
���±�ţ�1004-0609(2008)07-1199-06
����þ�Ͻ�AZ31B��AZ61A�Ľ���Ħ��������
��ϣ���������죬���ҿ�
(����������ѧ ��ɫ�����Ͻӹ��������ص�ʵ���ң����� 730050)
ժ Ҫ��
�����ֱ���þ�Ͻ�AZ31B�� AZ61A���н���Ħ�����Խ�ʵ�飬�о��˹��ղ����Խ�ͷ��֯����ѧ���ܵ�Ӱ�졣��������������ð���Բ̨�ν���ͷ���ҽ�AZ31B���ں��˲����ʩ��ʱ���õ��������á�����ȱ�ݵĶԽӽ�ͷ����ͷ����ǿ����߿ɴﵽĸ��AZ31B��90.5%���Ժ���Ķ�������֯�����������֣���ͷ��������֯����ܴ�ǰ��������Ӱ������֯�ʲ�״�ֲ��ҽϿ��������ղ�����ǡ��ʱ�����������ײ����������������ĸ��������Ӳ�Ĵ��ں�Ӧ����������ɽ�ͷ��ǰ��������Ӱ������ѧ�����½�����Ҫԭ��
�ؼ��ʣ�
AZ31Bþ�Ͻ���AZ61Aþ�Ͻ�������Ħ��������ѧ��������״��֯��
��ͼ����ţ�TG 453���� ���ױ�ʶ�룺A
Friction stir welding process of
AZ31B and AZ61A magnesium alloy
WANG Xi-jing, ZHANG Yong-hong, ZHANG Zhong-ke
(Key Laboratory of Advanced Non-ferrous Alloy and Processing, Ministry of Education,
Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: Dissimilar AZ61A and AZ31B magnesium alloys were welded with friction stir welding. The influence of welding parameters on the microstructure and mechanical properties of the joint was investigated. Experimental results show that when using concave round platform tool and placing AZ31B at the retreating side, the beautiful welded joints without discontinuity are easily obtained. The maximum tensile strength of joint can reach 90.5% that of the AZ31B base material. The microstructure analysis of joint reveals that the microstructures of the various regions are very different, and the microstructure distribution is layered and wide on the mechanical heat-affected zone. When the process parameters are not appropriate, the oxide and impurity congregate between the layered microstructures. The existence of the impure stratum structure and stress concentration is the main reason that causes the drop of mechanical properties in the mechanical heat-affected zone.
Key words: AZ31B magnesium alloy; AZ61Amagnesium alloy; friction stir welding; mechanical properties; stratum structure
����Ħ����(Friction Stir Welding�����FSW)��Ϊһ�����͵ĵ��۵���ɫ�������ӹ��գ������Ͻ�ĺ��ӷ�����е�����������[4?6]���ڶ�þ�Ͻ�Ľ���Ħ�������棬NAKATA[7]��JOHNSON[8]�ֱ��AZ31��AZ61��AZ91ϵ��þ�Ͻ��ĺ�AM50��AM60��ѹ��þ�Ͻ�����˽���Ħ�����о�������������ϼ��ֲ����Ͼ��ɻ�����ʺ������������Ͻ���ȣ�þ�Ͻ����Ħ���������Ź��ղ�����ѡ��Χ��խ���ڹ���,����[9~11]��AZ31þ�Ͻ�Ľ���Ħ���������˱Ƚ�ȫ����о�������[12~14]����ҹ����캽�չ�ҵ�г��õ�MB8��AZ81þ�Ͻ������Ħ���������о������϶��Ƕ�ͬ��þ�Ͻ����Ħ�������о������Ը��߹㷺�Ժ�ʵ�ü�ֵ�IJ�ͬ�ɷ�þ�Ͻ���ϼ�Ľ���Ħ����ȴ�о����٣����ǵ�����þ�Ͻ����ܲ���ϴ��б�Ҫ��������þ�Ͻ�Ľ���Ħ���������о������ͽϳ����ı���þ�Ͻ�AZ31B��AZ61A�����˽���Ħ���������о���
1 ʵ��
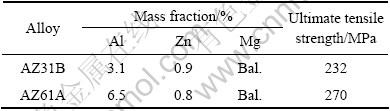
ʵ����ü�ѹ̬����þ�Ͻ�AZ31B��AZ61A������е�ӹ����Ƴɳߴ�Ϊ200 mm��80 mm��5 mm�İ�����к��ӡ�������Ҫ�ɷֺ���ѧ�������1��
��1 þ�Ͻ�ɷֺ���ѧ����
Table 1 Components and mechanical properties of magnesium alloy
ʵ���豸ΪFSW?3LM?015�ͽ���Ħ������������10~2 000 mm/min��ת��250~2 500 r/min�������Ͻ���Ӻ��Ϊ14 mm����ȫ���㱾ʵ��þ�Ͻ�Ľ���Ħ�������ӡ�ʵ��ʱ���ڱ����������������Ͳ�������������£�ͨ���ı����Ħ��ͷ��ʽ������������ת�ٶȦغͺ����ٶ�v����ó������á����ȱ�ݵĽ�ͷ��Ȼ��Բ�ͬ�����½�ͷ�����ȡ����������ѧ���ܲ��ԣ����ѡȡ�ʵ��Ľ�ͷ��λ��ȡ���������������ĥ���⣬��3%������Һ��ʴ�����ƾ���ϴ�����ɣ��ڹ�ѧ�����½��н�����֯�۲����Ӳ�ȼ�⡣
2 ��������
2.1 ���ʲ���ͽ���ͷ��״��FSW������͵�Ӱ��
����þ�Ͻ�AZ61A��AZ31B��ȣ�AZ61A��AlԪ����������ԼΪ3%�������������ϼ�Ϊ���ϵ�ǿ�Ⱥ�Ӳ�ȵ���ߣ������Ա�������ȴ�����½�����ʹ��������֮����н���Ħ����Ҫ����ͬ�ֲ���֮����н���Ħ����Ҫ�������ࡣʵ������������AZ31B���ں��˲ࡢAZ61A����ǰ�������ʩ��ʱ�õ���۳������á����ȱ�ݵĽ�ͷ(��ͼ1)�������õĹ��ղ�����ΧҲ�ȽϿ�����֮�����ѵõ��γ���õĺ��죬�ܲ������湵�ۻ��ڲ�������ȱ�ݡ�����Ҫ��������AZ31B��ȣ�AZ61A�����Ա��������ʵ��״̬��ĸ�ľ������ִ����϶�����Mg17Al12������Ҳ���ࡣ
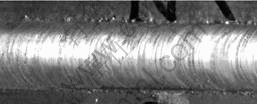
ͼ1 AZ31B/AZ61A����Ħ����ͷ
Fig.1 Photo of AZ31B/AZ61A FSW joint
��ʵ�����2�ֲ�ͬ������Ľ���ͷ���к���(��ͼ2)�����������Բ���ν���ͷ(��ͼ2(a))ʩ��ʱ��ͷ������β�������ֱ��湵�ۻ��ں����ڲ����ֿ���������ȱ�ݡ�Բ̨�ڰ��ν���ͷ(��ͼ2(b))���õ���۳������á����ȱ�ݵĽ�ͷ��ͼ3��ʾΪAZ31B/AZ61A FSW��ͷ�����ĺ����ò����ͼ3���Թ۲쵽���ź�����ĸ�ĵķֽ��߽��������ɺ��˲��ϲ����ˣ�Ȼ��������ǰ�����ϲ����γ����������״һ�µ����ߡ�������ĸ�Ľ������������Բ������£�Բ̨�ν������Բ���ν���������������Խ��������������⣬��ͼ3�ɿ������ں�����漰������������߳ʽϴ��ڰ�״����ʹ���ڰ��μ����빤�����洦�γɵĿռ���������ܻ������������������µļ�϶����Ҳ��Բ̨�ڰ��ν���ͷ��Բ���ν���ͷ���ʺ�����þ�Ͻ�AZ31B��AZ61A����Ħ�����ӵ�ԭ��
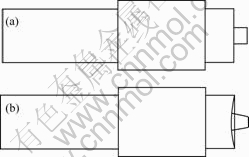
ͼ2 ����Ħ��ͷ��״
Fig.2 Model of friction stir tool: (a) Cylinder pint; (b) Concave round platform pin
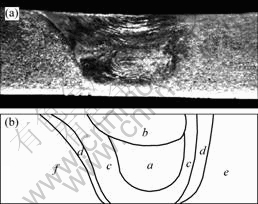
ͼ3 AZ31B/AZ61A FSW��ͷ���������Ƭ
Fig.3 Section macrograph of AZ31B/AZ61A FSW joint: (a) Transverse metallographic section of welds; (b) Different zones of section macrograph. a��Nugget zone; b��Crown zone; c��Mechanical heat-affected zone (MHAZ); d��Heat-affected zone (HAZ); e��AZ31B base metal; f��AZ61A base metal
2.2 ��ͷ����֯����
�Խ���Ħ������ͷ���ฯʴ���֣���������ĸ���Ѹ�ʴ���ࡣ��ʴ�����ۼ��ɿ�����������ĸ�����������࣬���������������֣�����Ӱ�����������Ա��κ������dz����ԣ�����������л�����״����òʮ��������ͼ4(a)~(h)��ʾΪ��ͷ����������֯������ĸ��Ϊ��ѹ̬����þ�Ͻ�ͼ4(a)��(b)��ʾ����֯�ʴ�С�ܲ����ȵĵ��ᾧ���������dz��ִ��֮���ɽ�С������䣬�ھ����ϻ����Էֲ���һЩ��С���ȵ����ʡ���ȶ��ԣ�AZ61Aĸ�ĵľ������ִ�
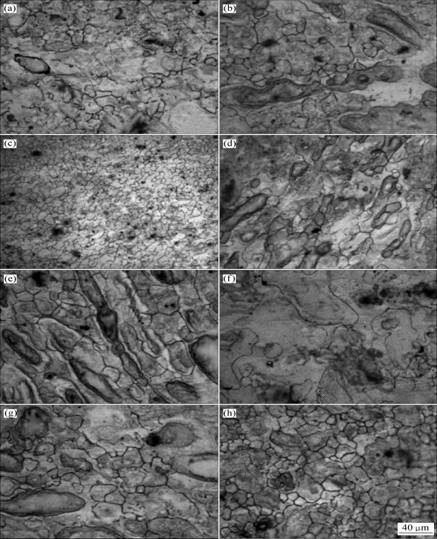
ͼ4 �����ͷ�Ľ�����Ƭ
Fig.4 Metallographs of FSW joint: (a) AZ31B base metal; (b) AZ61A base metal; (c) Nugget; (d) AZ31B side MHAZ; (e) AZ61A side MHAZ; (f) AZ31B side HAZ; (g) AZ61A side HAZ; (h) Crown zone
ͼ4(c)��ʾΪ��������֯����ͼ��֪����ĸ����ȣ������������õ��ܴ�̶ȵ�ϸ�����ҷֲ����ȡ�����Ҫ����Ϊ���������ڽ���ͷ���������¶���ߡ�Ӧ�����������ǿ�ҵ����Ա��κ��������ִ��ĸ�ľ������ϵر����飬�ٽᾧ���������������γɵ���ϸС�ľ�����ͬʱ����Ҳ�ܵ��ܴ�̶ȵ�������ɢ�ھ����䡣
ͼ4(d)��(e)��ʾΪ����Ӱ������֯��̬�����Կ�������Ӱ�����������Ⱥͻ�е��������������£���֯�ʲ�״�ֲ�����ʼ�ִ�������������������һ���������ԣ�����ʼ��С�����ظ��������ԣ������ߴ�Ϻ����������࣬��ĸ�����岻�����Լ�С������AZ61A��(ǰ����)����Ӱ������AZ31B��(���˲�)�����࣬��״�ֲ�Ҳ�����ԡ�
ͼ4(f)��(g)��ʾ�ֱ�ΪAZ31B��AZ61A����Ӱ������֯�����Կ�����Ӱ������ʼ�ִ���ͨ���ϲ�С����ʹ�����õ���һ�����Ӷ�ʹ����ֱ������������Ҫ����Ϊ��������������ѭ�������£������õ��ظ��ͳ�����ȶ��ԣ�AZ31B��(���˲�)��Ӱ����������������ԣ��������Ħ���������У����˲��¶��Ը���ǰ������ء�
ͼ4(h)��ʾΪ��ͷ��״����֯�����Կ�����״������Ҳ�Ƚ�ϸС�����Ⱥ�����Ҫ�������Ҳ������ȡ���������Ҫ�ܵ�������Ȼ�е���ã��¶Ⱥܸߣ�������ȴ���Ǻܳ�֡�
2.3 ���Ӳ����Խ�ͷ��ѧ���ܵ�Ӱ��
ʵ��������ڱ���������������������£�����ת�ٶ���750~1 300 r/min�������ٶ���30~50 mm/min����ʱ�ܻ�ó������á����ȱ�ݵĺ��ӽ�ͷ���Ըù��ղ�����Χ��ʩ�����õ�1#~10#��ͷ�ֱ�����ȡ������������ʵ�顣ͼ5��ʾΪ���Ӳ����뿹��ǿ�ȹ�ϵ��
��ͼ5�ɼ�����һ���ĺ����ٶ��£���ͷ����ǿ�����Ŧص����Ӷ��������ع���ʱ����ǿ�ȷ������͡���v = 35mm/min���� = 1 000 r/minʱ��ͷ����ǿ�ȴﵽ���ֵ210 MPa��Ϊĸ��AZ31B����ǿ�ȵ�90.5%����������������λ�÷������֣����еĶ���ȫ��������AZ61A�ࣨǰ���ࣩ����Ӱ�����������Ͽ������������45?�������ѣ��Ͽ����Ժ�С�����ƴ��Զ��ѣ������ڿ���ǿ�Ƚϵ�ʱ���ֵø����ԡ�
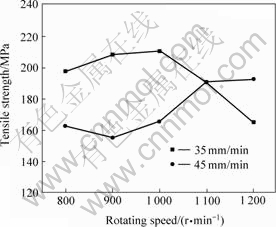
ͼ5 ���Ӳ����Խ�ͷ���ܵ�Ӱ��
Fig.5 Effects of FSW parameter on tensile strength
`��ѹ̬����þ�Ͻ���֯�Ƚϴִ��ڽ���Ħ�����Ĺ����к��Ӳ���������Ӱ����Ӱ��dz�������Ϊ��ת�ٶ�ת�٦صı仯ֱ��Ӱ������Ӱ��������֯��̬�������������ķֲ����Ӷ�Ӱ���ͷ����ǿ�ȺͶ�����Ϊ�����ؽϵ�ʱ��������С������Ӱ������խ��ֻ�дִ����õ��������Ρ�����ͷ�ڽ�������Ħ���ͽ��費�㣬������Чȥ���Լ�ʩ�����ϱ��漰�����������ڽ�����Ľ�������������������������һ����AZ61A��(ǰ����)����Ӱ���������������Ӷ��γ�һ����ѧ���ܽϲ�ı����������Ŧص�������������������ܵõ����Ը��ơ�����Ҫ����Ϊ�ص�����ʹ�ý�������Ħ�������֣�ʩ�����ϱ��漰������������������Ĥ�õ�ȥ���������������ͼ����ﱻ���飬����������ɢ���������е��Ӱ��Ĺ�������ͬʱ����������֮���ӡ��¶����ߣ�Ϊ��ɢ���ṩ��������������Ӱ����������ִ���֯�ڻ�е����������������ϸ����ϸС��֯�ظ���ʹ�������ܵõ����ơ������ŦصĽ�һ���������������������������������أ�����Ӱ��������Ӱ�����������س�����ʹ��������ѧ����Ѹ���½���
����֯�ṹ��ͬ������֮�⣬Ӧ������Ҳ�����AZ61B������Ӱ�����������ѵ���Ҫ����[15]���۲����Ħ������ͷ�����챡��ĸ�ģ�����Ӱ��������Ӱ�������粻��ƽ�����ɡ����⣬���ں��ӹ����н���ͷ�ӷ�����б�����½���ͷ���ຸ����������ȣ�ǰ��������Ⱥ��˲������ұ�����Щ���ض�����ǰ��������Ӱ������Ϊ������ͷ��Ӧ�����������صĵط���
2.4 ��ͷ��Ӳ�ȷֲ�
ͼ6��ʾΪ��ͷ����ǿ��ֵ��ߵ�3#����������ǿ��ֵ��͵�10#������ͷ���������(2.5 mm��)��Ӳ�ȷֲ�����ͼ�ɼ�������3#������Ӳ�ȷֲ����߱Ƚ�ƽ������������Ӳ���Ը���AZ31Bĸ��Ӳ�ȵ�Զ����AZ61Aĸ��Ӳ�ȡ�AZ31B������Ӱ������Ӳ�ȸ��ں�����������Ӱ���������½���AZ61A������Ӱ������Ӳ���뺸�����൱����Ӱ����Ӳ���ɵ���߹��ɵ�ĸ�ġ�10#������Ӳ�ȷֲ�������3#�����ں���������Ӱ���������൱����������Ӱ����ȴԶԶ����3#�������������ڵ����Ӳ�����ǡ��ʱ��������Ӱ�������ִ����ʲ�״�ֲ�������ͼ����︻��������Щ�����������ھ����˼ӹ�Ӳ����Ӳ�ȷdz��ߡ������ڸô��γɵIJ���Ӧ������Ҳ�������⣬2���ֲ�������AZ31Bĸ������Ӳ�Ȳ���һ�£������ĸ����֯��������ء�

ͼ6 ��ͷ����Ӳ�ȷֲ�
Fig.6 Microhardness distribution of FSW joint
3 ����
1) ������Բ̨�ڰ��ν���ͷ����AZ61B����ǰ�������ʩ��ʱ�õ��������á�����ȱ�ݵ�AZ31B/AZ61A���ֱ���þ�Ͻ����Ħ�����Խӽ�ͷ��
2) �ʵ��Ĺ��ղ�����Χ��խ����ͷ����ѧ���ܶԽ���ͷ����ת�ٶȺͺ����ٶȷdz����С���ȡ�����ٶ�v = 35 mm/min������ͷת�٦� = 1 000 r/minʱ��ͷ����ǿ����߿ɴ�ĸ��AZ31B���ǿ�ȵ�90.5%��
3) ǰ��������Ӱ�����Ͽ�����֯�ʲ����Ȳ�״�ֲ��������ղ�����ǡ��ʱ��ǰ��������Ӱ������״��֯�����������ͼ����︻��,ʹ�ø�������Ӳ��������ߡ���������ͼ����︻����Ĵ��ڼ����ص�Ӧ����������ɽ�ͷ��ǰ��������Ӱ������ѧ�����½����������ѵ�����Ҫԭ��
[1] MORDICK B L, EBERT T. Magnesium Properties- application-potential[J]. Mater Sci Eng A, 2001, 302: 37?45.
[2] �� ��. þ�Ͻ���μ����Ŀ�����Ӧ��[J]. ��Ͻ�ӹ�����, 2004, 32(3): 5?12.
GAO Lun. Exploit and application of magnesium alloy forming technology[J]. Light Alloy Fabrication Technology, 2004, 32(3): 5?12.
[3] ���ı�, ������, ��С��, Ҧ��ɽ. þ�ϽӼ����о���չ[J]. ��Ͻ�ӹ�����, 2005, 33(8): 1?6.
DING Wen-bin, JIANG Hai-yan, ZENG Xiao-qin, YAO Shou-shan. Progress in welding technology of magnesium alloy[J]. Light Alloy Fabrication Technology, 2005, 33(8): 1?6.
[4] �����, ������, �����, ��ɱ�. ���Ͻ�Ľ���Ħ����[J]. ���Ӽ���, 2003, 32(1): 1?4.
LUAN Guo-hong, GUO De-lun, ZHANG Tian-cang, SUN Cheng-bin. Friction stir welding of aluminium alloy[J]. Welding Technology, 2003, 32(1): 1?4.
[5] NICHOAS E D. Friction processing technologies[J]. Advanced Materials & Processes, 1999, 155(6): 69?71.
[6] COLLIGAN K. Material flow behavior during friction stir welding of aluminum[J]. Welding Journal, 1999, 78(7): 229?237.
[7] NAKATA K, INOKI S, NAGANO Y, HASHIMOTO T, JOHGAN S, USHIO M. Weld ability of friction stir welding of AZ91D magnesium alloy thixomolde Sheet[J]. Journal of Japan Institute of Light Metals(Japan), 2001, 51(10): 528?533.
[8] JOHNSON R. Friction stir welding of magnesium alloy[C]// 4th International Symposium on Friction Stir Welding. Park City, Utah, 2003: 14?16.
[9] �� ��, ������, �� ��. þ�Ͻ�AZ31����Ħ������ͷ����֯[J]. �й���ɫ����ѧ��, 2003, 13(6): 1510?1513.
ZHANG Hua, LIN San-bao, WU Lin. Microstructure of friction stir welds in AZ31 magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(6): 1510?1513.
[10] ZHANG H, LIN S B, WU L, FENG J C, MA S L. Defects formation procedure and mathematic model for defect free friction stir welding of magnesium alloy[J]. Materials and Design, 2006, 27: 805?809.
[11] �� ��, ������, ������, �� ��, �뼪��. þ�Ͻ�AZ31����Ħ������������������[J]. ����ѧ��, 2004, 25(4): 67?69.
ZHANG Hua, GUO Li-jie, LIN San-bao, WU Lin, FENG Ji-cai. Material flow pattern in friction stir welding of AZ31 magnesium alloy[J]. Transactions of The China Welding Institution, 2004, 25(4): 67?69.
[12] �� ��, ������, ��³�, ��ϸӦ. þ�Ͻ𱡰�Ľ���Ħ��������[J]. ����ѧ��, 2001, 22(6): 18?20.
XING Li, KE Li-ming, SUN De-chao, ZHOU Xi-ying. Friction stir welding of MB8 magnesium alloy sheet[J]. Transactions of The China Welding Institution, 2001, 22(6): 18?20.
[13] ����ƽ. MB8þ�Ͻ𱡰�Ľ���Ħ����[J]. ���Ϲ���, 2002, 8: 35?36.
XU Wei-ping. Friction stir welding of magnesium alloy MB8[J]. Journal of Materials Engineering, 2002, 8: 35?36.
[14] ������, �� ��, ��Ϊƽ. AZ81þ�Ͻӽ�ͷ����֯������[J]. ���Ϲ���, 2005(1): 41?44.
KE Li-ming, XING Li, XU Wei-ping. Microstructure and properties of welding joints for cast magnesium alloy AZ81[J]. Journal of Materials Engineering, 2005(1): 41?44.
[15] �� ��, ������, �� ��, �뼪��. AZ31þ�Ͻ����Ħ������ͷ���ѻ���[J]. ���Ϲ���, 2005(1): 33?36.
ZHANG Hua, LIN San-bao, WU Lin, FENG Ji-cai. Fracture mechanism of friction stir welded AZ31 magnesium alloy[J]. Journal of Materials Engineering, 2005(1): 33?36.
�ո����ڣ�2007-08-27�������ڣ�2008-03-08
ͨѶ���ߣ���ϣ�������ڣ���ʿ���绰��0931-2976706�����棺0931-2806962��E-mail: wangxj@lut.cn
ժ Ҫ�������ֱ���þ�Ͻ�AZ31B�� AZ61A���н���Ħ�����Խ�ʵ�飬�о��˹��ղ����Խ�ͷ��֯����ѧ���ܵ�Ӱ�졣��������������ð���Բ̨�ν���ͷ���ҽ�AZ31B���ں��˲����ʩ��ʱ���õ��������á�����ȱ�ݵĶԽӽ�ͷ����ͷ����ǿ����߿ɴﵽĸ��AZ31B��90.5%���Ժ���Ķ�������֯�����������֣���ͷ��������֯����ܴ�ǰ��������Ӱ������֯�ʲ�״�ֲ��ҽϿ��������ղ�����ǡ��ʱ�����������ײ����������������ĸ��������Ӳ�Ĵ��ں�Ӧ����������ɽ�ͷ��ǰ��������Ӱ������ѧ�����½�����Ҫԭ��
