
DOI: 10.11817/j.issn.1672-7207.2017.06.004
�����Ĺ��������Ա�������ģ��
�����ڣ��������������ŵ
(������ѧ ���Ƽ����������Զ��������ص�ʵ���ң����� ������110819)
ժ Ҫ��
ֵ�ļ��㾫�ȣ�����һ���Ĺ��������Ա��ε�������ģ�ͣ�ģ���н��������Ա��η�Ϊ��ϵ���Ա��κ������Ʒ����Ա��Σ��ۺϿ��Ǹ�Ӱ�����أ���ƹ�ϵ�������Ʒ����Ա��ε�ģ�ͽṹ����������Ƶ�ģ�ͽṹ�Ͳ��Է��������ij1 800 mm�����ܿ���������������Ӱ�캯�����õ�֧�Ź����������������������ֿ��ȡ�������������������ضԹ�ϵ���Ա��ε�Ӱ�죬��������ϵ���Ա�������ģ�ͣ�ͨ�����������ֳ����ԣ��ع�õ������Ʒ����Ա���ģ���е�ϵ������Ӧ���ڸû����С��о�������������ø�ģ�ͣ������趨ֵ�ļ���ƫ��ɿ����ڡ�0.1 mm���ڣ�������ģ�;��нϸߵļ��㾫�ȣ������ֳ�����Ҫ��
�ؼ��ʣ�
������������ϵ���Ա�����Ӱ�캯�������Ʒ����Ա����������ն���������
��ͼ����ţ�TG333.5 ���ױ�־�룺A ���±�ţ�1672-7207(2017)06-1432-07
Online model research for elastic deformation of 4-high cold mill
CHEN Shuzong, PENG Lianggui, WANG Li, ZHANG Dianhua
(The State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110819, China)
Abstract: In order to improve the mill spring calculation accuracy, a new online elastic deformation model for 4-high cold mill was put forward. In the model, the mill elastic deformation was divided into two parts, i.e. rolls elastic deformation and mill housing elastic deformation. Combining all the influence factors, the model structure of rolls and mill housing elastic deformation were designed. Based on the proposed model structure and test scheme, aiming at a 1 800 mm single-stand reversible cold mill, the effect of every factors on the rolls elastic deformation, such as back-up roll diameter, work roll diameter, strip width, rolling force and bending force, were obtained by means of influential function method, and the online model of rolls elastic deformation was established. Based on the actual test data of a single-stand cold mill, the coefficients of mill housing elastic deformation model were obtained, and the proposed mill elastic deformation model was applied in this mill. The results indicate that the calculation deviation of roll gap value is within ��0.1 mm, which shows that the model is accurate and it can meet the requirement of online process control.
Key words: mill spring; rolls elastic deformation; influential function method; mill housing elastic deformation; mill rigidity; roll gap
�����ƹ����У���������������������£�������������ϵ��������������Ʒ��Ȳ�����������Ա��Σ���һϵ���������������ĵ��Ա����ܺͳ�Ϊ�������Ա���(����������)[1-2]���������Ա��μ�����Ҫ����2�����Σ�һ�������ڹ����趨ֵ�ļ��㣬�����ݸ����λ�����ܺ�ȷ��估��Ӧ�������������������/�����ܵĹ����趨ֵ����һ���Ǹ���ʵ��Ĺ�������������������/�����ܵij��ں�Ⱥ�AGC�����е�˲ʱ���[3-5]����ˣ��������Ա��εļ��㾫��ֱ��Ӱ���Ź����趨�����ֳ��ں���������ľ��ȡ�Ŀǰ��ͨ���ɲ������ۼ��㷨������ѹ���������巨�ȵõ��������Ա���ֵ��ȷ��������������������Ļ�������նȣ������Դ��ֿ���Ӱ������в������������ߴ������������ضԵ��Ա��ε�Ӱ���ڴ�ͳģ����û�еõ�����[6]�����ǣ���ʵ�������У����������ߴ硢������ȵ����ر仯��Χ���Ƚϴ����ֳ����ƹ�����ѹ�������кܴ�ͬ����ˣ���ͳ�������Ա��ξ���һ���ľ�����[7]����Դ�ͳ������������δ��ֿ���Ӱ���ϵ������Ӱ�����ء����㾫�ȵ͵�ȱ�ݣ������������һ�����ۼ�����ʵ�����ݻع����ϵ��Ĺ��������Ա��εļ���ģ�ͣ���Ӧ����ij���������������С�
1 �������Ա��ε�ģ�ͽṹ
���������Ա����У������Ʒ���������е�����ĸն����������찲װ��������ᷢ���仯���䵯�Ա��ν������������йأ�����ϵ�ĵ��Ա��ΰ�����������������ѹ��ȣ��ڰ�����������У���ϵ�ĵ��Ա��λ������������������ֿ��ȡ�������������������������ı仯�������ı䡣
�������������������ģ�ͽ��������Ա��η�Ϊ��ϵ���Ա��μ������Ʒ�����������ĵ��Ա��Σ��������ܵ��Ա��ε�ģ�ͽṹ���Ϊ[6]

ʽ�У�sTotalΪ�������ܵ��Ա��Σ�mm��sRollΪ��ϵ���Ա��Σ�mm��sHouseΪ�����Ʒ����Ա��Σ�mm�����У���ϵ���Ա���ͨ������Ӱ�캯����������������ݻع��ã����Ʒ���������е�����ĵ��Ա�����ͨ������ȫ��ѹ�����Ի�õ����ݽ��лع顣
2 ��ϵ���Ա��ε�����ģ��
2.1 ����Ӱ�캯�����Ĺ�ϵ���Ա��μ���
Ӱ���ϵ���Ա��ε���Ҫ�����������ߴ硢���ֿ��ȡ���������������ȣ���Щ���ض�����������Ӱ�������ʵ�ⷽ���õ�����Ľ�����ɲ���Ӱ�캯�������Ĺ������Ĺ�ϵ���Ա��ν��м���[8]��
����ͨ�Ĺ��������Ϲ�ϵΪ�о������䵯�Ա���ǰ��ĶԱ���ͼ1��ʾ��ͼ1�У�AΪ���Ա���ǰ֧�Ź������ߣ�BΪ���Ա��κ�֧�Ź������ߡ�������������ͨ��ѹ��˿�ܻ�Һѹ��������֧�Ź���������ϣ����֧�Ź���������������ĵ������λ�Ƽ�Ϊ�������Ա��Ρ�ͨ��������֪�����ڹ�ϵ���������֧�Ź��������ĵ��λ��(��������ָ�Ĺ�ϵ���Ա�����sRoll)����Ҫ��֧�Ź�����ѹ��sbr������������ѹ��swr�Լ�֧�Ź�����������ĵ�����������sfl��ɣ�����

֧�Ź�������ѹ��sbr����������ѹ��swr��Ҫ�����¹�ϵ�ĵ��Ա��ν����ۼӡ�
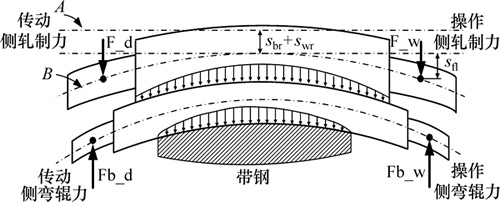
ͼ1 �Ĺ�������ϵ���Ա���ʾ��ͼ
Fig. 1 Scheme of rolls elasticity deformation for 4-high mill
Ӱ�캯������һ����ɢ���ķ����������˼���ǽ�������ɢ�����ɵ�Ԫ�������������ܵ��غɼ��������Ա���Ҳ����ͬ��Ԫ��ɢ����Ӧ��Ӱ�캯���ĸ�����ȷ���Ը���Ԫʩ�ӵ�λ��ʱ�ڹ�����������ı��Σ�Ȼ��ȫ���غ�����ʱ����Ԫ����ı��ε��ӣ��ó�����Ԫ�ı���ֵ������Ӱ�캯���������ϵ���Ա���[9-12]��
2.2 ��ϵ���Ա��εĻع�ģ��
����Ӱ�캯�����������̷����������������ٶ�������ˣ���������Ϊ����ģ��ʵʱ�����ϵ���Ա���[13]����Ը����⣬���IJ���Ӱ�캯�����������ͬ���ض��������Ա��ε�Ӱ����ɣ�������С���˷���ϻع�ģ���е�ϵ����
Ӱ���ϵ���Ա��εĸ�����֮������Ϲ�ϵ������������֧�Ź��ߴ硢���ֿ��ȵȲ���ȷ��ʱ����ϵ���Ա�������ʩ�ӵ���������������й�[14-15]���ۺϿ����������أ�����ϵ���Ա��η�Ϊ����������صĹ�ϵ���Ա��Ρ��������صĵ��Ա��κͻع�ƫ��3���֣�ģ��Ϊ

ʽ�У�sRollΪ������ϵ���Ա��Σ�mm��FΪ����������kN��FWbΪ���������������kN��xrollΪ����������صĹ�ϵ���Ա���ϵ����mm/kN��xbendΪ���������صĹ�ϵ���Ա���ϵ����mm/kN�� Ϊ��ϵ���Ա��λع�ƫ�mm��
Ϊ��ϵ���Ա��λع�ƫ�mm��
���У�����������صĹ�ϵ���Ա���ϵ��xroll�����������صĹ�ϵ���Ա���ϵ��xbend���빤����ֱ����֧�Ź�ֱ�������ֿ�����ء�������ֱ����֧�Ź�ֱ�������ֿ������ϵ���Ա���ϵ��֮��Ĺ�ϵ���ö���ʽ�ع鷽�̱���Ϊ��








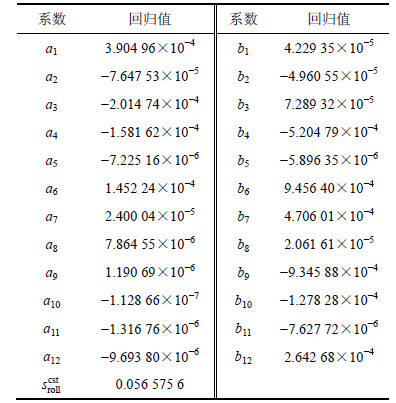
ʽ�У�a1~a12Ϊxroll��صĶ���ʽ���ϵ����b1~b12Ϊxbend��صĶ���ʽ���ϵ����WΪ���ֿ��ȣ�m��Dbr��Dwr�ֱ�Ϊ֧�Ź�ֱ��������ֱ����m��
��ʽ~���Կ�������ϵ���Ա���ϵ���Ķ���ʽ�ع鷽���ۺϿ����˹�����ֱ����֧�Ź�ֱ�������ֿ��ȵ����ص�Ӱ�졣ʽ�е�a1~a12��b1~b12�� �ɸ��ݲ���Ӱ�캯�����ڲ�ͬ�����¼���Ĺ�ϵ���Ա���ֵ���лع��á�
�ɸ��ݲ���Ӱ�캯�����ڲ�ͬ�����¼���Ĺ�ϵ���Ա���ֵ���лع��á�
3 �����Ʒ����Ա��ε�����ģ��
�����ƹ����У��������õ������ϵ�ȫ��������ͨ��������С��������ѹ����˿����ĸ���������Ʒ����ò����������������Ĵ�ֱ����ĵ��Ա���ֱ��Ӱ���Ű���ĵ����ƾ��ȡ�
3.1 �����Ʒ����Ա��ε�ģ�ͽṹ
�����Ʒ����Ա��ε���������dz����ӣ����й�����ĽӴ������ڼ�϶��Ŀǰû�о�ȷ�����ۼ��㷽����ͬʱ�����ǵ������Ʒ���������е�����ĸն����������찲װ�ᷢ���仯�����ȷ���Ʒ����Ա���ģ���е�ϵ������ͨ������ȫ��ѹ��������ã��������ظ�������
�����Ʒ�����е�����ĵ��Ա�����������֮�䲻�Ǽ����Թ�ϵ���ڵ��������Σ����ڸ���е����֮����ڼ�϶�ͽӴ����Σ������Ʒ����Ա��κ�������֮��Ĺ�ϵΪ�����ԣ��ڸ��������Σ������Ʒ����Ա��κ�������֮���������Թ�ϵ[16]�����������������������Ʒ����Ա��ε�ģ�ͽṹ���Ϊ
ʽ�У�MHΪ�����Ʒ��ն�ϵ����kN/mm����sHΪ�Ʒ����Ա��λع������mm��aHΪ�Ʒ����Ա���ģ�Ͳ�����kN/mm��
3.2 �����նȲ�����ģ�Ͳ������
������ȫ��ѹ�������У�ͨ�����ݲɼ�ϵͳ�ɼ�����������Ӧ�Ĺ���ֵ���ھ������ݴ�����ɻ�ò�ͬ�������µ��������Ա��Ρ��������������Ա��μȰ����Ʒ����Ա��Σ���������ϵ���Ա��Ρ����У���ϵ���Ա��β����Ѿ������Ĺ�ϵ����ģ�ͼ��㣬���ܵ��������Ա��μ�ȥ��ϵ���Ա��Σ���ɵõ������Ʒ����Ա��Σ�����ͨ��������Ͽɵõ������Ʒ����Ա���ģ���е�ϵ����
����������������Ʋ��Է��������ݴ���������ͼ2��ʾ�����岽��Ϊ��
1) ����ȫ��ѹ�������Թ̶���ת����ת����һ��ʱ�䣬ʹ��������е�豸���ֳ��Ⱦ��ﵽ��������ʱ��״̬��
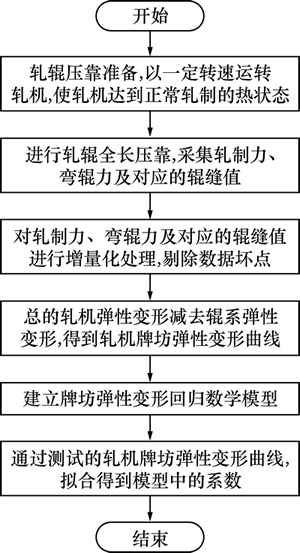
ͼ2 �������Ա��β�������ͼ
Fig. 2 Flow chart of mill elastic deformation test
2) �����նȲ��ԡ���������½�������ȫ��ѹ��������������һ���IJ�����0 kN���ӵ����ֵ��֮���ٰ�����ͬ������С��0 kN��ѹ��ʱȷ��������������ٶȱ��ֺ㶨����ѹ�������У�ͨ�����ݲɼ�ϵͳ��ϸ��¼�����������������Ӧ�Ĺ���ֵ��
3) �����������������������Ļ�ֵF0�����������µĹ���ֵS0��Ϊ��ֵ��ѡȡ���ڸû������������ݣ���������������Ϊ(ʵ��������-F0)����������Ϊ(ʵ�����-S0)���Եõ�������������ֵ����������ֵ�������ݴ����������㡣
4) ����ʽ~�����ϵ���Ա��Σ�����ʱ���ֿ��ȵ�Ч�ڹ������������ȣ��������ܵ��Ա��μ�ȥ��ϵ���Ա��Σ��õ������Ʒ����Ա��Ρ�
5) �ڻ�������Ʒ����Ա������ߵĻ����ϣ��������Ʒ����Ա��λع�ģ���е�ϵ��������ϡ�
4 �ֳ�Ӧ������������
����������������Ա��μ����㷨��ͨ��C���Ա��ʵ�֣�����Ӧ����ij1 800 mm�����ܿ������������̿���ģ���趨ϵͳ�С��ڼ�������趨ֵʱ�����ȸ���������������������ֿ��ȼ������ߴ�Ȳ������������������Σ������������ֵ��������ڸ�1 800 mm�����ܿ����������������������Ͳ��Խ����������ֳ�������֤��ģ�͵ļ��㾫�ȡ�
4.1 ��ϵ���Ա�������ģ�͵����������
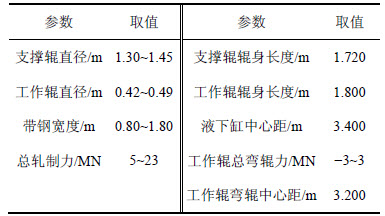
���ѡȡ���������ڲ���Ӱ�캯��������ʱ����ϵ���Ա��θ�Ӱ���������1��ʾ��
�ڲ���Ӱ�캯���������ϵ���Ա��ι����У�֧�Ź�ֱ���ֱ�Ϊ1.300��1.320��1.340��1.360��1.380��1.400��1.420��1.450 m��������ֱ���ֱ�Ϊ0.420��0.430��0.440��0.450��0.460��0.470��0.480��0.490 m�����ֿ��ȷֱ�Ϊ0.800��1.000��1.200��1.400��1.600��1.800 m�����������ֱ�Ϊ5��8��11��14��17��20��23 MN����������������ֱ�Ϊ-3��-2��-1��1��2��3 MN��
��1 ����Ӱ�캯���������ϵ���Ա���ʱ�IJ���
Table 1 Parameter values of rolls elastic deformation calculation through influential function method
ͼ3��ʾΪ����Ӱ�캯��������õ��IJ�ͬ�����µĹ�ϵ���Ա��Ρ���ͼ3�ɼ����ڴ��ֿ��ȡ���ϵ�ߴ�̶�ʱ����ϵ�ĵ��Ա�������������������������Թ�ϵ����������������������ȡ�����������ɷ��ȣ�������������������̶�ʱ������֧�Ź����������������������ֿ��ȵ����ӣ���ϵ�ĵ��Ա��μ�С�������ֳ�ʵ����������ӳ���Ĺ��������Ǻϵġ�
��Ӱ�캯��������õ��Ĺ�ϵ���Ա�����Ϊ���Դ���ݣ�ͨ����С���˷���ù�ϵ���Ա��λع���ѧģ����a1~a12��b1~b12����ϵ���ľ�����ֵ�����2��ʾ��
ģ�Ͳ�����Ϻ���õĹ�ϵ���Ա��λع�ģ���е�ϵ����������Ӧ�������ļ��У��Ӷ�Ӧ��ʽ(3)~(5)������ͬ�����µĹ�ϵ���Ա��Ρ�
4.2 �����Ʒ����Ա��ε��ֳ�����
���������Ʒ����Ա��β��Է�������ij1 800 mm�����ܿ������������иնȲ��ԡ�������ȫ��ѹ�������У�����������200 kN/s�IJ�����0 kN���ӵ�17 000 kN��֮���ٰ�����ͬ������С��0 kN��ѹ�������������ٶȱ�����100 m/min�������������������Ϊ300 kN�����ݵIJ�������Ϊ200 ms��
������������ֵF0Ϊ3 MN���Բ�����������������ֵ�����������������������㣬�õ������ܵ��Ա���ʵ�����ߣ���ͼ4(a)��ʾ��ͨ��ģ�ͼ���Ĺ�ϵ���Ա�����ͼ4(b)��ʾ�����ܵĹ���������ȥ��ϵ���Ա��������õ������Ʒ����Ա�����������ͼ4(c)��ʾ����ͼ4�ɼ����������Ա����ڵ��������γ������Եķ����ԡ��Ҹն�ϵ����С�����ڸ����������������Թ�ϵ�������������Ʒ����㲿����ĽӴ����κͼ�϶��ɵģ�����ϵ���Ա����������������Թ�ϵ���������ߴ�̶�ʱ����ϵ�ն�ϵ��Ϊ��ֵ��
�ڻ�������Ʒ����Ա������ߵĻ����ϣ��ɶ��Ʒ����Ա��λع�ģ���е�ϵ��������ϣ������Ʒ����Ա������������ͼ4(d)��ʾ���ڲ����ع�ʱ��Ȼ������������������ͼ5��ʾ���ɼ������������ε��������ڡ�0.02 mm�ڡ�
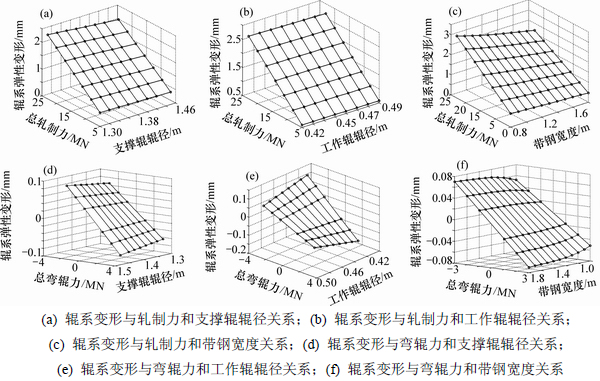
ͼ3 ����Ӱ�캯��������IJ�ͬ�����µĹ�ϵ���Ա��ν��
Fig. 3 Rolls elastic deformation calculation result by influential function method with different parameter values
��2 ģ��ϵ�����ֵ
Table 2 Regress values of model parameters
������С���˷���ϵõ�ģ���е�ϵ��MH=6 877 kN/mm����sH=0.709 1 ��aH=1 582����ˣ������Ʒ����Ա��λع�ģ�����£�

4.3 �������Ա���ģ�͵��ֳ�Ӧ��
��������������ģ���趨ϵͳ���ԣ��������Ա���ģ����Ҫ���ڹ����趨ֵ�ļ��㡣����ģ���������ǹ�������ڴ��ֺ��֮��Ĺ�ϵ�����趨��������ȷ��������ں�Ⱥͳ��ں�ȣ�Ȼ��������Ӧ��������������������������������Ա���ģ�ͼ������Ӧ�ĵ���ֵ�����õĹ�ʽΪ

ʽ�У�sΪ���������趨��mm��hΪ���ڴ��ֺ�ȣ�mm��sTotalΪ�����ܵ��Ա��Σ�mm��sZeroΪ�����������µĵ��Ա��Σ�mm��CSΪ��������ϵ����mm��
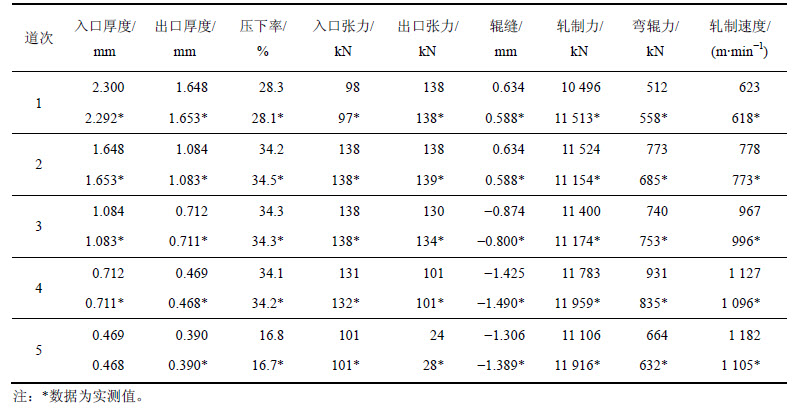
����ij1 800 mm�����ܿ�������ѹ�¹�̵Ĺ����趨����ͺ�ȿ���Ч���������������Ա���ģ�͵ļ��㾫�ȡ���3��ʾΪ����CQ������Ϊ1 250 mm����ں��Ϊ2.30 mm�����ں��Ϊ0.39 mm�����������ڸ����ȶ�״̬�µ�ģ���趨ֵ���ֳ�ʵ��ֵ�ĶԱȡ��ɱ�3���Կ�����ģ���趨�������������������趨ֵ��ʵ��ֵ���dz��ӽ������й������ƫ������ڡ�0.1 mm���ڣ����ڲ��ô�ͳ��������ģ�ͼ���Ĺ�����㾫�ȡ����ƫ��������ͼ6��ʾ�����ڸ����˾��ij�ʼ�����趨ֵ�����ƫ�����2%��ͷβ���ֳ��Ƚ�Ϊ30 m������������ʱ���ô���ȫ����Ⱦ��ȿ����ڡ�1%���ڡ��ֳ�Ӧ�ñ�����ģ�;��нϸߵľ��ȣ������ֳ�����Ҫ��
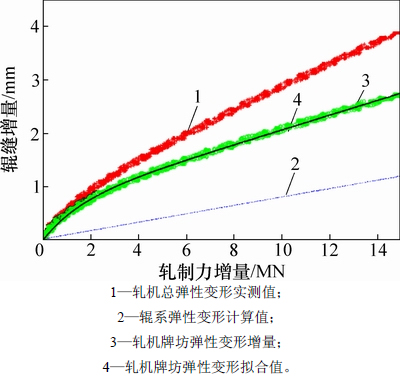
ͼ4 �������Ա��β��Խ��
Fig. 4 Results of mill elastic deformation test
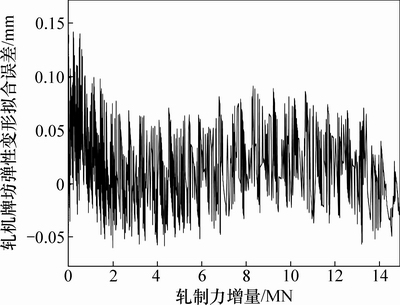
ͼ5 �����Ʒ����Ա���ģ�͵�������
Fig. 5 Fitting error of mill elastic deformation model
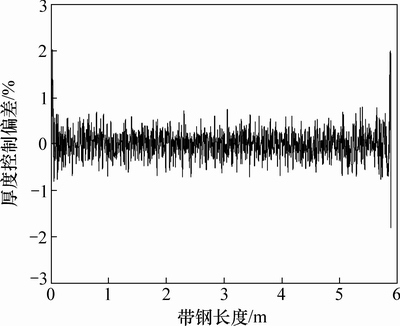
ͼ6 �������ֳ����ϵĺ��ƫ������
Fig. 6 Thickness deviation curve of whole strip length
��3 ģ���趨ֵ��ʵ��ֵ�ĶԱ�
Table 3 Comparison of model setup values with measured ones
5 ����
1) ���������͵��������Ա���������ģ�ͣ����������Ա��η�Ϊ��ϵ���Ա��κ������Ʒ����Ա���2���֣��ۺϿ��Ǹ�Ӱ�����أ���������Ӧ������ģ�ͽṹ�ͼ��㷽����
2) ��Ӱ�캯����Ӧ���ڹ�ϵ���Ա��εļ��㣬���ij��������������������֧�Ź����������������������ֿ��ȡ�������������������ضԹ�ϵ���Ա��ε�Ӱ�죻�ڴ˻����ϣ������˹�ϵ���Ա��ε����ع�ģ�͡�
3) ����ij�����ܿ����������������ֳ�ʵ�ʵĸնȲ������ݣ��ع�õ��������Ʒ����Ա���ģ�ͣ����������ε�����������ڡ�0.02 mm�ڡ��������Ա����ڵ�ѹ���������γ������Եķ������Ҹն�ϵ����С���ڸ����������������Թ�ϵ������ϵ���Ա�����������������������Թ�ϵ��
4) �������������Ա��μ���ģ���ѳɹ�Ӧ����ij1 800 mm�����ܿ������������У�ͨ���ֳ������趨ֵ�ͺ�ȿ���Ч����֤��ģ�;��нϸߵľ��ȣ��������ƫ������ڡ�0.1 mm���ڣ����ƫ�����2%��Χ��ͷβ���ֳ��Ƚ�Ϊ30 m����ģ�����������߿��Ƶ�Ҫ��
�ο����ף�
[1] Vladimir G. Flat-rolled steel processes[M]. New York: CRC Press, 2009: 335-338.
[2] LENARD J G. Primer on flat rolling[M]. 2nd ed. Tokyo: Tokyo Press, 2007: 92-98.
[3] LIU Shujian, WU Bocheng. Optimum design of rolling schedule for tandem cold mill using SLPSO[J]. Applied Mechanics and Materials, 2012, 101/102: 443-446.
[4] WANG Qiaoyi, JIANG Zhengyi, ZHAO Jingwei. Multi-factor coupling system characteristic of the dynamic roll gap in the high-speed rolling mill during the unsteady lubrication process[J]. Tribology International, 2013, 67(4): 174-181.
[5] ����Ң, �콨��, Ԭ����. �Ĺ��������ԳƸն��������������Ա��ε��о�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2012, 33(11): 1586-1590.
GONG Dianyao, XU Jianzhong, YUAN Fangcheng. Study on roll elastic deformation asymmetrical 4-high mill stiffness[J]. Journal of Northeastern University (Natural Science), 2012, 33(11): 1586-1590.
[6] �ܽ���, �Ž�, ���پ�. �����豸���Զ�����[M]. ����: ��ѧ��ҵ������, 2010: 46-49.
CAO Jianguo, ZHANG Jie, ZHANG Shaojun. The steel rolling equipment and automatic control[M]. Beijing: Chemical Industry Press, 2010: 46-49.
[7] WANG J S, JIANG Z Y, TIEU A K, ea al. A flying gauge change model in tandem cold strip mill[J]. Journal of Materials Processing Technology, 2008, 204(1/2/3): 152-161.
[8] FINSTERMANN G, SEILINGER A, NOPP G, et al. Comparison of 4-high and 6-high mill-stand technology in cold-rolling mills[J]. Metallurgical Plant Technology, 2007, 30(1): 54-61.
[9] ������, ������, ������. �䱸���ʽ֧�й����Ĺ���������ϵ���Ա�����ѧģ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2013, 44(6): 2298-2303.
DONG Yonggang, SU Yulong, ZHANG Yanyan. Mathematical model of elastic deformation of cold reduction mill equipped with composite back-up roll[J]. Journal of Central South University (Science and Technology), 2013, 44(6): 2298-2303.
[10] �콨��, �ŷ���, ����Ң, ��. �Ĺ������������Ա��ν���ģ��Ŀ���[J]. ����, 2003, 20(2): 8-11.
XU Jianzhong, ZHANG Fengqin, GONG Dianyao, et al. Development of calculation module of rolls elasticity deformation in 4-h mill[J]. Steel Rolling, 2003, 20(2): 8-11.
[11] ����, ������, ������, �ȣ�������������ѹ���ֲ�����[J]. ������ѧѧ��(��Ȼ��ѧ��), 2005, 26(2): 133-136.
BAI Jinlan, WANG Junsheng, WANG Guodong, et al. Analysis of roll force distribution between rolls on a six-high mill[J]. Journal of Northeastern University (Natural Science), 2005, 26(2): 133-136.
[12] ������. ���ο��ƺͰ�������[M]. ����: ұ��ҵ������, 1986: 35-40.
WANG Guodong. Flatness control and flatness theory[M]. Beijing: Metallurgical Industry Press, 1986: 35-40.
[13] LI Haijun, XU Jianzhong, WANG Guodong, et al. Development of strip flatness and crown control model for hot strip mills[J]. Journal of Iron and Steel Research (International), 2010, 17(3): 21-27, 45.
[14] ������, �ΰ���, ����, ��. �ȴ���������ϵ����ն�������ģ��[J]. �����Ƽ���ѧѧ��, 2009, 31(11): 1452-1456.
DONG Lijie, HE Anrui, SONG Yong, et al. Online calculation model of roll vertical stiffness in a hot rolling-mill[J]. Journal of University of Science and Technology Beijing, 2009, 31(11): 1452-1456.
[15] SUN Dengyue, ZHANG Yuanfang, ZHA Xianwen, et al. Study on the roller��s thermal stress of the liquid core heavy reduction rolling mill[J]. Applied Mechanics and Materials, 2010, 29/30/31/32: 1380-1384.
[16] ����, ١��, �ν���, ��. ����ANSYS����Ԫ����5 500 mm�Ĺ������Ʒ�����[J]. ұ���豸, 2012(1): 46-49.
HUANG Xin, TONG Kun, SONG Jinchun, et al. Analysis of the house of the 5 500 mm four-high mill based on ANSYS finite element method[J]. Metallurgical Equipment, 2012(1): 46-49.
(�༭ �Կ�)
�ո����ڣ�2016-06-07�������ڣ�2016-09-01
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51074051)������ʡ��ʿ��������������Ŀ(20131033)(Project (51074051) supported by the National Natural Science Foundation of China; Project (20131033) supported by the Doctoral Scientific Research Foundation of Liaoning Province)
ͨ�����ߣ������ڣ���ʿ���������ƹ����Զ���������о���E-mail��chenshuzong10@163.com
ժҪ��Ϊ�����������ֵ�ļ��㾫�ȣ�����һ���Ĺ��������Ա��ε�������ģ�ͣ�ģ���н��������Ա��η�Ϊ��ϵ���Ա��κ������Ʒ����Ա��Σ��ۺϿ��Ǹ�Ӱ�����أ���ƹ�ϵ�������Ʒ����Ա��ε�ģ�ͽṹ����������Ƶ�ģ�ͽṹ�Ͳ��Է��������ij1 800 mm�����ܿ���������������Ӱ�캯�����õ�֧�Ź����������������������ֿ��ȡ�������������������ضԹ�ϵ���Ա��ε�Ӱ�죬��������ϵ���Ա�������ģ�ͣ�ͨ�����������ֳ����ԣ��ع�õ������Ʒ����Ա���ģ���е�ϵ������Ӧ���ڸû����С��о�������������ø�ģ�ͣ������趨ֵ�ļ���ƫ��ɿ����ڡ�0.1 mm���ڣ�������ģ�;��нϸߵļ��㾫�ȣ������ֳ�����Ҫ��
[1] Vladimir G. Flat-rolled steel processes[M]. New York: CRC Press, 2009: 335-338.
[2] LENARD J G. Primer on flat rolling[M]. 2nd ed. Tokyo: Tokyo Press, 2007: 92-98.
[6] �ܽ���, �Ž�, ���پ�. �����豸���Զ�����[M]. ����: ��ѧ��ҵ������, 2010: 46-49.
[10] �콨��, �ŷ���, ����Ң, ��. �Ĺ������������Ա��ν���ģ��Ŀ���[J]. ����, 2003, 20(2): 8-11.
[12] ������. ���ο��ƺͰ�������[M]. ����: ұ��ҵ������, 1986: 35-40.
[16] ����, ١��, �ν���, ��. ����ANSYS����Ԫ����5 500 mm�Ĺ������Ʒ�����[J]. ұ���豸, 2012(1): 46-49.
