
���±�ţ�1004-0609(2014)05-1194-10
�ᾧѹ������ղ�ѹ�������Ͻ����֦������Ӱ��
�����ɣ��� ����« �գ��ܲ��ģ�¬��ƽ���� ѫ
(�ϲ����մ�ѧ �������칤��ѧԺ���ϲ� 330063)
ժ Ҫ��
ͨ�������������ͬ�ᾧѹ������ղ�ѹ����ZL114A���Ͻ�Ķ���֦����࣬�о��ᾧѹ������ղ�ѹ�������Ͻ����֦������Ӱ�죻��������ղ�ѹ����ZL114A���Ͻ����֦�������ᾧѹ���ͱں�Ĺ�ϵ������������ᾧѹ������ղ�ѹ�������Ͻ����֦�����Ӱ��������������ͬ�ں�����������Žᾧѹ�����������Ͻ����֦������С����ͬһ�ᾧѹ���£����űں�ļ�С�����Ͻ����֦������С���ᾧѹ��С��350 kPaʱ���ں�Զ���֦�����Ӱ��ϴᾧѹ������350 kPaʱ���ᾧѹ���Զ���֦�����Ӱ��ϴ�
�ؼ��ʣ�
���Ͻ�����ղ�ѹ�������ᾧѹ��������֦��������ں���
��ͼ����ţ�TG249.2���� ���ױ�־�룺A
Effect of crystallization pressure on secondary dendrite arm spacing of vacuum counter-pressure casting aluminum alloy
YAN Qing-song, YU Huan, LU Gang, XIONG Bo-wen, LU Bai-ping, ZOU Xun
(School of Aeronautic Manufacturing Engineering, Nanchang Hangkong University, Nanchang 330063, China)
Abstract: The effect of crystallization pressure on the secondary dendrite arm spacing of vacuum counter-pressure casting ZL114A aluminum alloy was studied through testing and analyzing the secondary dendrite arm spacing (SDAS) subjected to different crystallization pressures. Meanwhile, the relationships among the secondary dendrite arm spacing of vacuum counter-pressure casting ZL114A aluminum alloy and crystallization pressure and wall thickness were established. The results indicate that the effect of crystallization pressure on the secondary dendrite arm spacing of vacuum counter-pressure casting aluminum alloy is obvious. For the samples with the same wall thickness, the secondary dendrite arm spacing of aluminum alloy decreases with the increase of crystallization pressure. Under the same crystallization pressure, the secondary dendrite arm spacing of aluminum alloy decreases with the decrease of wall thickness. When the crystallization pressure is less than 350 kPa, the effect of wall thickness on the secondary dendrite arm spacing is obvious, while when the crystallization pressure is more than 350 kPa, the effect of crystallization pressure on secondary dendrite arm spacing is obvious.
Key words: aluminum alloy; vacuum counter-pressure casting; crystallization pressure; secondary dendrite arm spacing; wall thickness
���Ͻ������������õ���ѧ���ܺ���ʴ�ԡ��ϸߵı�ǿ�ȣ����������ռ��ɱ��ϵͣ������Ӧ�÷dz��㷺[1-3]���������Ͻ�������֯��֦�����Ƚϴִ��ر������������γɵĶ���֦���ۼ�������̺��ڱ�ø��ִ���֦���ۼ���Сֱ��Ӱ�����Ͻ�ɷ�ƫ�����ڶ��༰�����ķֲ����Ӷ������Ͻ�������֯�����ܲ���Ӱ�졣��ˣ�Ҫ��þ���ϸС����֯���ܵ����Ͻ�����������ƺ������̹��̣���֤�����õ����̲��������������̹��̲���ͨ����ͨ��Һ̬������֦��������������á�Һ̬������֦����������ܺϽ������������������ã���������������Ӱ��ܴ��ر���ѹ�������µĽᾧ���̣�����һ����ƽ������̹��̣���֦�������������˽ϴ��Ӱ�졣
����20����70�����BATSHJEB��[4]�Ͷ�ѹ�������ºϽ�Ľᾧ���̽����˴������о����������ѹ����ʹ����ϸ������֯���ܡ��������˹�����ר�Ҷ�ѹ���½ᾧ�о��ļ�����Ȥ����ѹ������Ϊһ�ַ��������칤�գ����ڲ��ýϸߵ�ѹ����б�ѹ���̣����������̹����н������嶼�ܵ�ѹ���������ã���ˣ����Ի�þ���ϸС����֯���ܵ�����[5-7]��20����80�����AKAD[8]�Բ�ѹ�������Ͻ����������̹��̽������о���ͨ��������ͬѹ�������Ͻ���������֯�����ܣ���Ϊѹ������ʹ���Ͻ�Һͨ������֦�������խͨ���������������������ã��������õIJ���Ч������ʹ����ϸ������֯���ܣ��������ѹ�������Ͻ�����IJ�������������ѹ����С�йء�2003�꣬��������[9]�Բ�ѹ��������̹��̽������о��������˲�ѹ����Һ̬���������ٶ�ģ�ͣ���Ϊ��ѹ���������Һ̬�����IJ����ٶ���Ҫ��ᾧ����ʱ�ı�ѹѹ����С������ͨ����С��Һ�̹��������¶��ݶȡ�Һ̬�����ı����������Ͻ�ᾧ�¶ȷ�Χ���йأ���Ϊ��ѹ����IJ��������ṩ������ָ������2000�꿪ʼ�������ɵ�[10-12]�Ը��ӱ������Ͻ�������ղ�ѹ�����������Ϊ�������о��������ղ�ѹ�������Ͻ�����̹��̾��м���ЧӦ������ЧӦ��ʹ֦�����������Ա���ֱ�����ѣ�������Һ̬������֦�������õ�����������������ղ�ѹ���칤�յ����̲���������ѧģ�ͣ���Ϊ�����ٶ���Ҫȡ��������ʱ��ѹѹ����С����ѹѹ��Խ���䴦�IJ����ٶȾ�Խ�죬����Ч����Խ�á�
Ŀǰ��������ר�Ҷ�ѹ���µIJ������̺�ģ�ͽ����˴����о�������Ҫ�ǴӺ�۷������ѹ�������̵IJ���ЧӦ������ղ�ѹ����������֦��������Ӱ����ٱ�������ˣ�ϵͳ�о��ᾧѹ������ղ�ѹ�������Ͻ����֦������Ӱ�죬�����ղ�ѹ�������Ͻ����֦�������ᾧѹ���ͱں�Ĺ�ϵ��Ϊ��ղ�ѹ�������Ͻ��֦�������ṩ����ָ����
1 ʵ��
�������Ƶ�VCPC����ղ�ѹ�����豸����ʵ�飬�������ñ��壬�����γߴ�Ϊ60 mm��150 mm��(3��6��9��12) mm 4�ֱں���ͼ1��ʾ�����Ͳ���ɰ�����죬�Ͻ�ΪZL114A(ZAlSi7Mg1A)����ע�¶�700 �����ң�����5�ֲ�ͬ�Ľᾧѹ��(250��300��350��400��450 kPa)������ղ�ѹ�������Ͻ���������ղ�ѹ���칤�ղ������1���С�
Ϊ�˲�������֦�����Ĵ�С������ղ�ѹ���������ϵ���ͬ��λ�ֱ�ȡ��������XQ-1�ͽ�����Ƕ���Ը�����������Ƕ��Ȼ����ĥ����ĥ���⣬����ٽ��и�ʴ��������ʴҺΪ0.5%HF������������ʴ��ʱ��Ϊ15~20 s������XJP-6A�ͽ��������Ը�ʴ��������������֯�۲첢��ȡ������Ƭ�����ձںᾧѹ����С���α��Ϊ��Ʒ1~20�������ý��߷���Image-Pro Plus������������Զ���֦�������в��������߷���ͼ2��ʾ��
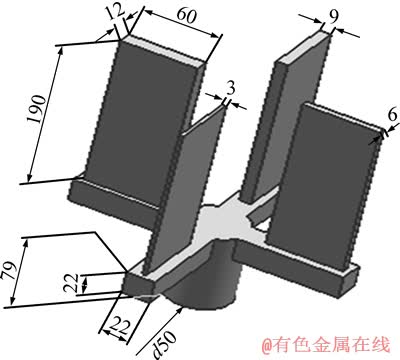
ͼ1 ������άʾ��ͼ
Fig. 1 Three-dimensional sketch map of sample (Unit: mm)
��1 ��ղ�ѹ���칤�ղ���
Table 1 Technological parameters of vacuum counter- pressure casting

ͼ2 ����֦�������߷�
Fig. 2 Linear intercept method of secondary dendrite arm spacing
2 ��������
2.1 �ᾧѹ�������Ͻ����֦������Ӱ��
��ͬ�ں�ʱ����ղ�ѹ����ZL114A�Ͻ������Ķ���֦�������ᾧѹ���仯������ͼ3��ʾ��
��ͼ3���Կ�����������ͬ�ں�����������Žᾧѹ����������ղ�ѹ�������Ͻ����֦������С���ڽᾧѹ��С��350 kPaʱ������֦������С�����ƽ�ƽ�ȣ����ᾧѹ������350 kPa������֦������С�������ԡ�
��ղ�ѹ���칤�ղ�����������µ�ѹ���͡���ѹ�½ᾧ���̣����ص�֮һ�Ǹ�ѹ����һֱ�ᴩ�ڽᾧ���̵�ȫ����[13-14]��ѹ��ʹ����Һͨ������֦�������խͨ���������������������ã���Ϊ�����������ã���ʾ��ͼ��ͼ4��ʾ��
��ղ�ѹ���켷�����������ɰ�ʽ(1)����[12]��
 (1)
(1)
ʽ�У���GΪ���������Ľ���������m3��pcΪ�ᾧѹ����Pa��psΪ����Һ�����ڼ����������ϵľ�ѹ����Pa��pgΪ������������֦�������������ѹ����Pa����Ϊ����Һ�Ķ����ȣ�Pa��s����LΪ����������ȣ�m��FΪ�������������m2������Ϊ��������ʱ�䣬s��KΪ��ϵ����m2��
��ʽ(1)���Կ�������ղ�ѹ����ᾧѹ��pc��Һ̬����������ʱ�ı������������ëϸѹ���Ǽ����������õ���Ҫ������������Һ�ľ�ѹ��ps��֦�������������ѹ��pg���谭�����������õ�������ˣ�����ղ�ѹ��������У���ëϸѹ��������Һ�ľ�ѹ��ps��֦�������������ѹ��pg��ͬ������£������������õĴ�С��Ҫȡ���ڽᾧѹ��pc���ᾧѹ��pcԽ�����������þ�Խǿ������Һ���ܹ���˳����ͨ������֦�������խͨ�����������������ң��ڼ������������У���ʹ֦�����ɹǼܣ�ֻҪ��ǿ�ȵ��ڼ���������ѹ����֦���ͻᷢ�����Ա��������ᱻҺ�������[15]��ʹ���뾧�����֦࣬��ϸС����ˣ����Žᾧѹ����������ղ�ѹ�������Ͻ����֦������С��Ϊ�˻��ϸС������֯�������ʵ������ղ�ѹ����ᾧѹ����С��
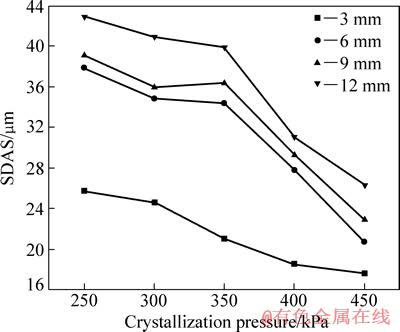
ͼ3 ��ͬ�ں�ʱ��ѹ����AL114A�Ͻ����ն���֦�������ᾧѹ���仯����
Fig. 3 Changing curves of SADS with crystallization pressure for vacuum counter-pressure casting ZL114A alloys under different wall thickness
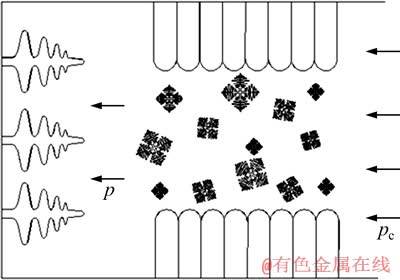
ͼ4 ��ղ�ѹ����Һ̬������֦���伷������ʾ��ͼ
Fig. 4 Sketch figure of extrusion and infiltration between dendrites during vacuum counter-pressure casting molten metal
2.2 �ں�����Ͻ����֦������Ӱ��
��ͬһ�ᾧѹ���£���ͬ�ں�ʱ��ѹ����ZL114A�Ͻ����ն���֦�������ں�ı仯������ͼ5��ʾ��
��ͼ5���Կ�������ͬһ�ᾧѹ���£����űں�ļ�С�����Ͻ����֦������С���������ں�С��6 mmʱ�����űں��С������֦������С�������ԣ������ں����6 mmʱ�����űں��С������֦������С��������ƽ�ȡ�
����KIRKWOOD[16]�����֦���ֻ�ģ�ͣ��Զ���֦�����������ʱ��Ĺ�ϵ���˶�������ѧ��������ʽ(2)��ʾ��
 (2)
(2)
ʽ�У���2Ϊ����֦����ࣻtΪ֦������ʱ�䣻��Ϊ������
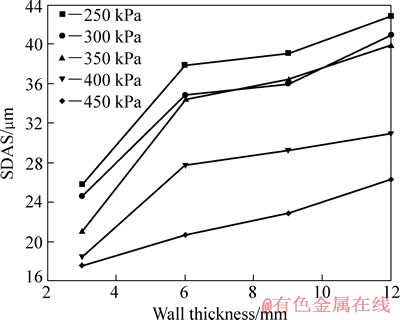
ͼ5 ��ͬ�ᾧѹ��ʱ��ѹ����ZL114A�Ͻ����ն���֦�������ں�仯����
Fig. 5 Changing curves of SADS with wall thickness for vacuum counter-pressure casting ZL114A alloys under different pressures
��ʽ(2)��֪������֦�����ֱ�������ںϽ����ȴ�ٶȻ�ֲ�����ʱ�䡣��ȴ�ٶ�Խ����ֲ�����ʱ��Խ�̣�����֦������ԽС���������̹��̵�ƽ�������ɣ�
 (3)
(3)
ʽ�У�dΪ�ں��С��K Ϊ����ϵ����
��ʽ(3)����ʽ(2)���Եó���
 (4)
(4)
����������ѧԭ����Һ̬������֦�������������ж�������س̵�ѹ����ʧ����ˣ���ղ�ѹ����Һ̬�����ڲ�ͬ���䴦�ᾧѹ���Dz�ͬ�ġ���ͼ4��ʾ����ղ�ѹ����Һ̬������֦���伷���������̣�Һ̬�������س�ѹ����ʧ��pΪ[17]
 (5)
(5)
 (6)
(6)
ʽ�У�p(x)Ϊ����x��Һ���ѹ����Pa��vΪҺ̬���������ٶȣ�m/s����Ϊ����ͨ����С��m��
Һ̬���������ٶȦԿɱ�ʾΪ[18]
 (7)
(7)
ʽ�У�RΪ�����ٶȣ�m/s��
�������̹��̵�ƽ��������ʽ(3)�����Եó������ٶ�Ϊ
 (8)
(8)
��ʽ(7)��(8)����ʽ(6)���õ����� x ���Ľᾧѹ��Ϊ
 (9)
(9)
��ʽ(9)���Կ��������� x ���Ľᾧѹ����Ҫ����ղ�ѹ����ᾧѹ��pc������ʱ��t���йء���ͬһ�ᾧѹ��pc�£�����ͬһ����λ�õĽᾧѹ����Сȡ��������ʱ��t������ʱ��tԽ�̣����� x ���Ľᾧѹ����Խ��֦����ļ����������þ�Խǿ������֦������ԽС��
��ˣ���ʽ(4)��(9)���Կ�������ͬһ�ᾧѹ���£��ں�ԽС����������ȴ�ٶ�Խ�죬֦������ʱ��Խ�̣�ͬһ����λ�õĽᾧѹ��ҲԽ����֦�����Ҳ��ԽС��
2.3 ����֦�������ᾧѹ���ͱں�Ĺ�ϵ
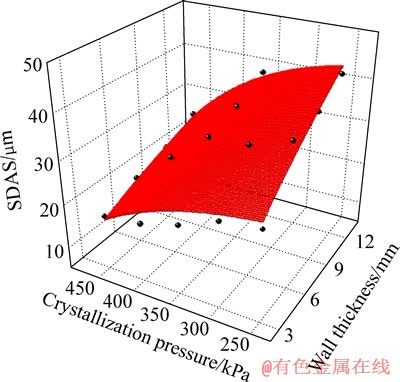
ͼ6 ��ղ�ѹ����ZL114A���Ͻ����֦������2��ᾧѹ��pc�ͱں�d�Ĺ�ϵ���ͼ
Fig. 6 Fitting relationship among secondary dendrite arm spacing and crystallization pressure and wall thickness for vacuum counter-pressure casting ZL114A aluminum alloy
������ղ�ѹ����ZL114A���Ͻ������Ķ���֦�����IJ��Խ��������������Ϸ������������ͼ6��ʾ�����Եó���ղ�ѹ����ZL114A���Ͻ����֦������2��ᾧѹ��pc���ں�d֮��Ĺ�ϵ����ʽ(10)��ʾ��

 (10)
(10)
��ʽ(10)��ͼ6���Կ�������ղ�ѹ����ZL114A���Ͻ����֦������2��ᾧѹ��pc�ͱں�d����һ���Ĺ�ϵ���ᾧѹ��pc�ͱں�d��ͬӰ�����֦������2��С�����ᾧѹ��Խ�ں�ԽСʱ����ղ�ѹ����ZL114A���Ͻ����֦������2ԽС�����ᾧѹ��ԽС���ں�Խ��ʱ����ղ�ѹ����ZL114A���Ͻ����֦������2Խ���ᾧѹ��һ��ʱ����ղ�ѹ����ZL114A���Ͻ����֦������2���űں�d�ļ�С����С�����ں�һ��ʱ����ղ�ѹ����ZL114A���Ͻ����֦������2���Žᾧѹ��pc������������ᾧѹ��С��350 kPaʱ���ں����ղ�ѹ����ZL114A���Ͻ����֦�����Ӱ��ϴ��ᾧѹ������350 kPaʱ���ᾧѹ������ղ�ѹ����ZL114A���Ͻ����֦�����Ӱ��ϴ�
3 ����
1) ����ղ�ѹ���칤���£��ᾧѹ�������Ͻ����֦�����Ӱ�����ԡ�������ͬ�ں�����������Žᾧѹ�����������Ͻ����֦������С���ڽᾧѹ��С��350 kPaʱ������֦������С�����ƽ�ƽ�ȣ����ᾧѹ������350 kPa������֦������С�������ԡ�
2) ��ͬһ�ᾧѹ���£����űں�ļ�С�����Ͻ����֦������С���������ں�С��6 mmʱ�����űں��С������֦������С�������ԣ������ں����6 mmʱ�����űں��С������֦������С��������ƽ�ȡ�
3) ��������ղ�ѹ����ZL114A���Ͻ����֦������2��ᾧѹ��pc���ں�d֮��Ĺ�ϵΪ
��ղ�ѹ����ZL114A���Ͻ����֦������2��ᾧѹ��pc�ͱں�d����һ���Ĺ�ϵ���ᾧѹ��pc�ͱں�d��ͬӰ�����֦������2��С�����ᾧѹ��С��350 kPaʱ���ں�Զ���֦�����Ӱ��ϴ��ᾧѹ������350 kPaʱ���ᾧѹ���Զ���֦�����Ӱ��ϴ�
REFERENCES
[1] GRIFFITHS W D, KAWAII K. The effect of increased pressure on interfacial heat transfer in the aluminum gravity die casting process[J]. Journal of Materials Science, 2010, 45(9): 2330-2339.
[2] ������, ������, ���¾�. ��յ�ѹ��ʧģ�����������ʧģ�������Ͻ���֯�����ܶԱ�[J]. �й���ɫ����ѧ��, 2013, 23(1): 22-28.
JIANG Wen-ming, FAN Zi-tian, LIU De-jun. Comparison of microstructures and properties of aluminum alloy between expendable pattern shell casting with vacuum and low-pressure and lost foam casting[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(1): 22-28.
[3] OTARAWANNA S, GOURLA C M, LAUKLI H I, DAHLE A K. Microstructure formation in AlSi4MgMn and AlMg5Si2Mn high-pressure die castings[J]. Metallurgical and Materials Transactions A, 2009, 40: 1645-1659.
[4] CBATSHJEB. �����ͺϽ���ѹ���½ᾧ[M]. �Ž���, ���ؾ�, ��.������: ��������ҵ��ѧ������, 1987.
CBATSHJEB. Crystallization of metal and alloy under pressure[M]. ZHANG Jin-sheng, LUO Shou-jing, transl. Harbin: Harbin Institute of Technology Press, 1987.
[5] MOMCHILOV E. Influence of some technological parameters of counter pressure casting on the structural homogeneity and mechanical characteristics of aluminum alloy castings[J]. Journal of Materials Science and Technology, 1994, 2(4): 3-12.
[6] Ѧ����, ���, ������. ���ڼ���ѹ����ij����ص㼰Ӱ������[J]. �����ѧѧ��: ��Ȼ��ѧ��, 2002, 25(10): 20-22.
XUE Han-song, LI Hua-ji, WANG Yong-qin. Characteristics of filling process and factors of differential-pressure cast for thin-wall castings[J]. Journal of Chongqing University: Natural Science Edition, 2002, 25(10): 20-22.
[7] KATZAROV I H, ARSOV Y B. Counter-pressure casting system eases aluminum pouring for high integrity components[J]. Modern Casting, 2004, 94(1): 56.
[8] AKAD A T. Counter-pressure casting: The processes which occur during casting and crystallization[J]. Foundry Trade Journal, 1989, 18(10): 744-750.
[9] ������, �� ��. ��ѹ����ѹ����������ʵ��[M]. ����: ��е��ҵ������, 2003.
DONG Xiu-qi, WANG Dong. Theory and practice of low pressure casting and counter-pressure casting[M]. Beijing: China Machine Press, 2003.
[10] ������, �� ��, κ����, ��־��, �̳���. ��ղ�ѹ���칤�յ����̲���������ģ��[J]. �й���ɫ����ѧ��, 2008, 18(6): 1051-1057.
YAN Qing-song, YU Huan, WEI Bo-kang, XU Zhi-feng, CAI Chang-chun. Solidification feeding behavior and model of vacuum counter-pressure casting technology[J]. The Chinese Journal of Nonferrous Metals, 2008, 18(6): 1051-1057.
[11] ������. ���ܿ��Ƶı������Ͻ�������ղ�ѹ���칤��������[D]���人: ���пƼ���ѧ, 2006.
YAN Qing-song. Process and theory of vacuum counter-pressure casting thin-wall aluminum alloy castings based on intelligent control[D]. Wuhan: Huazhong University of Science and Technology, 2006.
[12] YAN Qing-song, YU Huan, XU Zhi-feng, XIONG Bo-wen, CAI Chang-chun. Effect of holding pressure on the microstructure of vacuum counter-pressure casting aluminum alloy[J]. Journal of Alloys and Compounds, 2010, 501: 352-357.
[13] ��ѡ��, �����, ������. ���ѹ�����취���ղ������о�[J]. �ȼӹ�����, 2003(5): 15-17.
DONG Xuan-pu, HUANG Nai-yu, FAN Zi-tian. Study on filling mold of metallic liquid in vacuum differential pressure casting[J]. Hot Working Technology, 2003(5): 15-17.
[14] YAN Qing-song, CAI Qi-zhou, WEI Bo-kang, YU Huan, YU Zi-rang. Simulation of fuzzy control systems for nonferrous alloy vacuum counter-pressure casting[J]. Transactions of Nonferrous Metals Society of China, 2005, 15(4): 873-877.
[15] KOVACHEVA R, BACHVAROV G, DAFINOVA R. Influence of the counter pressure casting conditions on the microstructural characteristics of AlSi7Mg castings[J]. Journal of Materials Science and Technology, 1996, 12(1): 42-56.
[16] KIRKWOOD D H. Three-dimensional growth morphologies in diffusion-controlled channel growth[J]. Physical Review E, 1997(6): 7789-7792.
[17] KUBO K, PEHLKE R. Mathematical modeling of porosity formation in solidification[J]. Metallurgical Transactions B, 1985, 16: 359-363.
[18] LEE Y W. Modeling of feeding behavior of solidifying Al-7Si-0.3Mg alloy plate casting[J]. Metallurgical Transactions B, 1990, 21: 715-722.
(�༭ ������)
������Ŀ��������Ȼ��ѧ����������Ŀ(51261025)��������ҵ��ѧ���̼��������ص�ʵ���ҿ��Ż���������Ŀ(SKLSP201325)
�ո����ڣ�2013-08-08�������ڣ�2013-10-12
ͨ�����ߣ������ɣ����ڣ���ʿ���绰��0791-83953326��E-mail��yanqs1973@126.com
ժ Ҫ��ͨ�������������ͬ�ᾧѹ������ղ�ѹ����ZL114A���Ͻ�Ķ���֦����࣬�о��ᾧѹ������ղ�ѹ�������Ͻ����֦������Ӱ�죻��������ղ�ѹ����ZL114A���Ͻ����֦�������ᾧѹ���ͱں�Ĺ�ϵ������������ᾧѹ������ղ�ѹ�������Ͻ����֦�����Ӱ��������������ͬ�ں�����������Žᾧѹ�����������Ͻ����֦������С����ͬһ�ᾧѹ���£����űں�ļ�С�����Ͻ����֦������С���ᾧѹ��С��350 kPaʱ���ں�Զ���֦�����Ӱ��ϴᾧѹ������350 kPaʱ���ᾧѹ���Զ���֦�����Ӱ��ϴ�
[4] CBATSHJEB. �����ͺϽ���ѹ���½ᾧ[M]. �Ž���, ���ؾ�, ��.������: ��������ҵ��ѧ������, 1987.
[6] Ѧ����, ���, ������. ���ڼ���ѹ����ij����ص㼰Ӱ������[J]. �����ѧѧ��: ��Ȼ��ѧ��, 2002, 25(10): 20-22.
[9] ������, �� ��. ��ѹ����ѹ����������ʵ��[M]. ����: ��е��ҵ������, 2003.
[11] ������. ���ܿ��Ƶı������Ͻ�������ղ�ѹ���칤��������[D]���人: ���пƼ���ѧ, 2006.
[13] ��ѡ��, �����, ������. ���ѹ�����취���ղ������о�[J]. �ȼӹ�����, 2003(5): 15-17.
