����������������������ŵ㣬��ѡ��Ϊ��Ҫ����������������[1-2]�������캤������ƫ����ʱ����Ҫʵ��������������������֧�Žṹ���ϸֵ�����[3-4]��
����ֵ��۵㡢������ϵ�����dz������ۻ������Ժ��ӣ�Ŀǰ���ù�����ɢ��[5-9]��ǥ����������֡���/��ǥ���Ĺؼ�����ǥ�ϵ�ѡ������ơ�����55Ni-45Ti[10]����Ti[11]�ȸ���ǥ�������ڽ�ͷ���������ܣ�����Ҫ���ü�����������Ϊ��Դ�������ѶȺܴ�Ϊ������¯��ǥ������Ni����Ti����Fe��ǥ���м���Si��BԪ�ؽ���ǥ�ϵ��۵���һ�����еİ취[12-14]��������ǥ�Ͻ���Ĵ�������ϵ�������Ӧ����������Ȼ���ڣ�KALIN��[12]��OONO��[13]��ǥ���м���Ƭ״��С������ϵ��������Ϊ���Ͳ��������ͷ��Ӧ�������ǣ����뻺�Ͳ�����ӵ��������ʽ���Ӵ��˽�ͷ�Ľ���Ѷȣ��������˽�ͷ�Ľ��������Ϊ�ˣ��������������ӽ��۵�Ԫ��Si��B��Ni-Cr-Fe-Si-B�����Ͻ��ĩ���ٷ�Ϊԭ�ϣ�ͨ��������ĥ�Ƴɻ�Ϸ�ĩǥ���м�����/�ֽ��������ɢǥ������(���¼��Ϊ����)��һ������ڽϵ��¶��½���¯��ǥ������һ���������ǥ�ϲ㱾���ĵ�������ϵ���������ͷ��Ӧ�������ƽ�ͷ����������
1 ʵ��
��������ĸ��Ϊ����(W)��0Cr13Al�����岻��֡��м�����Ϊ�ٷۡ�Ni-Cr-Fe-Si-B�ۼ����������������м����������ڸֲ����Ľ�ϣ�����һ�����ͽ�ͷ����Ӧ���������ø����ϳɷ����1��ʾ���ٺ�ĸ�ľ����и�ӹ���d 8 mm��6 mm��Բ���塣��300 ��m������Ҳ����d 8 mm��ԲƬ������ǰ���������Ӷ������ĥ��1200�Ž���ɰֽ��Ȼ���ڱ�ͪ�г�����ϴ15 min��������Ϊ9:1���ٷ���Ni-Cr-Fe-Si-B����Pulverisette 6������ĥ������300 r/min��ĥ10 h����ѹ�ɺ�Լ300 ��m��d 8 mm��Ϸ�ĩ��Ƭ���������°���/��Ϸ�ĩ��Ƭ/����/��˳����װ�õ�������������ZRYS1500�����ѹ¯�н��������ɢǥ����
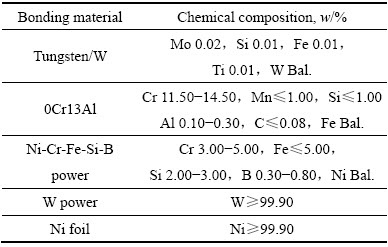
��1 ������ϵĻ�ѧ�ɷ�
Table 1 Chemical compositions of bonding materials
����DTA404PC���²�ʾ����ɨ���Dz���Ni-Cr-Fe-Si-B��ĩ���۵�Ϊ970 �����ҡ�Ϊ��ʹ�����¶���Ni-Cr-Fe-Si-B��ĩҺ��������ѡ��������¶�Ϊ1000��1050��1100 �棬������60 min����10 ��/min�ļ����������������¶ȣ����½�������¯��ȴ������ѹ��Ϊ5 MPa����ն�С��2��10-3 Pa��
��ĥ��Ļ�Ϸ�ĩ����BT9300H�������ȷ����Dz��������ֲ�������JSM-6360LVɨ��羵(SEM)�۲��ĩ��ò�����Ӻ�ȡ��/����������ɨ��羵�Խ������������֯�۲죬��ɨ��羵������������(EDS)�Խ�������гɷַ����������и�ӹ���5 mm��5 mm��12 mm�ļ�����������������ģ����CMT-5105��������ʵ����Ͻ��о����������飬�����ٶ�Ϊ1 mm/min������ǿ��ȡ��ͬ������3����������ǿ�ȵ�ƽ��ֵ�����Ϻ���ɨ��羵�۲�Ͽ���ò��
2 ��������
2.1 ���������֯��ɷ�
�������γɽ�ͷ�ṹ��ͼ1(a)��ʾ���ɸ�ĸ��/����/�ٻ����ܶȺϽ��/��ĸ��4������ɡ������ٻ����ܶȺϽ����90W-10(Ni-Cr-Fe-Si-B)������ĥ̬��Ϸ�ĩ�������¶���Һ���ս����ɣ���Ⱦ�Ϊ280 ��m���ҡ���ͷ�и�ĸ��/�����治���������Ѷȣ����ٻ����ܶȺϽ��ľ��Ȼ������ܻ����ɼ�������ĸ�ĵĸ�ǿ����Ǿ�����ͷ���������Ĺؼ���
��ͼ1(b)��(c)��(d)��֪��3�������¶��£��ٻ����ܶȺϽ�����ռ��������ٿ�����;������ٿ�����֮���Ni-Cr-Fe-Si-Bճ����(���¼��ճ����)���ɣ�������֯���ȡ��ٿ������ȶ�С��5 ��m�����ٿ������м���ںܶ���϶�����ֿ�϶ֱ��������0.2 ��m��û�з���ֱ������1��m�Ŀ�϶�������������á�ͼ1��A��B��C���Ӧճ������WԪ�غ���(Ħ����������ͬ)�ֱ�Ϊ10.21%��15.42%��18.09%��˵���ٻ����ܶȺϽ���ճ���ദ��Һ̬ʱ�ܽ��˴���Wԭ�ӣ����������¶�Խ�ߣ�ճ�����ܽ��Wԭ��Խ�ࡣ���������¶ȵ����ߣ��ٻ����ܶȺϽ���Һ���ս���֯������ø������ԣ�����������¶�1000 �棬1100 ���Ӧ���ٿ�������������Բ����������ĥ�γɵ�С�����е��ٿ���ͨ��ճ�����ս�������ٿ����ֻ࣬���ٿ�����������С�Ľ�Բ����϶��
�ٻ����ܶȺϽ������ĸ�Ľ�Ϸdz����ܣ���ͼ1(b)��(d)��֪�����߽������ٿ�����/��ĸ�Ľ������ճ����/��ĸ�Ľ������ɣ����ֽ��������ֲ������������¶�1000 ���Ӧ��ճ����/��ĸ�Ľ�������������ճ������WԪ�غ���Ϊ11.31%(��ͼ1��D��)�������������ĸ����Ni��Fe��CrԪ�غ����ֱ�Ϊ3.77%��1.81%��1.23%(��ͼ1��E��)��ճ����/�ٽ��������ͨ����ĸ�ı��������Wԭ������ճ���༰ճ������������Ni��Fe��Crԭ����ɢ������ĸ�ı����ʵ������֮���ұ���ϡ�ͼ2��ʾΪ�����¶�1000 ���Ӧ��ճ����/��ĸ�Ľ�����ɷ���ɨ�裬ɨ��;����ͼ1(b)����ʾ����ͼ2��֪��ճ�����ڿ�����ĸ�ı���ĺ�խ��Χ�ڣ�Ni��Fe��CrԪ�صĺ������Խ��ͣ���WԪ���������ӡ��������ڱ��¹�������ĸ�Ľ�����Һ̬ճ�����ܽ��Wԭ����������ɢ�����¹�������ĸ�Ľ���Wԭ�ӳ�����ճ���������ɢ�Ľ���������ٿ�����/��ĸ�Ľ������������ϻ���Ҳ����ǥ�����ӣ�ǥ�����Ը�����ĥ������𤸽���ٿ��������Ni-Cr-Fe-Si-B�����ӹ�����ͨ��ëϸ������ʪ������Һ̬Ni-Cr-Fe-Si-B������ǥ�Ϻ��٣��������ɢ���ٿ�����/��ĸ�Ľ���۲첻��Ni-Cr-Fe-Si-Bǥ�졣
��/�ٻ����ܶȺϽ�������״������(��ͼ1(c))������ڲ��ó����м�����γɵ�ƽֱ�����ϣ��ý������Ϊ���ֲ���֮��Ĺ��ɴ�����������߽���ǿ�Ⱥͽ��ͽ�����Ӧ�����ý�����Ҫ��˲��Һ����ɢ���ӻ��ƽ�ϡ�Ni-Cr-Fe-Si-BҺ���������м�㷢��ԭ�ӻ���ɢ��Niԭ����ɢ����Ni-Cr-Fe-Si-BҺ�У���Si��B��Ԫ����ɢ�������м�㣬����Ni-Cr-Fe-Si-BҺ����Si��B�������Ͷ��������̣�ʵ�ֽ����˲��Һ����ɢ���ӡ���ĸ�ĺ����м��ͨ��������ɢ�γ����ӣ���ͼ1(a)�����Էֱ����ߵĽ�Ͻ��棬��Ϸdz��á�
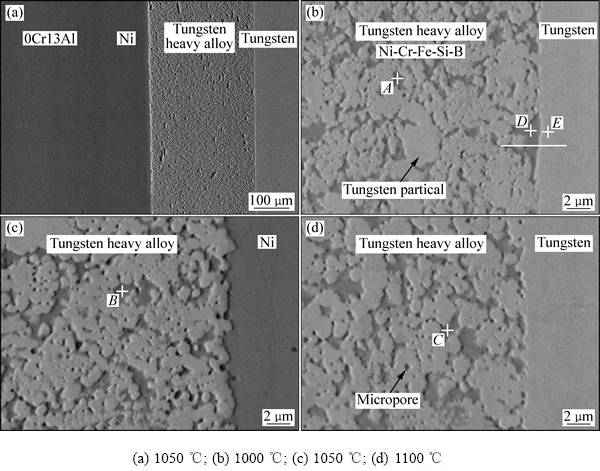
ͼ1 ��ͬ�����¶ȶ�Ӧ����/�ֽ�ͷ����֯
Fig. 1 Microstructures of tungsten/steel brazing joint at different bonding temperatures
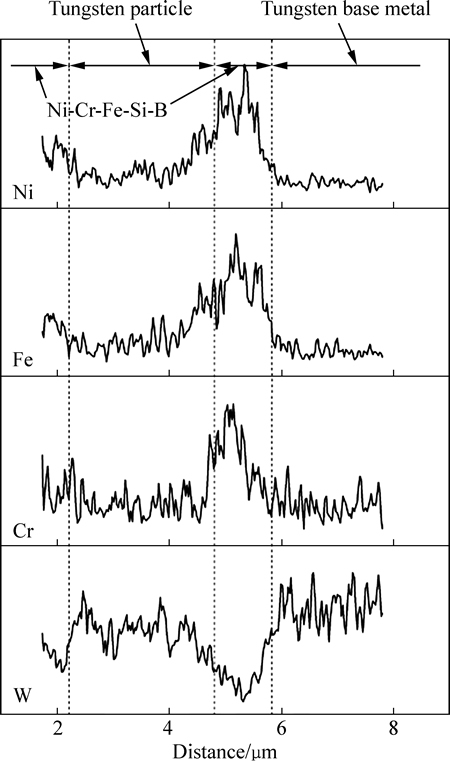
ͼ2 �����¶�1000 ��ʱ��Ӧ���ٻ����ܶȺϽ��/��ĸ�Ľ�����ճ����/��ĸ�Ľ�����ɷ���ɨ��
Fig. 2 Element line scanning of tungsten heavy alloy/tungsten interface at bonding temperature of 1000 ��
2.2 ������ĥ���ٻ����ܶȺϽ��ľ������ܻ�
��ͨҺ���ս������£������������Һ���������������������ת�����Ŷ�ʵ����֯�ľ��Ȼ������ܻ�����һ���Է�����[15]�����Һ���ս��ڽϴ�ѹ���½��У�����Ȼ������ܻ�����˳�����У��ս���֯�л��γɽ϶�Ĵ��϶��ճ����ۼ���[16]����ԭ������ճ����Һ�����������ѹ����Ѹ�ٿ������Ӵ����γ��谭��֯���Ȼ������ܻ��Է����еĹ�������Ǽܡ���ͷ���ٻ����ܶȺϽ����5 MPa������ѹ����Һ���ս����ɣ���α�������֯�г��ִ��϶��ճ����ۼ������Ӷ���֤��/�ֽ�ͷ����������ѧ���ܾ��������������Ǻ���Ҫ�����⡣��ʵ���в��ø�����ĥ�Ʊ��ٷ���Ni-Cr-Fe-Si-B�۵Ļ�Ϸ�ĩ����˸����⡣��ͼ1��֪���ٻ����ܶȺϽ����֯��û�г��ִ��϶��Ҳû�г���ճ����ۼ�����ʵ�����ٻ����ܶȺϽ���֯�ľ��Ȼ������ܻ������ȣ�������ĥʹ��Ϸ�ĩ���ϸ������ͼ3(a)��֪��Ni-Cr-Fe-Si-B��ĩ����������100 ��m�Ŀ���ռ�ܴ����������λ��Ϊ107 ��m�����������ֲ��ܲ����ȡ��ٷ۵������ֲ�Ҳ�����ȣ�����λ��Ҳ�ﵽ14 ��m������10 h������ĥ��Ϸ�ĩ���ϸ������λ��ֻ��2.7 ��m�����������ֲ����Ȼ�������̬�ֲ�����Ϸ�ĩ��ϸ������Ȼ�Ϊ�ٻ����ܶȺϽ���γɾ��Ȼ���֯�����˻�������Σ�������ĥʹ��Ϸ�ĩ�ɷ���̬���𤸽̬����Ϸ�ĩϸ����ͬʱ��Ӳ���ٿ�������������������Ni-Cr-Fe-Si-B�����в��ֱ������ؼ�������ʹ�ٿ�������𤸽һ��Ni-Cr-Fe-Si-B�������ٷ۱���㷢����е�Ͻ�ͼ3(b)��ʾΪ��ĥ��Ļ�Ϸ�ĩ����ò����ĥ��Ļ�Ϸ�ĩϸС����״���ӣ����ַ�ĩ��������š����ӹ����У�Ni-Cr-Fe-Si-BҺ�����ٿ�����������һ�㱡����ҺĤ����ѹ�������£���ܿ��γ��ٹǼܣ�������Һ̬ճ����һ��ʼ��ֲ��dz����ȣ��Ӷ����ٻ����ȱ��Һ��Ŀն�������֤��Һ���ս��γ��ٻ����ܶȺϽ������ܻ�����Ȼ�����Ȼ����ʹ�Ʊ��������ĸ�����ĥ̬��Ϸ�ĩ��Ҳ����ʹҺ���ս����ɵ��ٻ����ܶȺϽ����ȫ���ܻ�����ΪҺ�౻�ٹǼָܷ��һ������ջ���յ�СҺ��������������������ȴ�����У�����Һ̬����������������ԭ��յ�Һ���������γɷ�ɢ������(��ͼ1(d))��
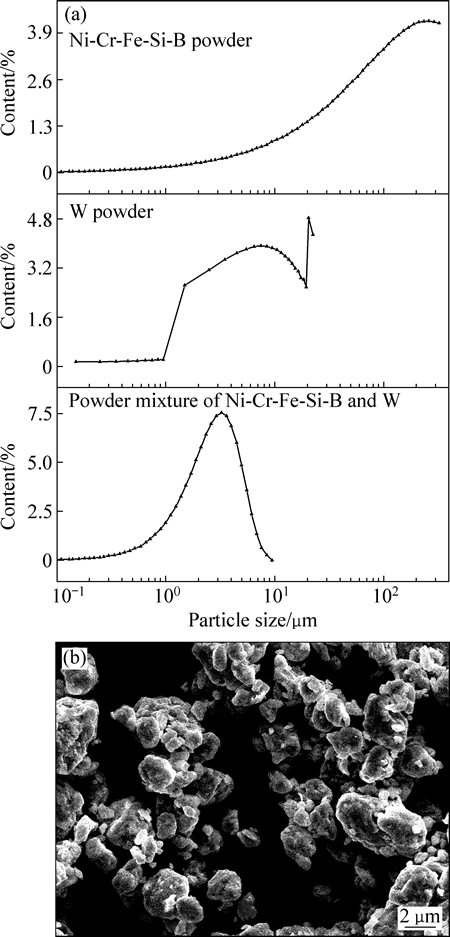
ͼ3 Ni-Cr-Fe-Si-B�ۡ�W�ۼ����߸�����ĥ̬��Ϸ���������ֲ����Ϸ��������ò
Fig. 3 Particle size distribution of Ni-Cr-Fe-Si-B power , W powder and powder mixture of Ni-Cr-Fe-Si-B and W prepared by high energy ball milling (a) and microstructures of powders mixture (b)
2.3 ��ͷ����ѧ���ܼ��Ͽ���ò
�����¶�1000��1050��1100 ���Ӧ�Ľ�ͷ����ǿ�ȷֱ�Ϊ(126+4) MPa��(125+5) MPa��(130+3) MPa�������¶ȶԽ�ͷǿ��û������Ӱ�졣����3���¶��µĶϿ���ò�����ֽ�ͷ������������ĸ��/�ٻ����ܶȺϽ����棬�ֶ��淢������ĸ���У�С���ֶ��淢�����ٻ����ܶȺϽ���У�û�з�����ĸ�����ٻ����ܶȺϽ����������棬�ⲻ��˵����ͷ����ĸ��/�ٻ����ܶȺϽ���γ��˸�ǿ�����ϣ�����˵����ͷ����ģʽ����һ�ֽϵͲ���Ӧ��״̬�µ����ֲ��϶���ģʽ[17]��ͼ4��ʾΪ�������ͶϿ���ò����ͼ4��֪����ĸ�Ķ������Ϊƽ̹�����������پ����ؾ����ѣ��ڶ���˲�䣬���շ���������ĸ��������չ�����������ٻ����ܶȺϽ���еĶϿ���ò����Ϊ�ٿ�������ճ����������������������ճ�����ڶ��ѹ��̷����ϴ�����Ա��Σ��γ����������Ѷ��ѵ���ò������������ĥ�γɵ�ϸС�����ٿ��������ȷֲ���ճ������Ȼ�Ӵ����ٿ�����ճ�������������Ѷȣ��Ӷ�������ٻ����ܶȺϽ���ǿ�ȣ����������/�ֽ�ͷ��ǿ�ȡ�
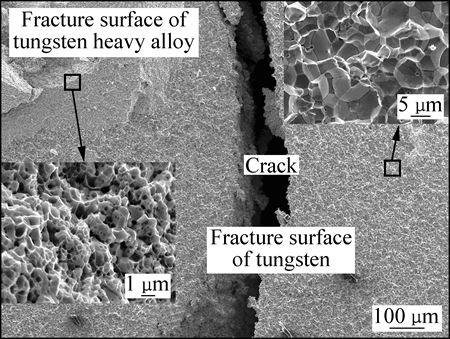
ͼ4 ��ͷ���жϿ���ò
Fig. 4 Fracture surface of tungsten/steel joint
3 ����
1) ��90W-10(Ni-Cr-Fe-Si-B)��Ϸ�ĩΪǥ���м�㣬ʵ��������ֵ������ɢǥ�����ӡ���ͷ����ĸ��/�ٻ����ܶȺϽ��/����/��ĸ��4������ɡ�
2) �ٻ����ܶȺϽ����90W-10(Ni-Cr-Fe-Si-B)��Ϸ�ĩѹ����Һ���ս����ɡ��ٻ����ܶȺϽ������ĸ����ǥ������ʵ�����ӣ������м����˲��Һ����ɢ������ʵ�����ӡ�
3) ������ĥ�Ʊ�90W-10(Ni-Cr-Fe-Si-B)��Ϸ�ĩʵ���˽�ͷ���ٻ����ܶȺϽ��ľ��Ȼ������ܻ����ɡ�
4) ������õ���ɢǥ�������¶ȶԽ�ͷ����ǿ��Ӱ�첻����ǿ�����ֵ125 MPa�����ֵ130 MPa�����Ѿ��������ٻ����ܶȺϽ��/��ĸ�Ľ�����Ͽ���ò��Ҫ����Ϊ��ĸ�ĵĴ����ؾ����Ѻ��ٻ����ܶȺϽ��ճ�������ٿ����������������ѡ�
REFERENCES
[1] EZATO K, SUZUKI S, SEKI Y, MOHRI K, YOKOYAMA K, ESCOURBIAC F. Progress of ITER full tungsten divertor technology qualification in Japan[J]. Fusion Engineering & Design, 2015, 98/99: 1281-1284.
[2] JAKSIC N, GREUNER H, HERRMANN A,  B, VORBRUGG S. Results of high heat flux tests and structural analysis of the new solid tungsten divertor tile for ASDEX upgrade[J]. Fusion Engineering & Design, 2015, 98/99: 1333-1336.
B, VORBRUGG S. Results of high heat flux tests and structural analysis of the new solid tungsten divertor tile for ASDEX upgrade[J]. Fusion Engineering & Design, 2015, 98/99: 1333-1336.
[3] NORAJITRA P, GERVASH A, GINIYATULIN R, HIRAI T, JANESCHITZ G, KRAUSS W. Helium-cooled divertor for DEMO: Manufacture and high heat flux tests of tungsten-based mock-ups[J]. Journal of Nuclear Materials, 2009, 386(2): 813-816.
[4] ����ʤ, ���黪, ������, ����ɽ, �����, �� ǿ, �� ��. ����������ǥ�ϵ���/����պ��ӽ�ͷ����֯������[J]. �й���ɫ����ѧ��, 2014, 24(12): 3051-3058.
LIU Wen-sheng, LIU Shu-hua, MA Yun-zhu, CAI Qing-shan, LIU Hao-yang, YU Qiang, WU Lei. Microstructure and properties of tungsten/steel joint brazed with Ni-based foil-type filler[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(12): 3051-3058.
[5] ZHONG Z H, HINOKI T, NOZAWA T, PARK Y H, KOHYAMA A. Microstructure and mechanical properties of diffusion bonded joints between tungsten and F82H steel using a titanium interlayer[J]. Journal of Alloys and Compounds, 2010, 489(2): 545-551.
[6] BASUKI WW, AKTAA J. Investigationoftungsten/EU- UROFER97 diffusion bondingusing Nb interlayer[J]. Fusion Engineering and Design, 2011, 86(9/11): 2585-2588.
[7] ������, ������, ����ʤ, ����ɽ. ��ɢ������/��/����ϵ�Ľ���ṹ����ѧ����[J]. ����ѧ��, 2013, 34(12): 17-20.
MA Yun-zhu, WANG Yan-yan, LIU Wen-sheng, CAI Qing-shan. Interface microstructure and mechanical properties of diffusion bonded joints between tungsten and ferritic steel with vanadium interlayer[J]. Transactions of the China Welding Institution, 2013, 34(12): 17-20.
[8] ������, �����, ����ʤ, ����ɽ, �� ǿ, ���黪, �� ��. ��ɢ������/�ֽ�ͷ����Ӧ������ֵģ��[J]. �й���ɫ����ѧ��, 2014, 24(9): 2280-2285.
MA Yun-zhu, LIU Hao-yang, LIU Wen-sheng, CAI Qing-shan, Yu Qiang, LIU Shu-hua, WU Lei. Numerical simulation of residual stress in tungsten/steel diffusion bonded joints[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(9): 2280-2285.
[9] BASUKI W W, AKTAA J. Process optimization for diffusion bonding of tungsten with EUROFER97 using a vanadium interlayer[J]. Journal of Nuclear Materials, 2015, 459: 217-224.
[10] MUNEZ C J, GARRIDO M A, RAMS J,  A. Experimental study of W-Eurofer laser brazing for divertor application[J]. Journal of Nuclear Materials, 2011, 418(1/3): 239-248.
A. Experimental study of W-Eurofer laser brazing for divertor application[J]. Journal of Nuclear Materials, 2011, 418(1/3): 239-248.
[11] ��˫ȫ. �������������������ȳ����ϵ����Ӽ���[D]. �ɶ�: ���Ͻ�ͨ��ѧ, 2011: 80-100.
GUO Shuang-quan. Study on joining of tungsten as plasma facing materials with heat sink materials[D]. Chengdu: Southwest Jiaotong University, 2011: 80-100.
[12] KALIN B A,FEDOTOV V T, SEVRJUKOV O N,MOESLANG A, ROHDE M. Developmentofrapidly quenched brazing foils to join tungsten alloyswithferritic steel[J]. Journal of Nuclear Materials B, 2004, 329/333: 1544-1548.
[13] OONO N, NOH S, IWATA N, NAGASAKA T, KASADA R, KIMURA A. Microstructures of brazed and solid-state diffusion bonded joints of tungsten with oxide dispersion strengthened steel[J]. Journal of Nuclear Materials, 2011, 417(1/3): 253-256.
[14] KALIN B A, FEDOTOV V T, SEVRJUKOV O N, KALASHNIKOV A N, SUCHKOV A N, MOESLANG A, ROHDE M. Development of brazing foils to join monocrystalline tungsten alloys withODS-EUROFER steel[J]. Journal of Nuclear Materials, 2007, 367(4): 1218-1222.
[15] ������, �����, �� ΰ, ��ʫ�, ��ѡ��. W-CuҺ���ս���ϵ���ܻ���Ϊ��ģ��[J]. �й���ɫ����ѧ��, 2014, 24(2): 416-423.
CHI Yong-heng, ZHANG Rui-jie, FANG Wei, YANG Shi-di, QU Xuan-hui. Simulation of densification process of W-Cu system during liquid-phase sintering[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(2): 416-423.
[16] ���ڻ�, ���Ը�, ����Ȫ. �������ٻ����ܶȺϽ��м�����/�������ɢ����[J]. ��е����ѧ��, 2013, 49(4): 58-63.
YANG Zong-hui, SHEN Yi-fu, LI Xiao-quan. Diffusion bonding tungsten to steel in vacuum with tungsten heavy alloy interlayer formed on tungsten surface[J]. Journal of Mechanical Engineering, 2013, 49(4): 58-63.
[17] ����, �ⰮƼ, �μ���, �� ��, ������, ���½�. �������仯�����Al���Ͻ���̬��ѹ����Si3N4�մ�[J]. �廪��ѧѧ��(��Ȼ��ѧ��), 2002, 42(11): 1433-1435.
ZOU Gui-sheng, WU Ai-ping, REN Jia-lie, YANG Jun, LI Xiao-ning, LIANG Chen-jian. Semi-solid state pressure bonding of Si3N4 ceramics with Al-based alloys containing intermetallic compounds[J]. Journal of Tsinghua University (Science and Technology), 2002, 42(11): 1433-1435.
Vacuum diffusion brazing bonding tungsten to steel using W-(Ni-Cr-Fe-Si-B) mixed powders interlayer
YANG Zong-hui1, 2, SHEN Yi-fu 3, CHU Ya-jie1, 2, LI Xiao-quan1, 2
(1. School of Material Engineering, Nanjing Institute of Technology, Nanjing 211167, China;
2. Jiangsu Key Laboratory of Advanced Structural Materials and Application Technology, Nanjing Institute of Technology, Nanjing 211167, China;
3. College of Material Science and Technology, Nanjing University of Aeronautics and Astronautics, Nanjing 211106, China)
Abstract: Vacuum diffusion brazing between tungsten (W) and 0Cr13Al steel using 90W-10(Ni-Cr-Fe-Si-B) (mass fraction, %) powder mixture interlayer prepared by high energy ball milling, was carried out with 5 MPa at 1000, 1050 and 1100 �� for 60 min, respectively. The morphology of powder mixture was studied by laser particle size analyzer and SEM. The microstructures, composition and fracture characteristics of the joints were studied by SEM, EDS and the shear strength of the joints were tested by electronic universal testing machine. The results show that the tungsten heavy alloy layer forms on the tungsten matrix through 90W-10(Ni-Cr-Fe-Si-B) mixed powder liquid phase sintering, and good bonding between tungsten and steel is realized based on diffusion brazing mechanism. High energy ball milling plays key role in densification and homogenization of tungsten heavy alloy layer. At higher bonding temperature, the liquid phase sintering microstructure characteristics of the tungsten heavy alloy layer is more obvious. The shear strength of joints is between 125-130 MPa. The fractures all occur near the interface of tungsten matrix and tungsten heavy alloy layer, the former fracture is brittle intergranular fracture, while the latter fracture is ductile interface debonding fracture between tungsten phase and Ni-rich phase.
Key words: tungsten; interlayer; brazing; tungsten heavy alloy
Foundation item: Project(51075205) supported by the National Natural Science Foundation of China; Project (ZKJ201502) supported by the Scientific Research Foundation of Nanjing Institute of Technology, China; Project (CKJB201303) supported by Nanjing Institute of Technology, China
Received date: 2016-03-18; Accepted date: 2016-07-19
Corresponding author: YANG Zong-hui; Tel: +86-25-86118274; E-mail: yzh@njit.edu.cn
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51075205)���Ͼ�����ѧԺ��ְ��ʿ����������Ŀ(ZKJ201502)���Ͼ�����ѧԺ���»���������Ŀ(CKJB201303)
�ո����ڣ�2016-03-18�������ڣ�2016-07-19
ͨ�����ߣ����ڻԣ������ڣ���ʿ���绰��025-86118274��E-mail��yzh@njit.edu.cn
ժ Ҫ���Ը�����ĥ̬90W-10(Ni-Cr-Fe-Si-B)(����������%)��Ϸ�ĩΪǥ���м�㣬�ֱ����1000��1050��1100 �棬������60 min����ѹ5 MPa�Ĺ��ղ������Դ���(W)��0Cr13Al�ֽ��������ɢǥ�����ӡ����ü������ȷ����ǡ�SEM��EDS�͵���������������о���Ϸ�ĩ��̬����ͷ������֯���ɷ֡���ѧ���ܼ��Ͽ������������������ͷ�еĻ�Ϸ�ĩ�м��ͨ��Һ���ս���̣�ʵ������ֵ���ɢǥ�����ӣ����ڽ�ͷ�����ɾ������ܵ��ٻ����ܶȺϽ�㡣������ĥ�Ʊ���Ϸ�ĩ���ٻ����ܶȺϽ��ѹ���µľ��Ȼ������ܻ����ɾ��йؼ����á������¶�Խ�ߣ��ٻ����ܶȺϽ���Һ���ս���֯����Խ���ԡ���/�ֽ�ͷ����ǿ����125~130 MPa֮�䣬���Ѿ��������ٻ����ܶȺϽ��/��ĸ�ĵĽ�������Ͽ���Ҫ����Ϊ��ĸ�ĵĴ����ؾ����Ѻ��ٻ����ܶȺϽ��ճ�������ٿ����������������ѡ�
